
������ʱ��: 2019-11-28 10:19
����DIC����R60702/TA2��ը���Ӹ��ϰ���ѧ�����о�
�Ͼ���ҵ��ѧ��е�붯������ѧԺ
ժ Ҫ��
�-�ѱ�ը���Ӹ��ϰ��Ӧ����Խ��Խ�㷺����ѧ�����ǹ�ע���ص㡣��ը���ӹ��̶Ը��ϰ���ѧ���ܵ�Ӱ��������Ҫ�����-�ѱ�ը���Ӹ��ϰ���зֲ��������飬���ɨ�����������SEM�������������Ͽ���ò���й۲죬�о��˱�ը���Ӻ��-�Ѹ��ϰ����ź�ȷ���������ѧ���ܵı仯��ͨ������Ʒ�������ͼ����أ�DIC�������õ����������Ӧ�䣻ʹ������ͼ����ط�������������ȫ��Ӧ����в�������������Ԫģ��õ�������Ӧ�䳡���бȽϡ�����������-�ѽ�Ͻ���㿹��ǿ����Ϻ���������С���������Ͻ����������ӣ��Ѳ�Ŀ���ǿ����С���Ϻ������ʻ������ӣ�����ͼ����ط���������Ʒ��õ��ĵ���ģ��������Ϊ1. 06%����ͬ�ֲ�֮��ĶϿ���ò���ڲ��죬���Ͻ���ԽԶ�����ϵ�������Խ�ã�����ͼ����ط���������Ԫ�����õ�������Ӧ�䳡�ǺϽϺã����������5%��
�ؼ��ʣ�
�-�Ѹ��ϰ�;����ͼ����ط���;��������;��������;����Ԫģ��;
��ͼ����ţ� TG456.6
����飺��־��1995-�����У��������Ƹ��ˣ�˶ʿ�о������о������-�Ѹ��ϰ塢�ṹǿ�ȣ�E-mail:18860957606@163.com��;*�������������ڣ��绰��025-58139953,E-mail:lqsh@njtech.edu.cn;
�ո����ڣ�2019-08-20
��������ʡ�����˲Ÿ߷���Ŀ(2014-ZBZZ-013)����;
Mechanical Properties Investigations of Explosively Welded R60702/TA2 Composite Plate Using Digital Image Correlation
Li Zhi Li Qingsheng Li Shiyun
School of Machemical and Power Engineering,Nanjing Tech University
Abstract��
Explosively welded Zr-Ti composite plate is used more and more widely and mechanical property is the focus of attention.The effect of explosive welding process on the mechanical properties of clad plate is important and has not been reported. The layering tensile test was carried out and the tensile fracture morphology was observed utilizing scanning electron microscope(SEM)to investigate the mechanical properties along the thickness direction of explosively welded Zr-Ti composite plate. The strain of tensile test was obtained from extensometer and digital image correlation(DIC)method. The strain field of bending test measured by DIC method was compared with the simulation results of finite element method. The results demonstrated that the layer with bonding interface had the largest tensile strength and the smallest elongation. With the increase of the distance from the bonding interface,the tensile strength of the titanium side decreased gradually while the elongation increases slowly. The relative error of elastic modulus obtained from DIC and extensometer was 1.06%. The fracture morphology of different layers was various. The farther away from the bonding interface,the better the plasticity of material. The strain fields obtained by DIC method and finite element method were in good agreement,and the relative error was less than 5%.
Keyword��
Zr-Ti composite plate; digital image correlation; tensile test; bending test; finite element simulation;
Received�� 2019-08-20
�Ѿ����������ʴ�ԣ������ԡ����ԡ�������ˮ��Һ�������Խ����о��кܺõĻ�ѧ�ȶ��ԣ�����������������Ĺ��ղ���
����ͼ����أ�digital image correlation,DIC����������Peters,Ranson��Yamaguchi�����һ�ֹ����ѧ���β�������
���Ķ�R60702/TA2��ը���Ӹ��ϰ���зֲ��������飬ʹ��ɨ��羵������Ͽڽ��й۲죬�������ϰ����ź�ȷ���������ѧ���ܵı仯��ͨ������ͼ����ط����Ա�ը��Ͻ���������������������飬���������Ʒ�������Ԫ�����жԱȡ�
1ʵ��
1.1����
����ѡ�ù�ҵ���R60702��Ϊ������ϡ���ҵ����TA2��Ϊ������ϱ�ը�����Ʊ����-�Ѹ��ϰ���Ϊʵ�����R60702/TA2���ϰ��15 mm������R60702���3 mm,TA2���12 mm,R60702��TA2�Ļ�ѧ�ɷּ���1��2����ը����ǰ�����������澭���Ⲣ�����ɾ�������ƽ�з��õķ�ʽ��װ���ڸ����������ըҩ����ͼ1��ʾ�����屬ը���Ӳ������3��ʾ��
1.2��������
Ϊ���о���ը���Ӻ��-�Ѹ��ϰ����ź�ȷ���������ѧ���ܵı仯�����зֲ��������飬ʹ�����и�����ź�ȷ����ϰ��г�5�㣬ÿ����Ϊ2 mm�����е�һ��Ϊ��ﯲ㣬�ڶ�������-�ѽ�Ͻ��棬��������Ϊ���Ѳ㣬���������ߴ���ͼ2��ʾ���������Լ������Ʊ�ɢ��ʱ��Ϊ����߲�����ȷ�ȣ��Ƚ������Լ�������д�ĥ��������ˮ�Ҵ����øɾ���Ȼ����������������һ���Ⱦ��ȵİ��ᣬ���������ɺ����ú�ɫ��������������������������ɫ�ߵ㡣������MTS809����������Ͻ��У�ͬʱʹ��MATCHID����ϵͳ�������������-�ѱ�ը���Ӹ��ϰ��ȫ�����ν��в�������������װ�ڼ�ͷ�ϣ����������������氲װһ�����Ϊ25 mm������ƣ�������Χ��50%��MTS809����������IJ���Ƶ��Ϊ20 Hz��������ط�ʽΪλ�ƿ��ƣ���������Ϊ1 mm��min-1����������������̿�����Ϊ����̬���졣����ǰ�����ò����Ϻ������ʵı�ǡ�ʹ��ɨ��羵��SEM���۲�����Ͽ���ò����������ѻ��ơ�
��1 R60702�Ļ�ѧ�ɷ� ����ԭͼ
Table 1 Chemical composition of R60702(%,mass frac-tion)

��2 TA2�Ļ�ѧ�ɷ� ����ԭͼ
Table 2 Chemical composition of TA2(%,mass fraction)

��3 ��ը���Ӳ��� ����ԭͼ
Table 3 Parameters of explosive welding


ͼ1 ƽ�а�װ����ը����ʾ��ͼ
Fig.1 Parallel layer arrangement of explosive welding process

ͼ2 ���������ߴ�
Fig.2 Dimensions of tensile test sample(mm)
1.3��������
ͨ��DIC�����-�ѱ�ը���Ӹ��ϰ������������е�ȫ�����ν��в�������������Ԫ��������ABAQUS��ģ�������Ӧ�䳡���бȽϡ����������ߴ�Ϊ200 mm��20 mm��15 mm��ﯲ���Ϊ3 mm���Ѳ���Ϊ12 mm����ɢ���Ʊ�����ͬ�������飬���������������Ϊ1 mm��min-1��Ϊ�˷���MAT-CHID����ϵͳ�������������̽������㣬��������������õ�֧����ѹͷ������֧�����98 mm��֧��ֱ��Ϊ40 mm������ѹͷֱ��60 mm����ͼ3��ʾ��ʹ�ý���Ϊ75 mm�ľ�ͷ�������㡣����ɼ�ͼƬƵ��Ϊ1֡��s-1��
2���������
2.1��������
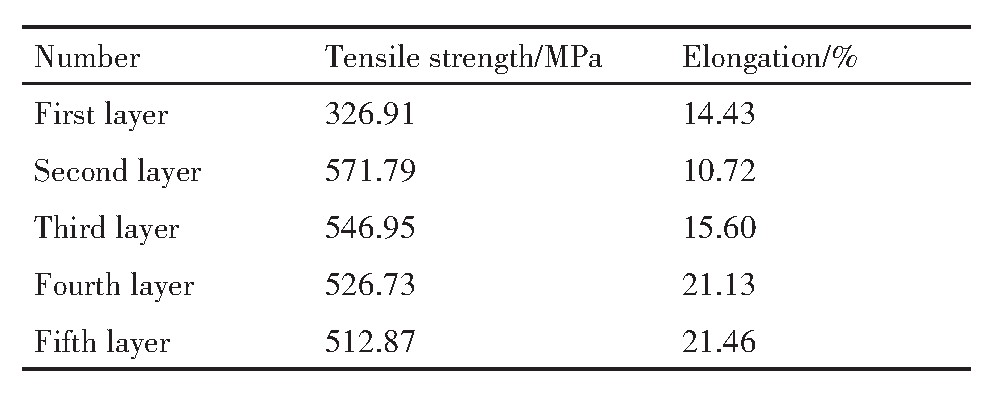
ͼ4�����˷ֲ���������õ���Ӧ��-Ӧ�����ߣ���4�����������������Կ����ڶ���Ŀ���ǿ��ҪԶ���ڵ�һ�㣬�Դ��ڵ����㡢���IJ�͵���㣬�Ϻ�������ȴ�����༸��ҪС�ܶ࣬ԭ�����ڱ�ը�����У���Ͻ��渽�����������ص����Ա��Σ������ԽԶ�����Ա���ҲԽ��ԽС������

ͼ3 ����֧����ѹͷ
Fig.3 Support and indenter for bending test

ͼ4 �ֲ���������Ӧ��-Ӧ������
Fig.4 Layering tensile stress-strain curve
��4 ���������� ����ԭͼ
Table 4 Results of tensile test
ͼ5������DIC���õ��ĵڶ��㣨��ը��Ͻ���㣩Ӧ����ͼ����¼�˼��ش�10 kN���������ѹ�����Ӧ��ֲ������������ڵ��Խ�ʱ�������췽�����ı��γ̶��Ǿ��ȵģ������شﵽ���ֵ28 kN��������Ա��νβ���ʼ�����������ĺ���ߴ���С��Ӧ��ֲ��뵯�Խβ�ͬ�����м�ľֲ�����Ӧ��ܴ����������Ӧ����Խ�С���������˵�Ӧ�䳡�ӽ��ԳƷֲ�����Ӧ���ﵽ������������������ֲ����Σ���ʱ�����ľֲ�������������Ե������������ڷ�����������Ľ����Ѹ�ټ�С����ɸ������Ӧ��ܴ�ֱ���ﵽ���ѣ��ؼ��ط���Ӧ��ﵽ���ֵ0.6552��

ͼ5 �ڶ�����������Ӧ��ֲ�
Fig.5 Strain photograph and distribution of strain using DIC
�����-�Ѹ��ϰ�����ܲ�����ȫ���ȵģ�Ӧѡȡѡȡ�����֮����������ڵ�ƽ��Ӧ��ֵ��Ϊ��ʱ�̵�����Ӧ��ֵ
�ɱ�5���Եõ���������Ʋ�õĵ���ģ��ƽ��ֵΪ93598 MPa������DIC�õ����-�ѱ�ը���Ӹ��ϰ�ĵ���ģ����ƽ��ֵΪ92606 MPa��������ƵIJ���ֵ��Ϊ�ο�������������Ϊ1.06%���ӱ��п��Է��֣�����Ʋ�������ֵ��ɢ�Խ�С������������ͼ����ط��������õ�����ֵ��ɢ�Խϴ���������ÿ�������ɢ�߲�������ȫ��ͬ��������һ���ķ�ɢ�Ե�����С��Ϊ�����ɢ������������ɰֽ���Լ������ĥ���⻬ƽ��������ͬһ�ް���ȥ��Ϳ��ɫ����Сɫ���֤�����Ⱦ��ȣ�Ȼ����ͬһ��ɫ�����������������ɫ�ߵ㣬�������Ա�֤ɢ�ߵ�ʶ��ȣ���Сɢ����������������Ӱ�졣ͬʱ��������б���MATCHIDϵͳ�������ͷ��ֱ����������λ�ñ��ֲ�������߾�ȷ�ȡ�

ͼ6 DIC��������Ʒ�Ӧ��-Ӧ������
Fig.6 Stress-strain curves using DIC and extensometer
��5 ���ֲ��������õ��ĵ���ģ�� ����ԭͼ
Table 5 Elastic modulus obtained from two methods

ʹ��ɨ�����������SEM���Ե�һ�㡢�ڶ��㡢�����㡢���IJ㹲4�����������ĶϿڽ��з�����ͼ7�����˵�һ�㣨��ﯲ㣩���������ĶϿ���ò�������������ĺ�۶�����ò���Կ�����һ�������������������Եľ������ɶϿ���ò���Կ����ڶϿڱ�������Ŵ����ĵ��������ѣ�˵�������ڶ���ǰ�����˳�ֵ����Ա��Σ��������Ե����Զ������������Dz�ͬ��������Ѵ�С�����仯������B������ֱ���ϴ���Ƚ�������ѵijߴ���������A������C�����ѳߴ��С��һ���Ҿֲ����������С��dz�ļ������Ѻ������������������B�����Ա�����Ҫ�á���һ�㣨��ﯲ㣩�ڱ�ը���Ӻ���Ȼ���ֳ����õ������ԡ�

ͼ7 ��һ�����������ĶϿ���ò
Fig.7 Fracture morphology of first layer
(a)Low-power fracture morphology;(b)Enlarged figure of Ar-ea A;(c)Enlarged figure of Area B;(d)Enlarged figure ofArea C;(e)Energy spectrum curve
ͼ8�����˵ڶ������������������-�ѽ�Ͻ��棩�ĶϿ���ò����ͼ8(a�����Կ�������Ͻ���IJ�����������˷ֲ�������������˵ﯰ���Ѱ�Ľ��洦���������á����Ͽڷ�Ϊ�ĸ����ֱַ���й۲죬���Է��ֶϿڱ�������Ŵ��������ѣ������Ե����Զ�����������������B������A���ѵijߴ�����С������C������D���ѵijߴ�����Ҳ��С�����ϵ������½������������ڽ�Ͻ��漰������ﯲ���Ѳ�ľ�����֯���������ص����Ա��Σ�������Ͻ��洦���������Եļӹ�Ӳ����ʹ�ý��渽���������Խ��͡�ͨ��ͼ8(f����8(g����֪��Ͻ����ϲ�Ϊﯣ��²�Ϊ�ѣ����һ�㣨��ﯲ㣩��ȣ��ڶ�����ﯲ������е�������Ŀ�ͳߴ�ȵ�һ���ҪС�������½���ԭ���ǽ��渽���ļӹ�Ӳ��ЧӦ��������Խ��͡�

ͼ8 �ڶ������������ĶϿ���ò
Fig.8 Fracture morphology of the second layer
()-;()ea A;(c)Enlarged figure of Area B;(d)Enlarged figure ofArea C;(e)Enlarged figure of Area D;(f)Energy spectrumcurve of upper side;(g)Energy spectrum curve of lower side
���ڵ��IJ�͵������������ܽ�Ϊ�ӽ������ȡ������͵��IJ������Ͽڽ��з������Ͽ���ò��ͼ9��ʾ��������͵��IJ��Ϊ���Ѳ㣬�ӶϿڿ��Է��֣�������ĶϿڱ�����ֲ��Ŵ��������ѣ���������з��������Ա��Ρ��������Ͻ����������ӣ��ӹ�Ӳ��ЧӦ�����������Եõ���ߣ�������������ȣ����IJ�Ͽڵ�����ֱ������ȶ�Ҫ���ڵ����㣬����ڶ������Ѳ�Ͽ���ȣ����������Եõ����Եĸ��ơ�
2.2��������
����ABAQUS/Explicit����Ԫƽ̨ģ���-�ѱ�ը���Ӹ��ϰ�������������������̣�ʹ������ʵ��õ����-�Ѹ��ϰ嵯�Զκ����ԶεIJ���������������ԣ�ʹ�õĵ�Ԫ����Ϊ8�ڵ�ʵ�嵥ԪC3D8R������Ԫģ���нڵ���7056������Ԫ��Ϊ6000��������Ԫģ����ͼ10��ʾ����������ѹͷ��֧���ĸն�ԶԶ�����-�Ѹ��ϰ壬��������������б��κ�С�������ģ������У�����ѹͷ��֧��ѡ�ø���ģ�͡�����������������У�����ѹͷ�Ժ㶨���������ƣ�����ڷ���������ѹͷ��ҪԼ������ѹ�������������ɶȣ�Լ��֧�����������ɶȡ�
ͼ11�����������������������ϰ����û�г������ƣ���Ͻ��洦�����Կ��Ѻͷֲ㣬˵�����ϰ�������õ��������ܡ�ͼ12�����������������������غ�λ�����ߣ����Կ�����22��28 kNʱ�������������ԽΣ�ѡȡ����ѹͷ��ѹ��Ϊ10,20,30 mmʱ���ֱ����DIC������Ԫģ��õ��-�ѱ�ը���Ӹ��ϰ�ĵ�ЧӦ�䳡��ͼ13�и�������������������в�ͬ��ѹ��ʱ���ַ����õ���Ӧ�䳡��ͼ14�и��������������鲻ͬ��ѹ��ʱ���ַ����õ���Ӧ�䳡��

ͼ9 ������͵��IJ�����Ͽ���ò
Fig.9 Fracture morphology of the third and fourth layer
(a)Third layer;(b)Fourth layer

ͼ1 0 ������������Ԫģ��
Fig.10 Finite element model

ͼ1 1 ����������
Fig.11 Specimens after bending test

ͼ1 2 ���������غ�-λ��ͼ
Fig.12 Force-displacement curves of internal and external bending
��ͼ13��14���Կ�����DIC�õ���Ӧ�䳡�ֲ�������Ԫģ����һ�£����������������е�Ӧ�伫ֵ�������ַ�������ͬ��ѹ��ʱ������Ӧ�伫ֵ���бȽϣ����6��ʾ�����Է��֣�������Ԫģ��ֵΪ�ο�������ͬ��ѹ��ʱ�����ַ������õ�������Ӧ�伫��ֵ����С�����������5%�������Ǻ����á�
3����
1.�-�ѱ�ը���Ӹ��ϰ�ֲ����������������ը���Ӻ���-�Ѹ��ϰ��غ�ȷ�����������ܷ������Ա仯�����渽�������Ա��ε����˼ӹ�Ӳ��ЧӦ�������˲��ϵ������ԣ����������Ͻ����������ӣ����ϵ�����������ߡ��ڶ���Ŀ���ǿ��ֵ��ﵽ571.79 MPa���Ϻ���������ͣ����Ͻ���ԽԶ���Ѳ�Ŀ���ǿ����С���Ϻ��������������ȶ���

ͼ1 3 DIC������Ԫ���õ�������������Ӧ�䳡
Fig.13 Strain field of internal bending test at different dis-placement by two methods
(a)Simulation at 10 mm;(b)Strain photograph at 10 mm us-ing DIC;(c)Simulation at 20 mm;(d)Strain photograph at20 mm using DIC;(e)Simulation at 30 mm;(f)Strain photo-graph at 30 mm using DIC

ͼ1 4 DIC������Ԫ���õ���������Ӧ�䳡
Fig.14 Strain field of external bending test at different dis-placement by two methods
(a)Simulation at 10 mm;(b)Strain photograph at 10 mm us-ing DIC;(c)Simulation at 20 mm;(d)Strain photograph at20 mm using DIC;(e)Simulation at 30 mm;(f)Strain photo-graph at 30 mm using DIC
��6 ���ַ����õ�������Ӧ�����ֵ ����ԭͼ
Table 6 Maximum bending strain of two methods

2.����DIC�����-�ѱ�ը���Ӹ��ϰ��������̣��õ��˲�ͬ�θ��ϰ��Ӧ�䳡�����õ����-�Ѹ��ϰ�ĵ���ģ����������Ʒ���ȣ����ַ����õ���ƽ������ģ���������Ϊ1.06%������ͼ����ط�������ʵ�ֶԲ���ȫ�����ε�ȷ������
3.�ֲ���������ĶϿڷ�����������ը���Ӻ���-�Ѹ��ϰ�������õ������ԣ��ڶ���ǰ������ֱ��Σ��Ͽڱ�����ֲ��Ŵ������ѣ������Ե����Զ��ѵ����������Dz�ͬ��֮��ĶϿ���ò�������죬���Ͻ���ԽԶ���������������ȶ���
4.����DIC�������-�ѱ�ը���Ӹ��ϰ���������̣����ϰ������������ã��õ���Ӧ�䳡������Ԫģ�����ǺϽϺã����������5%����֤�˴˴�ģ�����ȷ�ԣ�ͨ������Ԫģ�����Ԥ�⸴�ϰ���������̡�
�����
[15] Williams D C. Optical Methods in Engineering Metrology[M]. UK:Chapman&Hall,1993. 4.
