
�л�ճ�������������Ʊ���������
�����ƹ��㣬�� �Σ������ɣ��� �£�������
(���ϴ�ѧ ��Դ�ӹ������﹤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
ժ Ҫ��Ϊ��������ſ���Ʒλ���о������л�ճ���D����������������Ʊ���Ӱ�졣�о���������������л�ճ���D��ȫ�������������������Ϊ0.25%~0.30%(��������)ʱ�����ɻ������Ҫ����������ܼ���Ʒ��ǿ�ȣ���Ԥ����ǿ�Ⱥܵͣ�ֻ��100 N/�����ң�ֻ�����ڶ�Ԥ����ǿ��Ҫ�ߵ������������գ����л�ճ���D�������������ʱ���������Ի�����õ��������ܼ���Ʒ��ǿ�ȣ�Ԥ����ǿ��Ҳ����������Ҫ����0.10%�л�ճ���D��0.50%�������������£���������ǿ�ȴ���3��/(0.5 m)���ұ����¶ȴ���600 �棬��Ʒ��ǿ�ȴﵽ������2.6~2.9 kN/����Ԥ����ǿ�ȴ���400 N/�����л�ճ���D��Ӧ��ʹ������Ʒλ������ߣ���0.30%�л�ճ���D��ȫ���������ʱ��������ƷλΪ64.07%����1.0%���������������0.76%������0.10%�л�ճ���D��0.50%������ʱ��������ƷλΪ63.74%����1.0%�������������0.43%��
�ؼ��ʣ�
��ͼ����ţ�TF046.6 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)05-0850-07
Application of organic binder as substitutes for bentonite in pellet preparation
YANG Yong-bin, HUANG Gui-xiang, JIANG Tao, HUANG Zhu-cheng, LUO Yong, HUANG Ya-lei
(School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China)
Abstract: The application of an organic binder D as a substitute for bentonite in pellet preparation was studied with the purpose of increasing total Fe (TFe) content of pellet. The results show that, when bentonite is fully substituted by organic binder D, satisfying green ball properties and fired pellet strength can be obtained by adding 0.25%-0.30% of binder D. However, the strength of preheated pellets is too poor to endure preparing processes that will exert strong mechanical forces on preheated pellets. Fortunately, when bentonite is partially substituted by organic binder D, green ball properties and fired pellet strength as well as preheated pellet strength turn out to be favorable. With 0.10% of binder D and 0.50% of bentonite added in the mix, such favorable results as wet knock over 3 per 0.5 m, burst temperature over 600��, fired pellet strength of 2.6-2.9 kN, and preheated pellet strength over 400 N are obtained. The TFe of pellet is significantly increased by using organic binder D either fully or partially as a substitute for bentonite. The TFe reaches 64.07% with 0.30% binder D only, and 63.74% with 0.10% organic binder D and 0.50% bentonite. The two TFe contents are 0.76% and 0.43% higher than that with 0.10% bentonite, respectively.
Key words: pellets; organic binder; bentonite
��¯��������ʵ������������ս������������ſ��������¯�Ͻṹ[1-3]�������¯���ſ����Ʒλ���Ը�¯ʵ�ָ߲����ͺ������ش������ϣ���¯��¯ԭ����Ʒλ���1%�����Ƚ���2%�����������3%[4-8]����һ���ȶ����ſ�������������ſ�Ʒλ������ʹ�ø�Ʒλ��ϸ���ȵ�������������ȶ���ԭ�������£�Ӱ�����ſ�Ʒλ����Ҫ���������Ӽ����������ſ��е����ʡ���������Ҫ�����Ӽ���ճ�����Ŀǰ�������������ų��ձ������������ճ�����������������ȫ�������������У��������������Ʒ λ[9-13]����������������һ��Ϊ1.5%~3.0%���������ߣ�ֻ��������1.5%���£���ˣ����ſ���Ʒλ���½��Dz��ݺ��ӵġ�
���Ƕ������������л�ճ������о��뿪������Ŀ�ľ���Ϊ�˽�������������������ȡ���������������л�ճ������������ٵ��ص㣬������ſ����Ʒλ����20����80����𣬹�����Ϳ�ʼ���й��л�ճ������������Ʊ����о�[14-16]��Ȼ���������л�ճ������о�����ʱ��ʮ�꣬����ĿǰΪֹ������������ռ����֧���λ��ճ�����Ȼ�������������л�ճ�����������ԭ������δ�ܻ�ù㷺Ӧ�ã���Щԭ��������Ӽ�������⡢������ѧ���⡢�������������⡢���ű������⡢�ɱ�����ȡ��ڴˣ���������
���������л�ճ���D������ȫ�Ͳ���������������о�����Ҫ���������ܡ����������ű������Եȷ���������ճ���D��Ϊ���������Ʒ�Ŀ����ԡ�
1 ʵ��ԭ�ϼ�����
1.1 ʵ��ԭ��
ʵ�����õĺ���ԭ��Ϊ����ij�������ֳ���2��������(�þ���A�;���B��ʾ)�����ֳ�����ʵ�����(30%����A+70%����B����������)��ɻ���Ͻ���ʵ�顣������Ļ�ѧ��ɺ�������ɼ���1�ͱ�2���ɼ���2�־����Ǵ�����������������S��F��Na2O��K2O������A����Ʒλ�ϸߣ�SiO2�ϵͣ������Ƚ�С��������B����Ʒλ�ϵͣ�SiO2�����ϸߣ������Ƚϴ�
��1 ������ѧ���
Table 1 Chemical composition of iron concentrates w/%

��2 �������������
Table 2 Size distribution of iron concentrates w/%

ճ��������������л�ճ���D���������Ļ�ѧ��ɺ��������ܼ���3�ͱ�4���л�ճ���D��һ���ھ��ж���֧���ṹ�ĸ߷��ӻ�������ֲ���˴������Ȼ����ǻ����ŵĺϳ����ʡ�
��3 �������Ļ�ѧ���
Table 3 Chemical composition of bentonite w/%

��4 ����������������
Table 4 Physical properties of bentonite

1.2 ʵ�鷽��
ȫ������ԭ�Ͼ�������ɹ��ʹ��ˮ�ֵ������˵Ļ����ˮ��(ˮ�ֿ�����5%����)���������ϲ����˹����Ϻͻ��ȣ�ÿ�ΰ�������ȡ5 kg��������ϣ���Ӱ���������õ�ճ�����������Ʊ�����Բ��������Ͻ��еģ������ֱ��Ϊ800 mm��ת��Ϊ25 r/ min�����Ϊ49�㡣Ϊ��ģ������ʵ�������������̷�Ϊĸ���γɺ�ĸ����������3���Ρ���������Ƴ�500 g�ⶨ����ˮ�֣���ȡ10~15 mm�������������������⣬������Ŀ�б����¶ȡ�����ǿ�ȺͿ�ѹǿ�ȡ�
������120 ���ɣ����ڽ���Ԥ�ȼ�����ʵ�顣Ԥ�ȡ�����ʵ������ʽ��״��¯�н��У���¯��¯��ֱ��Ϊ50 mm��1��������˿����¯��1����̼�ܵ���¯�ԽӶ��ɣ�ǰ����Ԥ���ã������������á����ſ�Ŀ�ѹǿ��������غ�Ϊ9.806 65 kN����������ѹ�����ϲⶨ��
2�����������
2.1 �л�ճ���D��ȫ���������
2.1.1 �л�ճ���D��ȫ����������������Ӱ��
Ϊ�˿����л�ճ���D��ȫ����������������Ӱ�죬��2��ճ����ֱ����������ʵ�顣����ʱ��Ϊ10 min������ˮ�ֱַ�Ϊ���Ե�����ˮ��(������������ˮ��Ϊ7.8%���ң�ճ���D������ˮ��Ϊ8.5%����)�������ͼ1��ͼ2��ʾ��
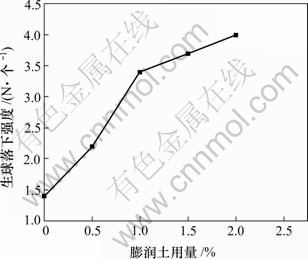
ͼ1 ��������������������ǿ�ȵ�Ӱ��
Fig.1 Effect of addition of bentonite on wet knock
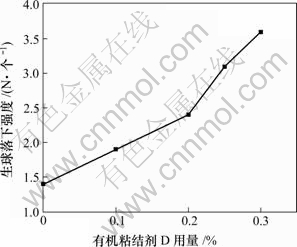
ͼ2 �л�ճ���D��������������ǿ�ȵ�Ӱ��
Fig.2 Effect of addition of organic binder D on wet knock
��ͼ1��ͼ2��֪������ʵ�����õĻ�Ͼ������������ǿ����2��ճ�����������߶���ߵúܿ죬˵���û�Ͼ�����нϺõij������ܡ�������������1.0%ʱ����������ǿ�ȴﵽ3.4��/(0.5 m)������������Ҫ��������������������������������˵�������ﵽ��Ŀǰ�����ˮƽ�������������µó������ճ��������кܿ������÷�Χ��
���л�ճ���D����ʱ����������ǿ����������Ϊ0.25%ʱ���ɴﵽ3.1��/(0.5 m)������Ϊ0.30%ʱ��ﵽ��3.6��/(0.5 m)����һʵ����������ճ���D����Ϊ0.25%~0.30%���ɴﵽ����������Ϊ1.0%ʱ������ǿ�ȡ�
������ĽǶ��Ͽ���ճ��������������ǿ�����⣬��Ӧ������Գ�����ѧ�ͱ����¶ȵ�Ӱ�졣2��ճ���������ʱ���Ϊ10 min����������ʵ���������Χ�ڣ�ճ���D������������һ�����������й켣�����õķֲ㡢����״̬��������ճ���D����ʱ�ڳ�����ѧ����������û�����ԵIJ��졣�����������¶ȣ���1.0%��������ճ���ʱΪ542 �棬����0.30%ճ���DʱΪ568 �棬��һ���˵���ڻ���������ǿ���������������£����л�ճ���D�����������ճ���ʱ���ᵼ�±����¶��½���
��ˣ�������ĽǶ��������л�ճ���D����Ϊ0.25%~0.30%ʱ��������ǿ�ȡ�������ѧ���������¶ȵȷ��涼�ܴﵽ����������Ϊ1.0%ʱ��Ч�������֤�����л�ճ���D�������������������������������Ӱ�졣
2.1.2 �л�ճ���D��ȫ��������������ű��յ�Ӱ��
Ϊ���о��л�ճ���D��������������ԣ�����Ҫ��һ���������ű���ʵ�飬��ȷ��ճ���D�����ű������Ե�Ӱ�졣ͼ3��ʾΪ��Ԥ���¶�Ϊ950 �棬Ԥ��ʱ��Ϊ10 min�������¶�Ϊ1 250 �棬����ʱ��Ϊ12 min�������½��е��л�ճ���D�����ű���ʵ�顣
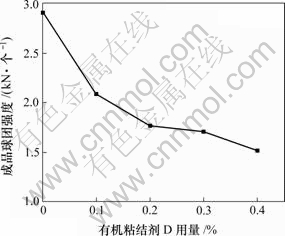
ͼ3 �л�ճ���D�����Գ�Ʒ����ǿ�ȵ�Ӱ��
Fig.3 Effect of addition of organic binder D on strength of fired pellet
��ͼ3���Կ��������������決�������£�ճ���D�����ŵ�ǿ�Ȳ���������Ӱ�졣�����л�ճ���D���������ӣ����ŵĿ�ѹǿ���½�������ճ���ʱ����ǿ�Ƚӽ�3.0 kN/����������0.10%ճ���Dʱ������ǿ�Ƚ���2.3 kN/�����ң���ճ���D��������0.30%ʱ����Ʒ��Ŀ�ѹǿ�ȸ����½���1.708 kN/����ֻ��������С��¯��Ҫ����ˣ������л�ճ���D��ȫ���������ʱ����Ʒ���ŵ�ǿ���д��ڽ�һ����ߡ�
�л�ճ���D�����¹����������������ֽ�ȷ�Ӧ��������ʹ���ڱ������л�ճ���D�γɵ����ӹ���ͻȻ��ʧ������Ԥ�ȹ��������γɵ��ᾧ�������������γɣ������������¹�����һ�ȴ��ڡ���ǿ�ȡ�״̬�����ִ��ڡ���ǿ�ȡ�״̬�����ھ������¹���ʱ������������Ӧ�������ö���ṹ���ƻ�����ˣ�����ǿ�Ȼ���ճ���D�ļ��뼰�����������Ӷ��½��������л�ճ���D��������Ҫ������Ԥ�ȽΣ���ˣ��Գ�Ʒ����ǿ�ȵ�Ӱ��Ҳ��Ҫ��ͨ��Ӱ��Ԥ�ȹ��̺�Ԥ������������¡�
�����������������ȹ��ƶȷ��棬�������ǿ������Ҫ�Ĵ�ʩ�ǵ���Ԥ���¶ȣ��Կ���ճ����������ٶȣ����ڼ����������Ч����ǰ���£�ʹ�����������������Ӧ�����ý�����״̬�·�����Ϊ�ˣ�������Ԥ���¶�����ʵ�顣ʵ����ճ���D������Ϊ0.30%��Ԥ��ʱ��Ϊ10 min�������¶�Ϊ1 250 �棬ʱ��Ϊ12 min�������ͼ4��ʾ���ɼ�����Ʒ����ǿ��ֻ����Ԥ���¶ȴ�860 �������890 ��ʱ������ߣ�����Ԥ���¶���890 �����ϼ�������ʱ�������Ե��½����ơ���ˣ������л�ճ���D�Ʊ�����ʱ��Ԥ���¶Ȳ��˹��ߡ����˵�Ԥ���¶�Ϊ860~890 �棬��ʱ��Ʒ����ǿ��Ϊ2.70~2.95 kN/��������������ָ�¯������Ҫ��
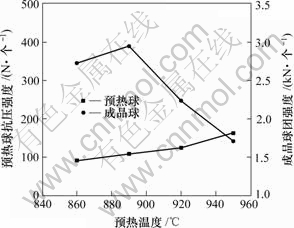
ͼ4 Ԥ���¶ȶ�ճ���D����ǿ�ȵ�Ӱ��
Fig.4 Effect of preheating temperature on pellet strength of binder D
��Ҫָ�����ǣ�����ʵ����¶ȷ�Χ�ڣ�Ԥ�����ǿ�ȶ��ܵ͡���ȻԤ�����ǿ����Ԥ���¶ȵ����߳�������ߵ����ƣ�����ߵ�Ҳֻ��160 N/�������Ҵ�ʱ�ij�Ʒ��ǿ������Ԥ���¶ȹ��߽����ϵ�ˮƽ�����ڳ�Ʒ��ǿ�ȴﵽ���ʱ��Ԥ���¶��£�Ԥ����ǿ��ֻ��108 N/������ˣ��л�ճ���D��ȫ���������ʱ�����ܿ��Ի���㹻��ij�Ʒ��ǿ�ȣ���Ԥ����ǿ�ȵ͵����⽫ʹ���������ܵ��ϴ����Լ��
�ڳ�Ʒ����ǿ������Ҫ���ǰ���£�Ԥ����ǿ�ȵ���Լ��Ҫ�����������������յ�ѡ���ϡ�����������תҤ���ն�Ԥ����ǿ��Ҫ����ߣ���Ҫ����װ�ϵij��������ĥ�����ã���¯���մ�֮����Ҫ����������ѹ����¯�����е�ĥ�����ã���ʽ�����չ�����ֻ����ܽϵ�������ѹ���������Ԥ����ǿ��Ҫ�ߡ���������Ԥ����ǿ��ˮƽ���л�ճ���D��ȫ������������������Ԥ����ǿ��Ҫ��ϸߵ�����������תҤ����¯�Ĺ���Ҫ��ֻ�����ڶ�Ԥ����ǿ��Ҫ���С�Ĵ�ʽ�����չ��ռ�С����¯������������
2.2 �л�ճ���D�������������
Ϊ�˿˷��л�ճ���DԤ����ǿ�ȵ͵����⣬������ʹ��ճ���D��ͬʱ����һ��������������ʵ�в���������γ��л�ճ���D�������������ճ�������5����Ϊ���ճ���������ʵ�������ɱ�5��֪�����ճ�������õ������кܺ������ܣ������¶ȶ���600 �����ϡ�����0.10%(����ڻ����)��ճ���Dʱ������������������0.50%���Կ���������ǿ��Ҫ�ﵽ3.3��/(0.5 m)�����ͼ1�Ľ����֪��������Ч���������������ճ���ʱ��������ʵ��ľ������ϣ�����Ϊ0.10%��ճ���D�ɽ���0.50%������������������ȫ���ʱ���л�ճ���D��������Ҫ0.25%~0.30%(�������Ϊ1.0%��������)����ˣ��л�ճ���D�����������ʹ�õ�����Ч���ȵ���ʹ��ǿ���������Ч���Ͻ����������Ҫ������ȫ�����
��5 ���ճ���������ʵ����
Table 5 Balling tests using combined binders
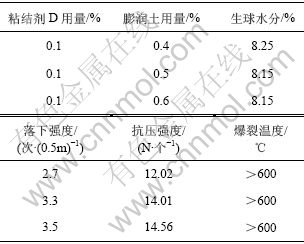
ͼ5��ʾΪ������������Ϊ0.50%���л�ճ���D����Ϊ0.10%�����ճ���������Ԥ��ʱ��Ϊ10 min�������¶�Ϊ1 250 �棬����ʱ��Ϊ12 min�������½��еı���ʵ��������ͼ5�ɼ�������ȫ�����ȣ��������ʱ���ŵı��������кܴ�ĸ��ơ�Ԥ����ǿ����Ԥ���¶�����������ߣ�������ʵ��Ԥ���¶ȷ�Χ(860 �����ߵ�950 ��)�ھ�����400 N/�����ﵽ�˸��������������յ�Ҫ�����ڳ�Ʒ����ǿ�ȣ���Ԥ���¶���860~920 �淶Χ�����ʱ������ߣ���Ԥ���¶ȳ���920 ��ʱ�����½���������ˣ��� 860~950 ����¶�����Ԥ��ʱ����Ʒ����ǿ�ȱ仯���Ȳ���Ϊ2.6~2.9 kN/�������������¯������Ҫ����ˣ�����һ�����������������л�ճ���D�����������������ȫ���Կ˷��л�ճ������ű��������ϵIJ��㣬ʹԤ����ͳ�Ʒ���ŵ�ǿ�ȶ�����������Ҫ���������ȿɽ������������������ֿ��Ʊ������Ϲ�ҵҪ������ſ��Ʒ��
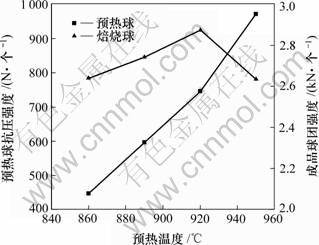
ͼ5 Ԥ���¶ȶ����ճ�������ǿ�ȵ�Ӱ��
Fig.5 Effect of preheating temperature on strength of pellet of combined binders
2.3 �л�ճ���D���������ʱ���ſ����Ʒλ
������֪����Ʒλ¯����ʵ�ָ�¯�߲����ͺĵĸ������ϣ�Ҳ��ұ�����߳������Ŀ�ꡣ���Ž�������������л�ճ������о��뿪������Ŀ�ľ���Ϊ�˽�������������������ȡ���������������л�ճ������������ٵ��ص㣬������ſ����Ʒλ����ˣ����ŵ���Ʒλ����֤�л�ճ�����Խ�Ե���Ҫ���ݡ�
��6����Ϊ��Ӳ�ͬճ���������������Ʒλ������������г�����Ϊ�Ա��õ���ճ��������⣬����3��ճ��������������������ܺͳ�Ʒ��ǿ���϶�����������Ҫ����ճ���ʱ��������ƷλΪ64.36%������1.0%��������ʱ��������Ʒλֻ��63.31%��������1.05%����0.30%���л�ճ���D��ȫ���������ʱ��������ƷλΪ64.07%������ճ�������ֻ��0.29%��ȴ���������������0.76%�����0.10%��ճ���D�� 0.50%���������в������ʱ��������ƷλΪ63.74%�������������������0.43%����ˣ������л�ճ���D���������ʱ�������������������Ʒλ��Ч������ߵķ������������ͬ����ͬ��
��6 ��ͬճ������ſ����Ʒλ
Table 6 TFe contents of pellets of different binders
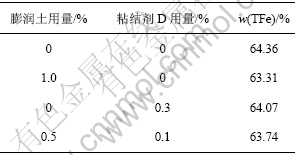
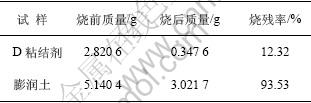
Ϊ��˵���л�ճ���D���������Ʒλ�Ļ������������ղ�ʵ�顣��ȡһ��������ճ��������ڴ����ڣ��������ű��յ��ȹ���������(950 ����10 min��1 250 ����10 min)���б��ա��ɱ�7��֪��ճ���D���ղ���ԶԶ�������������ղ��ʡ����������Ժ�ճ���D���ղ���ֻ��12.23%��˵���ø�ճ����Ʊ�����ʱ���������ڲ��������٣��������Խ������ŵ���Ʒλ�������������ղ��ʸ�Ϊ93.53%��������������Ʊ�ʱ������ȫ�������������ڣ��������������ŵ�Ʒλ����һ������֤ʵ���л�ճ���D��������������������Ʒλ��
��7 ճ����ղ����ⶨ���
Table 7 Results of binder residue after firing
3 �� ��
a. �л�ճ���D��һ������Ч�����õ�ճ�����������ȫ���������ʱ����������Ϊ0.25%~ 0.30%(��������)ʱ���ɻ������Ҫ����������ܣ�����ǿ�ȴ���3��/(0.5 m)�������¶���550 �����ϡ������ű����У����Ի������Ҫ��ij�Ʒ����ǿ�ȣ���Ԥ����ǿ�Ƚϵͣ��������ڶ�Ԥ����ǿ��Ҫ��ߵ������������գ�ֻ�����ڶ�Ԥ����ǿ��Ҫ��ͻ�����ȷҪ��������������ա�
b. �л�ճ���D�����������ʹ�ã�ʵ�в������ʱ�����0.10%���л�ճ���D�ɽ�����������������0.50%������ǿ�ȴﵽ3.3��/(0.5 m)�������¶ȸ���600 �档���ű����У�Ԥ����ͳ�Ʒ����ǿ�Ⱦ���������Ҫ�˷����л�ճ���DԤ����ǿ�Ȳ�����⣬Ԥ����ǿ�ȴﵽ400 N/�����ϣ���Ʒ����ǿ�ȴﵽ2.6~2.9 kN/������������������������ռ���¯������Ҫ����ˣ��л�ճ���D�������������ʱ���ȴﵽ����������������������Ч�����ֿ������������̼���Ʒ���ܵ�Ҫ��
c. �����л�ճ���D��ȫ�������������������Ч���������Ʒλ�����0.30%���л�ճ���D��ȫ���������ʱ��������ƷλΪ64.07%����1.0%���������������0.76%������0.10%�л�ճ���D�� 0.50%������ʱ��������ƷλΪ63.74%����1.0%�������������0.43%��
�ο����ף�
[1] ����Ӣ, �� ��, �����. �ս�����ѧ[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1996.
FU Ju-ying, JIANG Tao, ZHU De-qing. Sintering and pelletizing[M]. Changsha: Central South University of Technology Press, 1996.
[2] Ф ��. �ſ�������ʵ��[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1991.
XIAO Qi. Pelletization theory and practice[M]. Changsha: Central South University of Technology Press, 1991.
[3] ����Ӣ, �����. �����������Ż���ԭ�������ռ��豸[M]. ��ɳ: ���ϴ�ѧ������, 2004.
FU Ju-ying, ZHU De-qing. Basic principles, techniques and equipments of iron oxidized pellets[M]. Changsha: Central South University Press, 2004.
[4] ����, ��һ��, ������, ��. ��ֽ�ɽ���Ʒλ���ſ��Ʊ��о�[J]. �ս�����, 2003, 28(3): 12-15.
YANG Da-bing, ZHANG Yi-min, WU Wei-guo, et al. Study on preparation of high grade iron pellet using iron concentrate from Jinshandian iron mine[J]. Sintering and Pelletizing, 2003, 28(3): 12-15.
[5] �����, ������, ������, ��. �ȼ��������������ǿ�ȵĻ���[J]. ���Ϲ�ҵ��ѧѧ��: ��Ȼ��ѧ��, 2001, 32(4): 351-354
LI Hong-xu, WANG Dian-zuo, HU Yue-hua, et al. The mechanism of improving pellet strength by carboxyl methlated amylum[J] . J Cent South Univ Technol: Natural Science, 2001, 32(4): 351-354.
[6] ������. ճ������������ܵ�Ӱ�����[J]. ̫ԭ������ѧѧ��, 2000, 31(5): 556-558.
YIN Ji-xiang. Analysis of effect of binders on pelletizing properties[J]. Journal of Taiyuan University of Technology, 2000, 31(5): 556-558.
[7] Ѧ����, �ܹ���, �� ��. ճ�����������������û���[J]. �ս�����, 1995, 20(5): 7-13.
XUE Zheng-liang, ZHOU Guo-fan, YANG Hong. Mechanism of binder��s effect in shock resisting of green balls[J]. Sintering and Pelletizing, 1995, 20(5): 7-13.
[8] �� ��, �˱���, ������. ͨ��������������Ȼ���������ſ�[J]. �����о�ѧ��, 1997, 9(����): 1-6.
SU Xi, PAN Bao-ju, GE Zhu-gao. High quality pellets obtained by reducing the bentonite content[J]. Journal of Iron and Steel Research, 1997, 9(Suppl): 1-6.
[9] ���. ��������ſ���Ʒλ�뾭��Ч��[J]. �ս�����, 1998, 23(6): 10-13.
LI Zhao-hui. On increasing grade of pellets and comprehensive economic results[J]. Sintering and Pelletizing, 1998, 23(6): 10-13.
[10] ������. ��(��)��������ſ�Ʒλ��ʵ��[J]. �ս�����, 2001, 26(6): 37-38.
LIU Guo-fang. Practice of increasing the pellet grade in Ji Gang[J]. Sintering and Pelletizing, 2001, 26(6): 37-38.
[11] ������, ���, �ſ˳�, ��. ���Ӹ���ճ���������ʵ��[J]. �ս�����, 2004, 29(5): 9-11.
ZHANG Yong-xiang, TIAN Fa-chao, ZHANG Ke-cheng, et al. Pelletizing test of adding various complex binders[J]. Sintering and Pelletizing, 2004, 29(5): 9-11.
[12] Kawatra S K, Ripke S J. Developing and understanding the bentonite fiber bonding mechanism[J]. Minerals Engineering, 2001, 14(6): 647-659.
[13] Kawatra S K, Ripke S J. Laboratory studies for improving green-ball strength in bentonite-bonded magnetite concentrate pellets[J]. International Journal of Mineral Processing, 2003, 72(1/4): 429-441.
[14] �� ��, �����, ������. ��������ճ������ӽṹ��Ƶij����о�[J]. �ս�����, 1998, 23(1): 30-35.
JIANG Tao, LI Hong-xu, HUANG Zhu-cheng. Primary molecular design of organic binder for magnetic concentrate pelletizing[J].Sintering and Pelletizing, 1998, 23(1): 30-35.
[15] Kawatra S K, Ripke S J. Effects of bentonite fiber formation in iron ore pelletization[J]. International Journal of Mineral Processing, 2002, 65(3/4): 141-149.
[16] ������. ��¯���ż��л�ճ����ľ���Ч��[J]. �ս�����, 2000, 25(2): 4-7.
HUANG Tian-zheng. Economic evaluation on pellet making by shaft furnace using organic binders[J]. Sintering and Pelletizing, 2000, 25(2): 4-7.
�ո����ڣ�2006-12-11�������ڣ�2007-02-05
����飺������(1969-)���У�����Ƽ���ˣ���ʿ�����¸���ұ������Դ�ۺ����õ��о�
ͨ�����ߣ��������У���ʿ���绰��0731-8830547��E-mail: ybyang@mail.csu.edu.cn
[1] ����Ӣ, �� ��, �����. �ս�����ѧ[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1996.
[2] Ф ��. �ſ�������ʵ��[M]. ��ɳ: ���Ϲ�ҵ��ѧ������, 1991.
[3] ����Ӣ, �����. �����������Ż���ԭ�������ռ��豸[M]. ��ɳ: ���ϴ�ѧ������, 2004.
[4] ����, ��һ��, ������, ��. ��ֽ�ɽ���Ʒλ���ſ��Ʊ��о�[J]. �ս�����, 2003, 28(3): 12-15.
[6] ������. ճ������������ܵ�Ӱ�����[J]. ̫ԭ������ѧѧ��, 2000, 31(5): 556-558.
[7] Ѧ����, �ܹ���, �� ��. ճ�����������������û���[J]. �ս�����, 1995, 20(5): 7-13.
[8] �� ��, �˱���, ������. ͨ��������������Ȼ���������ſ�[J]. �����о�ѧ��, 1997, 9(����): 1-6.
[9] ���. ��������ſ���Ʒλ�뾭��Ч��[J]. �ս�����, 1998, 23(6): 10-13.
[10] ������. ��(��)��������ſ�Ʒλ��ʵ��[J]. �ս�����, 2001, 26(6): 37-38.
