
���±�ţ�1004-0609(2010)S1-s0819-03
TA15�ѺϽ���������ӽ�ͷ��֯����
Ҧ ����쿣�½ҵ�������ڳ�
(�����������칤���о��������� 100024)
ժ Ҫ��
��20 mm ��TA15�ѺϽ���ڲ�ͬ���������µĵ��������ӽ�ͷ��֯�����о����ȽϷ����˶��Ρ������Ρ�Ш�κ�©���κ��첻ͬ�������֯�ص㡣���������TA15������������ӵĽ�ͷ��ò����֯��Ҫ�ɺ����ٶȺ�����ǿ�Ⱦ��������������ղ�����ϵõ�����ͷ���Ի�ýϺõ���֯��
�ؼ��ʣ�
��ͼ����ţ�TG335.5; TG146.23���� ���ױ�־�룺A
Analysis of microstructures of electron beam welding joints for
TA15 titanium alloy
YAO Gang, LI Jin-wei, LU Ye-hang, LI Zhong-cheng
(Beijing Aeronautical Manufacturing Technology Research Institute, Beijing100024, China)
Abstract: The electron beam welding (EBW) joints microstructures obtain by different technologies of TA15Ti alloy with thickness of 20 mm were investigated. Microstructures of different areas such kinds of welds as nail, hood, cuniform and infundibular were compared. The results show that sheet welding joints appearances are determined by the parameters of welding rate and current intensity. When the both parameters are satisfactory, the good properties can be get.
Key words: electron beam welding; titanium alloy; welding joints structure
�ѺϽ����ھ��������������ѧ���ܣ����ܶ�С��ǿ�ȸߡ�����ʴ���ܺúͳ�����ͻ���ȣ��ں��պ�������õ��˹㷺��Ӧ�á�����TA15�ѺϽ����ڽ������ѺϽ𣬾����еȵ����º���ǿ�ȡ����õ����ȶ��Ժͺ������ܣ����������Ե���TC4��TA15��ʱ��(3 000 h)�����¶ȿɴ�500 �棬˲ʱ(������5 min) �ɴﵽ800 �棬450 ������ʱ�Ĺ���ʱ�����ɴ� 6 000 h[1]��TA15������ŵ�ʹ���ں��ռ����е�Ӧ��ǰ���dz�������δ��TA15�ѺϽ�ؽ���Ϊ����ɻ������������쳬���ٷɻ����������������Ҫ�ṹ����[2]��
TA15�ѺϽ������ɷ�ΪTi-6.5Al-2Zr-1Mo-1V������Ҫ��ǿ��������ͨ�����ȶ�Ԫ��Al�Ĺ���ǿ ������������Ԫ��Zr�ͦ��ȶ�Ԫ��Mo��V�����Ը����乤���ԣ�����TA15�ѺϽ���Ц����ѺϽ����õ���ǿ�ԺͿɺ��ԡ��������ѵĻ�ѧ���ʷdz����ã���400 �����ϾͿ�ʼ�Ϳ����е����������⡢̼������ѧ��Ӧ������600 ��ʱ�����о��ҷ�Ӧ�����ԣ�TA15�ѺϽ�dz��ʺ��ڲ�����յ��������Ӽ����������Ӽӹ�[3]��
1 ���������ͷ���
������ð��Ϊ20 mm��TA15�ѺϽ�(Ti-6.5Al-2Zr-1Mo-1V)������״̬Ϊ���ơ��˻�̬���仯ѧ�ɷ����1���С������õ������豸ΪZD150-15A��ѹ�������������ú��������ٵ�ѹ150 kV����ӵ���200 mA���ѺϽ������������100 mm�����ѺϽ�����а���Ѻ����Ѻ�ǰȥ��������������ȡ��������ĥ���ס���ʴ�۲캸��������ò�仯��
��1 TA15 �ѺϽ�ѧ�ɷ�
Table 1 Chemical composition of TA15 titanium alloy (mass fraction, %)
![]()
�����У��������뼰���ٵ�ѹ�̶����䣬�������۽���Ϊ����������ƫ�¡����ӹ����е��ں����ٶȺ͵�������������ͬһ�������ϻ�ò�ͬ���������ò��
2 ������������
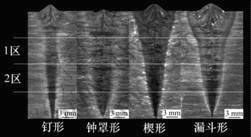
�ڵ����������У�ͨ���������Ӳ������Ի�ò�ͬ�ĺ�����ò��������ò������������Ϊ���Ρ������Ρ�Ш�κ�©���Σ��������ò��ͼ1��ʾ��
TA15���������ӹ��ղ������2���С�

ͼ1 ���������ӽ�ͷ��֯������ò
Fig.1 Typical joint form of EBW
��2 TA15���������ӹ��ղ���
Table 2 Parameters of EBW for TA15

���ݵ��������ӡ�С��ЧӦ�����û����ʹ���ʵ�飬���Է����ó����ھ۽�����ȷ��������£�ͨ���ı亸���ٶȺ�����ǿ�ȣ������γɲ�ͬ��ò�ĺ��졣�������ٶȽϿ죬���������ϴ�ʱ���Ի���ں��߽ӽ�ƽ�еĺ��졣
����������ò���Կ��������κ���������κ����һ�����ں��߽ӽ�ƽ�У�������Ϊ��������ò�ĺ���������֯�ֲ�������������ߺ��ӽ�ͷ����ѧ���ܡ����ʵ����ͺ����ٶȻ���ߵ���������ǿ�ȣ���ô���κ�����Ա�����������κ���ת�䡣
Ϊ�Ƚ϶��Ρ������μ�������ò���������֯���ֽ���ͷ���컮��Ϊ1��2������������1λ�ں��������ϲ���ˮƽ�����ľ�����������2λ�������²�������������ϣ���ͼ2��ʾ��4����ò�ĺ�����֯��Ϊ��̬��֯���������IJ�λ���ǵ������ˮƽ������֦�����ȽϺ��첻ͬ��λ��֯���Եó���
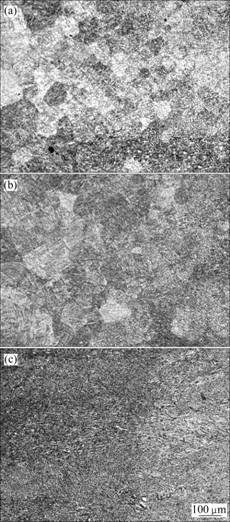
����1��2���������֯������Ӻ������ĵ��ں�������Ϊ�ִ����״����ϸ�������ٽᾧ������ͼ3��ʾ������1��2��֯���������ڴ־�����ϸ������
ͼ2 ����ʾ��ͼ
Fig.2 Schematic diagram of joint partition

ͼ3 ���κ���1��2��������֯
Fig.3 Microstructures of areas 1 and 2 of nail joint: (a) Grain coarsening zone; (b) Grain refining zone; (c) Grain refining, recrystallization zone
�ᾧ���dz�խ��
������1��2���������֯�dz�������Ӻ������ĵ��ں�������Ϊ�ִ�֦��������Ĵ־�����ϸ������ϸ�������ٽᾧ������ͼ4��ʾ���������ۿ��Ͽ���1��2����֯�������ԡ�
Ш�ε�1����������1��2�����ƣ�2���Ĵ־�����խĩ���붤��1��2����֯���ơ�
©����1���ϰ벿���������ƣ����ϵ��´־�����ϸ������խ��2���²��붤����֯���ơ�
ͼ4 �����κ���1��2��������֯
Fig.4 Microstructures of areas 1 and 2 of phosphorizer joint: (a) Grain coarsening zone; (b) Grain refining zone; (c) Grain refining, recrystallization zone
©���κ�Ш�κ����Ͽ���ϸ��1�����2������ۿ�Ҫ�Ƚ�4����ò������Կ����ۿ���ͬ�ĵط�����ò������֯������ͬ���ۿ���խ������־���ϸ����ѹ����һ����֯���ɱ仯��������������ԭ��������TA15�Ͻ��ȵ��Բ�����۳�������ĸ�Ĵ����������������ںܴ���¶��ݶȡ�
���ڵ��������ӵ��������ݲ���ͨ���ȴ��������ǽ����ٵ��ӵĶ�����ת�Ƶ����������ȥ��Ȼ������ٴ�����������ȫ����������������ӣ�ʹ�ò��ϴﵽ�dz��ߵ��¶ȣ����ߣ��ѺϽ���ȵ��Ժܲ����ͨ���������Եó���Ш�κ�©���εĺ����ٶȽ�����1��������λʱ���ڽ��ܵ������࣬��ĸ�Ĵ���������ҲҪ�࣬�¶��ݶ�ҪСһ�㡣������Ϊ��������ǿ�ȵļ�С���������Ĵ������½���ʹ��2����λʱ���ڻ�õ�����������Լ��٣������������ò���������֯1��2������ϴ����Կ����ж�������ò����֯�����������ʱ������ǿ�Ⱥͺ����ٶ��йء�
3 ����
1) ���������ӽ�ͷ����֯�뺸����ۿ��������¶��ݶ��йء�
2) ���������ӽ�ͷ���������¶��ݶ���Ҫ�ɺ����ٶȺ�����ǿ�ȿ��ơ�
3) ͬʱ�����ٶȺͺ����������Ի���ں��߽���ƽ�С���֯���ɽϾ��ȵ������κ�����֯��
REFERENCES
[1] �й����ղ����ֲ��ί��. �й����ղ����ֲ�(��4��)[M]. ����: �й���������, 2002: 74-83
China Aeronautical Materials Handbook Editorial Committee. China aeronautical materials handbook (Vol 4)[M]. Beijing: China Standards Press, 2002: 74-83.
[2] ��������Э��. �����ֲ�(��2��)[M]. ����: ��е��ҵ������, 2004: 141-145.
American Society of Metals. Metals handbook (Vol 2)[M]. Beijing: China Machine Press, 2004: 141-145.
[3] ������, ɳ��ѧ, ������. TA15�Ͻ����ڷɻ��ṹ�е�Ӧ��ǰ��[J]. �ѹ�ҵ��չ, 2003, 20: 4-5.
LI Xing-wu, SHA Ai-xue, ZHANG Wang-feng. TA15 titanium alloy and its applying prospects on airframe[J]. Titanium Industry Progress, 2003, 20: 4-5.
(�༭ ����ƽ)
ͨ�����ߣ�Ҧ ��绰��010-85701055��E-mail: miuke0083@139.com
