
DOI��10.19476/j.ysxb.1004.0609.2018.06.22
���¼���һ����������������
�ž���������컪����ѧ�棬��Ӣ
(���ϴ�ѧ ұ���뻷��ѧԺ ��ɳ 410083)
ժ Ҫ��
���õ��¼���һ����������������������Ǧ�Ͻ𣬲����ļ���پ�ˮ����ú������ࡢ����Һ�������˼����ȡ������ȡ�̼�ۼ������������¶ȡ�����ʱ��������ࡢ��������Լ�Ǧ��������ʵ�Ӱ�졣����������������̵��Ż�����Ϊ��������0.6��������0.4�������¶�600 �棬����ʱ��6 h��̼�ۼ�����Ϊ20%���ڴ��Ż������£������ࡢ������ʷֱ�Ϊ85.95%��93.06%��98.62%��Ǧ���鱻��ԭΪ���ʲ���������γɹ�Ǧ�Ͻ𣬻����ʷֱ�Ϊ93.17%��99.99%�����������̶̡��Լ������٣�ʵ���˷��������м۽����ĸ�Ч�������븻����
�ؼ��ʣ�
������������������������������������
���±�ţ�1004-0609(2018)-06-1260-08���� ��ͼ����ţ�TF111���� ���ױ�־�룺A
������(SSR)��ͭ��Ǧ�������ྭ���ֽ𡢷�����һϵ�й����õ��ijɷָ��ӵIJ���[1-3]������ԼΪ�������50%�����зḻ���м۽���������Ǧ�������ࡢ���Լ��������ٵȹ���������кܸߵĻ��ռ�ֵ����ˣ��о���Ч�����������ܺĵ��ۺϻ��շ��������м۽����ķ������б�Ҫ[4-5]��
Ŀǰ���������Ĵ��������л��ա�ʪ�������Լ���ʪ�����ա����������ǽ�����������ͭ�������̣���һ���������еĹ�������ù��մ�����㣬��û�п��������ࡢ�ڵĻ����Լ�����Ⱦ������������ʵ�[6]��ȫʪ�����չ���һ���Ǹ��ݸ����������ʵIJ��죬�����ǽ��з��룬�ù����ܺĵ͡��豸�����Դ��ڹ������̳�����ˮ��������ԭ����Ӧ�Բ������[7-9]����ʪ�����չ����ǻ�����ʪ���������ϣ�ͨ�����̽��������е�Ǧ��ԭ��������������γɹ�Ǧ�Ͻ𣬽�������Ǧ��������پ���ʪ�����̽����̵õ����������������ࡢ�ڷֱ���л���[10]��
���¼���������һ���Լ�������Ϊ���ʵİ�ʪ������[11]���ڵ��ڴ�ͳ��ұ���ұ���¶��½���[12]�����컪��[13]����NaOH-Na2S������ϵ�����˷����������������̽������о��������˲�ͬ���������Խ���Ԫ���ࡢ������ķ����Լ�Ǧ���顢��������Ч����Ӱ�졣����ͨ�����¼�������-ˮ�����Ĺ��գ�ʵ����������ĸ�Ч���룬ͬʱ����������ת��Ϊ�����̬������ʽ��Ȼ����÷ֲ���ѧ�����͵��¼����������Ǧ�Ʊ��������������ϡ������ƺ�Ǧ�Ͻ�ʵ����ͭ��������������м۽����ĸ�Ч���븻�����ù��������¶ȵ͡���Ⱦ�١������������ʸߣ�������һ�ε��¼����������ѹ��ˡ��������̽ϳ����Լ�����������⡣
����������Ըù����д��ڵ����⣬��ǰ���о��Ļ����ϣ�����˷��������¼���һ���������ա��¹��������������м���̼����Ϊ��ԭ������400~600 ���NaOH-Na2S������ϵ�н���һ����ԭ����������һ������-ˮ�������գ��������е������ࡢ���γɿ����Ե������ơ���������ơ������Ƶȿ������Σ���Ǧ������ԭ�γɹ�Ǧ�Ͻ���Ч�ز��������ȹ���������о���ͨ��������������¼���һ�����������еĸ����ղ����������ࡢ������ʼ�Ǧ��������ʵ�Ӱ�죬�õ������Ż�������Ϊ��ҵ��ʵ���ṩ���ݡ�
1 ʵ��
1.1 ʵ��ԭ�ϼ�װ��
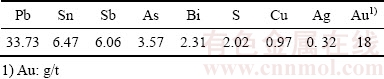
ʵ������ԭ��Ϊ��ұ��˾ͭ�����ྭ��������-�����ͭ-�Ȼ��ֽ�-���������������̺�����ķ��������仯ѧ�ɷ����1���С��ӱ�1���Կ�����������������������ߵ���Ǧ������������ࡢ�顢�顣�Է������ֱ���л�ѧ����(XRD)������ò(SEM)��������ͼ1��2��ʾ����ͼ1��2�ɼ����������н���Ԫ�ؽᾧ��̬����������̬���ӣ����У�Ǧ������Ҫ��Pb5(AsO4)3Cl��ʽ���ڣ�����Ҫ�Զ��������Pb5Sb6S14��ʽ���ڣ��顢���ֱ���Ҫ��Bi2O3��SnO2��ʽ���ڡ�ʵ�����õ�NaOH��Na2SΪ��������̼��Ϊ��ҵ������ɷ����2���С�
��1 �������Ļ�ѧ�ɷ�
Table 1 Chemical composition of SSR (mass fraction, %)
��2 ̼�۵Ļ�ѧ���
Table 2 Chemical composition of coke powders (mass fraction, %)


ͼ1 ��������XRD��
Fig. 1 XRD pattern of SSR

ͼ2 ��������SEM��
Fig. 2 SEM image of SSR
ʵ��װ����Ҫ����SRJX��ʽ��¯��DF-101S�ͼ���ʽ���´�����������SHZ-D(lll)ѭ��ˮʽ��ձú�GZX-9140MBE���ȹķ������ȡ�
1.2 ʵ��ԭ��
���������У�ֻ���ۼ�NaOH����ʱ���������е�Pb5(AsO4)3Cl������NaOH��600�水��(1)��Ӧ��������ˮ��Na2PbO2��������ˮ��Na3AsO4�����������鼸����ȫ������Һ����Ǧ���ֽ�����Bi2O3������NaOH����(2)��Ӧ����Na3BiO3����Na3BiO3�ڽ�������������ˮ������Bi(OH)3��������������У�SnO2��NaOHͨ����Ӧʽ(3)��������������ˮ��Na2SnO3[14-16]����������������K����������Sb2O3���練Ӧ(7)��ʾ��Sb2O3��NaOHͨ����Ӧʽ(8)���ɲ�����ϡ���Na3SbO3[17]��
Pb5(AsO4)3Cl+12NaOH=5Na2PbO2+3Na3AsO4+NaCl+10H2O(g) (1)
Bi2O3+6NaOH=2Na3BiO3+3H2O(g) (2)
SnO2+2NaOH=Na2SnO3+H2O(g) (3)
2Sb2S3+9O2=2Sb2O3+6SO2 (4)
Sb2O3+NaOH=Na3SbO3+3H2O(g) (5)
Ϊʹ�������е��ྭ���¼���һ������-ˮ�������ս������Һ����Ǧ����룬�����������м���Na2S��9H2O��ʹ�����������������������ڼ��������[18-20]�����������м���Na2S��9H2O�������е�Pb5(AsO4)3Cl������NaOH��Na2S���շ�Ӧʽ(6)������Ӧ������������ˮ��PbS��Bi2O3��Na2S���շ�Ӧʽ(7)����������ˮ��Bi2S3��Sb2O3��Na2Sͨ����Ӧʽ(8)��������������ˮ��Na3SbS3����������������SnS2���ڵ������շ�Ӧʽ(9)������Ӧ������������ˮ��Na4SnS4��
Pb5(AsO4)3Cl+5Na2S=3Na3AsO4+NaCl+5PbS (6)
Bi2O3+3Na2S+3H2O=Bi2S3+6NaOH (7)
2Sb2O3+6Na2S+3H2O=2Na3SbS3+6NaOH (8)
SnS2+2Na2S=2Na4SnS4 (9)
Ϊ��ͨ�����¼���һ������-ˮ��������ʵ��Ǧ��Ļ�ԭ���Ǧ��Ͻ������������м���̼�ۣ�Pb5(AsO4)3Cl��NaOH�����б�̼�ۻ�ԭΪ����Ǧ��Bi2O3����ԭΪ�鵥�ʣ��練Ӧʽ(10)��(11)Ǧ���γɹ�Ǧ�Ͻ����������������̼�۵ļ��룬���������е���Ҳ�����ٲ��ַ�����ԭ�������練Ӧʽ(12)~ (14)��ʾ��Ӧ��
2Pb5(AsO4)3Cl+20NaOH+5C=10Pb+6Na3AsO4+2NaCl+10H2O+5CO2 (10)
2Bi2O3+3C=4Bi+3CO2(g) (11)
Sb2O3+3C=2Sb+3CO (12)
Sb2O3+CO=2Sb+3CO2 (13)
C+CO2=2CO (14)
1.3 ʵ�����̼���������
��ȡ50 g������������һ������NaOH��NaS��9H2O��ĥϸ���̼�ۣ�������ʽ����¯�С��������趨�¶�����һ��ʱ�䣬ȡ���������������������ˮ�㼱�併�£�������ָ������º�ȡ�����������ڹ̶������¶�80 �桢����ʱ��90 min��Һ�̱�7:1�ͽ����ٶ�300 r/min�����¼�ˮ�������õ�����Һ�ͽ���������������ɸ�ֵõ���Ǧ���ֱ������ȡ��������ʵ���������ͼ��ͼ3��ʾ��
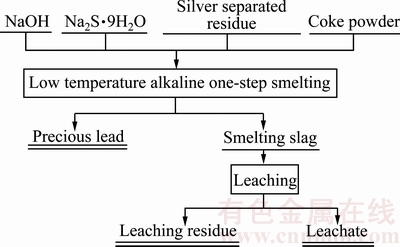
ͼ3 ���������¼���һ����������
Fig. 3 Principle flow sheet of silver separated residue low temperature alkaline one-step smelting
���������и������Ľ�����Ϊ

ʽ�У�RΪ��Ԫ�صĽ����ʣ�%�� Ϊ��Һ�н���������Ũ�ȣ�g/L��VΪ����Һ�������L��m1Ϊ��������������g��w1Ϊ�������и�Ԫ�ص�����������%��
Ϊ��Һ�н���������Ũ�ȣ�g/L��VΪ����Һ�������L��m1Ϊ��������������g��w1Ϊ�������и�Ԫ�ص�����������%��
��Ǧ��Ǧ��Ļ�����Ϊ
ʽ�У�m2Ϊ��Ǧ��������g��w2Ϊ��Ǧ�и�Ԫ�ص�����������%��
��������Baird��˾������PS-6����͵����ϵ�������ԭ�ӷ��������(ICP-AES)��������Һ��Ǧ�������ࡢ�顢�顢������ĺ����������ձ���ѧ������3014Z��X�����������(XRD)�ⶨ�������ͽ����������༰����ṹ�����������õ¹�PW-1404��Xӫ���ȼ�(XRF)�����������ͽ������и�Ԫ�غ�����
2 ���������
2.1 �����ȵ�Ӱ��(δ��������)
�������¶�Ϊ600 �桢����ʱ��Ϊ6 h�������£����첻ͬ�����ȶԵ��¼���һ������-ˮ�������ո����������ʵ�Ӱ�죬������ͼ4��ʾ��

ͼ4 �����ȶԸ����������ʵ�Ӱ��
Fig. 4 Effect of mass ratio of NaOH to SSR on leaching rate of metals
ͼ4��ʾΪ��ͬ�����ȶԷ������и����������ʵ�Ӱ�졣��ͼ4�п��Կ����������ȶԷ�����������Ǧ������Ӱ��Ƚϴ������ȴ�0.4���ӵ�0.8ʱ���������ʴ�35.76%Ѹ�����ӵ�80.42%�������������ӵ�1.0ʱ�������������ӱȽϻ��������ӵ�85.63%��������С��0.8ʱ��Ǧ���������Ӽ�Ϊ�������������ȴ���0.8ʱ��Ǧ�����ʴ�4.88%Ѹ�����ӵ�28.43%�������������ż�ȵ����ӣ����������е�Na2PbO2���ܽ�����ӡ���ֻ��NaOH�ۼ������������У��������ᆳˮ������������ʾ�����96%��������ȫ���������ࡢ������ʼ���Ϊ0��������������������������ת��Ϊ������ˮ��Na3AsO4������ת��Ϊ������ˮ��Na3SbO3���龭��������Na3BiO3��Na3BiO3����ˮ������������ˮ��Bi(OH)3��������������С�Ϊ��ʵ�����������Һ��Ǧ����������У�������Ӧѡ������Ϊ0.8��Ϊʵ��������
2.2 �����ȵ�Ӱ��
�������¶�Ϊ600 �桢����ʱ��Ϊ6 h��������Ϊ0.8�������£����첻ͬ�����ȶԷ��������¼���һ������-ˮ�������ո����������ʵ�Ӱ�죬ʵ������ͼ5��ʾ��
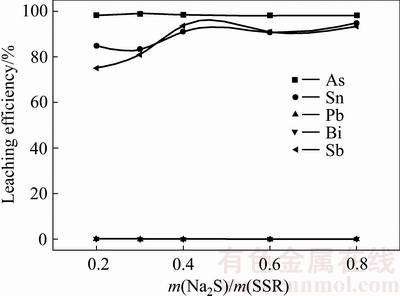
ͼ5 �����ȶԸ����������ʵ�Ӱ��
Fig. 5 Effect of mass ratio of Na2S to SSR on leaching rate of metals
��ͼ5���Կ����������ȶ������������Ӱ��Ƚϴ������ȴ�0.2���ӵ�0.4ʱ���������ʴ�84.87%���ӵ�91.06%��������ʴ�75.14%���ӵ�93.71%�����������ȴ�0.4���ӵ�0.8ʱ������������ʻ������ֲ��䡣������������Na2S�ļ��룬�������е�����������������ˮ��Na3SbS3��������SnS2���ڵ�����������������ˮ��Na4SnS4��ʹ������ڲ���Na2S���������̣����������������ӣ������������������Na2S��Ǧ��������ʼ���Ϊ0��������������Na2S�ļ��룬�������е�Ǧ���������ɼ�������ˮ��PbS��Bi2S3���Ӷ�ʹǦ�������������С����⣬��������Ա�����98%���ϡ��ۺϿ��ǣ�ѡ��������Ϊ0.4��Ϊ����ʵ��������
2.3 �����ȵ�Ӱ��(��������)
�������¶�Ϊ600 �桢����ʱ��Ϊ6 h��������Ϊ0.4ʱ����һ����������ȶԷ������и�������Ӱ�죬ʵ������ͼ6��ʾ��
��ͼ6��֪�������ȶ��顢�����������Ӱ��Ƚϴ����У���ȴ�0.2���ӵ�0.8�Ĺ����У�������ʾ�����98%����������ӵ�1.0ʱ��������ʽ��͵�91.7%��������Ϊʵ������У������ȴﵽ0.8�Ժ���ʱ��������������Եİ�ɫ�ᾧ����⣬����Һ�����ú�Ҳ���нᾧ�������ҽᾧ�����ż����ȵ���������࣬���������ýᾧ�����Ҫ�ɷ�ΪNa3AsO4���������ͼ7��ʾ��������[21-23]��֪��As2O5�ڼ�Һ�е�Ũ������NaOHŨ�ȵ����Ӷ����͡��������ȴ�0.2���ӵ�0.6�Ĺ����У�������ʴ�82.46%���ӵ�92.09%�������ȴ�0.6���ӵ�1.0ʱ����Ľ��������в������仯���Ʋ����ԡ������ȴ�0.2���ӵ�0.6�����Ľ����ʴ�69.55%���ӵ�86.56%�������ȴ���0.8�����ӵ���������ƽ�������ǵ�������ģ�ѡ�������Ϊ0.6��Ϊ����ʵ��������
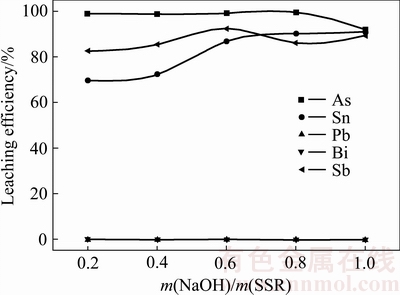
ͼ6 �����ȶԸ����������ʵ�Ӱ��
Fig. 6 Effect of mass ratio of NaOH to SSR on leaching rate of metals (m(Na2S)/m(SSR)=0.4)
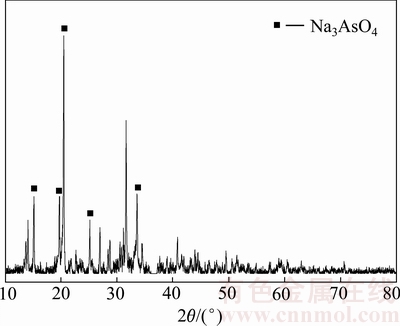
ͼ7 ��ɫ�ᾧ���XRD��
Fig. 7 XRD pattern of white crystals
2.4 ̼�ۼ�������Ӱ��
�������¶�Ϊ600 �桢����ʱ��Ϊ6 h��������Ϊ0.6��������Ϊ0.4ʱ�����첻̼ͬ�ۼ������Ը������Ľ����ʵ�Ӱ�죬ʵ������ͼ8��ʾ����������ɸ�ֺ�õ���Ǧ�Ͻ𣬾�����ɵ�Ǧ����Ļ�������ͼ9��ʾ��

ͼ8 ̼�ۼ������Ը����������ʵ�Ӱ��
Fig. 8 Effect of content of coke powders on leaching rate of metals
��ͼ8��֪������̼�ۺ��������ӣ�����������ʻ������ֲ��䡣���������̼�ۺ�����0���ӵ�20%ʱ���ֲ��䣻��̼�ۺ�����20%���ӵ�40%��������������½���������Ϊ�����������У�������K�ױ�������Sb2O3��������̼�ۺ��������ӣ�Sb2O3�ױ�̿��CO��ԭΪ�����࣬�Ӷ�ʹ��Ľ������������͡���������̼�۵ļ��룬�������е�Ǧ��Ҳ������ԭΪ���ʣ��γɹ�Ǧ�Ͻ���ͼ9��֪������������̼�۵ļ�������Ǧ����Ļ�������������Ӱ�졣����̼�ۺ�����0���ӵ�20%��Ǧ����Ļ����ʷֱ��16.91%��23.64%���ӵ�93.17%��99.99%������̼�۵ļ�������20%���ӵ�40%��Ǧ����Ļ����ʻ������ֲ��䡣�ۺ�̼�ۼ������������ࡢ��������Լ�Ǧ��������ʵ�Ӱ�죬ѡȡ̼�ۼ�����Ϊ20%ʱ��Ϊ����������
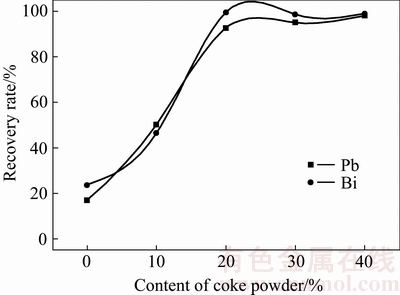
ͼ9 ̼�ۼ������Ը����������ʵ�Ӱ��
Fig. 9 Effect of content of coke powders on recovery rate of metals
2.5 ����ʱ���Ӱ��
�������¶�Ϊ600 �棬������Ϊ0.6��������Ϊ0.4��̼�۵ļ�����Ϊ20%ʱ����������ʱ�����һ������-ˮ�������̶������ࡢ������ʼ�Ǧ������ʵ�Ӱ�죬�������Ľ������Լ�Ǧ��Ļ����ʷֱ���ͼ10��11��ʾ��
��ͼ10��֪������ʱ����顢�ࡢ�������ʵ�Ӱ�첻����������ʱ������ӣ�������ʱ�����98%���ϡ���������Ľ�����������ʱ���3 h���ӵ�4 hʱ�����������������ʷֱ���83%��92%���Ҳ���������ƽ��������ʱ���6 h���ӵ�7 hʱ�����߽��������н��͡���ͼ11��֪����������ʱ������ӣ�Ǧ����Ļ����ʴ����ϳ��������ƣ���������ʱ��Ϊ6 hʱ��Ǧ����Ļ�������ֱ�Ϊ93.17%��99.99%�����Ͽ�֪��ѡȡ����ʱ��Ϊ6 hʱ��Ϊ����������
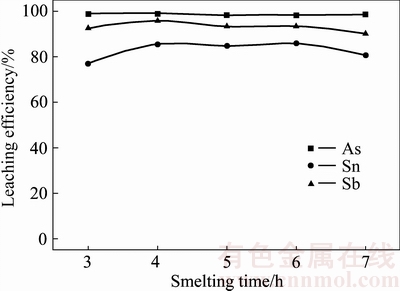
ͼ10 ����ʱ��Ը����������ʵ�Ӱ��
Fig. 10 Effect of smelting time on leaching rate of metals

ͼ11 ����ʱ��Ը����������ʵ�Ӱ��
Fig. 11 Effect of smelting time on recovery rate of metals
2.6 �����¶ȵ�Ӱ��
�ڼ�����Ϊ0.6��������Ϊ0.4��̼�۵ļ�����Ϊ20%������ʱ��Ϊ6 hʱ�����������¶ȶԵ��¼���һ������-ˮ�������������ࡢ������ʼ�Ǧ������ʵ�Ӱ�죬�������Ľ������Լ�Ǧ��Ļ����ʷֱ���ͼ12��13��ʾ��
��ͼ12��֪�������¶ȶ�������Ľ�����Ӱ��ϴ������¶ȴ�400 �����ӵ�600 ��ʱ�����Ľ����ʴ�65.86%���ӵ�85.95%����Ľ����ʴ�75.59%���ӵ�93.62%�����������¶ȵ����ߣ���Ľ����ʱ�����98%���ϡ���ͼ13��֪�����������¶ȵ����ߣ�Ǧ��������������ߡ����¶ȴ�400 ��������600 ��ʱ��Ǧ����Ļ����ʷֱ��21.91%��14.19%���ӵ�93.17%��99.99%���ۺ������¶ȶ������ࡢ��Ľ����ʺ�Ǧ����Ļ�����Ӱ�죬��֪�����¶�Ϊ600 �档
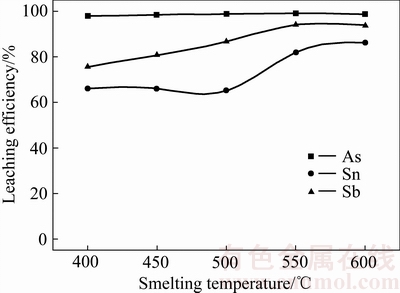
ͼ12 �����¶ȶԸ����������ʵ�Ӱ��
Fig. 12 Effect of smelting temperature on leaching rate of metals
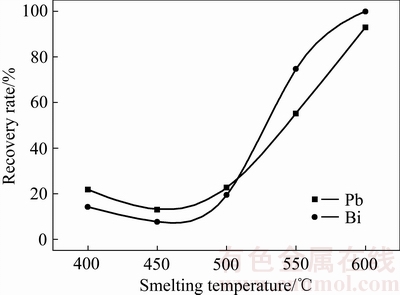
ͼ13 �����¶ȶԸ����������ʵ�Ӱ��
Fig. 13 Effect of smelting temperature on recovery rate of metals
2.7 ���Ź�������
�ۺϸ����ضԷ��������¼���һ������-ˮ�������������ࡢ��������Լ�Ǧ��������ʵ�Ӱ�죬���ŵ�ʵ���������£������¶�Ϊ600 �棬����ʱ��Ϊ6 h��������Ϊ0.6��������Ϊ0.4��̼�ۼ�����Ϊ20%�������������£������ࡢ���ƽ�������ʷֱ�Ϊ85.95%��93.06%��98.62%��Ǧ����Ļ����ʷֱ�Ϊ93.17%��99.99%���Ż������£�ʵ���˷������������ࡢ���Ǧ����ĸ�Ч���룬�����ࡢ��������Һ�У����Խ�һ�������õ���Ʒ��Ǧ���鱻��ԭ�ɵ��ʲ���������γɹ�Ǧ�Ͻ𣬹�Ǧ�Ͻ���Խ�һ����ȡǦ���鼰����������Ż������µõ��Ĺ�Ǧ�Ͻ�ijɷ����3��ʾ��
��3 ��Ǧ�Ļ�ѧ�ɷ�
Table 3 Chemical composition of precious lead alloy (mass fraction, %)

3 ����
1) ͨ���Է��������е��¼���һ������-ˮ�����������������е������ࡢ���Ǧ���顢�����ʵ���˸�Чѡ���Եķ��룬�����ࡢ��������Һ�У���Ǧ������ԭΪ���ʲ�����������γɹ�Ǧ�Ͻ�
2) ���¼���һ������-ˮ�������մ�������������ѹ����������£������¶�600 �桢����ʱ��6 h��������0.6��������0.4��̼�ۼ�����20%������ѹ��������£�����������ƽ�������ʴﵽ85.95%��93.06%��98.62%���ɽ�һ��������ú�������Ļ�����Ʒ����ɼ��л�����ȥ��Ǧ���鸻������Ǧ�Ͻ��У������ʷֱ�Ϊ93.17%��99.99%����Ǧ��Ǧ���顢�����ĺ����ֱ�Ϊ96.68%��7.56%��0.0002%��0.98%���ɽ�һ������Ǧ���鼰�����ȹ������
3) ͨ���������������������Ǧ���̺�Ϊһ��������������������������г��ֵĽ������������ѡ��������̳����Լ�����������⣬��Լ�˽��������ɺ������һ������������ܺġ�
REFERENCES
[1] ������. ���Ӷ���������ۺϻ���ͭǦп�������о�[J]. ������ɫ����, 2004, 20(6): 16-18.
BIN Zhi-yong. Study on retrieve synthetically the copper, lead, zinc and tin in the complicated mutl metal supplies[J]. Hunan Nonferrous Metals, 2004, 20(6): 16-18.
[2] ����, �� ��, ������, �� ��, ���Ȫ. ���������м۽�����Ч��������[J]. ��ұ����, 2012(6): 86-89.
ZHU Xiang-dong, WANG Yang, LI Shi-xiong, AN Juan, YU Zhi-quan. Efficient recycling of valuable metals from silver separating residue[J]. Mining and Metallurgical Engineering, 2012(6): 86-89.
[3] ������. ��ͭ��������������ۺϻ������������о�[D]. ����: ����������ѧ, 2013: 5-12.
WU Yan-xin. Study on the comprehensive recovery of tin from silver-separated residue[D]. Ganzhou: Jiangxi University of Science and Technology, 2013: 5-12.
[4] ������, ������, ������, Ԭ͢��, ���컪. �ҹ�ͭ������������ۺϻ��������о���չ[J]. ����������ұ��, 2011(4): 40-43.
CHENG Li-zhen, LI Xiang-xiang, ZHANG San-pei, YUAN Ting-gang, TIAN Qing-hua. The research progress of the technology for the recovery of valuable metals in silver separating residue[J]. Metal Materials and Metallurgy Engineering, 2011(4): 40-43.
[5] �°���, �����, ������, ��ı�. �������ۺ���ȡ������ ��[J]. �й�ϡ��ѧ��, 2004(22): 542-545.
CHEN Bai-zhen, LI Yi-bing, GONG Zhu-qing, LI Gai-bian. Study of comprehensive extra-cting silver separated residue[J]. Journal of the Chinese Rare Earth Society, 2004(22): 542-545.
[6] �����, �°���, ��֮ƽ, ��վ��, ��ı�. ������Ǧ����������о�[J]. ��ɫ����(ұ������), 2004(5): 9-11.
LI Yi-bing, CHEN Bai-zhen, WANG Zhi-ping, NI Zhan-bing, LI Gai-bian. Study on leaching process of lead and antimony from silver separated residue[J]. Nonferrous Metals (Extractive Metallurgy), 2004(5): 9-11.
[7] ½��Ӣ, κͥ��, ���ž�, ֣����. �������ۺ������¹�����������[J]. ����ұ��, 2000, 31(1): 39-40.
LU Feng-ying, WEI Ting-xian, SHEN Wei-jun, ZHENG Li-juan. Enlarged experiment on new technology for complex utilization of silver separating residue[J]. Yunan Metallurgy, 2000, 31(1): 39-40.
[8] ���Ĵ�. �������й�����Ļ���[J]. ͭҵ����, 2008(1): 35-36.
SUN Wen-da. Precious metals recovery in silver separating residue[J]. Copper Engineering, 2008(1): 35-36.
[9] ���ٻ�. �������н������м۽����Ļ���[J]. ������ɫ����, 1999, 13(3): 37-39.
HU Shao-hua. Recovery of valuable elements in silver separating residue[J]. Jiangxi Non-ferrous Metals, 1999, 13(3): 37-39
[10] �����. �������ۺϻ������ù����о�[D]. ��ɳ: ���ϴ�ѧ, 2003: 13-14.
LI Yi-bing. Process Study on complex recovery and utilization silver separating residue[D]. Changsha: Central South University, 2003: 13-14.
[11] ���ɲ�, �ų���, ���ҳ�. �����ʪ��ұ����[M]. ����: ұ��ҵ������, 2009: 10-16.
ZHAO You-cai, ZHANG Cheng-long, JIANG Jia-chao. The hydrometallurgical technology in alkaline media[M]. Beijing: Metallurgical Industry Press, 2009: 10-16.
[12] ��ѧ��, ������, ���컪, �� ��. ��ɫ����������Դ���¼�������ԭ���뷽��[J]. ��ɫ������ѧ�빤��, 2013(2): 8-13.
GUO Xue-yi, LIU Jing-xin, TIAN Qing-hua, LI Dong. Principle and method of low temperature alkaline smelting in nonferrous metallurgy complicated resources[J]. Nonferrous Metals Science and Engineering, 2013,(02):8-13.
[13] ���컪, ������, Ԭ͢��, ������, ��ѧ��. NaOH-Na2S���η�����������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2014(8): 2553-2558.
TIAN Qing-hua, CHENG Li-zhen, YUAN Ting-gang, XIN Yun-tao, GUO Xue-yi. Processing of silver separated residue by NaOH-Na2S molten salt method[J]. Journal of Central South University (Science and Technology), 2014(8): 2553-2558.
[14] ��ѧ��, ������, ���컪. ������·��������ĩ���¼����������̵�Ԫ����Ϊ[J]. �й���ɫ����ѧ��, 2013, 23(6): 1757-1763.
GUO Xue-yi, LIU Jing-xin, TIAN Qing-hua. Element behavior of low temperature alkaline smelting process of waste printed circuit boards[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(6): 1757-1763.
[15] ������, ��ѧ��, �� �D. ������·��������ĩ��������������ν�������ѧ[J]. �й���ɫ����ѧ��, 2015, 25(2): 545-552.
LIU Jing-xin, GUO Xue-yi, LIU Yang. Fractal leaching kinetics of alkaline smelting product with metal enrichment from waste printed circuit boards[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(2): 545-552.
[16] ������, �� ��, �� ǿ, ������, ������, �� ��. ������������ȡ����[J]. ��ɫ����(ұ������), 2016(7): 22-25.
WANG Qiu-yu, CAI Hu, HE Qiang, HAN Ya-li, HU Yi-wen, WANG Ri. Tin extraction process from separating residue[J]. Nonferrous Metals (Extractive Metallurgy), 2016(7): 22-25.
[17] �����. ��[M]. ����: ұ��ҵ������, 1987: 95-99.
ZHAO Tian-cong. Antimony[M]. Beijing: Metallurgical Industry Press, 1987: 95-99.
[18] BROSTOW W, GAHUTISHVILI M, GIGAURI R, Haley E, Lobland H, Japaridze S, Lekishvili N. Separation of natural trivalent oxides of arsenic and antimony[J]. Chemical Engineering Journal, 2010, 159(3): 24-26.
[19] BALA P, ACHIMOVI O M. Selective leaching of antimony and arsenic from mechanically activated tetrahedrite, jamesonite and enargite[J]. International Journal of Mineral Processing, 2006, 81(1): 44-50.
[20] Kuchar D, Fukuta T, Onyango M S, Matsuda H. Sulfidation treatment of copper-containing plating sludge towards copper resource recovery[J]. Journal of Hazardous Materials, 2006, 138(1): 86-94.
[21] �� ��, ʯ ��, ���컪, ��ѧ��. �����̳���������-���Ƽ��Խ�������[J]. �й���ɫ����ѧ��, 2015, 25(3): 806-814.
YI Yu, SHI Jing, TIAN Qing-hua, GUO Xue-yi. Arsenic removal from high-arsenic dust by NaOH-Na2S alkaline leaching[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(3): 806-814.
[22] URAZOV G G, LIPSHITS B M. The solubility isotherms of Na2O-H2O-As2O5 system at 75�� [J]. Russian Journal of Inorganic Chemistry, 1960, 5(4): 950-952.(in Russian)
[23] GUERIN H, MATTRAT P. Study on the alkaline arsenates of As2O5-Na2O-H2O system at 25 ��[J]. French Bulletin of Chemical Society, 1957, 2: 323-329.(in French).
Process of silver separated residue by low temperature alkaline one-step smelting
ZHANG Jing, LI Dong, TIAN Qing-hua, GUO Xue-yi, YANG Ying
(School of Metallurgy and Environment, Central South University, Changsha 410083, China)
Abstract: Processing of silver separated residue(SSR) by low temperature alkaline one-step smelting was adopted to produce precious lead alloy and obtained a solution of Sn, Sb, As followed by water leaching of alkaline slag. The effects of the mass ratio of alkali to SSR, the mass ratio of salt to SSR, smelting temperature, smelting time and addition of coke powder were determined on the leaching efficiencies of As, Sn and Sb, and the recovery rates of Pb and Bi. The results show that the optimum conditions of the process are determined as follows: the mass ratio of alkali to SSR is 0.6, the mass ratio of salt to SSR is 0.4, the smelting temperature is 600 ��, the smelting time is 6 h and the content of coke powder is 20%. Under the optimum conditions, the leaching efficiencies of As, Sn and Sb reach 98.62%, 85.95% and 93.06%, respectively, while Pb and Bi are reduced to form precious lead alloy and the recovery rates of Pb and Bi reach 93.17% and 99.99%, respectively.This process provides a simple, highly effective way to seperate and extract precious metals.
Key words: silver separated residue; smelting; alkaline; leaching rate; recovery rate
Foundation item: Project(51234009) supported by the Key Project of National Natural Science Foundation of China
Received date: 2017-04-07; Accepted date: 2017-06-27
Corresponding author: LI Dong; Tel: +86-731-88877863; Fax: +86-731-88836207; E-mail: yejin013_18@163.com
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ�����ص���Ŀ(51234009)
�ո����ڣ�2017-04-07�������ڣ�2017-06-27
ͨ�����ߣ��� ������ʦ����ʿ���绰��0731-88877863�����棺0731-88836207��E-mail: yejin013_18@163.com
ժ Ҫ�����õ��¼���һ����������������������Ǧ�Ͻ𣬲����ļ���پ�ˮ����ú������ࡢ����Һ�������˼����ȡ������ȡ�̼�ۼ������������¶ȡ�����ʱ��������ࡢ��������Լ�Ǧ��������ʵ�Ӱ�졣����������������̵��Ż�����Ϊ��������0.6��������0.4�������¶�600 �棬����ʱ��6 h��̼�ۼ�����Ϊ20%���ڴ��Ż������£������ࡢ������ʷֱ�Ϊ85.95%��93.06%��98.62%��Ǧ���鱻��ԭΪ���ʲ���������γɹ�Ǧ�Ͻ𣬻����ʷֱ�Ϊ93.17%��99.99%�����������̶̡��Լ������٣�ʵ���˷��������м۽����ĸ�Ч�������븻����
[1] ������. ���Ӷ���������ۺϻ���ͭǦп�������о�[J]. ������ɫ����, 2004, 20(6): 16-18.
[2] ����, �� ��, ������, �� ��, ���Ȫ. ���������м۽�����Ч��������[J]. ��ұ����, 2012(6): 86-89.
[3] ������. ��ͭ��������������ۺϻ������������о�[D]. ����: ����������ѧ, 2013: 5-12.
[5] �°���, �����, ������, ��ı�. �������ۺ���ȡ������ ��[J]. �й�ϡ��ѧ��, 2004(22): 542-545.
[6] �����, �°���, ��֮ƽ, ��վ��, ��ı�. ������Ǧ����������о�[J]. ��ɫ����(ұ������), 2004(5): 9-11.
[7] ½��Ӣ, κͥ��, ���ž�, ֣����. �������ۺ������¹�����������[J]. ����ұ��, 2000, 31(1): 39-40.
[8] ���Ĵ�. �������й�����Ļ���[J]. ͭҵ����, 2008(1): 35-36.
[9] ���ٻ�. �������н������м۽����Ļ���[J]. ������ɫ����, 1999, 13(3): 37-39.
[10] �����. �������ۺϻ������ù����о�[D]. ��ɳ: ���ϴ�ѧ, 2003: 13-14.
[11] ���ɲ�, �ų���, ���ҳ�. �����ʪ��ұ����[M]. ����: ұ��ҵ������, 2009: 10-16.
[12] ��ѧ��, ������, ���컪, �� ��. ��ɫ����������Դ���¼�������ԭ���뷽��[J]. ��ɫ������ѧ�빤��, 2013(2): 8-13.
[17] �����. ��[M]. ����: ұ��ҵ������, 1987: 95-99.
ZHAO Tian-cong. Antimony[M]. Beijing: Metallurgical Industry Press, 1987: 95-99.
