
DOI: 10.11817/j.issn.1672-7207.2015.07.006
7055���Ͻ��Ľ���Ħ������ͷ����֯����ѧ����
��ԥ¤1, 2��֣Ӣ3����ʤ��1, 2, 4��̸��1, 2������1, 2��������1, 2, 4
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083��
2. ���ϴ�ѧ ��ɫ�������Ͽ�ѧ�빤�̽������ص�ʵ���ң����� ��ɳ��410083;
3. ���Ͻ�ְͨҵ����ѧԺ ���繤��ѧԺ������ ��ɳ��410004��
4. ���ϴ�ѧ ��ɫ�����Ƚ��ṹ����������Эͬ�������ģ����� ��ɳ��410083)
ժ Ҫ��
����������������������Ӳ�Ȳ��Եȷ������о�1.8 mm��7055���Ͻ��Ľ���Ħ������ͷ������֯����ѧ���ܡ��о��������������ͷ�Ŀ���ǿ�Ⱥ��쳤�ʷֱ�ԼΪĸ�ĵ�63%��32%����ͷ��Ӳ�����߳�W�Σ�Ӳ�����ֵ������ǰ�����Ȼ�Ӱ�������������������Ȼ�Ӱ�������۲쵽ϸС�����ٽᾧ��֯�����ڿɹ۲쵽�ϴִ�Ħ��ࣻ��Ӱ�����ľ�����֯��ĸ�ĵ����ƣ������ڵĦǡ����ǿ����ֻ���������Щ���������֯������ʾ�˺���ͷӲ�Ⱥ�����ǿ�ȵ��½���ԭ��
�ؼ��ʣ�
����Ħ��������7055���Ͻ�������֯����ѧ������
��ͼ����ţ�TG453 ���ױ�־�룺A ���±�ţ�1672-7207(2015)07-2426-06
Microstructure and mechanical properties of 7055 Al alloy sheet friction stir welded joint
WU Yulong1, 2, ZHENG Ying3, LIU Shengdan1, 2, 4, TAN Qi1, 2, ZHANG Pan1, 2, ZHANG Xinming1, 2, 4
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Key Laboratory of Nonferrous Materials Science and Engineering, Ministry of Education,
Central South University, Changsha 410083, China;
3. Department of Mechanical & Electrical Engineering, Hunan Communication Polytechnic, Changsha 410004, China;
4. Nonferrous Metals Oriental Advanced Structural Materials and Manufacturing Cooperative Innovation Center,
Central South University, Changsha 410083, China)
Abstract: The microstructure and mechanical properties of a friction stir welded joint of 7055 aluminum sheet of 1.8 mm in thickness were investigated by optical microscope, transmission electron microscope, tensile test and hardness test. The results show that the tensile strength and elongation of the joint are about 63% and 32% of that of the base material, respectively. The hardness curve of the joint exhibits a W shape and the minimal hardness value is in the thermo-mechanically affected zone in the advancing side. In the nugget zone and the thermo-mechanically affected zone, fine and equiaxed recrystallized grains can be observed, and some coarse �� phase particles can be observed in the matrix. In the heat affected zone, the grain structure is similar to that in the base material but �ǡ� strengthening precipitates in the matrix are coarser. According to these microstructural characteristics, the reason for lower hardness and tensile strength is revealed.
Key words: friction stir welding; 7055 aluminum alloy; microstructure; mechanical properties
7000ϵ���Ͻ����ǿ�ȸߡ��ܶȵ͵��ص㣬�㷺������������Ľṹ���ϡ������ۺ���������Щ�Ͻ���к���ʱ�ײ��������ơ�����ȱ�ݣ�����ͷ����ѧ���ܺܵ͡���ˣ���Щ�Ͻ�ͨ������Ϊ�Dz��ɺ��ġ�����Ħ����(FSW) ��һ�ֹ������ӷ������������ۺ�ʱ�׳��ֵ�ϵ��ȱ�ݣ�����ͷ��ѧ���ܸߣ���ʵ��7000ϵ���Ͻ�ĸ��������ӷ�����ж��ص�����[1]�����������ǹ㷺�Ĺ�ע��������ѧ�߶�һЩ����7000ϵ���Ͻ����Ħ�����Ӻ������֯�����ܵȿ�չ�˴����о�������������Ҫ������7050��7075�����Ͻ�[2-6]���ڳ���ǿ7055���Ͻ��棬��������[7-8]��������β��ϵĽ���Ħ�����ӿ�չ��һЩ������������ұ���Ʊ����ϵĽ���Ħ��������δ��������7055���Ͻ���ʱЧ����г���ǿ�ȣ�������������ͷɻ��Ļ��������������ذ�����[9]�����ںϽ̶ȸߣ�����ʱ�ᾧ��Χ���������γ������ƣ������ۺ��������Խ��к��ӡ��������߶�����ұ���Ʊ���7055���Ͻ���н���Ħ�����ӣ��о�����ͷ����ѧ���ܺ�����֯���Ա����ӶԳ���ǿ7000ϵ���Ͻ����Ħ�������˽����ʶ��
1 ʵ������뷽��
ʵ����ϲ���1.8 mm���ʱЧ̬7055���Ͻ��ģ�����ѧ�������1��ʾ������Ħ������ʱ����Բ���ν����룬ֱ��Ϊ2 mm������Ϊ1.7 mm�����ֱ��Ϊ8 mm�����ӹ�����ѹ����ԼΪ0.1 mm����б��Ϊ1.5�㣬��ת�ٶ�Ϊ1 500 r/min�������ٶ�Ϊ80 mm/min�����ӷ���ֱ�ڰ�ĵ����Ʒ���ĺ�����ڿ�������Ȼ��ȴ��ͼ1��ʾΪ����ʾ��ͼ��
�ں���İ������ȡ�������Ժ���ͷ��Ӳ�ȼ������������ܣ���������ͬλ�õ�����֯������HV-10B��Ӳ�ȼƲⶨӲ�ȣ����Ŵ�ֱ���췽��ÿ��0.5 mm����1���㡣����GB/T 228��2002���ش�ֱ�ں��췽����ȡ��������������MTS810����������ϲ��������������ܡ�������Ʒ����ĥ��ϸĥ�������Graff Sargent�Լ�(1 mL HF+16 mL HNO3+3gCRO3+83 mL H2O) ��ʴ��Ȼ����MX3000��ѧ�����Ϲ۲쾧����֯�����⣬�Ʊ�������Tecnai G2 20 ����羵(TEM)�Ϲ۲캸�첻ͬ���������֯�����ٵ�ѹΪ200 kV���羵��Ʒ��Ԥĥ��Լ0.08 mm���ֱ��3 mm��Ƭ��Ȼ����80% CH3OH+20% HNO3 (�������)��Һ�н���˫�����������Һ����ȴ���¶ȿ�����-20 �����¡�
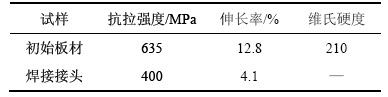
��1 7055���Ͻ��ʼ��ļ����ӽ�ͷ����ѧ����
Table 1 Mechanical properties of 7055 aluminum alloy sheet
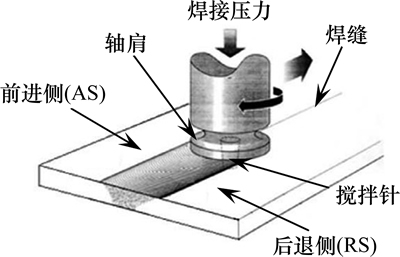
ͼ1 ����Ħ������ԭ��ʾ��ͼ
Fig. 1 Schematic diagram of FSW process
2 ����ͷ���
2.1 ����ͷ��ѧ����
ͼ2��ʾΪ����ͷӲ�ȷֲ������������Ӳ�����߳�W�Σ������Ҳ���ȫ�Գơ�ĸ����(BM)Ӳ����ߣ�����Ӱ����(HAZ)���Ȼ�Ӱ����(TMAZ)��Ӳ�Ȳ����½������Ȼ�Ӱ���������������ֵ����������(NZ)Ӳ�������ߡ���������ά��Ӳ�ȷֲ��ȽϾ��ȣ���145 ���ң�ԼΪĸ�ĵ�69%��ǰ����(AS)��ά��Ӳ�����ֵԼΪ112��Ϊĸ�ĵ�52%�����˲�(RS)��ά��Ӳ�����ֵ�Ըߣ�ԼΪ115��Ϊĸ�ĵ�55%��
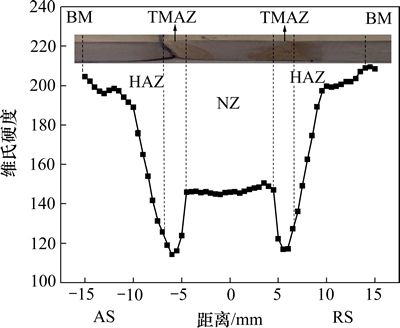
ͼ2 ����ͷӲ�ȷֲ�
Fig. 2 Hardness profiles of joint
��1��ʾΪ����ͷ���������ܡ��ɱ�1��֪�����ʼ�����ȣ�����ͷ���������������½�������ǿ�ȴ�635 MPa����400 MPa���쳤�ʴ�12.8%����4.1%������ͷ�Ŀ���ǿ��ԼΪĸ�ĵ�63%���쳤��ԼΪ32%������ͷ����������ĸ�����������Ķ����������췽��45�㣬���Թ۲쵽���Եľ�����������������ʱ�Ķ���λ�þ�������ǰ�����Ȼ�Ӱ����������Ŷ�Ӧ��ͼ2��Ӳ�����ֵ��λ�ã�˵����λ���Ǻ���ͷ����ĵط���
2.2 ����ͷ��֯����
ͼ3�����˺���ͷ��������ò����ͼ3��֪������ͷ��״�ʡ�V���Σ����Դ�ű��ϳ����������Ȼ�Ӱ��������Ӱ�����������������зǶԳƵ�ͬ��Բ������Ϊ����л���[10]��ǰ����(AS)�ͺ��˲�(RS)����ò�нϴ�IJ��죬����Ӱ�����ͺ������ķֽ��߲�ͬ����ǰ���࣬���ַֽ��߽����ԣ��ʻ��Σ���ͼ3��ʾ��˵���Ȼ�Ӱ�����ķ�Χ�ϴ��ں��˲�2������Ĺ��ɺ�ģ����ͨ����Ϊ����ʱ������ϵ���������״̬��ͬ���������ֲ���[1]��Ϊ�˶Ժ���ͷ��֯��ȫ����˽⣬�Բ�ͬ��������˷����������ͼ4~7��ʾ��
��Ӱ��������֯�ں��ӹ�����û���ܵ�����ͷ�Ľ������ã����������Σ�ֻ�ܵ���ѭ�����ã������¶ȵ��ڹ����¶ȡ���ˣ����������֯�ڽ��������¹۲�ʱ��ĸ�ĵĻ�����û�в�𣬵��͵���Ƭ��ͼ4��ʾ��ͼ4�а�ɫ�������ٽᾧ��������ɫ(�����ɫ)������δ�ٽᾧ�����������������Ǿ������Ǻ�Zr7000ϵ���Ͻ�dz����͵Ĺ���ʱЧ̬��֯[11]��������������Zr�����ɵ�Al3Zr��ɢ���ӿ���ǿ�ҵ������ٽᾧ�;������������[12]���Ӷ�ʹ��Ӱ�����ľ�����֯�����������仯�����⣬���ɹ۲쵽һЩ��ɫ�ĵڶ������ӣ��ֲ��ڰ�ɫ���ٽᾧ����֮�У���ͼ4�еļ�ͷ��ʾ���������о�����[13]������Al7Cu2Fe�������S(Al2CuMg)�࣬�ڹ���ʱ�����Ӽ����κ˵����ã���ʹ�ٽᾧ�ķ�����
�Ȼ�Ӱ��������֯�ں���ʱ�����ܵ���е�������ã����ܵ���ѭ�������á������ڽ�������Χ�������к���������������Ť���������飬�ɹ۲쵽�ʻ��ηֲ���ϸС���ᾧ����֯����ͼ5(a)��ʾ������ǰ�����Ϊ���ԡ��ں��˲���Ȼ�Ӱ�����۲쵽��Ҳ��ϸС�ĵ���״������֯����ͼ5(b)��ʾ��ǰ�����Ȼ�Ӱ�����ľ���ƽ������ԼΪ12 ��m�����˲�ľ�����С��ԼΪ10 ��m��
����������֯�����˽���ͷ��ǿ�һ�е���������ѭ�����ö������˶�̬�ٽᾧ���γ�ϸС�ĵ��ᾧ��������ͬλ�õ���֯����Щ�����ͼ6��ʾ��Ϊ�˶�������������֯��ÿ������Դ��200�������ijߴ�����˲��Լ���ƽ��ֵ���������ϲ��ľ����ȽϾ��ȣ�ƽ������ԼΪ5 ��m����ͼ6(a)��ʾ�������������������ȣ��ߴ���Ƚϴ�ľ�����10 ��m��С��Լ2 ��m��ƽ������Լ6 ��m����ͼ6(b)��ʾ��

ͼ3 ����ͷ��������ò
Fig. 3 Morphology of welded joint
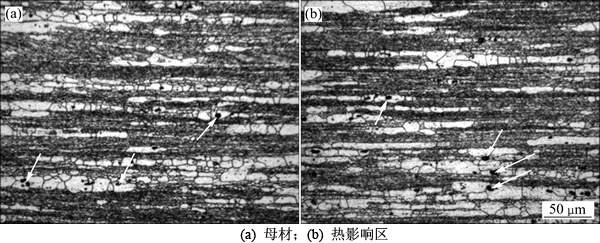
ͼ4 ĸ������Ӱ�����Ľ�����Ƭ
Fig. 4 Optical micrographs of base metal and heat affected zone
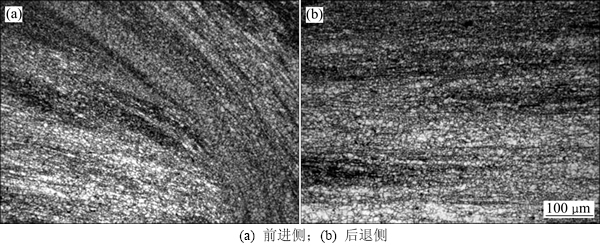
ͼ5 �Ȼ�Ӱ����������Ƭ
Fig. 5 Optical micrographs of thermal-mechanical affected zone
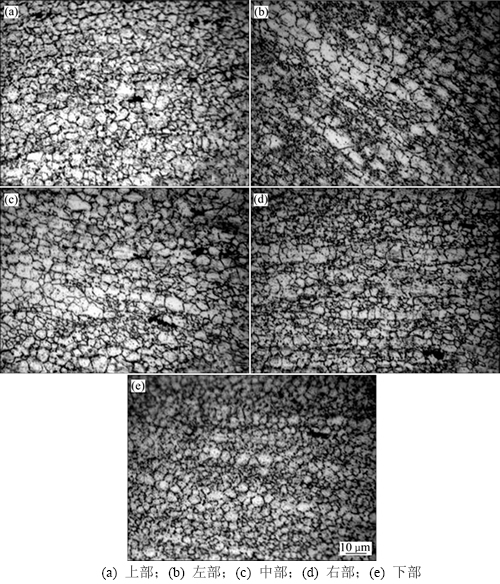
ͼ6 ��������ͬ����Ľ�����Ƭ
Fig. 6 Optical micrographs of weld nugget zone
�������в������ƺ�����һЩ���ߴ���Ҳ�ϴ�С�ľ�������Ϊ3 ��m���ң���ľ��������ɴ�6~12 ��m��ƽ������ԼΪ5 ��m����ͼ6(c)��ʾ���������Ҳ��͵ײ��ľ������������Ӿ��ȣ�ƽ�������ֱ�Ϊ5 ��m��4 ��m���ߴ������ԣ���ͼ6(d)��6(e)��ʾ��
7055���Ͻ���ʱЧǿ���Ͻ���Ӳ�Ⱥ�ǿ����Ҫ�����ڻ����еij���ǿ����״̬����ˣ�����TEM�Ժ���ͷ��ͬ������֯�����˹۲죬���͵Ľ����ͼ7��ʾ����ͼ7(a)��֪��ĸ�Ļ����зֲ��Ÿ��ܶȵ�ϸС����ǿ���࣬������Ϊ5 nm���ң���Ӧ�� ѡ�����仨����ʾ��Щǿ������Ҫ�����ȵĦǡ��ࡣ��ЩϸС�Ħǡ������Ч���谭λ�����˶���ǿ�����壬���ĸ�ľ��иߵ�ǿ�Ⱥ�Ӳ�ȣ����1��ʾ�����⣬��ͼ7���ܹ۲쵽����״��Al3Zr��ɢ���ӣ�����ԼΪ30 nm�����������ٽᾧ������[12]����ͼ7(b)��֪����ĸ����ȣ���Ӱ�����г���ǿ������˴ֻ���������Ϊ15~25 nm����Ӧ��
ѡ�����仨����ʾ��Щǿ������Ҫ�����ȵĦǡ��ࡣ��ЩϸС�Ħǡ������Ч���谭λ�����˶���ǿ�����壬���ĸ�ľ��иߵ�ǿ�Ⱥ�Ӳ�ȣ����1��ʾ�����⣬��ͼ7���ܹ۲쵽����״��Al3Zr��ɢ���ӣ�����ԼΪ30 nm�����������ٽᾧ������[12]����ͼ7(b)��֪����ĸ����ȣ���Ӱ�����г���ǿ������˴ֻ���������Ϊ15~25 nm����Ӧ�� ѡ�����仨����������Щ����ǿ������Ҫ�Ǧǡ��༰�����Ħ��ࡣ��Ȼ�������ں��ӹ����е���ѭ�����������˦ǡ������һЩת��ɦ��ࡣ����ǿ����Ĵֻ���Ȼ����ǿ��Ч������ˣ���Ӱ������Ӳ�ȱ�Ȼ����ĸ�ģ������뺸����Խ����λ���¶�Խ�ߣ��ǡ���ֻ�Խ���أ�Ӳ�Ȼ�ϵؽ��ͣ�����γ���ͼ1��ʾ��Ӳ�ȷֲ���ͼ7(c)��ʾΪ�Ȼ�Ӱ������TEM��Ƭ����ĸ�ĺ���Ӱ�������Բ�ͬ���ǣ����ڹ۲쵽�����ִ�İ�״�������ӣ�������ӳ��Ƚ�200 nm����7000ϵ���Ͻ��У�����ʱ�Ȼ�Ӱ�������¶Ƚϸߣ����´ֵij���ǿ�������[14]��7055���Ͻ��������Ըߣ��ں���Ŀ�������м��������ִ�Ħ��ࡣ��Щ���ӳߴ�̫��ǿ��Ч����������ˣ��������Ӳ�Ⱥܵͣ���ͼ1��ʾ��ͼ7(d)��ʾΪ��������TEM��Ƭ�������ܿ������������ϴ�Ħ��࣬����С��Ϊ20 nm���ң�������Ŀɴ�100 nm�����Ȼ�Ӱ�����Ħ������Ը�С��7000ϵ���Ͻ����ں���ʱ���¶ȿɴﵽ�����¶�[15]����ʼ�Ħǡ����ǿ������ȫ����������õ������壬�ں�������ȴ�����й����巢���ֽ⣬������������ࡣ����ͨ������һЩ������λ�ã�����ɢ���Ӵ������γɡ�ͼ7(d)�к�ɫ��Al3Zr��ɢ���Ӻͦ�����ϵ��һ��֤ʵ����һ�㡣���Ȼ�Ӱ������ȣ��������Ħ������Ӹ�С��������ϸ�����Ӳ�ȸ��ߡ�
ѡ�����仨����������Щ����ǿ������Ҫ�Ǧǡ��༰�����Ħ��ࡣ��Ȼ�������ں��ӹ����е���ѭ�����������˦ǡ������һЩת��ɦ��ࡣ����ǿ����Ĵֻ���Ȼ����ǿ��Ч������ˣ���Ӱ������Ӳ�ȱ�Ȼ����ĸ�ģ������뺸����Խ����λ���¶�Խ�ߣ��ǡ���ֻ�Խ���أ�Ӳ�Ȼ�ϵؽ��ͣ�����γ���ͼ1��ʾ��Ӳ�ȷֲ���ͼ7(c)��ʾΪ�Ȼ�Ӱ������TEM��Ƭ����ĸ�ĺ���Ӱ�������Բ�ͬ���ǣ����ڹ۲쵽�����ִ�İ�״�������ӣ�������ӳ��Ƚ�200 nm����7000ϵ���Ͻ��У�����ʱ�Ȼ�Ӱ�������¶Ƚϸߣ����´ֵij���ǿ�������[14]��7055���Ͻ��������Ըߣ��ں���Ŀ�������м��������ִ�Ħ��ࡣ��Щ���ӳߴ�̫��ǿ��Ч����������ˣ��������Ӳ�Ⱥܵͣ���ͼ1��ʾ��ͼ7(d)��ʾΪ��������TEM��Ƭ�������ܿ������������ϴ�Ħ��࣬����С��Ϊ20 nm���ң�������Ŀɴ�100 nm�����Ȼ�Ӱ�����Ħ������Ը�С��7000ϵ���Ͻ����ں���ʱ���¶ȿɴﵽ�����¶�[15]����ʼ�Ħǡ����ǿ������ȫ����������õ������壬�ں�������ȴ�����й����巢���ֽ⣬������������ࡣ����ͨ������һЩ������λ�ã�����ɢ���Ӵ������γɡ�ͼ7(d)�к�ɫ��Al3Zr��ɢ���Ӻͦ�����ϵ��һ��֤ʵ����һ�㡣���Ȼ�Ӱ������ȣ��������Ħ������Ӹ�С��������ϸ�����Ӳ�ȸ��ߡ�
�����ϵĽ����Ϊ������ͷ�л������ǿ����Ĵֻ����ܽ⣬��������ȴʱ�ִ�����������������Ӱ�������Ȼ�Ӱ�����ͺ������ر����Ȼ�Ӱ������Ӳ�ȴ�����ĸ�ĵ�Ӳ�ȣ�����ǿ���½������ǣ�ͨ������֯����Ч�ص���������7055���Ͻ�ͷ����ѧ��������ȫ���ܵģ����纸�������ȴ���Ʀ���������ѡ������ĺ��ӹ��ղ������٦ǡ���ֻ��Լ�ͨ��������ȴ�����������GP����ǡ���[14]���д��ڿ�չ��һ���о���
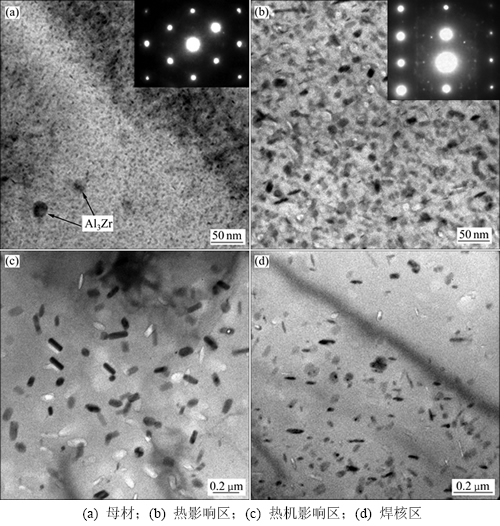
ͼ7 ����ͷ��ͬ�������羵��Ƭ
Fig. 7 TEM micrographs of different zones in joint
3 ����
1) ��ת��Ϊ1 500 r/min������Ϊ80 mm/min�����£�7055���Ͻ��ĺ���ͷ�Ŀ���ǿ��Ϊ400 MPa��Ϊĸ�ĵ�63%���쳤��Ϊ4.1%��Ϊĸ�ĵ�32%������ͷ����Ӳ�����߳�W�Σ�Ӳ�����ֵ������ǰ�����Ȼ�Ӱ���������������Ķ���λ��Ҳ�ڸ�����
2) ���������Ȼ�Ӱ�������۲쵽ϸС�����ٽᾧ��֯�����ڿɹ۲쵽�ϴִ�Ħ��ࡣ������������ƽ��������5 ��m���ң��Ȼ�Ӱ�����ľ���Ϊ10~12 ��m�����������ڦ����ϸС����ˣ���������Ӳ�ȸ����Ȼ�Ӱ������Ӳ�ȡ���Ӱ�����ľ�����֯��ĸ�ĵ����ƣ������ڵĦǡ����ǿ����ֻ������Ӳ�ȵ���ĸ�ġ�
3) ����ʱ����ͷ����Ħǡ����ǿ����Ĵֻ������ܣ�������ȴʱ�����˴ִ�Ħ��࣬�Ǻ���ͷӲ�Ⱥ�����ǿ���½�����Ҫԭ��
�ο����ף�
[1] ������, ���ܻ�. ���Ͻ�Ľ���Ħ������[M]. ����: �й��������, 2010: 121, 241.
WANG Guoqing, ZHAO Yanhua. Friction stir welding of aluminum alloy[M]. Beijing: China Astronautic Publishing House, 2010: 121, 241.
[2] Fuller C B, Mahoneya M W, Calabresea M, et al. Evolution of microstructure and mechanical properties in naturally aged 7050 and 7075 Al friction stir welds[J]. Materials Science and Engineering A, 2010, 527(9): 2233-2240.
[3] Canaday C T, Moore M A, Tang W, et al. Through thickness property variations in a thick plate AA7050 friction stir welded joint[J]. Materials Science and Engineering A, 2013, 559: 678-682.
[4] �ν���, �����, ��ʢ��, ��. �����ٶȶ�7075���Ͻ����Ħ������ͷǿ�Ⱥ�����֯��Ӱ��[J]. �ȼӹ�����, 2011, 40(21): 114-116.
HE Jianjun, LI Yubin, LI Shenghe, et al. Effect of welding speed on microstructure and mechanical properties of welded joint of high-strength aluminum alloy by friction stir welding[J]. Hot Working Technology, 2011, 40(21): 114-116.
[5] ��ϣ��, ���ƻ. 7075���Ͻ����Ħ������ͷ��֯������[J]. ����Ϲ���, 2008, 38(6) : 77-80.
WANG Xijin, SUN Guiping. Microstructure and properties of friction stir welding joints for 7075 aluminum alloy[J]. Aerospace Materials &Technology, 2008, 38(6): 77-80.
[6] �ųɴ�, ������, �վ�, ��. 7050 ���Ͻ����Ħ������̬�ٽᾧ��֯Ӱ������[J]. ����ѧ��, 2012, 33(8): 89-92.
ZHANG Chengcong, CHANG Baohua, TAO Jun, et al. Influence factors of dynamic recrystallization of 7050 aluminium alloy friction stir weld[J]. Transactions of the China Welding Institution, 2012, 33(8): 89-92.
[7] ������, ������, ʩ�ֲ�, ��. �������7055���Ͻ����Ħ�����ĺ�����֯����ѧ����[J]. ��ĩұ����Ͽ�ѧ�빤��, 2011, 16(4): 547-552.
XU Junhua, ZHAO Lijun, SHI Linbo, et al. Microstructure and mechanical properties of joints of friction stir welding 7055 Al alloys by spray formation[J]. Materials Science and Engineering of Powder Metallurgy, 2011, 16(4): 547-552.
[8] ���, ����, ʷ��. �������7055���Ͻ�FSW������������[J]. ����ѧ��, 2012, 33(6): 51-54.
YAN Keng, LIU Jun, SHI Chao. Study on process and property of FSW of spray formed 7055 aluminum alloy[J]. Transactions of the China Welding Institution, 2012, 33(6): 51-54.
[9] Williams J C, Starke E A Jr. Progress in structural materials for aerospace systems[J]. Acta Materialia, 2003, 51(19): 5775-5779.
[10] ��ϣ��, �ﳯ��, �, ��. ����Ħ�������е���л��γɷ���[J]. �й���ɫ����ѧ��, 2006, 16(10): 1672-1677.
WANG Xijing, DA Chaobing, LI Jing, et al. Analysis of formation of onion rings in friction stir welding[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(10): 1672-1677.
[11] ������, ��ʤ��, ����, ��. ������ʺ�ﯺ�����7055�����Ͻ丯ʴ��Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2007, 38(2): 181-185.
ZHANG Xinming, LIU Shengdan, LIU Ying, et al. Influence of quench rate and zirconium content on intergranular corrosion of 7055 type aluminum alloy[J]. Journal of Central South University (Science of Technology), 2007, 38(2): 181-185.
[12] LIU Shengdan, ZHANG Xinming, CHEN Mingan. Effect of zirconium content on quench sensitivity of AlZnMgCu alloys[J]. Transactions of Nonferrous Metals Society of China, 2007, 17(4): 787-792.
[13] Liu S D, Yuan Y B, Li C B, et al. Influence of cooling rate after homogenization on microstructure and mechanical properties of aluminum alloy 7050[J]. Metals and Materials International, 2012, 18(4): 679-683.
[14] Sullivan A, Robson J D. Microstructural properties of friction stir welded and post-weld heat-treated 7449 aluminium alloy thick plate[J]. Materials Science and Engineering A, 2008, 478(1/2): 351-360.
[15] Jata K V, Sankaran K K, Ruschau J J. Friction-stir welding effects on microstructure and fatigue of aluminum alloy 7050-T7451[J]. Metallurgical and Materials Transactions A: Physical Metallurgy and Materials Science, 2000, 31(9): 2181-2192.
(�༭ ����ƽ)
�ո����ڣ�2014-07-02�������ڣ�2014-10-09
������Ŀ(Foundation item)�����ҹ��ʿƼ�����ר��(2013DFG51890)�����ϴ�ѧ��������Ӣ�ƻ�����Ŀ(2012��) (Project(2013DFG51890) supported by the Ministry of Science and Technology of China; Project(2012) supported by Shenghua Yu Ying Project in Central South University)
ͨ�����ߣ���ʤ������ʿ�������ڣ����¸�ǿ���Ͻ��Ʊ�����֯�������о���E-mail: lsd_csu@csu.edu.cn
ժҪ�����ù�ѧ��������������������������Ӳ�Ȳ��Եȷ������о�1.8 mm��7055���Ͻ��Ľ���Ħ������ͷ������֯����ѧ���ܡ��о��������������ͷ�Ŀ���ǿ�Ⱥ��쳤�ʷֱ�ԼΪĸ�ĵ�63%��32%����ͷ��Ӳ�����߳�W�Σ�Ӳ�����ֵ������ǰ�����Ȼ�Ӱ�������������������Ȼ�Ӱ�������۲쵽ϸС�����ٽᾧ��֯�����ڿɹ۲쵽�ϴִ�Ħ��ࣻ��Ӱ�����ľ�����֯��ĸ�ĵ����ƣ������ڵĦǡ����ǿ����ֻ���������Щ���������֯������ʾ�˺���ͷӲ�Ⱥ�����ǿ�ȵ��½���ԭ��
[1] ������, ���ܻ�. ���Ͻ�Ľ���Ħ������[M]. ����: �й��������, 2010: 121, 241.
[5] ��ϣ��, ���ƻ. 7075���Ͻ����Ħ������ͷ��֯������[J]. ����Ϲ���, 2008, 38(6) : 77-80.
[6] �ųɴ�, ������, �վ�, ��. 7050 ���Ͻ����Ħ������̬�ٽᾧ��֯Ӱ������[J]. ����ѧ��, 2012, 33(8): 89-92.
[8] ���, ����, ʷ��. �������7055���Ͻ�FSW������������[J]. ����ѧ��, 2012, 33(6): 51-54.
[10] ��ϣ��, �ﳯ��, �, ��. ����Ħ�������е���л��γɷ���[J]. �й���ɫ����ѧ��, 2006, 16(10): 1672-1677.
