
���±�ţ�1004-0609(2010)S1-s0857-05
�ѺϽ��Ͳļ�ѹ�������յ�����Ԫģ��
�ش���1���춫��1���ҷ�1��������1���� ��2��������2�������2�����ؽ�3���� ��1
(1. �й���ѧԺ �����о��������� 110016��
2. ���Ѽ�������˾������ 721014��
3. ���������������Ƽ���������˾������ 100000)
ժ Ҫ��
����ƽģ��ѹ���ղ����ò������Ʊ��ѺϽ��Ͳġ���ѹ��Ʒ����֯���ȡ�����״̬�Լ��ߴ羫�Ⱦ���ģ����ơ�������Լ���ѹ���ղ�����������ص�Ӱ�죬����������ؼ�����֮һ��ͨ������Ԫģ����������ѺϽ��Ͳļ�ѹ���̵IJ������յ����������з������о������ϵ�¶ȷֲ��ͱ��ε�Ӱ�졣��Բ�ͬ�������Ժͽṹ��ƵIJ�������Ϳ�㡢��Ϳ�����ۺͲ�������ѺϽ��Ͳļ�ѹ��Ʒ��״̬����ģ�⣬Ԥ�ⲻͬ�����µIJ�����Ĥ���¶ȷֲ����ȱ仯���ɣ������ݲ�����������Ԥ�ⲣ����Ĥ�ĺ�ȣ�������������յĸĽ�������
�ؼ��ʣ�
�ѺϽ����Ͳļ�ѹ��������������Ԫģ����
��ͼ����ţ�TG 146.4���� ���ױ�־�룺A
FEM simulation of glass lubrication during section extrusion of titanium alloy
BAI Chun-guang1, XU Dong-sheng1, LEI Jia-feng1, LIU Yu-yin1, XU Zhe2, LIU Ming-hui2,
L? Pei-cheng2, DUAN Su-jie3, YANG Rui1
(1. Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China;
2. Baoji Titanium Industry Co., Ltd., Baoji 721014, China;
3. Beijing Tianlichuang Glass Technology Development Co. Ltd, Beijing 100000, China)
Abstract: Glass lubrication in metal extrusion was studied by combining finite element analysis and experiments to investigate the temperature and viscosity distribution in oxidation-resistant glass lubricant, rolled glass powder layer and glass pad for high temperature metal extrusion. These simulations provide some fundamental information to the selection and design of glass lubricants and extrusion process. The preliminary conclusions are shown as follows. It is necessary to use Ugine-Sejournet process for the extrusion of titanium alloys. The glass lubrication is categorized into two aspects: container lubrication and die lubrication. The container lubrication is controlled by the sprayed coating and the glass powder coating. The die lubrication is mainly controlled by glass pad. FEM simulation is helpful to select the glass and control temperature distribution of oxidation resistant coating, glass powder coating and glass pad, which give good suggestion to the design and control of glass lubrication.
Key words: titanium alloy; section extrusion; glass lubrication; finite element simulation
�ڽ��������Ա��ι����У�Ħ�������ڱ��ι�����������Ҫ������[1]�����ڼ�ѹ�ӹ��ڱ��γ��ںͱ��κ��ڵķ���̬���������������еĽ������Լӹ������У���ѹ�ӹ������������������Ϊ���еļӹ����������������ż�ѹ��Ʒ�ı��������½�����ģ���ӵ�����[2]��������ѹ������1941����SCHEY[3]��������Ӧ���ڸ����ļ�ѹ�����С���ѹ��װʾ��ͼ��ͼ1��ʾ��
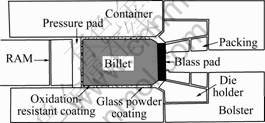
ͼ1 ������ѹװ��ʾ��ͼ[3]
Fig.1 Schematic diagram of glass-lubricated extrusion setting[3]
��������Ҫ��3�ֲ�ͬ��Ӧ�÷�ʽ��1) �����ڼ���ǰ����Ϳ����ˢͿ�ķ�ʽ�ڼ�ѹ�������渽�Ų�������Ϳ�㣻2) ���Բ��ù�Ϳ�����۵���ʽ�ڼ�ѹ�ӹ�ǰ�����ڹ������棻3) ���Խ������������ɲ����棬��������ģ�ߺͼ�ѹ����֮�䣬ʹ֮�ڼ�ѹ�������漷ѹ��Ʒһ����Σ���������£������γ������IJ�����Ĥ���Ӷ�����Ч�������á����õ�����������Ʒ��ѹ�������ṩ��Ⱥ��ʵIJ�����Ĥ����Ĥ�������������Ʒ�����쳣�ֲ�(���澧����Լ������)����Ĥ�����������γ���������Ĥ���Ӷ��γɱ߽���ʽ��Ҳ�������Ʒ����Ļ��ˡ���Ĥ�ĺ���ܿ��ڼ�����Ҫ�IJ���������֤��������Ĥ�ĺ������Stribeck������v/p(���У��� Ϊ���������ȣ�vΪ��ѹ�ٶȣ�pΪ������Ĥ���ܵ�ѹ��)�����Ӷ����ӣ�����ģ��ǵ����Ӷ���С����ͼ2��ʾ���ϴ�IJ����Ⱥͽϸߵı����ٶ��Լ��ϵ͵ļ�ѹѹ�����γɽϺ����Ĥ��������Ĥ�ĺ��h��Ħ����������Stribeck����(��v/p)�ĺ� ��[3-5]��
ROGERS��ROWE[6]ͨ�������о��˲�������������Ϊ����������ѹѹ���Բ�����Ĥ��Ӱ�죬MALE[7]���о����Ҳ����һ���ض�����ʹ�ñ�����ģ�ߵ�ģ�Ƕȡ���ѹ�ٶȺͼ�ѹ�ȵȲ������������˲�������ѡ��ԭ��QVALE��WILTSHIRE[8]�о�������Ĥ�ȵı仯�����Ǹ��о�������һά���㡣WALLACE��[9]�о���ǿ���ϲ�����ѹ���̵�����Ϊ��WILSON��MAHDAVIAN[10]�������伷ѹ���ι����еIJ�����ģ�ͣ��������̬�ͷ���̬���̸�����ģ���������ͼ�ѹ��������ı����¶��Լ����� ��Ӱ�죬�Ӷ����㼷ѹ����DAMODARAN��[11]��
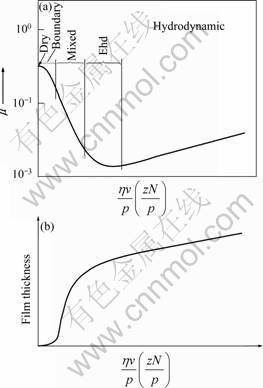
ͼ2 �����ȺͲ���Ĥ�����Stribeck������v/p�Ĺ�ϵ[4]
Fig.2 Relationship among �� and h and Stribeck parameter ��v/p[4]
BAQUE��[12]�����˲������ȼ�ѹ���̵�����Ԫģ�ͣ����о���ģ����ƺ��ղ�����Ӱ�졣�������߲�������Ԫ��������ѺϽ��Ͳļ�ѹ���������еIJ�������Ϳ�㡢��Ϳ�����ۺͲ����������Ϊ���¶ȷֲ�����ϵͳ���о���������ֱ�ӻ��ӵ�Ϊ�ѺϽ��Ͳļ�ѹ���շ������ƶ��ṩ�ο���
1 ��������Ϳ��
��������������Ϊ107.6 Pa?s���������Ȧ���103~105֮�䣬����102ʱ������Ϳ����ڶ������淢����������������Խ�ͣ�����Խ���ء����ݲ����������Խ���ѡ���ڼ����¶��£���950 ��ʱ������Ϳ��TB10������102~103 Pa?s֮�䣬�������ȼȿɱ�֤Ϳ��ķ��������ã�ͬʱ�ֲ�����Ϳ�㷢�����������ڼ�ѹ�����У����Ӵ���ѹͲ����Ϳ�����Ϳ�������103~105 Pa?s֮�䣬�ɴ˿��Ը��ݸ��ֲ������¶�������ȷ�����ڹ�����Χ���Ƿ��������á�
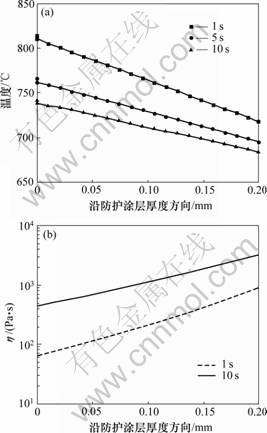
ͼ3 ��950 �漷ѹ��ͬ��ѹʱ���TB10��������Ϳ���¶Ⱥ��ȵķֲ�
Fig.3 Temperature (a) and viscosity (b) distribution in oxidation resistant coating of TB10 glass extruded at 950 �� for different extruding times
�ѺϽ��Ͳĵļ�ѹ�¶�Ϊ950 �棬�����뾶Ϊ80 mm�� ����Ϳ��Ϊ0.2 mm������Ϳ��Ϊ0.2 mm����ѹͲԤ���¶�Ϊ450 �棬��ѹʱ��Ϊ1~10 s�����У���ѹ1 sʱ������ѹ���ڣ���ѹ5 sʱ������ѹ�ȶ��ڣ���ѹ10 sʱ������ѹ���ڡ���ѹ�¶�Ϊ950 ��ʱ���������õIJ�������Ϳ��ΪTB10���������о�ͨ������Ԫ�����Լ�ѹ�����еIJ�������Ϳ����¶��Լ����������п��죬��ȷ����������ѡ��ĺ������Լ���ѹͲ�����Ĥ�ĺ�ȡ�
ͼ3(a)��(b)��ʾ�ֱ�Ϊ��950 �漷ѹ��TB10��������Ϳ���ڲ�ͬ��ѹʱ�����¶Ⱥ��ȵķֲ�����ͼ3���Կ�����TB10��������Ϳ�����ż�ѹʱ����ӳ����¶����½�����Ҳ�����ӡ�����������Ϳ����Ⱦ���Ϊ102~105 Pa?s����ˣ��ڼ�ѹ�����п�����ֵ������ã�������Ϳ���ڼ�ѹ�����о����γ���Ч�IJ�����Ĥ����950 �漷ѹʵ���в��õ�TB10����Ϳ���Ǻ��ʵģ��ȿ����������ã��ֿ��������á�
2 ����Ϳ��
�ڲ�ͬ����Ͳĵļ�ѹ�����У���ѹͲ�ĵIJ����״��ֱ��Ӱ�쵽���������ľ������Լ���ѹ�����غ��������ˣ��ڼ�ѹ������Ӧ��ֿ��Ǽ�ѹͲ�IJ������������������Դ��Ҫ�в�������Ϳ���Ϳ�IJ����ۡ����У����ѡ����жϺ��ʵIJ���������������ʵ���н�Ϊ���ֵ����⡣����Ϳ���ڼ�ѹ�������ܷ���������ֱ�Ӻ�Ϳ�㱾�����¶Ⱥ��ȷֲ��йء����ݼ�ѹ���ڼ���ѹ���������Լ���Ϳ���¶ȵķֲ�������ȷ���Է���Ϳ����ϵ�ѡ��ͨ��ǰ����о���ȷ����950 ��ʱ�IJ�������Ϳ�㣬���ұ�֤���ڼ�ѹ�������������á����������Բ�ͬ�¶��µIJ�������Ϳ���Ƿ��������ý��м���ͷ�����
ͼ4(a)��(b)��ʾ�ֱ�Ϊ��950 �漷ѹ��TB8��������Ϳ���ڲ�ͬ��ѹʱ�����¶Ⱥ��ȵķֲ�����ͼ

ͼ4 ��950 �漷ѹ��ͬ��ѹʱ���TB8��������Ϳ���¶Ⱥ��ȵķֲ�
Fig.4 Temperature (a) and viscosity (b) distribution of glass lubricant powder layer of TB8 glass extruded at 950 �� for different extruding times
4���Կ�����TB8��������Ϳ�����ż�ѹʱ����ӳ����¶ȷֲ����ھ��ȣ��Թ���Ϳ����м䲿λΪ���ޣ��������¶����ż�ѹʱ���ӳ������ߣ������½����ڲ����Ϳ����¶��漷ѹʱ���ӳ������½�����Ҳ�����ӡ�����������Ϳ����Ⱦ�����102~105 Pa?s֮�䣬��ˣ��ڼ�ѹ�����п�����ֵ������ã�������Ϳ���ڼ�ѹ�����о����γ���Ч�IJ�����Ĥ����950 �漷ѹʵ���У����õ�TB8����Ϳ���Ǻ��ʵģ��ò㲣������ȫ�������á�
3 ���������
���ڲ�ͬ�����Ͳļ�ѹ���գ���950 ����м�ѹʱ��Ҫ�Ӳ����档���в�����ѡ��ΪTB5����TB8������TB5�����������¶�Ϊ700 �棬�����¶�Ϊ800 �棬TB8�����������¶�Ϊ560 �棬�����¶�Ϊ700 �档���·ֱ칤���Ӵ������沢���м�ѹʱ���������ϼ���Ϳ���¶ȵı仯������Ħ���Ⱥͱ������Բ����п��ǣ�ͬʱҲ�����˲������ڼ�ѹ�����е�������Ϊ��ͨ���Բ������ڼ�ѹ�������¶ȷֲ����м��㣬����ȷ����������ȷֲ����ɣ���������103~105 Pa?s��Χ�ڵ�������Ϊ�����ﵽ��ů�ڵ�Ҫ�����γ���Ч�IJ�����Ĥ��������Ĵ�С���Եط�ӳ�˲�����Ĥ�ĺ�ȴ�С��
��950 �漷ѹʱ��������ֱ�ѡ����TB5������TB8����2�ֲ���ѹ�ƶ��ɡ�����TB5��������������������¶Ƚϸߣ���TB8�����������¶Ƚϵ͡�ͼ5(a)��(b)��ʾ�ֱ�Ϊ2�ֲ�ͬ�IJ������ڼ�ѹ�������¶ȵķֲ������У��ѺϽ���ѡ��TA15���ϣ���������40 s�ij�¯����Ϳ�������Լ�ת�ƹ���Ȼ����м�ѹ����ͼ5���Կ�����2�ֲ�������¶ȷֲ����ɶ�������ͬ���������Žϴ���¶��ݶȣ����Ҳ�������¶�ֵҲ������ȡ����ż�ѹʱ����ӳ�����������¶������ߣ��¶��ݶ�Ҳ��С����������2�ֲ���������¶ȱ仯���ɲ�ͬ�����ȷֲ�����Ҳ��ͬ��
ͼ6��ʾΪ2�ֲ�ͬ�������ڼ�ѹ5 sʱ(��ѹ�ȶ���)�ȵķֲ�����ͼ6���Կ�����TB5�����������106 Pa?s���ϣ��ڼ�ѹ�����в����������ã���TB8����������ṩ0.4 mm���ҵIJ�������ʼ��Ĥ��ȡ������Dz����������ʱ������ٲ�������ۻ����̣��Ӷ��õ���Ĥ��ȼ����ֵƫ����ˣ���950 �漷ѹ�ѺϽ��Ͳ�ʱ���������Ƽ�ʹ��TB8�����棬���߶�TB5��������ǰԤ�ȣ���߲�������ۻ��ٶȣ���֤���ṩ�㹻������
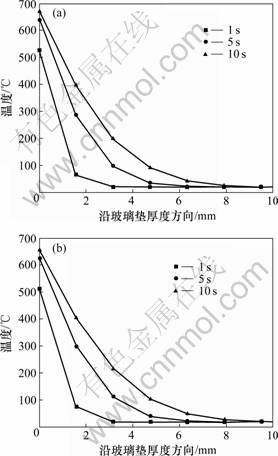
ͼ5 950 �漷ѹʱTB8�������TB5�������¶ȷֲ�
Fig.5 Temperature distribution of glass pads TB8 (a) and TB5 (b) during extrusion at 950 ��
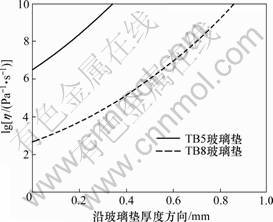
ͼ6 950 �漷ѹʱTB8�������TB5��������ȷֲ�
Fig.6 Viscosity distribution of glass pads TB8 and TB5 during extrusion at 950 ��
4 ����
1) �ѺϽ��Ͳļ�ѹ���������ǿ��еģ�ͬʱ��������Ԫģ����ʵ���о��Լ�ѹ���ղ������ƶ��ṩ�ο����ݡ�
2) �����¶ȳ����ȷֲ��ļ��㣬���950 ��ʱ����TB10������Ϊ����Ϳ�㣬TB8������Ϊ����Ϳ�㣬TB8������Ϊ�������Ǻ��ʵģ�����֤�����ڼ�ѹ���������������á�
REFERENCES
[1] AVITZER B. Handbook of metal-forming processes[M]. New York: A Wiley-Interscience Publication, 1983: 55-87.
[2] DIETER G E, KUHN H A, SEMIATIN S L. Handbook of workability and process design[M]. Ohio: ASM International, 1984: 102-135.
[3] SCHEY J A. Tribology in metalworking: friction, lubrication and wear[M]. Ohio: American Society for Metals, Metals Park, 1983.
[4] BOOSER E R. Handbook of lubrication: Theory and practice of tribology. Vol ��. Theory & design[M]. Boca Raton, Florida: CRC Press, 1983: 120-155.
[5] SEJOURNET J. Friction and lubrication in metal processing[M]. New York: ASME, 1966: 147-184.
[6] ROGERS J A, ROWE G W. An evaluation of lubrication during hot extrusion[J]. Proc Instn Mech Engrs, 1964, 179(3): 93-102.
[7] MALE A T. Lubricants for extrusion[J]. American Machinist, 1970: 81-82.
[8] QVALE E B, WILTSHIRE F R. The performance of hydrodynamic lubricating films with viscosity variations perpendicular to the direction of motion[J]. Transactions of the ASME, 1972: 44-48.
[9] WALLACE P W, KULKARNI K M, SCHEY J A. Thick-film lubrication in model extrusions with low extrusion ratios[J]. Journal of the Institute of Metals, 1972, 2677: 78-85.
[10] WILSON W R D, MAHDAVIAN S M. Unsteady-hydrostatic extrusion[C]//Proc 3rd NAMRC, SME, Dearborn, 1975: 52-71.
[11] DAMODARAN D, SHIVPURI R. Prediction and control of part distortion during the hot extrusion of titanium alloys[J]. J Mater Process Technol, 2004,150: 70-75.
[12] BAQUE P, PANTIN J, JACOB G. Theoretical and experimental study of the glass lubricated extrusion process[J]. J Lubr Tech Trans ASME, 1975: 18-24.
ͨ�����ߣ��ش��⣻�绰��024-23748832��E-mail: cgbai@imr.ac.cn
