
���±�ţ�1004-0609(2012)1-0062-10
����ʽ����ͷ���������Ħ����ȱ�ݼ��䲹������
�� ��1�����Ը�1����ΰҶ1, 2
(1. �Ͼ����պ����ѧ ���Ͽ�ѧ�뼼��ѧԺ���Ͼ� 210016��
2. �й�����ƹ����� �Ͼ����⳧ �����о������Ͼ�210012)
ժ Ҫ��
��������ʽ����ͷ��25 mm���2219-T6���Ͻ���н���Ħ�������ڶ������ʱ�������ͷ���Ķ�����ѹ����ɵĵײ���������25 mm���2219-T6����Ħ�������������֯������ȱʧ��ȱ�ݼ���������ȱ�ݽ��й۲졣��������������غ�ȷ����Ϊ���Ӱ�����ͽ�����Ӱ���������Ӳ����ı仯������������ȱ�ݵIJ�������һ����ϵ�������еIJ���ȱʧ��ȱ����ѭһ��������غ��ϵ����������ʽ����ͷ�Ʊ���ͬ�ߴ�ĺ������δ��ȱ�ݣ�����δ��������뺸�쿹��ǿ�ȳʷ����Թ�ϵ����ͳһ�ĺ��Ӳ����淶�£�����������������Ƚ��ж�������о�����������նԺ�����֯���ܵ�Ӱ�졣
�ؼ��ʣ�
2219���Ͻ�������Ħ����������ȱ��������ʽ����ͷ���������
��ͼ����ţ�TG146.2���� ���ױ�־�룺A
Friction-stir welded defects and repairing weld process of thick aluminum plates with telescopic stir-pin
LI Bo1, SHEN Yi-fu1, HU Wei-ye1, 2
(1. College of Materials Science and Technology, Nanjing University of Aeronautics and Astronautics,Nanjing 210016, China;
2. Technology Research Institute of Nanjing Chenguang Corporation,
China Aerospace Science and Technology Corporation, Nanjing 210012, China)
Abstract: By using the telescopic stir-pin, 25 mm-thickness 2219-T6 aluminum alloy couple plates were successfully friction-stir welded, and no plunge-through defect induced by the press amount of tool-shoulder was observed in the multi-pass repairing welding process. The microstructures in sound friction-stir welds, material-loss typed and weak-link typed weld defects were observed. The results show that the weld along the weld-thickness direction can be divided into shoulder-affected and pin-affected zones. The formation of defects is associated with the change of the welding parameters, and the inner material-loss typed defects follow volume conservation relationship. For the welds with different-size root flaws prepared by telescopic stir-pin, a non-linear relationship exists between the root-flaw depth and the weld tensile strength. In addition, under the unified welding parameters, by adjusting the telescopic pin length, the effects of multi-pass welding on the microstructure and properties of the resultant welds were investigated.
Key words: 2219 aluminum alloy; friction stir welding; weld defect; telescopic stir-pin; multi-pass welding
����Ħ����(Friction stir welding, FSW)��Ϊһ�ֶ��������Ͻ�����������Ӽ������ɱ��ͳ�ۻ�����ɵĺ���ұ��ȱ��[1-3]��FSW��һ�����ø�����ת�ķ�����ʽ����ͷ���빤�������н�������ͨ����Ħ���ͽ����������-��е�������ʹ���������ܻ���Ǩ�ơ���ɢ����ȴ��ʵ�����ӵļ�����FSW��Ҫ�ĺ�����Դ���Խ���ͷ�빤����Ħ�����Ⱥͺ����������ͷŵ����Ա�����[4]��
����ǿ���Ͻ���к�ȴ���ϵ����������������ۺ���ͷǿ�ȵ͡��������ס�������δ������������ص㣬������ѡ��FSW���ս�������[5-6]��Ȼ���������ñ���FSW���õĽ���ͷ�����ӹ��ղ����Ժ��ʩ����������������ʽ�ͷ[6]�����ʵ��ĺ��Ӳ������ղ����ᵼ��FSW������漰�ڲ����ַɱߡ��繵�������������ǽӵȷ�ұ��ȱ��[3, 7-10]����ʵ�ʹ���Ӧ���У�ͨ��FSW���β����������������������ȷ�������Ч�ֲ������ڲ�ȱ �ݣ��������������������Ҫ��������ͷ���������ڽ���ͷ������ں���ʱ��ʩ��һ������ѹ������ɺ����������ݣ���������ij����뺸�����൱����ˣ���ʹ��ԭ�гߴ�Ľ���ͷ���ж��β���ʱ�����Ķ�����ѹ���ᵼ�½��������װ壬��ɺ��챳��������������������ǿ�ȡ���������ѡ�õĿ�����ʽ����ͷ�ܹ����ص���������������ȣ��������ں��Ӳ�ͬ��ȵ��壬Ҳ�������ڶ��β���ʱ��������ɵĺ���ȱ�ݡ�
����������Ҫ�о�25 mm���2219-T6��ǿ���Ͻ�FSW�ԽӺ����е���ȱ�ݵ���ò�������������������뺸�ӹ��ղ����Ĺ�ϵ�������仮��Ϊ����ȱʧ��ȱ�ݺ���������ȱ�����ࡣ��������ʽ����ͷ����Ժ�����ڲ�ȱ�ݽ��в����������飬��һ��̽�ֶ���������ں�����֯���ܵ�Ӱ�졣
1 ʵ��
����25 mm����2219���Ͻ��ȴ���״̬ΪT6״̬�������ܴ������˹�ʱЧ�����ϵĺϽ�Ԫ��(��������)���£�6.48%Cu��0.49%Si��0.32%Mn��0.23% Fe��0.2%Zr��0.08%V��0.06%Ti��0.04%Zn�ȣ�������ĸ�ĵĿ���ǿ��(��b)������ǿ��(��0.2)���쳤��(��)�ֱ�ɴ�410 MPa��345 MPa��15%��
FSW�豸ѡ�ô�����ʽ����Ħ����������������ʽ�������ƽ���ͷ�����ֱ��Ϊ32 mm���������������ȷ�ΧΪ0~25 mm��Ϊ���ӽ�������Χ���������Ա��γ̶ȣ��ڽ���������Բ̨�IJ������һ��ƽ���棬��ͼ1��ʾ��
���ȶԶ���Խ�����к��ӹ��ղ����Ż����顣FSW�IJ�����Ҫ����������ͷת��n(r/min)�����ߺ���v(mm/min)���������������h(mm)�������ѹ��d(mm)�����������У�����ͷǰ���ͳһ�趨Ϊ2�㣬����������λ����Ժ��������ߵ�ƫ����Ϊ0����ͨ�������豸�Ĵ�̨��ר�üо߽��̡�
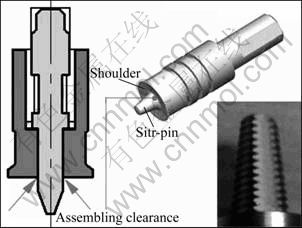
ͼ1 ����ʽ����ͷ�ṹ����������òʾ��ͼ
Fig. 1 Schematic diagram of telescopic FSW tool and appearance of stir-pin
Ϊ�۲�FSW����ȱ�ݵ���ò������������X����̽�ˡ�ӫ��������������ⷽ����ȷ������ȱ�ݵ�λ�ã�Ȼ����ȱ��λ�ô�������ʺ��첢���н�����顣��ʴ����Ļ����ΪKeller�Լ���ͨ����������(SM)��ѧ����(OM)�۲���ȱ�ݺ���ĺ����ò������֯�Լ�����ȱ�ݵ���ò������
ʹ��ͳһ��FSW�Ż����ղ�����ͨ��������������������h���Ʊ����в�ͬ��ȵĸ���δ��ȱ�ݺ��죬�ֱ��������½���������ѧ���ܲ��ԣ�����δ��ȱ�ݵļ��γߴ�Խ�ͷǿ��ϵ����Ӱ�졣
�����Ż��ĺ��Ӳ����������������������h�������ڲ�ȱ�ݵĺ���ʵʩ������������FSW���۲첹����ͷ�ĺ����ò��Ϊ��һ���о����FSW�������նԺ��2219-T6���Ͻ�Խӽ�ͷ��֯���ܵ�Ӱ�죬�ڲ���ͳһ��FSW���ղ����淶�½��е���FSW��˫��FSW������FSW�������顣����ʽ�����¹۲캸�����棬�غ�������ĺ��������Ӳ�Ȳ��ԣ������غ�Ϊ50 g���������FSW������ֱ���к������»�е�������飬���õ���ɨ������(SEM)��������Ͽڷ�����
2 ���������
2.1 ���Ӳ����Ż����
FSW���ղ������Ż�������£���d=0.5 mm��h=24 mmʱ��n=2 600 r/min��v=80 mm/min��n=3 000 r/min��v=100 mm/min���ܹ��õ�����ȱ�ݵ����� ���졣
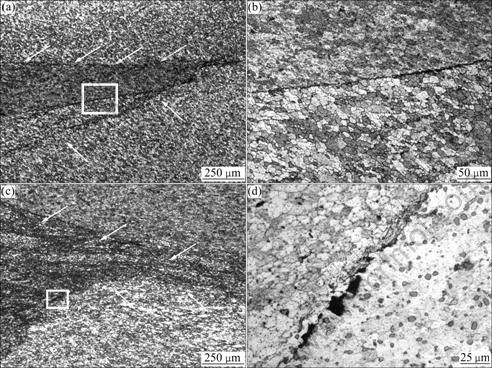
��ʽ�����۲쵽�ĺ����������ò�Լ���ѧ�����۲쵽��FSW������(SN)���Ȼ�еӰ����(TMAZ)����Ӱ����(HAZ)��ĸ��(BM)������֯��ͼ2��AS����FSWǰ���࣬����������ת�����ٶ��������ߺ��ٷ���һ�µ�һ�࣬�������෴����һ��Ϊ���˲�RS�����ں��ӹ����н���ͷ����ճ���Խ��� �������Դ������Բ��죬ǰ�����ĸ�����������������ı��β���ں��˲��[11]����ˣ��ɹ۲쵽ǰ���ຸ�������������(TMAZ+HAZ)�ķֽ��߱Ⱥ��˲�ĸ�Ϊ���ԡ�SN��(��ͼ2(c))��ҪΪϸС���ᾧ�������ߴ�Ϊ5~8 ��m������������FSW�����з����˷����Ķ�̬�ٽᾧ��TMAZ(��ͼ2(d))�ܵ�����ͷ������תʱ�Ļ�е�������ã�������ò������������״��HAZ(��ͼ2(e))ֻ�ܵ���ѭ�����ã�δ�����������Ա��Σ����������س���
��ͼ2(a)��ʾ�����������е��͵�FSW��л���֯(Onion rings)������ѧ�����Ŵ۲쵽����״�ġ����������ߣ����ֲ㡢���ֲ�����Щ����Ҳ��ӳ��FSW������ճ���Խ�����Ǩ�ƹ켣�����о���������л������ϸ���ʿ������������������ƶ�ʱ����Ħ���ȣ��������Խ��������ڲ���˲���������ھ�������ϴ�ij�ϸ��������ʴ��Ӻ���Ͽ�Ϊ�������л��ṹ[12]��
2.2 ����ȱʧ��ȱ�����������
���������Ӳ���һ����FSW�����ѹ��d�� 1 mmʱ����������������طɱߣ���d��0.2 mmʱ���ڲ����ʵ�ת�ٺͺ����£����������ͼ3(a)��(b)��ʾ��������ȱ�ݣ���λ�ں������ϲ�����ǰ����������״���ɡ�
���������Ӳ���һ����n=2 600 r/min��v��120 mm/minʱ����������ǰ����ײ���������������ȱ�ݣ������dz����Ƚϴ�Ŀ�ȱ�ݵ�һ��������ʽ����v=80 mm/min��n��2 100 r/minʱ��������������ֲ������Ŀ�ȱ�ݡ������ڲ��Ŀ�ȱ�ݼȿɵ�������(��ͼ3(c)�к�������Ͽ��ϱ�¶�����ĵ�һ���)��Ҳ�ɳʼ�Ⱥ״�ܼ��ֲ�����ߴ��������������(��ͼ3(d)��(e))��ͼ3(f)��ʾΪ����ȱ�ݵ�X����̽����Ƭ����ͼ3(f)�ɹ۲쵽�����벻�����Ŀ�ȱ�ݳ�����ͬһ�������ڡ�
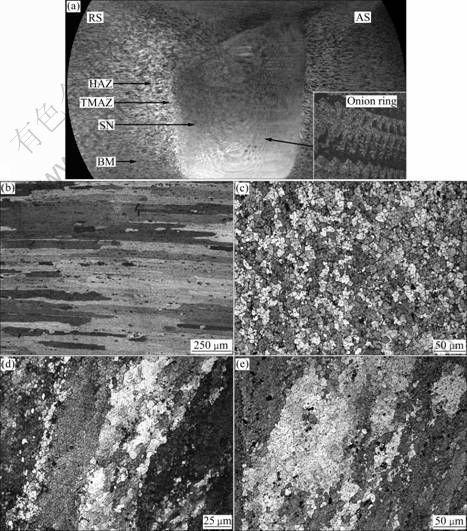
ͼ2 2219-T6������FSW��ȱ�ݺ�������ò����������֯
Fig. 2 Macrostructure (a) and microstructures of 2219-T6 thick FSW sound weld in base material (BM) (b), stir nugget (SN) (c), thermo-mechanically affected zone (TMAZ) (d) and heat-affected zone (HAZ) (e)
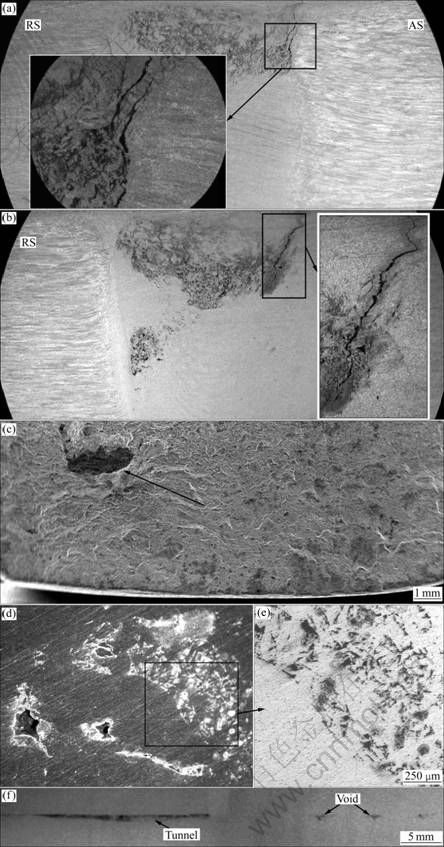
ͼ3 ������FSW��������SM��������浥һ��SEM��Ⱥ״��OM���ȱ��X����̽����Ƭ
Fig. 3 SM images of porosities ((a), (b)), SEM image of hole on fracture surface (c), OM images of clusters of holes ((d), (e)) and X-ray image of defects (f) of FSW welds of thick aluminum plates
�ɱߡ��������������ɵ�ȱ���Լ�����ͷ�����ѹ����ɵĺ������ݡ��������������繵���������ں���ĩ�����µij��Ժ��촦ԭ�еĽ�����������ˡ�ȱʧ�����ʱ������߽���һ��ȱ�ݹ��ಢ����Ϊ������ȱʧ��ȱ�ݡ�����ͼ4��ʾ������FSW�Ƿ��ۻ����ӣ�����������Ա���ʱ������¶����۵����£��ʲ������ۺ�ĸ���������ɽ���ļ����̹����е�����������Ҷ��ڰ���Al-Cuϵ���ڵĴ�������Ͻ��FSW���̣�������ϲ��������[1-2]����FSW������ѭ����Ľ������Ա���������䶨�ɡ���ˣ�����FSW����IJ���ȱʧ��ȱ�ݣ���ͼ4����ʾ�����ɱ�����IJ����������V1�����������������V2������������������ɺ��繵���������V3�����������V4����ô���ɱ�����IJ������Ӧ������������ȱʧ��ȱ�ݵ�����ͣ���V1=V2+V3+V4���þ����Ե��غ��ϵ���������ⲻͬ�����FSW����ȱʧ��ȱ��֮������ϵ��������ɱ����أ��������������ޱ����繵����ô�����ж������ɱߵ�һ���ֲ��Ϻܴ�̶��������ں����ڲ��IJ���ȱʧ��ȱ�ݡ�
��FSW�����У�������ǰ�н��Ľ���ͷ�����������˲ʱ��ǻ��ֻ�е���������������Ϸ������ҵ����Ա��κ��Ϊճ���壬���ڽ���ͷ������ת�Ļ�е���ú͵�ѹ˲ʱ��ǻ��������������˳����Ǩ�Ʋ�������ÿ�ǻ��ʱ�����ܱ�֤�ڿ�ǻλ�ô��������������������ɵ�ȱ�ݣ��γ����ܵĺ��졣��ˣ�����γ������϶ࡢ�����������õ��ܻ�����ճ���岢��ʱ���䵽����ͷ���ϲ����IJ���ȱʧ�ռ��DZ������ȱʧ��ȱ�ݵĹؼ���
FSW��һ�����ӵ�������Ϲ��̣�����������FSW���������Ա��εķ�Χ�ͳ̶��Լ������ܻ��������������Ҫȡ����ĸ�ĵ��ﻯ���ܡ�����ͷ����ת-Ħ��-���ߡ��ĸ��ϻ�е��Ϊ�Լ����ӹ��̵��������������ڱ��幤����FSW������������Ҫ���Խ���ͷ���������뺸��������תĦ���������ں��FSW������Ҫ��������빤����Ħ�����ȣ�ҲҪ���ǽ�������ں����в��͵ײ��������Ȼ�е��Ӱ�졣�������Ͻ��ȿ죬�������ϱ���������Ħ���ȴ������������²�ʱ������������Ѹ�ٺ�ɢ��ĸ�ġ�����ͷ�������У���ˣ��ں��FSW��������²����������������Χ���ϵ�Ħ�����ȡ���������Χ���������ͷŵ����Ա���������������������ռ�ı������������������ǵ��������Ͻ�FSW�������Ͻ�FSW�ں������������ֲ��ϵIJ��죬���о���������FSW���������ȷ����ϻ���Ϊ�ϲ������Ӱ���������²��Ľ�����Ӱ������
���FSW�������Ӱ�����ĺ���������ģ�ͺ�������Ϸ�ʽ�����ڱ���FSW�ģ��ʿɲ��ñ������Ͻ�FSW���쵥λ������������q�ļ��㹫ʽ(ʽ(1))[7]����ʾ���Ӱ�����ĺ��������룬����Ч�ʦǡ�Ħ�������̲��䣬��ô�����뾶R��ת��n������v�������ѹ��p(�ɵ�Ч�������ѹ��d)�ͳ�ΪӰ�����Ӱ����������������Ҫ���ղ�����������Ͻ�FSW���������Ӱ������Ҫ����Ϊ����������TMAZ��HAZ�����Ӱ�����ڶ��ߵķ�Χ��խ������������FSW �����о����˷����Ķ�̬�ٽᾧ���̣��ù����к�����������¶�T����ʽ(2)[13]��ʾ��������ϵ����(��1)��ϵ��K�Լ�ĸ���۵�Tmһ��ʱ��FSW���ղ�������n2/v�ͳ�ΪӰ��T�Ĺؼ����ء��ɼ�������ͷ��ת��n���ں��������Ӱ�����������빱�״��ڶ����Ӱ�����ģ������Ӱ����������������������ڽ���ͷ�����ߴ硣
![]() (1)
(1)
![]() (2)
(2)
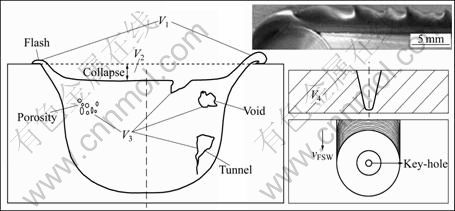
ͼ4 FSW�������ȱʧ��ȱ�ݵ�ʾ��ͼ
Fig. 4 Schematic diagram of FSW material-loss weld-defect type
����ʽ(1)��(2)�Լ�ʵ����������ѹ��d��С�������ѹ������ʱ���������Ӱ���������������㣬Ҳ�����ں���������ܻ������FSW������ڽ�����λ�ò���������ȱ�ݡ�����������һ��ʱ��ת��nԽС����Խ�������ڽ�����Ӱ�����в�����ȱ�ݣ��������ڸ����������������㡢�������Ա��γ̶Ȳ��ߡ�ճ���Խ������࣬���������Բ��ã����ܳ��������������Χ��˲ʱ��ǻ����ɵģ�����������һ��ʱ������v������ͷ���߹��죬���Ա��ν��������������֮ǰ�����˲ʱ��ǻ�ڣ������ں���ǰ������Ȼ�Ӱ������λ�ò�������������ȱ�ݡ�
��ˣ�ֻ�����ʵ���FSW���ղ����²��ܱ��⺸�����ȱʧ��ȱ�ݵIJ�����
2.3 ��������ȱ����ò��Ӱ��
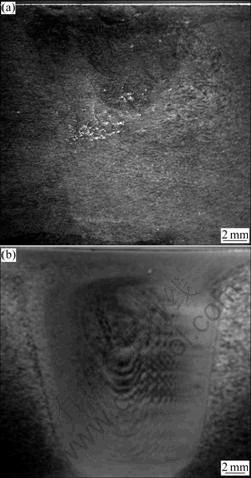
�������庸ǰ�Խӽ���������ܵ�����Ĥ����������FSW�����г�ִ��飬��ô�����ܶ���ϸС��Al2O3�������л��γɵ��͵�S������[14-15]����ȱ�ݸ�ʴ������۵�ϸ���ߣ�Ҳ��Ϊ֮�����ߡ����ڴ���Al2O3�����������һ���������ʹS����������Ľ�����ͨ����Ϻ���ɢʵ�ֳ�����ӣ�S������ʵ������һ�ֺ����ǽ�ȱ�ݡ����о��У�FSW�����ڳ��ֵ�S����������ò��ͼ5��ʾ���ֲ��Ŵ���ܹ۲쵽���͵�������ò(��ͼ5(d))��
FSW�������ĩ���뺸�챳����һ����С���룬�Է�ֹ�������壬��ˣ��ں����������������ϸ��������״δ��ȱ�ݣ����ڿ�����������ĩ�ˣ������������ź���TMAZ�������������߷��������ƫ�ۣ���ͼ6(a)��(b)��ʾ����S���������ƣ�������δ������Ҳ����Խӽ��������µ�����Al2O3��������(����Ĥ)��ɡ�����δ��ȱ�ݲ���ͨ��X����̽�˷��֣������ú�ӫ��۵���Һͨ��ëϸ���ÿ�������δ����϶�У���������ƹ�������·���ӫ�⣬�Ӷ���ֱ�۵ؼ���ȱ�ݣ������ӫ��������ķ���������Ч����ͼ6(c)��
ͼ5 FSW�����ڳ��ֵ�S�����ߺ���ȱ��
Fig. 5 Appearance ((a), (b), (c), (d)) of S-curve weld-defect ((b) and (d) are magnified selected regions of (a) and (c))
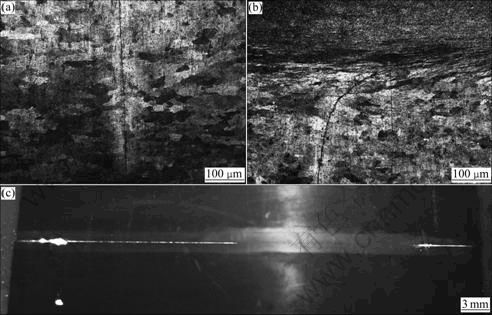
ͼ6 FSW�������δ��ȱ����ò��δ��ȱ�ݵ�ӫ����������
Fig. 6 Appearance of root-flaw weld-defect ((a), (b)) and its fluorescent penetrating fluid inspection result (c)
��������FSW����ȱ�ݿɹ���Ϊ��������ȱ�ݡ���FSWת��n����v����ʱ�������в�������� ��S�����ߣ�ֻ���ڽ���ͷ���ҽ��������£����Բ��ϵĻ�Ϻ�Ǩ�Ƹ��ӳ�֣���Խӽ����ϵ�����Ĥ���ܱ���ִ��飬Al2O3������ɢ�ֲ��ں�������S�����߲ſɱ��⡣������ĸ���δ��ȱ����FSW�����кܳ����������0.2 mm���µ�δ��ȱ�ݳ����Ա��⣬�����伸�γߴ缫С������ͨ�����������ѹ��d��������������������h����ȷ���ơ���ʵ�ʹ��ղ����У�d+h������С�ں������ȣ���ˣ����γɼ�С�ߴ��δ��ȱ�ݣ����ǣ���d+h��ֵ����ʱ����������챳��������
��������FSW���������������δ��ȱ�ݺ��ѱ��⣬��ˣ��о�����ں��ӽ�ͷǿ��ϵ����Ӱ��ʮ�ֱ�Ҫ�����о�ͨ����������ʽ����ͷ�Ľ������������h����n=3 000 r/min��v=100 mm/min��d=0.5 mm�Ⱥ��Ӳ����£��Ʊ����䱳���в�ͬ���δ��ȱ�ݵĺ��죬���ֱ���к����������飬���δ������뺸�쿹��ǿ�ȵķ����Թ�ϵ����(��ͼ7)��
��ͼ7��֪������δ�������0.1 mm���ڵ�25 mm���2219-T6���Ͻ�FSW���죬���У���b�ɴ�336 MPa��Ϊĸ�ĵ�82%����δ�����С��0.5 mmʱ����b�½���������δ����ȴ���0.5 mmʱ����b���½��ݶ��������ӣ���δ����ȴ���1 mmʱ����b�½��ٶ�ƽ��������ͷ��ǿ��ϵ����С��65%����ˣ�����25 mm���2219-T6���Ͻ�FSW���죬�����δ�����Ӧ������0.5 mm���ڣ��������ܻ�����֤FSW�Ľ�ͷǿ�Ȳ�������Ӱ�졣��δ��ȱ�ݵijߴ���������С��������ʵ���������������Ҳ���ھ�����������ṩ�ȳɵ����Ƽ�ˣ������ɸ�ȱ�ݵ���ò���������ġ���һ���棬�����е������������������һ��С���γߴ緶Χ�ڵ�δ��ȱ�ݶԽ�ͷǿ�ȵ�Ӱ�첢����
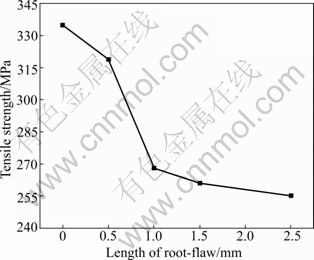
ͼ7 ���쿹��ǿ�������δ����ȵĹ�ϵ
Fig. 7 Relationship between tensile strength and length of root-flaw of FSW welds
���趨��������������h=23.0 mm�������ѹ��d=0.5 mmʱ�����������δ�����Ϊ1.0 mm����õĺ�������Ͽ�SEM���ͼ8����۶Ͽ�SEM���У��������δ����ʵ�����Ϊ0.4~0.8 mm����ͼ8(a)�м�ͷ��ע������Ͽڴ����غ�����˲�ĺ���������Ӱ�����ֽ��ߵķ�����ѣ����ѷ�������ʼλ���ں��������δ��ȱ�ݲ�λ���̶�Ѹ�ٶ��ѡ��Ͽ�����ò����Ϊ���͵����ѣ�������ò��ͼ8(b)��ʾ��
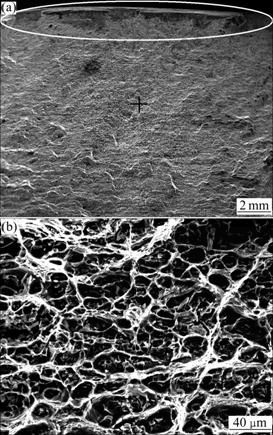
ͼ8 δ��ȱ�ݵ�25 mm��2219-T6���Ͻ�FSW���������Ͽں��SEM�������ѵ�SEM��
Fig. 8 SEM images of macrofracture surface (a) and micro dimples (b) of 25 mm thickness 2219-T6 FSW weld with root- flaw
2.4 ����������亸����ѧ����
FSW���������������n=3 000 r/min��v=100 mm/min��d=0.5 mm��h=20 mm�Ĺ��������£������ڲ�����ȱʧ��ȱ�ݵĺ���ʵʩ������FSW�����������֯���ܣ��������������ɡ�S�����ߵ�ȱ���ܹ�����ȫ����������������������ȴ�Լ������1.2 mm����ͼ9��ʾ��ԭ���п�ȱ�ݵ�һ�������ھ���FSW����������պ��ܹ��ɹ������ڲ�ȱ�ݡ�
FSW���������������Ӻ����������Ӻ���FSW���Ӳ������£�n=3 000 r/min��v=100 mm/min��d=0.5 mm��ǰ���2�㡢�������������h=20 mm����ÿ������FSW�Ľ���ͷ��ת�������߷�������߹켣��һ�¡�����ĺ���澭��ĥ�����ʴ��������ò�ֱ��ͼ10(a)(������)��(b)(˫����)��(c)(������)�����Է��֣�����FSW��������������к������Ŀ����������ӣ�����Ӱ�����ķ�ΧҲ������ ����л�����ò�������ԣ��������������ҡ����۲췢�֣�������ϸС���ᾧ��ƽ�������ߴ���FSW���ε����Ӷ���С����������3~10 ��m֮�䣻�Ȼ�еӰ���������������ߴ������Ա仯������Ӱ���������ߴ����ӡ�ÿ����һ��FSW������������������һ�ַ����Ķ�̬�ٽᾧ���̣��ڽ���ͷ�Ķ�ν������ú�����������һ��ϸ����ÿ�����ӵ�FSW�������һ���������Ӱ��������һ����������̣���Ȼ�����ź��������ȵ����ӣ�����ԭ������Ӱ���������ᱻ���´��飬��Ϊ��һ������ĺ��������Ȼ�Ӱ����������
ͼ9 ȱ�ݺ��쾭FSW�������պ�ĺ��������ò
Fig. 9 Appearance of weld with defect after FSW repairing welding process: (a) Origin weld without repairing; (b) As- processed weld after repairing
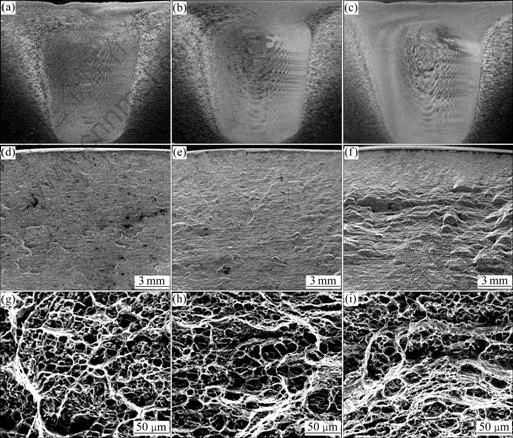
ͼ10 n=3 000 r/min��v=100 mm/min��d=0.5 mm��h=20 mmʱ��������˫�������������ĺ�����������ò�Լ����ԵĶϿں�ۺ���SEM��
Fig. 10 Macrostructures of single-pass (a), double-pass (b) and triple-pass (c) weld cross sections and macro ((d), (e), (f)) and micro ((g), (h), (i)) SEM images of respective tensile fracture surface at n=3 000 r/min, v=100 mm/min, d=0.5 mm and h=20 mm
����������Ӳ�Ȳ��Խ��������ĸ�ĵ������Ӳ��Ϊ124HV������FSW������FSW������FSW�����������Ӳ�ȷֱ�Ϊ107��112��114HV��3������Ӳ����͵�λ�þ��ں��˲����Ӱ�������ֱ�Ϊ94��87��91HV���ڶ���FSW�����У���������(TMAZ+HAZ)����������Ӳ�ȵ������ݶ��������FSW����������Χ������Һ��˲�����������ȴ���ǰ����ġ�FSW���첻ͬ�������Ӳ�Ȳ����ܵ����Ͻ����Ա��κ����ȵ�Ӱ�죬�����ںܴ�̶����ܵ�����������ǿ����ϸ������Ӱ��[16]������(Al2Cu��)��2219���Ͻ��ھ���ʱЧ���̺�������������ɢ�ֲ�����Ҫǿ���࣬������ߴ���ڼ����ף��γ��¶�Ϊ515~525 ��[17]������ϸ��ǿ�����ۣ����FSW��������Ӳ�ȵ������ǵ��ᾧ����һ��ϸ���Ľ������Ӱ�����ľ������Ⱥ����Դֻ�����ͬʱ������ϸAl2Cuǿ������ܽ⣬��ˣ�����Ӳ�����Խ��͡�
��е��������������������FSW���졢����FSW���������FSW����Ŀ���ǿ�Ȧ�b�ɷֱ�ﵽ346��319��325 MPa������FSW���ε����ӣ���b���½����������λ�þ��ں��˲����Ӱ�����������Ͽ��������Ϊ���ź����������ڹ�������ķֽ��ߡ�3�麸����쳤�������Ҿ�����9%��
����SEM�۲쵽�ĺ�������Ͽں����ò��ͼ10(d)(������)��(e)(˫����)��(f)(������)��ʾ������FSW����ĺ�۶����Ϊƽ�����ֲ�������ϸС�ġ����Ѽ�����˫��FSW����ĺ�۶���������ò�������ӣ�����FSW����ĺ�۶��������Դֲڣ����ڴ�����ͻأ�������3��������۶Ͽ���ò��ͼ10(g)(������)��(h)(˫����)��(i)(������)��ʾ����Ϊ���͵����ѣ���ӳ�����Ե��ۼ��Ͷ�����������һ���۲�3���������ܼ��Ķ������ѿɷ��֣��ڸ��Ժ��ƽ���ľֲ������ϣ��������ѵ�ƽ�����γߴ������ڶ��FSW�����۶����ͻأ�ϣ����ѵ�ֱ������Ȳ������ԣ����Ϸֲ����Ž϶��dz�ߴ����ѡ�
3 ����
1) ��������ʽ����ͷ�����Ż��ĺ��ӹ��ղ����£���25 mm���2219-T6���Ͻ���н���Ħ���������õ����ʺ��죬��FSW�����г����ĺ���ȱ�ݻ���Ϊ����ȱʧ��ȱ�ݺ���������ȱ�����ࡣ
2) ������Ͻ�FSW�����غ�ȷ����Ϊ���Ӱ�����ͽ�����Ӱ���������͵�ת�١����ߵĺ��ټ����ʵ��������ѹ����������IJ���ȱʧ��ȱ�ݣ�������ȱ����ѭ����غ㾭�鶨�ɡ�
3) FSW�������������ȱ�ݰ���S�����ߺ���δ��ȱ�ݣ�����ò��������Al2O3�����йأ�����δ��ȱ����Ȼ���ѱ��⣬����һ���ߴ緶Χ��ʱ�����Խ�ͷ��ǿ��ϵ��������Ӱ�졣
4) ��������ʽ����ͷ�ȿɶ���ȱ�ݵĺ�����FSW�ԽӺ���ɹ����в��������ܱ��ͳ����ͷ������ѹ����ɵĺ��챳�溸����
5) 2219-T6������ԽӶ��FSW�����Ӻ����� �ͺ����������Ŀ��ȣ�������Ӱ��������Ӳ�ȣ�ʹ������������һ��ϸ��������FSW���Σ����쿹��ǿ�����½�����������Ͽڵĺ�۴ֲڳ̶Ȼ��溸�ӵ��ε�������������ӡ�
REFERENCES
[1] NANDAN R, DEBROY T, BHADESHIA H K D H. Recent advances in friction-stir welding-process, weldment structure and properties[J]. Progress in Materials Science, 2008, 53: 980- 1023.
[2] MISHRA R S, MA Z Y. Friction stir welding and processing[J]. Materials Science and Engineering R, 2005, 50: 1-78.
[3] �� ��, ������, ��ϸӦ, ����ƽ. ������LF6�Ĺ�̬�������ӹ���[J].�й���ɫ����ѧ��, 2002, 12(6): 1162-1167.
XING Li, KE Li-ming, ZHOU Xi-ying, LIU Ge-ping. Solid-state plasticized joining for aluminum alloy LF6[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(6): 1162-1167.
[4] SCHEIDER J, BESHEARS R, NUNES Jr A C. Interfacial sticking and slipping in the friction stir welding process[J]. Materials Science and Engineering A, 2006, 435/436: 297-304.
[5] �Ŵ���, ��ܽ��. ����ǿ���Ͻӷ�չ��״��չ��[J]. �纸��, 2007, 37(7): 6-11.
ZHANG Chuan-chen, CHEN Fu-rong. Present state and perspectives of thickness high-strength aluminum alloy welding[J]. Electric Welding Machine, 2007, 37(7): 6-11.
[6] ��չ��, �� ��, �ص���. 7A52���Ͻ������Ħ����[J]. �й���ɫ����ѧ��, 2006, 16(6): 964-970.
ZHOU Zhan-peng, ZHONG Jue, HE Di-qiu. Friction stir welding on thick plate of 7A52 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(6): 964-970.
[7] KIM Y G, FUJII H, TSUMURA T, KOMAZAKI T, NAKATA K. Three defect types in friction stir welding of aluminum die casting alloy[J]. Materials Science and Engineering A, 2006, 415: 250-254.
[8] KUMAR K, SATISH KAILAS V. The role of friction stir welding tool on material flow and weld formation[J]. Materials Science and Engineering A, 2008, 485: 367-374.
[9] LI B, SHEN Y F. The investigation of abnormal particle- coarsening phenomena in friction stir repair weld of 2219-T6 aluminum alloy[J]. Materials and Design, 2011, 32: 3796-3802.
[10] WILLIAM J, ARBEGAST. A flow-partitioned deformation zone model for defect formation during friction stir welding [J]. Scripta Mater, 2008, 58: 372-376.
[11] ��ϣ��, ������, ���, �� ��, �����. �����Ͻ�����Ħ�������Խ�����ͬ��ȵ�ˮƽ����״��[J].�й���ɫ����ѧ��, 2005, 15(2): 198-206.
WANG Xi-jing, HAN Xiao-hui, LI Chang-feng, BAO Kong, GUO Rui-jie. Horizontal flow status of plastic metal in different depth during friction stir welding for thick aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 198-206.
[12] ��ϣ��, �ﳯ��, �� ��, ���ҿ�. ����Ħ�������е���л��γɷ���[J]. �й���ɫ����ѧ��, 2006, 16(10): 1672-1678.
WANG Xi-jing, DA Chao-bing, LI Jing, ZHANG Zhong-ke. Analysis of formation of onion rings in friction stir welding[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(10): 1672-1678.
[13] ARBEGAST W J, HARTLEY P J. Friction stir weld technology development at Lockheed Martin Michoud space system��An overview[C]//Proceedings of the Fifth International Conference on Trends in Welding Research. Georgia, 1998: 541-546.
[14] SATO Y S, YAMASHITA F, SUGIURA Y, PARK S H C, KOKAWA H. FIB-assisted TEM study of an oxide array in the root of a friction stir welded aluminum alloy[J]. Scripta Materials, 2004, 50: 365-369.
[15] LIU H J, CHEN Y C, FENG J C. Effect of zigzag line on the mechanical properties of friction stir welded joints of an Al-Cu alloy[J]. Scripta Materials, 2006, 55: 231-234.
[16] SATO Y S, HWAN S, PARK C, KOKAWA H. Microstructural factors governing hardness in friction stir welds of solid-solution-hardened Al alloys[J]. Metallurgical and Materials Transactions A, 2001, 32: 3033-3041.
[17] ������. ��ɫ��������ѧ[M]. ����: ������ѧԺ������, 1986: 6-8.
LIN Zhao-qi. Non-ferrous metals materials science[M]. Shenyang: Northeastern University of Technology Press, 1986: 6-8.
(�༭ ����Ƽ)
������Ŀ������ʡ��Ȼ��ѧ����������Ŀ(BK2007201)������ʡ�Ƚ����Ӽ���ʡ���ص�ʵ���ҿ����о�����������Ŀ(JSAWT-06-02)
�ո����ڣ�2010-12-16�������ڣ�2011-03-21
ͨ�����ߣ����Ը������ڣ���ʿ���绰��025-84895940; E-mail: yifushen_nuaa@hotmail.com
ժ Ҫ����������ʽ����ͷ��25 mm���2219-T6���Ͻ���н���Ħ�������ڶ������ʱ�������ͷ���Ķ�����ѹ����ɵĵײ���������25 mm���2219-T6����Ħ�������������֯������ȱʧ��ȱ�ݼ���������ȱ�ݽ��й۲졣��������������غ�ȷ����Ϊ���Ӱ�����ͽ�����Ӱ���������Ӳ����ı仯������������ȱ�ݵIJ�������һ����ϵ�������еIJ���ȱʧ��ȱ����ѭһ��������غ��ϵ����������ʽ����ͷ�Ʊ���ͬ�ߴ�ĺ������δ��ȱ�ݣ�����δ��������뺸�쿹��ǿ�ȳʷ����Թ�ϵ����ͳһ�ĺ��Ӳ����淶�£�����������������Ƚ��ж�������о�����������նԺ�����֯���ܵ�Ӱ�졣
