
DOI: 10.11817/j.issn.1672-7207.2015.11.012
���ڿɱ��Ԫ������-����ģ�͵ĸ������߳��ι��̽�ģ�����
���1, 2��������1, 2������1, 2
(1. ���ϴ�ѧ �����ܸ�����������ص�ʵ���ң����� ��ɳ��410083��
2. ���ϴ�ѧ ���繤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
�����������ɱ��Ԫ������-����ģ�ͣ��ڸ�ģ���У����߱�ʾ�ɸ������˺�Ťת���������������ɣ���Ťת���ɵ�Ťת�������������ߵĵ����Ա��Ρ���ģ�Ϳɶ�̬��������-���������Ӷ���ʵ�����߳��ι������߳��Ȳ��ϱ仯�������εķ��棬ģ��������ƽ�ⷽ����������-�������仯����̬������ͨ�����ģ���еķ����Է����飬�ɵõ������ڲ�ͬλ��ʱ�Ļ�����״�����ڸ�ģ�ͷ������ӻ��߶�̬���ι��̣�ģ�ͷ��������ַ����˶��γ��۵㲢Ӱ���۵��λ�ú���״�������εĻ�����״�ܴ�̶Ⱦ������ջ�����״��ͨ���Աȣ����满����ʵ�黡���ǺϺܺã�������������������εĿɱ��Ԫ������-����ģ���ܻ�ÿɿ��ķ�������
�ؼ��ʣ�
�ɱ��Ԫ������-����ģ�������߳������۵��γ���������״����������
��ͼ����ţ�TN305.96 ���ױ�־�룺A ���±�ţ�1672-7207(2015)11-4056-06
Modeling and simulation of complex looping process based on variable-length link-spring model
TANG Weidong1, 2, WANG Fuliang1, 2, HAN Lei1, 2
(1. State Key Laboratory of High Performance Complex Manufacturing, Central South University, Changsha 410083, China;
2. School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: To provide insight into the loop formation mechanism, a variable-length link-spring (VLLS) model was proposed. In this model, gold wire was represented as links and torsional springs connected to each other. The deformation of gold wire was described by the deformation of torsional spring. The wire segments and moment balance equations were dynamically added at the free end as the wire length was increased in the upward stage. The loop profile at different moments was obtained by solving nonlinear equations. The dynamic looping process of complex loop was analyzed with this model. The results show that kink number, position and deformation are influenced by the reverse motion, and that the final loop profile is largely determined in the upward stage. The simulation result agrees with that of the experiment, which shows that the variable-length link-spring (VLLS) model, considering the upward stage, is reliable for the looping process analysis.
Key words: variable-length link-spring model; looping process; kink formation; loop profile; wire bonding
�������ǵ�ǰ����Ҫ�����ӷ�װ��ʽ[1]��Ŀǰ��90%���ϵ�оƬ��װ���������ϼ����������Ͼ����þ���һ����״�նȵ����߽�оƬ�����߿����������[2]�����߳��������еĹؼ�����������оƬ��װ��ϵͳ�����ɼ�С�����ᱡ������չ��оƬ��װ�Ի���������״��Ҫ��Խ��Խ�ߣ��ر�������ά���ܶȷ�װ�У�����Ҫ�����װ�ߴ�Ҫ����Ҫ����ͬ�㼰��ͬ�㻡�߷��������·����ˣ��о����߳��ι�������Ҫ���塣���߳��ι������������������õĸ��ӹ��̣���ѧ��ͨ��ʵ���о�������Ӱ�컡�ߵ������н��ߵIJ�������[3]����Ӱ����(HAZ)���ȡ������켣�������ٶȼ�����������[4-7]��������Ӱ�������������˶���һ������[8]��Ҳ��ѧ��������Ԫģ���о����������ͼ������Ի��߾�����״��Ӱ��[9]���������켣�����߳��ι��̵�Ӱ��[10-11]����Щʵ�������������ȽϷ�ʱ���ҳɱ��ϸߣ�Ϊ�ˣ�Lo��[12-14]����˼�����-����ģ�����������߳��ι��̣��÷��������������Ч������������ߵ㵽�ڶ������½��εij��ι��̣�������ģ�����������ε����߳��ι��̣�������յĻ��߲�����Ǻ����ص��´���������ʵ�ʻ����Ǻϡ�Wang��[15-17]�о����������������λ�ı����߳��ȣ������۵���Ŀ��λ�úͱ��Σ���Щ����Ӱ�컡��������״��Ϊ��ø�ȷ�����߳��ι��̷��棬������������ɱ��Ԫ������-����ģ�ͣ�ͨ����̬������Ԫ��ģ�����߳��ȱ仯��ʵ������ʵ��߶��ǺϵĶ�̬���߳��ι��̷��档
1 �������߳��εĹ���
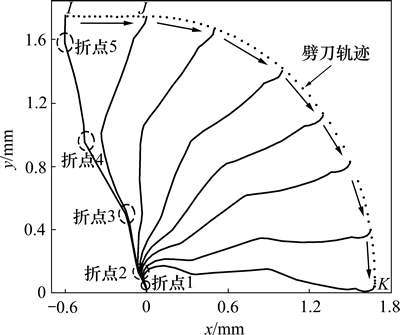
�ȳ��������ϵ�Ŀ����ʵ��оƬ���ⲿ��·�����ӡ�������̰�����1) ������ĩ�˵��Ӵ�����2) �ڳ������ȼ�ѹ���������γ�һ���㣬3) ������Ԥ���Ĺ켣�˶���ʹ���߱����γ��ض���״�Ļ��ߣ�4) �γɶ����㡣Ϊ��þ���һ����״�նȵ������ߣ����������ض��Ĺ켣�ƶ����γɸ��ӻ��ߵ������켣��ͼ1��ʾ��ͼ1�еļ�ͷ��ʾ�������˶�����O�㿪ʼ��A��B��C��D�ȵ㣬�ؼ�ͷ����һֱ��K������ߺ����߹��������켣������Ϊ�����κ��½��Σ�O����I��Ĺ켣Ϊ�����Σ�I��J��K�ι켣Ϊ�½��Ρ����������켣��ÿ���߶γ��ȡ��Ƕȶ��Խ��ߵ�������״����Ӱ�죬ͼ1������O��K�����Ļ���Ϊ�������������켣ȫ����K��ʱ�õ���������״��
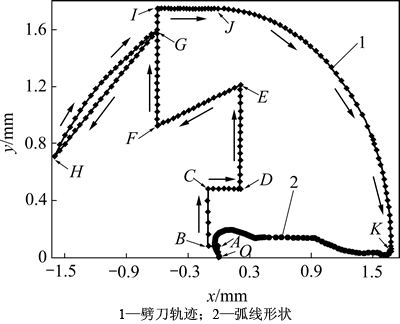
ͼ1 ���ӻ��������켣
Fig. 1 Capillary trace of complex loop
2 �ɱ��Ԫ������-����ģ��
���������ߵ���������γ��������Ա��Ρ������γ��ض�������״�Ĺؼ��������˶�ʱ�����ߵ������ɼ�Ϊͼ2��ʾ������һ�˹̶�(��оƬ�Ϻ������γ���һ����)����һ���ܵ��������Ӵ�������Ħ��������أ���������ϵͳ�������Ž��������������������˶����д����ߴ������ڲ��ϻ��������߳������ӣ��������Ӵ���λ�ò��ϸı䣬�����в�ͬλ�ó����ز������Ա��Σ����γ��۵㣬���յõ�һ���ض���״�Ļ��ߡ�

ͼ2 �����˶��ν��ߵı���
Fig. 2 Deformation of gold wire in reverse motion stage
Ϊ�о��ù��̣������˿ɱ��Ԫ������-����ģ�ͣ���ͼ3��ʾ����һ����Ϊԭ�㣬��ԭ�㴦��Ťת���ɿ�ʼ����ԭ��������ڼ�Ľ��������˺�Ťת��������������ʾ���������������dz��Ⱦ�ΪL�ĸ��Ըˣ�Ťת���ɵĵ���ϵ��ΪK��K����ߵIJ��������йأ�ͨ��Ťת���ɵ�Ťת�������������ߵĵ����Ա��Ρ������ƶ��������(X,Z)ʱ������������������ֱ����ļн�����Ϊ��1, ��2��������n����Ťת���ɲ�����Ťת�������ΪM1��M2������Mn��Mn+1����ԭ���������λ�ô���Ťת�����ܵ�ˮƽ��P�ʹ�ֱ��F���á�

ͼ3 �ɱ��Ԫ������-����ģ��
Fig. 3 Variable-length link-spring model
����ģ������һ���˺����˵ĵ��ɣ������������ͼ4��ʾ����L���������˷ֱ�������ˮƽ��P�ʹ�ֱ��F������Ťת���ɵ���طֱ�ΪMi��Mi+1�������ϵ�������O������Ϊ0 N��m���õ�һ��ƽ�ⷽ��

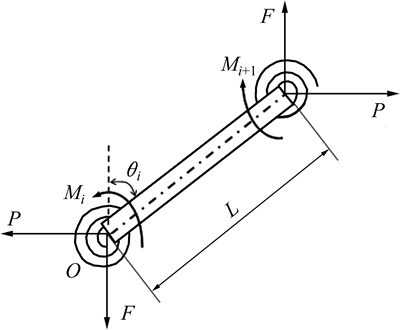
ͼ4 ������������ʾ��ͼ
Fig. 4 Free-body diagram of a link
��ģ���е�ÿһ�����˺͵��ɣ�����ƽ�ⷽ�̣���N�����˿ɵõ�N��ƽ�ⷽ�̡��������ƶ��������(X,Z)ʱ����ͼ3��ʾ�������������Σ��д����߿ɴ��������л�������ˣ��Խ���ĩ�������겻��Լ��������ĩ�˺��������������켣Լ�����õ�1��λ��Լ�����̣���N������-���ɱ�ʾ�Ľ��߿ɵõ�N+1���������̣�
���У�LΪ���˵ij��ȣ�PΪ�����Խ��ߵ�ˮƽ��������������iΪ��i�����˵�ƫת�ǣ�XΪ�����ĺ�����ֵ��MiΪ��i��Ťת���ɵ���أ��� ��KiΪ��i��Ťת���ɵĵ���ϵ����
��KiΪ��i��Ťת���ɵĵ���ϵ���� Ϊ��i��Ťת���ɵ�ת�ǣ�FΪ����ĩ���ڴ�ֱ�������ܵ����������������Ž����ͽ������������Ħ��������ֵ�������ƶ��ᷢ���仯������F(N)����������ĺ�����
Ϊ��i��Ťת���ɵ�ת�ǣ�FΪ����ĩ���ڴ�ֱ�������ܵ����������������Ž����ͽ������������Ħ��������ֵ�������ƶ��ᷢ���仯������F(N)����������ĺ�����

����L�ij���ȡ5 ��m������ϵ��K����Ϊ[12]
���У�NΪ���ߵ����˶�����EΪ���ߵĵ���ģ����IΪ���ߵĹ�������ء�����N ���� 1��ʽ���Լ�Ϊ

ʵ����������ߵĵ���ģ��E(GPa)Ϊ�¶�t(��)�ĺ���[13]

�������¶ȵķֲ�Ϊ[13]
���У�lΪ������ij�㵽һ��������߳��ȣ�dΪ������HAZ�����е㵽һ����ij��ȣ�����dȡ100 ��m��
�������߳��ι����н��ߵĵ����Ա��κͻص�����ͼ5��ʾ��Ťת���ɵ����M�ɱ�ʾΪ

���У� ��Ϊ��i�����ɵ�Ťת�ǣ�
��Ϊ��i�����ɵ�Ťת�ǣ� Ϊ���ɵļ�����ת�ǣ�
Ϊ���ɵļ�����ת�ǣ� ��
�� Ϊ���Ա����·����ص�ʱ�ļ���ת�ǣ�MpΪ������أ�������Ϊ
Ϊ���Ա����·����ص�ʱ�ļ���ת�ǣ�MpΪ������أ�������Ϊ
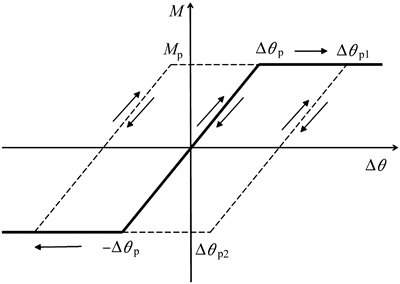
ͼ5 M-���ȹ�ϵͼ
Fig. 5 Diagram of M-����

���У�RΪ���ߵİ뾶�� Ϊ����Ӧ��(MPa)�����¶�(��)�ĺ���[13]
Ϊ����Ӧ��(MPa)�����¶�(��)�ĺ���[13]

����ʽ��F��L��X�͵���ϵ��K��֪������N+1�����̹��ɵķ��������N+1��δ֪�� ��
�� ������
������ ��P����ͨ��ţ�ٷ���ⷽ����õ���N+1��δ֪���Ľ⣬��ȷ�����ض�ʱ�̵Ľ�����״���ƶ��������µ�λ�ã������õ���Ӧʱ�̵Ľ�����״���ڼ�������У�ʵʱ�������ĩ�˵�������λ�ã�������ĩ��������С�������켣��Ӧλ��������ʱ��������1�����ˣ�ƽ�ⷽ��Ҳ����1����ͨ��������̬����������Ŀ�ķ���������ģ�����������߳��ι��̡�
��P����ͨ��ţ�ٷ���ⷽ����õ���N+1��δ֪���Ľ⣬��ȷ�����ض�ʱ�̵Ľ�����״���ƶ��������µ�λ�ã������õ���Ӧʱ�̵Ľ�����״���ڼ�������У�ʵʱ�������ĩ�˵�������λ�ã�������ĩ��������С�������켣��Ӧλ��������ʱ��������1�����ˣ�ƽ�ⷽ��Ҳ����1����ͨ��������̬����������Ŀ�ķ���������ģ�����������߳��ι��̡�
3 �ɱ��Ԫ������-����ģ�ͷ��漰��ʵ����֤
�ÿɱ��Ԫ������-����ģ�Ͷ�ͼ1��ʾ�ĸ������߳��ι��̽��з��棬 ����ֱ��Ϊ25 ��m����������κ��½��εķ��满�ߡ������η��满����ͼ6��ʾ��ͼ6��ԭ��Ϊһ���㣬��ɢ�ĺڵ�Ϊ�����켣����ͷΪ�������ƶ�����ͼ6�е�����Ϊ�����õĻ��ߡ�
ͼ6(a)��ʾΪ�����ع켣EF�����˶���������״�ı仯���̡���ͼ1��֪��EF�ι켣Ϊ1�������½���б��ֱ�ߣ�����������������EF�켣�˶�ʱ��������ĩ��������ֵС�ڶ�ӦEFֱ��������ֵ����1�����˳���ʱ��������һ������(�ͷ�����)��������ĩ��������ֵ���ڶ�ӦEFֱ��������ֵ����1�����˳���ʱ�������1������(��������)��ͼ6(a)�д��ҵ���1����5��λ�����߳��ȷֱ�Ϊ127L��115L��111L��107L��109L������������EF�켣���������˶������ߵij��ȳʼ�������(��������)������1����3���۵㣬�Ƚ�1~5��5�����ߣ��۵�1��λ�ú���״�����䣬�۵�2λ�ò��䣬��н��������˶����ϱ���۵�3λ���������˶����仯���нǼ������䣬�ù��̿ɿ��ɽ������۵�2������ת����
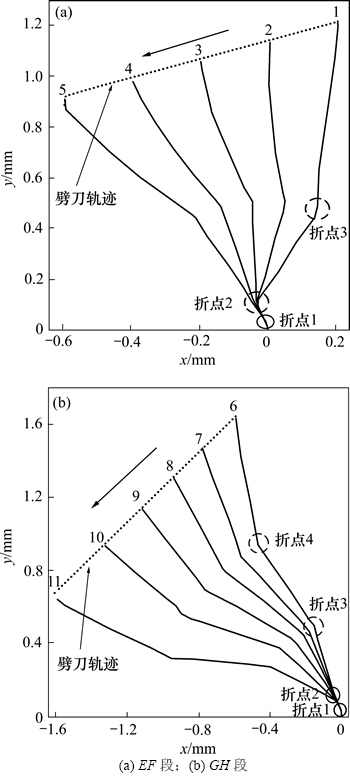
ͼ6 ������������EF�κ�GH��ʱ�Ļ�����״
Fig. 6 Wire profile when capillary moved on EF stage and GH stage
ͼ6(b)��ʾΪ�����������켣GH���˶��Ĺ��̣�GH�ι켣Ҳ��һ�������½���б��ֱ�ߡ�ͼ6(b)��6�����ߵij�������Ϊ178L��170L��166L��166L��168L��178L����������GH�켣���������˶������߳����ȼ�С��������ʵ���������У��������˻ص������У�����ִ����������³�������6����4���۵㣬ǰ3���۵���ͼ6(a)�л��ߵ��۵�һ�£��۵�4Ϊ������EF�켣�˶�ʱ���������������˶������۵㡣�Ƚ�ͼ��6�����ߣ�������GH�������˶�ʱ�����߿ɽ��ƿ������۵�2������ת����
ͼ7��ʾΪ�½���(ͼ1��I��J��K�ι켣)�ķ��满����״��IJ�ι켣Ϊˮƽֱ�ߣ�JK�ι켣Ϊ1/4��Բ���ߡ�������IJ�ι켣�˶�ʱ�������۵�3���µIJ��ֻ���δ�����ƶ����۵�3���ϵIJ��������۵�3ת����������JK�ι켣�˶�ʱ���������߽������۵�2ת�������½��Σ��йرգ����߳��Ȳ������ӣ������ϸ��۵��ڽ����ϵ����λ�ò��ٸı䣬������״���۵�2�����ʱ������λ����״�����������ʱ(��ͼ7��I��)�Ľ�����״���ƣ����������ζԽ��ߵ�������״��������á�
ͼ7 �������½��εĻ�����״
Fig. 7 Wire profile when capillary moved on loop-down stage
����ͼ1��ʾ�������켣������ʹ��ֱ��Ϊ25 ��m�Ľ��߽���������ʵ�飬�����������켣����ȫ����K��λ��ʱ�����ջ����γɡ�ͼ8��ʾΪʹ�ø�����������㵽�������˶���K��ʱ��ʵ�黡�ߣ�ͨ������ͼ�������ʵ�黡�ߵ���ֵ���꣬�����满����ʵ�黡�߷���ͬһ����ϵ�н��жԱȣ���ͼ9��ʾ��

ͼ8 �����ƶ���K��ʱ��ʵ�黡��
Fig. 8 Experimental loop when capillary moves to point K
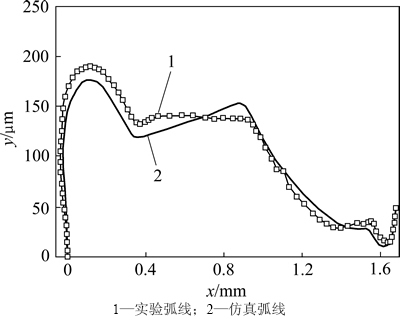
ͼ9 ������K��λ��ʱ��ʵ������满�߶Ա�
Fig. 9 Comparison of wire profile between experimental and analysis when capillary moves to point K
��ͼ9���Կ��������满����ʵ�黡�����۵�λ�ü�������״�Ͻ��Ǻϣ������ɱ��Ԫ������-����ģ���ܻ�ÿɿ��ķ�������
4 ����
1) �����߱�ʾ�ɶ�����˺�Ťת����������������ʽ��ͨ��Ťת���ɵ�Ťת�����������ߵĵ����Ա��Σ��������߳��ι��̵Ŀɱ��Ԫ������-����ģ�ͣ���ģ��ͨ����̬��������-������Ŀ����ʵ�����߳��ȿɱ������µ����߳��ι��̷��档
2) ���ڸ�ģ�ͶԸ��ӹ켣���߳��ι��̽����˷��棬������������״�ڷ����˶��κ��½��εĶ�̬�仯�����ַ����˶��γ��۵㣬�����˶��μ��½������߽������۵�2�������˶��������εĻ�����״�ܴ�̶Ⱦ��������յĻ�����״��
3) ͨ���Աȷ��满����ʵ�黡�ߣ����ֶ����кܺõ��Ǻϣ�˵���ɱ��Ԫ������-����ģ���ܽϺõ�ʵ�����߳��ι��̵�ģ����档
�ο����ף�
[1] WANG Fuliang, LI Junhui, HAN Lei, et al. Effect of ultrasonic power on wedge bonding strength and interface microstructure [J]. Transactions of Non-ferrous Metals Society of China, 2007, 17(3): 606-611.
[2] Chiu S S, Chan H L W, Or S W, et al. Effect of electrode pattern on the outputs of piezosensors for wire bonding process control[J]. Materials Science and Engineering, 2003, 99(2): 121-126.
[3] Saraswati T, Theint E P P, Stephan D, et al. Looping behaviour of gold ballbonding wire[C]// Proceedinsg of 6th Electron Packag Technol Conf. Singapore, 2004: 723-728.
[4] Ohno Y, Ohzeki Y, Aso T, et al. Factors governing the loop profile in Au bonding wire[C]// Proceedings of 42nd Electronic Components and Technology Conference. San Diego, CA , 1992: 899-902.
[5] WANG Fuliang, XIANG Kang, HAN Lei. Dynamics of free air ball formation in thermosonic wire bonding[J]. IEEE Trans Compon, Packag Manuf Technol, 2012, 2(8): 1389-1393.
[6] LI Junhui, LIU Linggang, DENG Luhua, et al. Interfacial microstructures and thermodynamics of thermosonic Cu-wire bonding [J]. IEEE Electron Device Letters, 2011, 32(10): 1433-1435
[7] LI Junhui, LIU Linggang, MA Bangke, et al. Dynamics features of Cu wire bonding during overhang bonding process[J]. IEEE Electron Device Letters, 2011, 32(12): 1731-1733.
[8] �ܺ��, ����. ���߳��������������߹յ��˶�ѧ��ϵ�о�[J]. �й���е����, 2010, 21(12): 1392-1396.
ZHOU Hongjun, HAN Lei. Study on kinematic relations for capillary and wire kink points in wirebonding loops[J]. China Mechanical Engineering, 2010, 21(12): 1392-1396.
[9] Ng B H, Tay A A O, Ong S H. Three dimensional finite element simulation of wire looping process in wirebonding[C]// Proc 4th Electron Packag Technol Conf. Singapore, 2002: 334-337.
[10] Liu D S, Chao Y C. Effects of dopant, temperature, and strain rate on the mechanical properties of micrometer gold-bonding wire[J]. J Electron Mater, 2003, 32(3): 159-165.
[11] Liu D S, Chao Y C, Wang C H. Study of wire bonding looping formation in the electronic packaging process using the threedimensional finite element method[J]. Finite Elements in Analysis and Design, 2004, 40(3): 263-286.
[12] Lo Y L, Ho T L, Chen J L, et al. Linkagespring model in analyzing wirebonding loops[J]. IEEE Trans Compon Packag Technol, 2001, 24(3): 450-456.
[13] Lo Y L, Chen T C, Ho T L. Design in triangle-profiles and T-profiles of a wirebond using a linkage-spring model[J]. IEEE Trans Compon Packag Technol, 2001, 24(3): 457-467.
[14] Lo Y L, Tsao C C. Wirebond profiles characterized by a modified linkage-spring model which includes a looping speed factor[J]. Microelectron Rel, 2002, 42(2): 285-291.
[15] WANG Fuliang, CHEN Yun, HAN Lei. Experiment study of dynamic looping process for thermosonic wire bonding[J]. Microelectron Rel, 2012, 52(6): 1105-1111.
[16] WANG Fuliang, CHEN Yun, HAN Lei. Modeling and experimental study of the kink formation process in wire bonding[J]. IEEE Trans Semicond Manuf, 2012, 27(1): 51-59.
[17] WANG Fuliang, CHEN Yun, HAN Lei. Effect of capillary trace on dynamic loop profile evolution in thermosonic wire bonding[J]. IEEE Trans Compon Packag Manuf Technol. 2012, 2(9): 1550-1557.
(�༭ ����ƽ)
�ո����ڣ�2014-11-22�������ڣ�2015-02-19
������Ŀ(Foundation item)�������У��������ҵ���ר���ʽ�������Ŀ(2013zzts195)����������Ƽ����´�ҵƽ̨(2013��)�����ϴ�ѧ��ʦ�о�����������Ŀ(2013JSJJ012)�������ܸ�����������ص�ʵ���������о�����(ZZYJKT2013-01A) Project(2013zzts195) supported by the Fundamental Research Funds for the Central Universities; Project(2013) supported by Hunan Youth Science and Technology Innovation Platform; Project(2013JSJJ012) supported by the Research Found for Faculty of Central South University; Project(ZZYJKT2013-01A) supported by the Self-Topic Fund of State Key Laboratory of High Performance Complex Manufacturing)
ͨ�����ߣ������������ڣ��������ӷ�װ������װ���о���E-mail: wangfuliang@csu.edu.cn
ժҪ��Ϊ̽�������γɻ����������ɱ��Ԫ������-����ģ�ͣ��ڸ�ģ���У����߱�ʾ�ɸ������˺�Ťת���������������ɣ���Ťת���ɵ�Ťת�������������ߵĵ����Ա��Ρ���ģ�Ϳɶ�̬��������-���������Ӷ���ʵ�����߳��ι������߳��Ȳ��ϱ仯�������εķ��棬ģ��������ƽ�ⷽ����������-�������仯����̬������ͨ�����ģ���еķ����Է����飬�ɵõ������ڲ�ͬλ��ʱ�Ļ�����״�����ڸ�ģ�ͷ������ӻ��߶�̬���ι��̣�ģ�ͷ��������ַ����˶��γ��۵㲢Ӱ���۵��λ�ú���״�������εĻ�����״�ܴ�̶Ⱦ������ջ�����״��ͨ���Աȣ����满����ʵ�黡���ǺϺܺã�������������������εĿɱ��Ԫ������-����ģ���ܻ�ÿɿ��ķ�������
