
���±�ţ�1004-0609(2012)04-1025-08
˫��ʱЧ�ƶȶ�6156���Ͻ���֯�����ܵ�Ӱ��
�ź��棬֣���ԣ��� �꣬���ȸ����� ��
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��
ժ Ҫ������������ѧ���ܲ��ԡ��絼�ʲⶨ�����丯ʴʵ�鼰��羵�������ֶ��о�˫��ʱЧ����������6156���Ͻ����ѧ���ܡ��絼�ʡ����丯ʴ������֯�ṹ����������ʵ���Ż�˫��ʱЧ���ա�����������ڱ��о���Χ�ڣ�6156���Ͻ�˫��ʱЧ���������е�һ��ʱЧ�ƶȶԺϽ����ѧ���ܺ͵絼��Ӱ�첻�ڶ���ʱЧ�¶Ⱥ�ʱ����Ӱ��Ͻ��������ܵ���Ҫ���ء�����6156���Ͻ����˫��ʱЧ����Ϊ(175 �棬6 h)+(210 �棬5 h)�������T6̬���Ͻ�ǿ�����н��ͣ��絼����������ʴ����Ҳ�ɾ��丯ʴת��Ϊ��ʴ����ʴ������Ա�dz���羵�۲���������˫��ʱЧ������������������Q���࣬��������������������֮��ļ�����ʶ����ֲ�������������(PFZ)����������۽ṹ����Ч���6156�Ͻ�ĵ絼�ʺ�ʴ���ܣ�ͬʱʹ�Ͻ���нϸߵ�ǿ�ȡ�
�ؼ��ʣ�
6156���Ͻ���˫��ʱЧ����ѧ�������絼�������丯ʴ������֯��
��ͼ����ţ�TG146.2 ���� ���ױ�־�룺A
Effects of two-step aging treatment on microstructure and properties of 6156 aluminum alloy
ZHANG Hai-feng, ZHENG Zi-qiao, ZHONG Shen, LUO Xian-fu, ZHONG Jing
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The effects of two-step aging treatment on the mechanical properties, electrical conductivity, intergranular corrosion and microstructure of 6156 aluminum alloy were investigated by means of tensile, conductivity measurement, intergranular corrosion experiments and transmission electron microscopy (TEM). The orthogonal test results show that the pre-aging has no obvious effect on the mechanical properties and electrical conductivity, and the second step aging temperature and time are the key factors in double aging parameters, which mainly decide the final properties of 6156 alloy. Under the optimum two-step aging treatment of (175 ��, 6 h)+(210 ��, 5 h), the ultimate strength decreases slightly and the electrical conductivity increases. The mode of corrosion changes from intergranular corrosion to pitting corrosion while the corrosion depth decreases obviously. The TEM observation results show that after two-step aging treatment, there are plenty of Q�� precipitates in matrix, and the coarse and isolate precipitates present in grain boundaries and the PFZ is broaden, which contribute to improve the electrical conductivity and corrosion resistance while the tensile strength decreases a little.
Key words: 6156 aluminum alloy; two-step aging; mechanical properties; electrical conductivity; intergranular corrosion; microstructure
2������ϵ(Al-Cu-Mg)���Ͻ�����ܶȵ͡�ǿ�ȸߡ������ˡ��ӹ����ܺõ��ۺ����ܣ������������㷺Ӧ���ں��졢���չ�ҵ�����ù�ҵ�������������ں��չ�ҵ������ʮ����Ҫ�ĵ�λ���Ǻ��չ�ҵ��Ҫ�ṹ����֮һ[1-4]��Ȼ�������ź��ա�������ҵͻ���ͽ��ķ�չ�����еIJ���������������е��ܶȡ���ǿ�����͡����ȡ������ˡ���ʴ���ɺ����׳��ε��ۺ����ܵ�Ҫ����ˣ���Ҫ���Ͽ����ۺ�������������ͺϽ�
����6������ϵ(Al-Mg-Si)���Ͻ�����е�ǿ�ȡ����õĺ����Ժ���ʴ�Ե��ŵ㣬�ں��պ�����������Ӧ��[5-8]���ر��ǽ�������ͨ����6������ϵAl-Mg-Si�Ͻ��м�������Cu����2������ϵAl-Cu-Mg�Ͻ��м�������Si�����ƺϽ�����ܣ���������������������ʴ���ɺ���Al-Mg-Si-Cuϵ�кϽ�����������ҵ��˾(Alcoa)���Ʋ���1983����������ҵЭ��ע��������6013�Ͻ�ǿ�ȸߡ��ɺ��ӡ�����ʴ����ƣ�͡��������Ժã��������õ��ۺ����ܣ��ܵ����ղ��ŵ������������������������ͷ�DZP-7Aս��Ѳ�߷ɻ�������Ƥ������Pechincy��˾���ƿ�����6056�Ͻ𣬸ò��ϼ����ܶȡ���ʴ���׳��μ��ɺ�������������һ�壬ǿ��Ҳ��ߵ��˽ӽ�2024�Ͻ��ˮƽ���ʺ����2024�Ͻ�����ɻ���Ƥ�������и�ʴ��ǿ��Ҫ������״���ӵı��������ͬʱ��Pechincy��˾���6056�Ͻ���T6״̬��ʹ��ʱ�ľ��丯ʴ�����Զ��������˸�������ʴ���ܵ�T78�ȴ������ա����ø��ȴ����ƶȣ���������ǿ�ȵ�ǰ���£������������俹���丯ʴ����[9-10]��Ŀǰ��6056�Ͻ𱡰弰�Ͳ�(����)ͨ������������װ�������ʽ�ڰ壬ȡ��í�ӱڰ壬������A318��A380�»����ڰ�[11-12]��
�����Pechincy��˾����2003����������ҵЭ��ע����6056�Ͻ�ĸĽ��ͺϽ�6156���úϽ������ԭ��6056�Ͻ����������֮�⣬��һ����������������ܣ�������һ��A380�»�����ʹ��[13]��Ŀǰ���й�6156���Ͻ����ܵ��о��������٣���Pechincy��˾���������Ը��ƺϽ���ʴ���ܵ�T78�ȴ����ƶ���δ���������ڴˣ�����������6156�Ͻ�Ϊʵ����ϣ�������ʵ�鷽���о�˫��ʱЧ��4�����ղ����ֱ��6156�Ͻ����ѧ���ܡ��絼�ʡ����丯ʴ������֯��ʱЧ������ֲ���Ӱ�죬ȷ���Ͻ�����Ŀ�깤�գ���������6156���Ͻ���������ۣ���Ϊ�úϽ����ҹ�δ�����չ�ҵ��Ӧ���ṩ���ݡ�
1 ʵ��
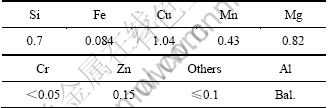
��������Ϊ���˾�ṩ�ĺ��Ϊ3.64 mm �Ĺ�ҵ���6156-T4̬�Ͻ��ģ��仯ѧ�ɷ����1���С�ʱЧ�����ھ���ʵ���ҿ����н��У����¾���Ϊ��0.2 �档���˫��ʱЧ���յ�4����Ҫ����(��һ��ʱЧ�¶Ȧ�1��ʱ��t1���ڶ���ʱЧ�¶Ȧ�2��ʱ�� t2)�����L9(34)�������鷽����Ȼ��ʵ�������м����������ȷ����Ѵ������ա�����������Ļ����ϣ��Թ��ս������Ż���ѡȡ�˲�ͬ����ʱЧ�¶ȣ�����ʱЧ���ߣ���ȷ�����˫��ʱЧ���ա�
��1 ����Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of 6156 aluminum alloy (mass fraction, %)
������ѧ����������MTS-810�Ͳ���������Ͻ��У���������Ϊ2 mm/min��������Ʒ��ƽ�������ȡ����Ե絼�ʲ���GT/T 12966��2008�涨��7501�������絼���Ͻ��С����丯ʴ���ձ�ASTM G110���У���ʴ���ʲ���57 g/L NaCl+10 mL/L H2O2��Һ����ʴ��������븯ʴ�����֮��Ϊ20 mL/cm2��ʵ���¶Ⱥ㶨Ϊ(30��3) �档����������Һ�н���24 h��ȡ�����ڴ�ֱ���������η����һ����ȥ5 mm������水���������Ʊ�����ĥ�ƺ��⣬������ʴ��Leica DMILM���������ϷŴ�200���۲츯ʴ��ò����ȡ���羵�۲���������ĥ��˫���������ȡ�������ҺΪ1/4�����3/4�״������Һ(�������)������Һ����ȴ��-30 �����£�������ѹΪ15~20 V������������80~95 mA���羵�۲���TecnaiG220��羵�Ͻ��У����ٵ�ѹΪ200 kV��
2 ʵ����
2.1 ����ʵ����
��2����Ϊ�������鷽���������6156�Ͻ���ʱЧ(190 �棬4 h)������Ͻ�Ŀ���ǿ��(��b)������ǿ��(��0.2)���쳤��(��)�͵絼��(��)�ֱ�Ϊ374 MPa��348 MPa��14.7%��42.5%(IACS)���뵥����ʱЧ״̬�ºϽ��������Ƚϣ������������1��6��8˫��ʱЧ������Ͻ�Ŀ���ǿ�Ⱥ�����ǿ���Խϸߣ��뵥����ʱЧ���ǿ�Ȼ�����ͬ���絼�ʲ�û�����Ըı䣬��3�������ڶ���ʱЧ�¶Ⱦ�Ϊ195 �棬���ŵڶ���ʱЧʱ����ӳ�������ǿ�Ⱥ�����ǿ�������½����絼�����������������������2��9˫��ʱЧ������Ͻ���ǿ�ȡ�����ǿ�Ⱥ͵絼�ʱ仯�Ƚ����ԣ������������2ǿ����ʧ7%���絼������0.8%(IACS)�������������ڶ���ʱЧ�¶Ⱦ�Ϊ210 �档�����4�ڶ���ʱЧ�¶�ҲΪ210 �棬�����ڵڶ���ʱЧʱ��ϳ���ǿ����ʧ��40MPa����ڶ���ʱЧ�¶�Ϊ225 ��ʱЧ��ĺϽ�ǿ���൱��
2.2 ����ʵ�鼫�����
������ʵ�������м�������������ÿһ���غ�ˮƽ����Ӧ����ѧ���ܺ͵絼�ʵ�ƽ��ֵ������ȷ��Ŀ�깤�պͶ�����Ӱ��̶ȵ�˳��������������3��
��2 �������鷽������
Table 2 Orthogonal test design and results

��3 �������鼫��������
Table 3 Range analysis results of orthogonal test
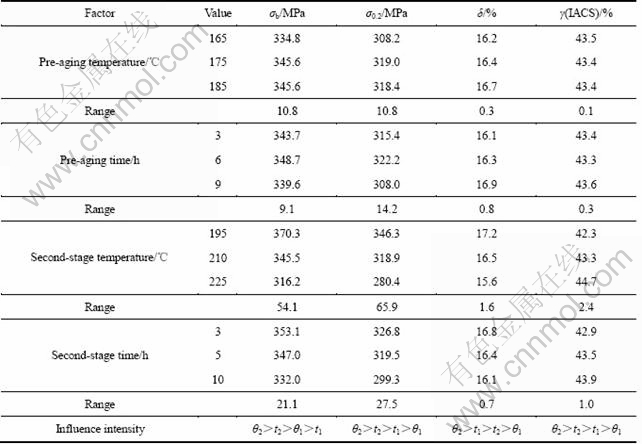
�ɼ������������Կ������ڶ���ʱЧ�¶Ⱥ�ʱ����Ӱ��Ͻ���ѧ���ܺ͵絼�ʵ�������Ҫ���أ����Ը��ڵ�һ��ʱЧ�¶Ⱥ�ʱ���Ӱ�졣���Ŷ���ʱЧ�¶ȴ�195 ��������225 �棬�Ͻ���ǿ�Ƚ��ʹ�54.1 MPa���絼������2.4%( IACS)������һ��ʱЧ�¶ȴ�165 ��������185 �棬ʱ���3 h�ӳ���9 h���Ͻ���ǿ�Ⱥ͵絼��ֻ�����仯�������������ڶ���ʱЧ�¶ȶԺϽ�����Ӱ����ڶ���ʱЧʱ���֮������˫��ʱЧ�Ͻ�ĵ絼������ڵ�����ʱЧ���в�ͬ�̶���ߡ�
2.3 ˫��ʱЧ�����Ż�
Ϊ��һ������ڶ���ʱЧ�¶Ⱥ�ʱ��ԺϽ����ܵ�Ӱ�죬�Ż��Ͻ�ĵڶ���ʱЧ�ƶȣ�ѡ����һ��ʱЧ�ƶ�Ϊ175 �桢6 h�����������˺Ͻ���нϸ�ǿ�ȵ�Ҫ��ͬʱʱЧ�¶�Ҳ���Ǻܸߣ�ʱ�䲻�Ǻܳ����Ƚ�Լ���������������Ч�ʣ�������ʵ�����塣ѡ��195��210��225 ��Ϊ�ڶ���ʱЧ�¶ȣ������˺Ͻ�(175�棬6 h)+(195 �棬x h)��(175 �棬6 h)+(210 �棬x h)��(175 �棬6 h)+(225 �棬x h)����ѧ���ܺ͵絼�����ߣ��Ӷ���һ���Ż�����ʱЧ�¶Ⱥ�ʱ�䣬��ͼ1��ʾ��
���ݱ�3��ͼ1��֪���ڶ���ʱЧ�¶�Ϊ195 ��ʱ���Ͻ���������뵥����ʱЧ��ȣ�û�з������Ա仯���ڶ���ʱЧ�¶�Ϊ225 ��ʱ����Ȼ�Ͻ�絼��������������ǿ�ȴ���½������������¶Ⱦ����ʺ���Ϊ�úϽ�Ķ���ʱЧ�¶ȡ����֮�£�������ʱЧ�¶�Ϊ210 ��ʱ����ʱЧʱ����ӳ����Ͻ�ǿ�Ȼ������ͣ��絼�����Ҳ�����ԣ�������ֱ��ʱЧ5 h֮ǰ���Ͻ�ǿ���Ա�����350 MPa���ϣ��絼��������ߣ�������Ѷ���ʱЧ�¶�ӦΪ210 �棬ʱ��Ӧ����4~5 h��
2.4 ˫��ʱЧ�ƶȶԺϽ丯ʴ��Ӱ��
ͼ2��ʾΪ6156���Ͻ�T6(190 �棬4 h)̬���Ż����˫��ʱЧ(175 �棬6 h)+(210 �棬5 h)̬�ľ��丯ʴ��ò����ͼ2(a)���Կ������úϽ�T6̬�������������صľ��丯ʴ�����㾧��֮������룬��Щ���������������䣻��������ƽ����ʴ���ԼΪ80.29 ��m�����У����ʴ��ȴﵽ��121.60 ��m����ͼ2(b)���Կ�������˫��ʱЧ(175 �棬6 h)+(210 �棬5 h)�����Ͻ丯ʴ�����Դ���Ƚ��ͣ���ʴ��ò��������ʴ����ʴ������Լ�С��ƽ����ʴ���ֻ��28.42 ��m�����ʴ���Ҳ��Ϊ46.58 ��m��������ʵ������֪�����Ż����˫��ʱЧ���ջ����ﵽ�����Ŀ��Ҫ������Ϊ6156���Ͻ��T78ʱЧ�����ƶȡ�

ͼ1 ��ͬ����ʱЧ���������ºϽ����ѧ���ܺ͵絼��
Fig. 1 Tensile properties and electrical conductivity of alloy after different second aging treatments: (a) (175 ��, 6 h)+(195 ��, x h); (b) (175 ��, 6 h)+(210 ��, x h); (c) 175 ��, 6 h)+(225 ��, x h); (d) Electrical conductivity
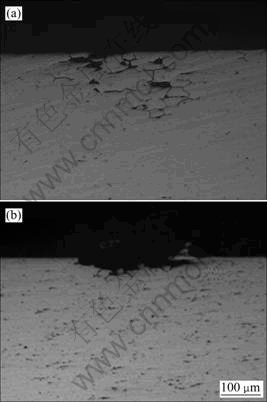
ͼ2 ��ͬ�ȴ���������6156���Ͻ�ľ��丯ʴ��ò
Fig. 2 Intergranular corrosion micrographs of 6156 Al alloy after different heat treatments: (a) 190 ��, 4 h ; (b) (175 ��, 6 h)+(210 ��, 5 h)
2.5 ˫��ʱЧ�ƶȶԺϽ�����֯��Ӱ��
ͼ3��4��ʾ�ֱ�Ϊ��ʱЧ��˫��ʱЧ״̬��6156���Ͻ������֯����ͼ3(a)�������Կ�����T6��ʱЧ��Ʒ���ڷֲ����ֲ�ͬ���͵������ࣺһ���Ǵ�����ϸС��ɢ�ֲ�����״�����࣬������ΪԲ�Σ����Ƚӽ�50 ��m����������Ӧ��Ķȣ���Ӧ�����仨����(ͼ3(b))�����˻���ߵ�֮�⣬�����Թ۲쵽��![]() �����ʮ����â��״��������������������������ʱ�۲쵽���Ǧ¡�(Mg5Si6)��[14-15]�����⣬ͼ3(a)�л��к��ٵ���״������Դ���50 ��m������û�дﵽ�¡���ij���(�ӽ�500 ��m)���п����Ǧ¡�����¡����¡���Q����ת�������еĹ����࣬U(U1(MgAl2Si2)��U2(MgAlSi))[14]����һ��������������ΪQ��(Al4CuMg6Si6)��[16]��������Ϊ�����Σ�ʵ�������ػ����[100]��[010]�������ֱ�ֲ��İ���״�ࡣ����(ͼ3(c))������ֽ�խ���������������ܹ۲쵽����ϸС�����ֲ���������Q(Al4Cu2Mg8Si7)��[17]��
�����ʮ����â��״��������������������������ʱ�۲쵽���Ǧ¡�(Mg5Si6)��[14-15]�����⣬ͼ3(a)�л��к��ٵ���״������Դ���50 ��m������û�дﵽ�¡���ij���(�ӽ�500 ��m)���п����Ǧ¡�����¡����¡���Q����ת�������еĹ����࣬U(U1(MgAl2Si2)��U2(MgAlSi))[14]����һ��������������ΪQ��(Al4CuMg6Si6)��[16]��������Ϊ�����Σ�ʵ�������ػ����[100]��[010]�������ֱ�ֲ��İ���״�ࡣ����(ͼ3(c))������ֽ�խ���������������ܹ۲쵽����ϸС�����ֲ���������Q(Al4Cu2Mg8Si7)��[17]��

ͼ3 6156�Ͻ�190 �棬4 h��ʱЧ�����������֯
Fig. 3 Microstructures of 6156 Al alloy after (190 ��, 4 h) peak aging treatment: (a) Precipitation phases in matrix; (b) SAED of matrix (![]() axis); (c) Precipitation phase on grain boundaries
axis); (c) Precipitation phase on grain boundaries
��ͼ4(a)���Կ����������T6̬��˫��ʱЧ̬��Ʒ����������ߴ����������ܶ�������С�����У�����������ҪΪ�ִ�İ���״Q�����������ϸС����״�࣬����ʱ�۲쵽����״��ϵ�����ʱЧ״̬�º��������������ȴ�Ҳ������100 ��m�����������������Դִ�ʶ����ֲ���PFZ�����ԡ�������(ͼ4(c))�������ɷ�ʱЧ̬������ϸ����״�ֲ����ž۳ɶ����ֲ��Ĵִ��࣬�ҳߴ�ͼ����������
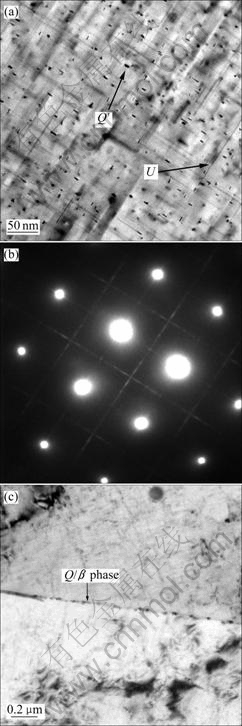
ͼ4 6156�Ͻ�(175 ��, 6 h)+(210 ��, 5 h)˫��ʱЧ�����������֯
Fig. 4 Microstructure of 6156 alloy after (175 ��, 6 h)+(210 ��, 5 h) two-step aging treatment: (a) Precipitation phases in matrix; (b) SAED of matrix (![]() axis); (c) Precipitation phase on grain boundaries
axis); (c) Precipitation phase on grain boundaries
3 ���������
ʱЧӲ�������Ͻ��ǿ����Ҫȡ���ھ�������������ʡ���ò��������Ҫʹ�Ͻ��ýϸ�ǿ�ȣ�Ҫ������������������������ڽϴ�Ĺ�����������࣬�Ӷ���λ�����Ʋ����ߵ�����������Al-Mg-Si-Cu�Ͻ�һ����Ϊ��������������[16-17]
��w(Cu)��0.25%ʱ���������������GP �����¡�(Mg5Si6) ���¡�(Mg9Si5)����(Mg2Si)��
��w(Cu)��2.5%ʱ���������������GP �����¡�(Mg5Si6) ��Q��(Al4CuMg6Si6)��Q(Al4Cu2Mg8Si7)��
��Cu��������ʱ�������ܹ��ܶȡ��Ͻ�ɷ֡��ȴ����ƶȼ�������ʵ�����Ӱ�죬���������̿���ͬʱ������
�����о����������6�������Ͻ��ڵ�����ʱЧ״̬�¾�����������ϸС��ɢ����״��¡壬ʹ�Ͻ�ﵽ���ǿ�ȡ����о���6156�Ͻ�����ʱЧ��������ͬ�����������Ħ¡��࣬����֮�⣬����������Q������������������������ȷֲ��ںϽ�����У���λ�����������谭���ã�ʹ�Ͻ�ﵽ���ǿ�ȡ��úϽ��Ż�����˫��ʱЧ�ƶȴ������������Ħ¡���ֻ������֦¡������ת��Ϊ�¡������Q����Ĺ�����U(U1(MgAl2Si2)��U2(MgAlSi))��ͬʱ����״Q�������Ŀ�������࣬������������ʹ�С�ߴ���˵����Ȼ�Ϧ¡��������ִ���Ȼ��ϸС����Щֻ���ڽṹ���淢����һЩС�仯����û�иı���Բ��ϵ�ǿ�����á����ԣ���˫��ʱЧ�����Ͻ�ǿ�Ƚϵ�����ʱЧ״ֻ̬�����½���
���丯ʴ�����Ͻ���Ҫ�ľֲ���ʴ����֮һ�������ᵼ�½ṹ����ͻȻ���ѣ�����ǿ�ȡ����Ժ�ƣ�����ܴ�����½�����ˣ��о����Ͻ丯ʴ�Ͱ��丯ʴ���Զ��ڲ��ϵİ�ȫʹ�þ�����Ҫ��ָ�����塣���丯ʴ��������Ҫȡ���ھ��������������������ھ��иߵĽ����ܣ���Ϊ��·��ɢͨ���������κ�λ�ã������ڹ��ܴ���ʱ���γ�Ԫ��ƫ����������ʱЧʱ�����總��������ԭ��Ҳ������ɢ���Ͻ紦�ڶ����ؾ������������ھ����ڽ������γ�����Ԫ�ص�ƶ����(������)��ʹ���������ࡢ������������������в�ͬ�ĵ缫��λ��Ҫԭ��Ҫ������õľ��丯ʴ������ͨ����Ҫ���������ྡ���ܳʴ�������ֲ������жϾ���������ʴͨ����Ŀǰ���Ѿ������3����Ҫ�ľ��丯ʴ���ۣ�1) �����Եľ��繹�����뾧��������ĸ�ʴ��λ�����γɵ�ż��ʴ���������¾��丯ʴ��2) ���繹�����뾧��Ļ�����λ���쵼�¾��丯ʴ��3) �����������ܽ��γ���ʴ�Ը�ǿ�ı��������������������ľ��丯ʴ[18-19]��
6156�Ͻ�T6��ʱЧ״̬�£��侧����������Q��ͦ��࣬�ھ��總���������ƶ��������Al�ʹ�Cu�ı���λ�ֱ�Ϊ-1.662 V��0.342 V�����總��������������(PFZ)��ƶCu��ƶSi�������λ�Ȼ���ĸ���ͨ����Ϊ���������ȷ��������ܽ⡣����ͭ���躬���ߣ�Q�����������PFZ���и��ߵĵ�λ��ͨ����Ϊ������PFZ��Q�༰����֮��ĵ�λ��ϴ����߹��ɶ�缫��ϵ�����ºϽ���нϴ�ľ��丯ʴ�����ԡ���˫��ʱЧ״̬�¾����������������ʱЧ��ͬ���ؾ��紦Ҳ������ƶ�������丯ʴ�������ʱЧ״̬���ƣ���ͬ���Ǿ������������ִ��Q���࣬�¡���Ҳ���ֻ�������ת�䣬���紦PFZҲ��ԽϿ���Q�������Ӻͦ¡���ļ����������ֻ��������Ĵ�����Si��Cu������ԭ�ӣ���Щ����ԭ�Ӿ��нϸߵĵ�λ�����ǵļ���ֱ�ӵ��ºϽ���帯ʴ��λ�Ľ��ͣ����ԣ���Ȼ��ʱ�����������ȽϿ������ǻ�����PFZ�ĵ�λ���С��PFZ�����ܽ�ĵ绯ѧ������С���Ͻ�Ŀ����丯ʴ�������[20]��
4 ����
1) ��������ʵ������ȷ��6156���Ͻ�����˫������Ϊ(175 ��, 6 h)+(210 ��, 5 h)���ڴ������£��Ͻ�Ŀ���ǿ�ȡ�����ǿ�ȡ��쳤�ʺ͵絼�ʷֱ�Ϊ350.2 MPa��327.1 MPa��12.5%��43.8IACS%��
2) ��˫��ʱЧ��4�������У���һ��ʱЧ�¶Ⱥ�ʱ��ԺϽ������ߵĹ��ײ����ԣ��ڶ���ʱЧ�¶Ⱥ�ʱ���Ǿ����Ͻ����տ���ǿ�ȡ��絼�ʺͿ����丯ʴ���ܵĹؼ����ء�
3) 6156�Ͻ�T6��ʱЧ����������ϸС�����ֲ������丯ʴ�����ء���˫��ʱЧ������������������Q���࣬��������������������֮��ļ�����ʶ����ֲ���PFZ���������ʴ������ǿ��
REFERENCES
[1] FENG C, LIU Z Y, NING A L, ZENG S M. Effect of low temperature aging on microstructure and mechanical properties of super-high strength aluminum alloy[J]. Journal of Central South University of Technology, 2006, 13(5): 461-467.
[2] ��־��, ������, ���ӱ�, ������. Al-Cu-Mg-Ag�Ͻ���������о���չ[J]. �й���ɫ����ѧ��, 2007, 17(12): 1905-1915.
LIU Zhi-yi, LI Yun-tao, LIU Yan-bin, XIA Qin-kun. Development of Al-Cu-Mg-Ag alloys[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(12): 1905-1915.
[3] ������, ��־��, ������, ���ճ�. Er��Al-Cu-Mg-Ag�Ͻ��еĴ�����ʽ������Ȼ�����[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2006, 37(6): 1043-1047.
LI Yun-tao, LIU Zhi-yi, XIA Qing-kun, YU Ri-cheng. Homogenizing process and form of Er in AI-Cu-Mg-Ag alloy[J]. Journal of Central South University: Science and Technology, 2006, 37(6): 1043-1047.
[4] ������, ������, ���˱�, �� ��, ��־��, �� ��, ����. 2124���Ͻ����������ȴ����ƶ�[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2007, 38(3): 386-393.
WANG Chang-zhen, PAN Qing-lin, HE Yun-bin, ZOU Liang, YIN Zhi-min, NIE Bo, HE Zhen-bo. Heat treatment of thick hot-rolled plate of 2124 alloy[J]. Journal of Central South University: Science and Technology, 2007, 38(3): 386-393.
[5] MILLER W S, ZHUANG L, BOTTEMA J, WITTEBROOD A J, SMET P D, HASZLER A, VIEREGGE A. Recent development in aluminium alloys for the automotive industry[J]. Material Science and Engineering A, 2000, 280(3): 37-49.
[6] MASAMI S. A Japanese perspective on the use of aluminum alloys in the automotive sector[J]. Materials Science Forum, 2006, 519/521: 11-14.
[7] ZHANG X H, SU G C, JU C W, WANG W C, YAN W L. Effect of modi?cation treatment on the microstructure and mechanical properties of Al-0.35%Mg-7.0%Si cast alloy[J]. Materials and Design, 2010, 31: 4408-4413.
[8] CAYRON C, BUFFAT P A. Transmission electron microscopy study of the �¡� phase (Al-Mg-Si alloys) and QC phase (Al-Cu-Mg-Si alloys): Ordering mechanism and crystallographic structure[J]. Acta Materialia, 2000, 48(10): 2639-2653.
[9] DIF R, BECHET D, WARNER T, RIBES H. 6056 T78: A corrosion resistant copper-rich 6xxx alloy for aerospace applications[C]//SATO T, KUMAI A, KOBAYASHI T, MURAKAMI Y. Proceedings of the 6th International Conference on Aluminum Alloys(ICAA6). Tokyo: Japan Institute of Light Metals, 1998: 1991-1996.
[10] WILLIAMS J C, STARKE E A. Progress in structural materials for aerospace systems[J]. Acta Materialia, 2003, 51(19): 5775-5799.
[11] EBERL F, MAUSSION J. Monolithic and bi-functional extruded structural element: USA, 2006/0118213[P]. 2006-06-08.
[12] WANHILL R J H, PLATENKAMP D J, HATTENBERG T, BOSCH A F, HAAN P H. Glare teardowns from the MegaLiner Barrel(MLB) fatigue test[C]//BOS M J. Proceedings of the 25th symposium of the International Conference on Aluminum International Committee on Aeronautical Fatigue(ICAF). Berlin: Springer, 2009: 143-168.
[13] LEQUEU P, WARNER T, HARRISON P S, PLATTS G. Advanced metallic wing solutions for future aircraft: an illustration of the power of integrated product teams[C]// AeroMat: 25 Years of Aerospace Evolution: Materials, Design, Manufacturing, Certification. Ohio: AMS International Publications, 2007: 25-28.
[14] VISSERS R, HUIS M A, JANSEN J, ZANDBERGEN H W, MARIOARA C D, ANDERSEN S J. The crystal structure of the �¡� phase in Al-Mg-Si alloys[J]. Acta Materialia, 2007, 55(11): 3815-3823.
[15] YASSAR R S, FIELD D P, WEILAND H. The effect of predeformation on the �¡� and �¡� precipitates and the role of Q�� phase in an Al-Mg-Si alloys: AA6022[J]. Scripta Materialia, 2005, 53(3): 299-303.
[16] ESKIN D G. Decomposition of supersaturated solid solutions in Al-Cu-Mg-Si alloys[J]. Journal of Materials Science, 2003, 38(2): 279-290.
[17] DIF R, BES B, WARNER T, LEQUEU P, RIBES H, LASSINCE P. Recent developments in AA6056 aluminum alloy used for aerospace[C]//Advances in the Metallurgy of Aluminum Alloys. Ohio: AMS International Publications, 2001: 390-397.
[18] BUCHHEIT P G, MORGAN J P, STONER G E. Electrochemical behavior of the T1(Al2CuLi) inter metallic compound and its role in localized corrosion of Al-2%Li-3%Cu alloys[J]. Corrosion, 1994, 50(2): 120-130.
[19] BUCHHEIT P G, WALL F D, STONER G E. Anodic dissolution-based mechanism for the rapid cracking, preexposure phenomenon demonstrated by Al-Li-Cu alloys[J]. Corrosion, 1995, 15(6): 417-428.
[20] TANAKA M, WARNER T. T6 and T78 tempers of AA6056 alloy: A quantitative TEM study[J]. Materials Science Forum, 2000, 331/337: 983-988.
(�༭ ����)
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2005CB623705)
�ո����ڣ�2010-05-13�������ڣ�2011-07-26
ͨ�����ߣ�֣���ԣ����ڣ��绰��0731-88830270��E-mail: s-maloy@csu.edu.cn
