
���±�ţ�1004-0609(2012)1-0045-08
þ�Ͻ���������Ƚ�������ʱ��Ħ����������
������1, ������1��Ф����1��������2, �� ��3����ΰ��4
(1. ���մ�ѧ ���Ͽ�ѧ�빤��ѧԺ����212013��2. ������ѧ ������ұ��ѧԺ������ 110004��
3.�Ͼ����պ����ѧ ���繤��ѧԺ���Ͼ� 210016��4. �����в��Ž�����������˾������721013)
ժ Ҫ��
��������ʵ�������Ħ��ʵ���о�AZ31þ�Ͻ���������Ƚ�������ʱ��Ħ�������������������þ�Ͻ𱡰��ڼ��������¿���ʵ�ֵ��㽥�����Σ�������Ĥ�ɷ�Ϊճ���ͺ������մ������֣�����ʯī��MoS2���ij�ʼĦ��������С��0.12�����ɱ�֤�Ƚ������μ�������õ��������������û���κλ��ۺ����Ƶ�ȱ�ݣ���������մ�������Ĥ�������������ã�������������С�Գ�ʼĦ��������һ��Ӱ�죻����BN��ĩû���������ã����ܵ�����Ϊ�Ƚ��������ù����������¶�С��500 ��ʱ������ʯī��MoS2��ĩ��һ���������õ���������ij�ʼĦ��������С��Ϊ0.2���ұ��ֳ�һ����Эͬ���á�
�ؼ��ʣ�
þ�Ͻ����Ƚ�����������������Ħ��������
��ͼ����ţ�TG146.2; TG386���� ���ױ�־�룺A
Friction and lubrication performances of magnesium alloy sheet in numerically controlled hot incremental forming
FENG Tian-tian1, ZHANG Qing-lai1, XIAO Fu-gui1, HAN Yin-ben2, GAO Lin3, HAN Wei-dong4
(1. School of Materials Science and Engineering, Jiangsu University, Zhenjiang 212013, China;
2. School of Materials and Metallurgy, Northeastern University, Shenyang 110004, China;
3. College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics,
Nanjing 210016, China;
4. Baoji Boxin Metal Materials Co., Ltd., Baoji 721013, China)
Abstract: The friction and lubrication mechanism of AZ31 magnesium alloy sheets in numerically controlled hot incremental forming were investigated by numerically controlled machine tools and friction tests. The results show that the single point incremental forming (SPIF) of magnesium alloy sheets can be achieved by heating. The solid lubricant film can be divided into two types, bonded and adsorbed ceramic coatings. The initial friction coefficients of graphite and MoS2 solid lubricant are both less than 0.12, which can ensure to obtain good inner and outer surface of hot incremental forming parts, without any defects such as scratches or cracks. The adsorbed porous ceramic solid lubricant film works as both lubrication and self-lubrication. The size of solid lubricant particles has an influence on the initial friction coefficient. The solid BN powder does not play the role of lubrication. As a result it can not be employed alone as a solid lubricant in hot incremental forming. When the temperature is lower than 500 ��, the initial friction coefficient of the composite sprays mixed with solid graphite and MoS2 powders by a certain proportion is less than 0.2, exhibiting a synergistic effect.
Key words: magnesium alloy; hot incremental forming; solid lubricant; friction coefficient
þ�Ͻ��Ǿ�������ǰ�������ͽṹ���ϣ��㷺Ӧ���ں��ա����Ӻ������ȹ�ҵ����AZ31þ�Ͻ�������Գ����ڼ�����������ɣ������������[1]�������Գ���[2]�����ͳ���[3]�����ؽ������Ρ�������꣬�����Ƚ��������ǹ������о��Ľ���֮һ�����а���AZ31þ�Ͻ������/�Ƚ������μ��乤�ղ����ȷ�����о�[4-11]��
���ȷ�ʽ��Ħ��������ʵʩ�Ѽӹ������������ؽ������ε���ҪӰ�����ء�DUFLOU��[12]���ü��� Դ��̬�ֲ����� Al5182��Ti-6Al-4V�������ϸ����˳������ܶ�ʵ���˽������Ρ�FAN��[13-14]�о��� ��̬�ֲ�������ȷ�������Ti-6Al-4V�ѺϽ���Ͻ������Ρ��Դ�����08�ֽ��г��¼ӹ��������� ���ͣ��Խ������Ͻ����и����������Լӹ����ɲ���MoS2��ʯī��BN�ȹ������������MoS2��Ϊþ�Ͻ�����Ƚ���������[5]��ͨ���ڶ���մ��н���������ﵽ��ĥ��ĦĿ�ģ��Ʊ��˶���������մɴ��Ͳ���[15]��ͨ����������ʯī�������������Ƶ����������մɲ��ϣ���Ħ����������0.17[16]������������(MAO)����ʹ�������ϱ����γɴ����ף�ͨ����������MoS2���ﵽ������Ч��[8-9]�����õ�����Ʊ��˾����������� ���ܵ�ͭ�������⸴��Ϳ�㣬��Ӧ���ڶ�̬����Ƚ���������[14]��
Ŀǰ��������Խ������ε��о����������ڽ������ϳ������ܵ��о������ڰ��Ͻ�������������Ħ���������о����١����ڰ����Ƚ��������漰���ȷ�������ѡ����������ˣ��б�Ҫ��þ�Ͻ�����Ƚ������ι�����Ħ���������������ϸ�о���̽�֡���������ͨ���о���ͬ��������Ħ�����ܺ��Ƚ�������ʵ�飬̽��AZ31þ�Ͻ���Ȱ������ؽ����ӹ����μ��䲻ͬ����������Ч����Ϊ����þ�Ͻ����Ա��μ����ͻ������ۼ���߰����Ƚ������μ��������ṩ����֧�֡�
1 ʵ��
1.1 ʵ�����
���������������ò���Ϊ��ҵþ�Ͻ�AZ31���ϣ�����Ϊ1.0 mm����ѧ�ɷ�(��������)���£�Al 3%��Zn 0.95%��Mn 0.28%��Si 0.022%��Fe 0.012%������ΪMg��
ͼ1��ʾΪ��ʵ����ʹ�ø��ֹ���������ò�ͳߴ硣��ͼ1�ɼ�������ʯī��ĩ��Ƭ״�ģ���ߴ��С��һ��ƽ��Ϊ2��150 ��m����Ƭ״ʯī(���¼�ơ�Cb��)��ͼ1(a)��ʾ��С�ߴ�ʯī(���¼�ơ�Cs��)��ͼ1(b)��ʾ������MoS2��ĩ����ΪϸС�����״����ߴ�ƽ��Ϊ1 ��m(��ͼ1(c))��BN���������״��Բ�εģ���ƽ���ߴ�Ϊ100 nm(��ͼ1(d))������������������(��������)���£�6%��30%Cs+MoS2��������45%��90%�л�ճ���(���ǰ���)��2%��5%��������(PbO)��1% K2Ti4O9����[17]������K2Ti4O9������߸���Ħ�����ܡ�
1.2 ʵ���豸������
þ�Ͻ���Ͻ������������豸[7-11]�ǻ���UG�����ؽ������λ���NH-SK1060����������ѹ��Ȧ�̶����ӹ����ϣ�������CAD/CAM���������ػ����Ͽ��Ƴ��ι���ͷ��ʵ�ְ��ϵ������ֲ����Գ��Ρ�������װ���£�ͨ�����ȱ����ȵİ�������ι���֮��ĵ����˶���ʹ��ά�������Գ��Σ����ι�������ģ�͵��ڱ����ɱ�Ե���IJ����Ρ�
Ħ����������MG2000Ħ��������Ͻ��С������������Ϳ������״����(�ߴ�Ϊd 70 mm��10 mm)���ò���Ϊ18-8����ֵĻ�״����״�������ж�ĥ���顣����������£������¶ȷֱ�Ϊ���º�500 �棬�����ٶ�Ϊ2 000 mm/min��ѹ��Ϊ1��50 N��
Ħ����������ʽ����
��=M/(pr) (1)
ʽ�У�MΪ������ɼ���Ħ�����أ�N��m��pΪ��ѹ��, N��rΪ������ת�뾶��m��
���ͺ�ΪJEOL JSEM-7001F��ɨ��羵�۲�Ͽ���ò�ͱ���״̬������
1.3 ʵ�鷽��
��1����Ϊ��������ʹ�õ������������ճ������Ĥ�����л�ճ���(���ǰ���)Ĥ����������(����A��D)������þ�Ͻ���ϱ�����Ϳ�л�ճ��������Ⱥ��γ������(����)֮������㹻ճ�������л�Ĥ����Ϳ��һ�����������ʯī��ĩ��MoS2��ĩ��BN��ĩ���伸�ֻ�Ϲ����������������(����E)��6%��30%Cs+MoS2��������45%��90%�л�ճ���(���ǰ���)��2%��5%��������(PbO)��1% K2Ti4O9���룬ֱ����Ϳ��þ�Ͻ���ϱ��棬���Ⱥ�ֱ���γɹ�����Ĥ������F�ǽ�����ʯī��ĩֱ�����ڹ⻬��þ�Ͻ�����Ͻ��н������Ρ�
������������մ�������Ĥ(���¼�ơ��մ�������Ĥ��)(����G)�ص��ǽ�����ʯī��MoS2��ĩֱ��Ϳ����������(MAO)�������γɵĶ���մɲ�þ�Ͻ�����ϣ������������ö��γ�һ���� ��[8-9]��
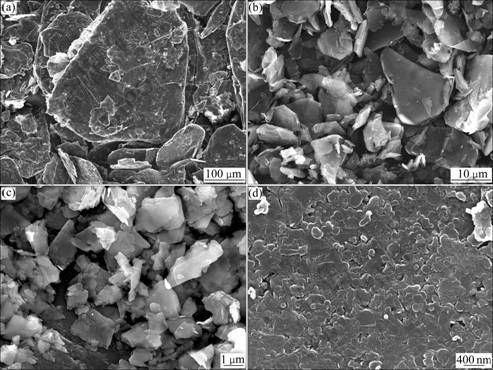
ͼ1 ����������SEM��ò
Fig. 1 SEM morphologies of solid lubricant particles: (a) Big graphite (Cb); (b) Small graphite (Cs); (c) MoS2; (d) BN
��1 ����������
Table 1 Lubricating methods and results
2 ��������
2.1 ��ʼĦ������
��Խ����������ؽ������ε��ص㣬���ι켣�dz��ι���ͷ���������趨ģ�͵��ڱ��浥���˶����ɱ�Ե���IJ����Ρ��ڴ˳��ι����У����ι���ͷ����ϵ�Ħ���ص���˲��Ħ���������ڴ�ͳ��Ħ�������ˣ���ʵ��ⶨ�����������³�ʼĦ�����������Դ���Ϊ�������ϵ��㽥��������Ч���û��ij߶ȡ�
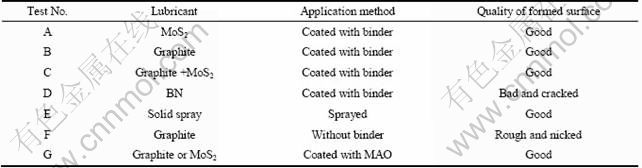
ͼ2��ʾΪ�մ���������Ħ���������ߡ���ͼ2��֪����Ƭʯī�ij�ʼĦ������(����1)ԼΪ0.07����СƬʯī�ij�ʼĦ������(����5)ԼΪ0.12������Ƭʯī��Ч������СƬʯī�ġ���ճ����ʯī��ʯī+MoS2�������Ĥ��Ħ������(����3������4)�����մ���ʯī��ʯī+MoS2���������Ĥ��Ħ������(����1������2������5)��Ҳ����˵ʯī��MoS2Ħ����������������մɲ����˹�������Ħ������������������Ч�������������������������ý����������ˣ�������ճ���������������մ������������ʼĦ��������С��0.12�����������õ������ܡ���˵����ʼĦ��������Ҫȡ���ڹ��������࣬����ʽӰ���С��
ͼ2 �մ�������Ħ������
Fig. 2 Friction coefficients of ceramic solid lubricants (Load= 5 N)
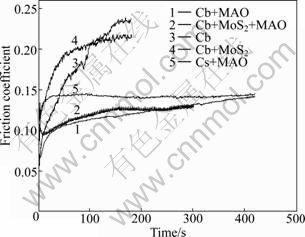
ͼ3��ʾΪճ������BN����Ħ���������ߡ���ͼ3��֪������BN���Բ�ͬ����ճ��������ЭͬЧ���Dz�ͬ�ģ�����ʯī��MoS2��Ĥ�ij�ʼĦ������û��Ӱ�죬��ճ����ʯī����ʯī+BN�����Ĥ�ij�ʼĦ��������Ϊ0.07����ͼ2��ʯī�ij�ʼĦ��������ͬ����ճ����MoS2��Ĥ��MoS2+BN�����Ĥ�ij�ʼĦ��������Ϊ0.12��
ͼ3 ճ���������Ħ������
Fig. 3 Friction coefficients of bonded solid lubricants (Load= 1 N)
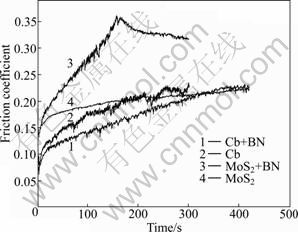
Ϊ���о�ѹ�����¶ȶԹ����������Ħ��������Ӱ�죬�������ͺ���K2Ti4O9�Ĺ�����Ĥ�����������º�500 ����Ħ��ʵ�飬��18-8����ֵĻ�״��1Cr18Ni9Ti��״�������ж�ĥ���顣ͼ4��ʾΪ �������������SEM ��ò��Ħ���������ߡ���ͼ4(b)��4(c)��֪��Ħ����������ѹ�������Ӷ������ұ�������ȶ�����Ħ������������������������ճ�����Ħ������(��ͼ2��3)����ѹ��Ϊ1~5 Nʱ���������������Ħ��������Ϊ0.22����ֵ����ճ����������ij�ʼĦ������0.07~0.1�������µ�ѹ��Ϊ50 Nʱ�������������Ħ��������Ϊ0.1����ѹ�����¶ȷֱ�Ϊ50 N��500 ��ʱ�������������Ħ��������Ϊ0.15��
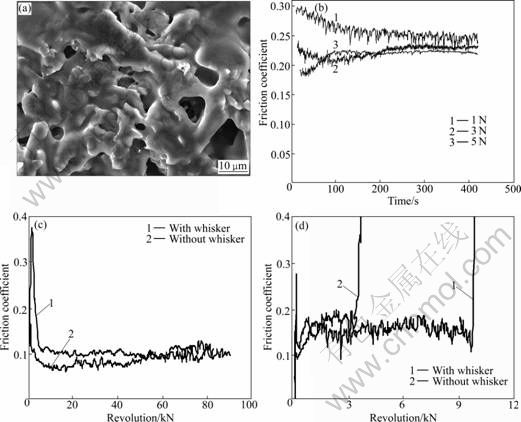
ͼ4 �����������SEM��ò��Ħ������
Fig. 4 SEM morphology and friction coefficients of solid mixed spray: (a) SEM morphology of solid spray; (b) Load=1, 3, 5 N at room temperature; (c) Load =50 N at room temperature; (d) Load =50 N at 500 ��
2.2 ������������
����þ�Ͻ�����Ƚ������ι��ռ���ؼ�������������[7-11]�����˴�����ϸ���о����������ι����ƶ����£������¶�Ϊ250 �棬���ν�ѡΪ55�㣬����ͷ�Ľ��������ƶ��ٶȷֱ�Ϊ0.4 mm��2 000 mm/min��������Ҫ����ճ�����������þ�Ͻ��Ƚ������μ����μ�����������Ӱ�죬���鷽�����������1��
��Ƭ����ʯī��ĩ(����F)ֱ�����ڹ⻬þ�Ͻ���ϱ��档����ʯī��ĩ����ϻ���֮��û��ճ������������ɢ״̬����˹���ͷ�п�������ϱ���ֱ�ӽӴ����ر���ʯī��ĩ���ܸ������µĽ�������ʱ��������֤���ӹ��������������¹���ͷ�ͽ����ĽӴ��洦�ڸ�Ħ��״̬�����������������±��ӹ���������ֻ��ۣ����ͼӹ����ڱ�����������ͼ5(a)��ʾ��������������ɽ������Ρ�����Ħ������ή����ͷ����������˱������㹻���Ĺ������������������ӹ����棬�Ա�֤����ͷ�ͽ����ĽӴ��������������˷�����Ӱ��ӹ����ȡ�
Ϊ��ʹ���������������֮������㹻��ճ����������þ�Ͻ���ϱ�����Ϳ�л�ճ���(���ǰ���)�����Ⱥ���ϱ����γ�һ�㱡�����л�Ĥ����Ϳ��һ�����������ʯī��ĩ��MoS2��ĩ��BN��ĩ���Ϲ��������������ڰ��ϱ����Ʊ�����һ��ճ��������Ĥ(����A��D)��
������������ճ������ʯī��MoS2��ĩ(����A��B)�����֮���ճ�������Ա�֤����Ƚ������������������Ч�����ӹ�����ڱ�����һ�������Ĥ������Щ�������ֲ����ȣ�����⻬�����κλ��۵�ȱ�ݣ�������������⻬�������ƣ���ͼ5(b)��5(c)��ʾ��BN��Ȼ��һ�����õĸ����������ڹ���ͷ�ذ��ϱ��������㽥���켣�˶�ʱ������ͷ�����֮�䷢������Ħ������ճ������BN��ĩ(����D)��ȫ�ӽ������ϱ��漷�������°������ػ��˺���ͷĥ�����������µĽ������棬����ɽ����ӹ����Σ���ͼ5(d)��ʾ�������ճ������BN��Ĥ��ճ������С��ʹ����BNճ����ڼӹ���û���������ã����³��ι���ͷ�����֮���Ħ����Ҫ�����ĥ��Ϊ������һ�����TC4�����ڸ����½������ε����һ��[14]��
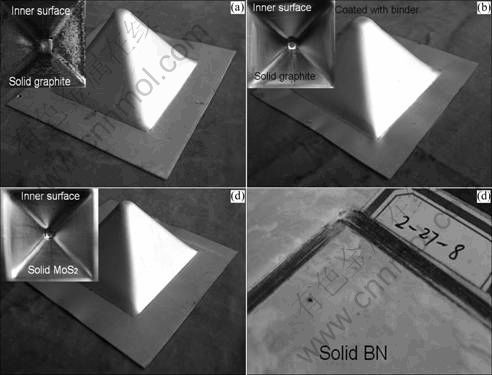
ͼ5 ��ͬ�������µ��㽥���������
Fig. 5 Formed cone parts in SPIF under different lubricating conditions: (a) Without binder+Cb; (b) Binder+Cb; (c) Binder+MoS2; (d) Binder+BN
����������������(����E)���ȵ���Ϳ��þ�Ͻ�⻬���ϱ����ϣ����Ⱥ��ڹ���������ϱ����γ�һ������������ṩ����ͷ�ذ����˶��㹻�������������μ���������������ã��ﵽճ������ʯī��MoS2��Ч��(��ͼ5(b)��5(c))������������������⻬�����ۺ����Ƶ�ȱ�ݣ���ͼ6(a)��ʾ����ͼ6(b)�ɿ�����������Ĥ��ȫ���ǽ������ϱ��棬���������õ����������á����˳��[17]ָ������һ������ʹ�ù���ʯī��MoS2��������ɷ��Ӹ��ֹ�������Эͬ���á�
����մ�����MoS2��Ĥ(����G)�������õ������ã��ӹ����ڱ���⻬����û�л��۵�ȱ�ݣ���ͼ7(a)����ͼ7(b)�ɹ۲쵽���մɲ����״��ڴ�������MoS2������������֤������մɹ�������������á�
3 ����
���Ͻ������μ�����ʹ�ó��ι���ͷ�ڼ�����������صȸ��߲����ϵļӹ��켣�˶����Թ���ͷ���˶����γɵİ�����������ģ�ߵ����棬��Ľ�����ξֲ����δ���������Ρ��ӹ��г�������Ҫ�����ڹ���ͷ����ϵĽӴ�������ʵ���в��õ���ȷ�ʽ�����屻�ӹ����ϼ��ȵ������¶ȶ�ʵʩ�������εģ�����Ҫ��������ʽҲ�Dz�ͬ�ġ�
������֪��ʯī��ĩ��MoS2��ĩ��BN��ĩ�Լ������մ�Ĥ���Ͽ���Ϊ���¹�������������Ĥ�ɷ�Ϊճ��������Ĥ���մ�������Ĥ��
��������[8-9]���մ�����������������ϸ�о��ͷ����������������������ڽ��������γ��մɲ㣬�����ֲ��Ŵ����ף�������������������ʵ���մɲ����������á�������ʽ���ŵ����£�1)�dz����ײ�����ʵ�ã�����ǰ�ɷ�ֹþ�Ͻ����������ʴ��2)�������õ����������á��մ�������Ĥ�IJ���֮�����ڣ�250 ��ʱþ�Ͻ���Ϸ������������������Ӧ��������300 MPa����50 MPa[11]���������մɲ��Ӳ��Զ����þ�Ͻ�ģ�������þ�Ͻ�һ���������Ա��Σ��ڳ��ι������մ��㽫��������(��ͼ7(b))������������մɲ㲻���磬���ʺϸ��¶�̬�����TC4���Ͻ������Σ��������ڵ�����·�������ȣ�ͬʱ���������ƣ���ʯī��ĩ�ڹ���ͷ�Ͱ���֮����ֵ�������ڸ��º����Ա����£������Ĥ�ͻ���Ľ����С�����Ĥ��ȫ���䣬�����˰��ϱ�������ơ���ͭ�������⸴��Ϳ�����˸��¶�̬�����TC4���Ͻ������ε�������[14]��
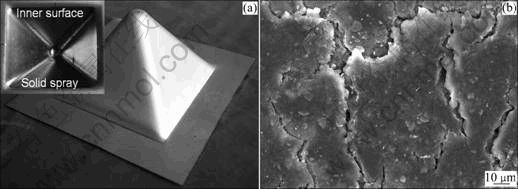
ͼ6 �����������ʱ���㽥���������
Fig. 6 Formed cone part in SPIF by solid mixed spray: (a) Formed part by solid spray; (b) SEM morphology of inner surface
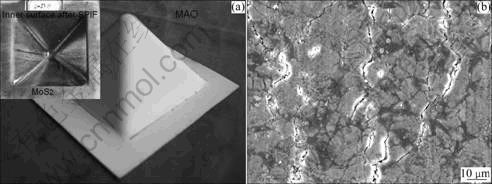
ͼ7 �մ����������㽥���������
Fig. 7 Formed cone part in SPIF by ceramic solid lubricant: (a) Formed part by solid MoS2; (b) SEM morphology of inner surface
����ճ����������������һ���л�ճ���(���ǰ���)��ʹþ�Ͻ���ϱ����γɾ����㹻ճ�����ı���һ���л�Ĥ��Ŀ�������ӹ�����ĩ���������֮��Ľ�����������㹤��ͷ�ؽ��������Ƚ�������ʱ��Ħ����Ҫ�������������������������ͬ���������γɵĽ�����Dz�ͬ�ġ�ʯī��ĩ��MoS2��ĩ�����Ϸ�ĩ�������������ã������Ƚ�����������������BN��ĩ��ճ������γɵĽ������С�����ܵ���Ӳ�ȽϸߵĹ���ͷ�ڽ����Ľ����������˶�ʱ������Ħ������BN��ĩ���ӽӴ��漷������ʧȥ������(��ͼ5(d))��������ʯī��ĩ��MoS2��ĩ���л�ճ����Ȱ��������óɹ����������Ȼ��ֱ����Ϳ��þ�Ͻ���ϱ��棬���Ⱥ��γɹ�����Ĥ����������Ч�����ã����ܷ��Ӹ���ֵ�Эͬ���á��������ճ��������Ĥ�ɱ�֤�������μ��������õ�����������������ʺ�þ�Ͻ�����Ƚ������ι���Ҫ��
���ù�����ʱ������ͷ�Ͱ���֮�����Ħ�������á��߽�Ħ�����ۡ�������[14]���߽�Ħ���ֳ�Ϊ�߽���Ħ����ָ����˶��������������ϱ��汻��������Ĥ�������ڱ߽���ʱ������Ħ�����ܾ�����ֵȡ���ڱ�Ĥ��ǿ�Ⱥͺ�ȡ���Ĥ��Ϊ����������Ĥ����ѧ������Ĥ�Լ���ѧ��Ӧ��Ĥ����Ĥ������ȡ����������ֺͽ������ϵijɷ֣�ͬʱ��ȡ���ڽӴ�ѹ���ͽӴ��¶ȡ�����þ�Ͻ���ϳ����¶�С��300 �棬ʯī��ĩ��MoS2��ĩ��BN��ĩ�������DZȽ��ȶ������˳��[17]ָ���������º�300 ��ʱ, K2Ti4O9��ʯī-MoS2������Ĥ��Ħ��ĥ������Ӱ�첻���ԣ���500 ��ʱ�����ڹ�������������������ؾ������ǿ�������ԣ�������Ĥ����ĥ����������ߣ���Ħ�����������Ƚ������β�����Ҫ�������ؼ�����Ĥ�ij�ʼĦ�������������ɽ������ε�������������㰴�켣���ξ����ġ�
4 ����
1) ճ���ͻ��մ�����ʯī��MoS2���ij�ʼĦ��������С��0.12����Ƭʯī�ij�ʼĦ������0.07��С��С�ߴ�ʯī��0.12��������������մ�������Ĥ�������������ã���ճ��������Ĥ���д�����ͬ�ij�ʼĦ��������
2) ճ���ͻ��մ�����ʯī��MoS2�����ɱ�֤�������μ���ø�������������棬û���κλ��ۺ����Ƶ�ȱ�ݣ����Ƽ���Ϊ���������Ƚ�����������������BN��ĩû���������ã�������Ϊ�Ƚ��������ù�������
3) ��ѹ�����¶ȷֱ�С��50 N��500 ��ʱ������ʯī��MoS2���������ij�ʼĦ��������С��0.2�����¶�Ӱ���С�����μ��������õ����������������ʱ�����ֳ�Эͬ�����ã��dz��ʺϽ��������Ƚ������Ρ�
REFERENCES
[1] YOSHIHARA S. Effect of blank holder force control in deep-drawing process of magnesium alloy sheet[J]. Journal of Materials Processing Technology, 2005, 170: 579-585.
[2] KIM W J, PARK J D, YOON U S. Superplasticity and superplastic forming of Mg-Al-Zn alloy sheets fabricated by strip casting method[J]. Journal of Alloys and Compounds, 2008, 464(2): 197-204.
[3] ���嶫, �ſ���, ������. ����þ�Ͻ����Ժͳ�������[J]. �й���ɫ����ѧ��, 2003, 13(1): 71-75.
YU Yan-dong, ZHANG Kai-feng, JIANG Da-ming. Superplasticity and superplastic bulging capability of rolled magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(1): 71-75.
[4] JI Y H, PARK J J. Formability of magnesium AZ31 sheet in the incremental forming at warm temperature[J]. Journal of Materials Processing Technology, 2008, 201: 354-358.
[5] AMBROGIO G, FILICE L, MANNCO G L. Warm incremental forming of magnesium alloy AZ31[J]. CIRP Annals- Manufacturing Technology, 2008, 57: 257-260.
[6] OTSU MASAAKI, KAI YUSUKE, TAKASHIMA KAZUKI. Simultaneous control of shape and properties of AZ31 magnesium alloy sheets by incremental forming [J]. Materials Transactions, 2008, 49(5): 1124-1128.
[7] ZHANG Qing-lai, GUO Hai-ling, XIAO Fu-gui, GAO Lin, BONDAREV A B, HAN Wei-dong. Influence of anisotropy of the magnesium alloy AZ31 sheets on warm negative incremental forming[J]. Journal of Material Processing Technology, 2009, 209: 5514-5520.
[8] ZHANG Qing-lai, XIAO Fu-gui, GUO Hai-ling, LI Chang- sheng, GAO Lin, GUO Xing-wu. Warm negative incremental forming of magnesium alloy AZ31 sheet: New lubricating method[J]. Journal of Material Processing Technology, 2010, 210: 323-329.
[9] ������, ������, Ф����, ������, ���, �� ��, ��ΰ��. �������մɲ��AZ31�Ͻ���Ͻ������ε�Ӱ��[J]. Ħ��ѧѧ��, 2009, 29(6): 606-611.
ZHANG Qing-lai, FENG Tian-tian, XIAO Fu-gui, GUO Hai-ling, LI Chang-sheng, GAO Lin, HAN Wei-dong. Influence of micro-arc oxidation ceramic coating on AZ31 alloy sheet in the incremental forming[J]. Tribology, 2009, 29(6): 606-611.
[10] ������, Ф����, ������, �� ��, ����, BONDAREV A B, ��ΰ��. þ�Ͻ����Ƚ������ε�ʵ���о�[J]. �Ĵ���ѧѧ��: ���̿�ѧ��, 2009, 41(5): 120-125.
ZHANG Qing-lai, XIAO Fu-gui, GUO Hai-ling, GAO Lin, WANG Yu-hua, BONDAREV A B, HAN Wei-dong. Research on the incremental forming of AZ31B sheet at elevated temperature [J]. Journal of Sichuan University: Engineering Science Edition, 2009, 41(5): 120-125.
[11] ������, Ф����, ������, �� ��, BONDAREV A B, ��ΰ��. �������Զ�þ�Ͻ��Ľ������ε�Ӱ�켰����֯�ݱ�[J]. �й���ɫ����ѧ��, 2009, 19(5): 800-807.
ZHANG Qing-lai, XIAO Fu-gui, GUO Hai-ling, GAO Lin, WANG Yu-hua, BONDAREV A B, HAN Wei-dong. Effect of anisotropy on incremental forming of magnesium alloy sheet and its microstructure evolution[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(5): 800-807.
[12] DUFLOU J R, CALLEBAUT B, VERBERT J, ���BAERDEMAEKER H. Laser assisted incremental forming: formability and accuracy improvement[J]. CIRP Annals- Manufacturing Technology, 2007, 56(1): 273-276.
[13] FAN G Q, GAO L, HUSSAIN G. Electric hot incremental forming: A novel technique[J]. International Journal of Machine Tools and Manufacture, 2008, 48: 1688-1692.
[14] ����ǿ, �� ��, �����, �����. TC4���ϵ㸨���������ؽ�������ʱĦ�������о�[J]. ��е��ѧ�뼼��, 2010, 29(2): 201-205.
FAN Guo-qiang, GAO Lin, LI Wan-jun, SUN Feng-tao. A Study of the friction and lubrication in electric hot incremental forming of TC4 sheet[J]. Mechanical Science and Technology for Aerospace Engineering, 2010, 29(2): 201-205.
[15] �����, ���뻪, ������. ����������մɴ��Ͳ��ϵ�Ħ��ѧ�����о�[J]. Ħ��ѧѧ��, 2004, 24(2): 123-127.
GU Xiu-juan, WANG Qi-hua, WANG Jin-qing. Tribological behavior of methyl silicone oil-pregnant porous Al2O3[J]. Tribology, 2004, 24(2): 123-127.
[16] ɣ����, ��־��, �� ��. һ�����ͼ�Ħ�����մɵ��о�[J]. Ħ��ѧѧ��, 2002 , 22(4s): 251-254.
SANG K Z, JIN Z H, LIU L. Study of a new-type self- lubricating composite ceramics[J]. Tribology, 2002, 22(4s): 251-254.
[17] ���˳, �� ��, ���, �β���, �� ��, ������, ��̲�. ����K2Ti4O9������ǿ������Ϳ���������ӹ��е�Ӧ��[J]. ������, 2004, 38(6): 18-21.
ZHU Cheng-shun, LIU Yu, LI Chang-sheng, SONG Chang-cai, FAN Zhen, DING Jian-ning, YANG Ji-chang. Application of nano-K2Ti4O9 whisker enhanced solid lubrication coat in machining[J]. Tool Engineering, 2004, 38(6): 18-21.
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(50774037, 51175231)
�ո����ڣ�2010-12-23�������ڣ�2011-04-02
ͨ�����ߣ������������ڣ���ʿ���绰��13641843740; E-mail: zhangql196210@163.com
ժ Ҫ����������ʵ�������Ħ��ʵ���о�AZ31þ�Ͻ���������Ƚ�������ʱ��Ħ�������������������þ�Ͻ𱡰��ڼ��������¿���ʵ�ֵ��㽥�����Σ�������Ĥ�ɷ�Ϊճ���ͺ������մ������֣�����ʯī��MoS2���ij�ʼĦ��������С��0.12�����ɱ�֤�Ƚ������μ�������õ��������������û���κλ��ۺ����Ƶ�ȱ�ݣ���������մ�������Ĥ�������������ã�������������С�Գ�ʼĦ��������һ��Ӱ�죻����BN��ĩû���������ã����ܵ�����Ϊ�Ƚ��������ù����������¶�С��500 ��ʱ������ʯī��MoS2��ĩ��һ���������õ���������ij�ʼĦ��������С��Ϊ0.2���ұ��ֳ�һ����Эͬ���á�
