
���ʽ�������ƹ��̵��ȶ��Է���
�� ��1�����2��������2
(���ϴ�ѧ ���繤��ѧԺ������ ��ɳ��410083��
2. ��Դ��������˾������ ¦�ף�417009)
ժ Ҫ��
ժ Ҫ������MAC�����������ʽ������о������¶ȳ���������Ӧ�Ĵ��ȷ�������Ӧ������ģ�ͼ���߽��������о�����������������Ӵ�������������¶��ڿ�ʼ����ʱѸ���������������ƹ��̵Ľ��У��¶����ڳ��ȶ������Ա仯���¶ȴﵽ�ȶ���ʱ���ԼΪ2 h����������ת���������Ӵ������¶ȴﵽ��ߣ�����¶�ԼΪ 300 �棬��ʱ���������ṹ�ȶ����ݴ����������ʽ���������ƹ�����������Խ��
�ؼ��ʣ�
��ͼ����ţ�TF301 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2009)01-0164-05
Stability analysis of assembled milling rolls in milling process
XIANG Yong1, YANG Jian-jun2, LIU Jian-hua2
(School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China;
2. Lianyuan Iron and Steel Co. Ltd, Loudi 417009, China)
Abstract: A new method based on MAC was proposed to analyze the temperature and stress fields of assembled rolls, and the heat transfer equation and thermal stress model was set up. The results indicate that the temperature at the surface of roller contacted with bar increases rapidly at the beginning of rolling, and it tends to periodically vary along with the rolling process, and this process will cost about 2 h. The temperature of the roller surface reaches the top point which is about 300 �� when the roller is circumrotated to position contacted with bar. New assembled milling rolls have excellent result in milling process.
Key words: temperature fields; finite element; milling rolls; rolling ring
��20����80����������ҹ�����������չѸ�٣��ѽ���30���������߲������ߣ�40�������������ߣ�խ���֡��д��֡���ֹܵ�Ҳ���ɴ�������ʽ���飬��������������������ռȫ�������ߵ�30%���ҡ��������ƹ����ڸ��͵��¶Ⱥ��ߵ�ѹ��������������ٶ��½��У�������ʹ�ù�����ø�Ϊ���̡�Ϊ��֤�������������У��ﵽ�������Ч�ʣ����������ɱ���Ŀ�ģ�Ҫ�����������������������нϴ����ߡ���һ���棬����������һ�����Զ������Ʒ�չ��Ҳ����������������˸��ߵ�Ҫ��Ŀǰʹ�õ�������Ϊ��������������Ӳ��������������������ʹ�ù����У�����ʹ�õ�һ��ֱ������֧�����ͱ����ˣ�����������ϵ��˷ѣ�ʹ�����ɱ�������ʽ���������ΪĿǰ������һ����չ���ȿ��������������ֿɽ��������ɱ�[1-3]��Ŀǰ�������йع���ʽ��������������д����Σ����������ص������о�������ʵ���塣Ŀǰ����������ڰ������ƹ��̵��о���Ҫ�����ڹ��չ��̵Ķೡ�������[4-8]����������[9-12]�������������Ľṹ��ʽ�о�����[13]��Ϊ�ˣ�������������MARC����������ӯװ��Ĺ���ʽ�������ȶ����ƺ���¶ȳ���Ϊ������ṩ���۷������������ݡ�
1 ����Ԫ����ģ��
�����ƹ����У��������ƵĽ��У������¶Ƚ�����������ƽ�⣬��ʱ�����������������о�¶Ȳ����ȣ������¶ȱȹ�о�¶ȸߣ������ʹ��ڰ������ƶ��ԣ�������������������¶ȷֲ��Dz���ͬ�ģ��������͵�λ���¶ȸߣ�Զ����ʹ��¶����ͣ���ˣ����ܽ�����Ϊ��ά������з�����
1.1 ��������Ԫģ��
�����鹦ԭ�������ȵ�����ƽ�ⷽ�̱�ʾΪ��

ʽ�У�![]() ��Ϊ���ȸնȾ���
��Ϊ���ȸնȾ���![]()
![]() ��Ϊ���ݸնȾ���VΪ�����NΪ�ڵ����CΪ�����ݣ�J?kg-1?K-1��
��Ϊ���ݸնȾ���VΪ�����NΪ�ڵ����CΪ�����ݣ�J?kg-1?K-1��![]() Ϊ�ܶȣ�kg?m-3��
Ϊ�ܶȣ�kg?m-3��![]() Ϊ�о���ʾ�ڵ��¶ȶ�ʱ��ĵ�����
Ϊ�о���ʾ�ڵ��¶ȶ�ʱ��ĵ�����![]()
![]() ����ʾ���غ��о���
����ʾ���غ��о���![]() ��ʾ�߽絥Ԫ���غɵ��о���
��ʾ�߽絥Ԫ���غɵ��о���![]() Ϊ�ڲ���Ԫ���غɵ��о���kx��ky��kz�ֱ�Ϊ������x��y��z����ĵ���ϵ����W?m-1?K-1��
Ϊ�ڲ���Ԫ���غɵ��о���kx��ky��kz�ֱ�Ϊ������x��y��z����ĵ���ϵ����W?m-1?K-1��
1.2 �ȵ����屾������
���ڹ������о�ڰ������ƹ����е��¶Ȼᷢ���仯����ʼ����ʱ�������Ӵ����Ĺ���������¶ȼ������ߣ������ƽ���һ��ʱ��������������о���ﵽһ����ƽ��״̬���ﵽ��ƽ����������������о������֮������¶��ݶȡ�������Ϊ������������ڱ�����������ܵ�����Լ�����Լ����ڸ�����֮����Լ���������α䲻�����ɷ������Ӷ�������Ӧ��������Ӧ���ֽ���������ĵ��Զ����ӵ��α䡣��ˣ��ڱ��������������Ӧ������������ɡ�
��������µ���������Ϊ��
![]()
���У�![]() ΪӦ������
ΪӦ������![]() Ϊ��Ӧ����Pa��
Ϊ��Ӧ����Pa��![]() ΪӦ�����
ΪӦ�����![]() Ϊ����ɢ�ʣ�m/s2��EΪ����ģ����
Ϊ����ɢ�ʣ�m/s2��EΪ����ģ����![]() Ϊ���ɱȣ�
Ϊ���ɱȣ�

1.3 �߽�����
�ڰ������ƹ����У����������������������Ƚ�����ͬʱ��������ѹ���������·������Ա��Σ������Ա��ι���Ħ������ת��Ϊ����ʹ�����¶����ߣ��������������������¶�Ϊ900~1 100 �棬��ƽ���¶�ԼΪ1 000 �档������MARC�������¶ȳ����з������ʱ������ͨ������������֮���������Ч�ķ�����������������֮�����������ϵĽӴ����������Ϊһ�㶨�¶�Ϊ1 000 ��Ĺ̶�����������֮��ĽӴ��������⣬�Ӷ��������˼�������
������̶������ĽӴ����ȱ߽�����Ϊ
![]()
ʽ�У�Tbar��Troll�ֱ�Ϊ���������������Ӧ����¶ȣ�K��hcΪ�Ӵ�����ϵ����W/(m2��K)����Ҫ��������������������ò���������������ϵĵ���ϵ�����������������Ĥ��ȵ������йأ��ڰ������ƹ����У��Ӵ�����ϵ������������Ϊ������Ϊ�˼����㣬�������������ĽӴ�����ϵ����Ϊ������������
������������Ӵ���������Ҫ����������������Ķ������ȣ����Ա�ʾΪ��
![]()
ʽ�У� TgasΪ�������¶ȣ�K��hconvΪ����������Ķ�������ϵ����W/(m2��K)��
������ת������������Ķ�������ϵ�����Ա�ʾΪ[14]��
![]()
ʽ�У�vΪ���������ٶȣ�m/s��
������Ӧ����������Ҫ����Э����������߽�������Ҫ�������߽�������λ�Ʊ߽�������
2 ģ���������
����MARC�������з������ʱ���������о֮��Ϊ��ӯ��ϣ���ӯ���������ȡ0.2 mm���Ƚ����¶ȳ����㣬Ȼ�������ﵽ��̬��������¶ȳ������ٽ���Ӧ�������㡣�����⾶Ϊ650 mm�������ֱ��Ϊ300 mm���������Ϊ750 mm�����ײ���Ϊ���ٸ֣���о����ΪZG270-300�������¶ȱ仯�����ϵ������Ժ�������ϵ��ȡΪ����ֵ��
2.1 �¶ȳ��������
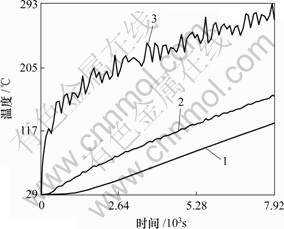
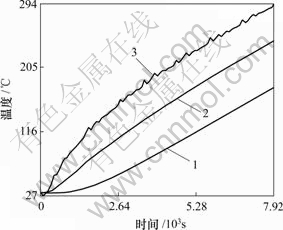
ͼ1��ʾΪ�������¶ȳ��������ļ���ģ�ͼ�����ͼ��ͼ2��ͼ3��ʾ�ֱ�Ϊ����������������¶������ƽ���ʱ����ݱ���ɣ�ͼ�еĽڵ�λ�ü�ͼ1����ͼ2�ɿ������������Ӵ�����������ڵ�(8112)���¶��ڿ�ʼ����ʱѸ���������������ƹ��̵Ľ��У��¶����ڳ��ȶ������Ա仯�������ƿ�ʼ���¶ȴﵽ�ȶ���ʱ���ԼΪ2 h�������ֳ����ƾ���������ġ�������ת1�ܣ����������ʵ���¶ȳ������Ա仯����������ת���������Ӵ������¶ȴﵽ��ߣ�ԼΪ300 �档��Զ���������Ӵ������¶����ͣ��������߲����¶�Ϊ130 �����ҡ�����������ɢ����ʹԶ�������������Ӵ������¶������Ա仯����Խ��Խ�����ԡ���ͼ3���Կ��������������ڱ�����¶��ݱ���ֳ�����������Ƶ���������������������ת1���ڣ��ڱ����¶ȵ������Ա仯����Ҫ���öࡣ�ڱ����¶����ԼΪ200 �棬�����ƻ����ﵽ�ȶ������������֮����²�ﵽ100 �����ң������������������ڱ�Ȼ�������Ӧ����ͬʱ��������������²��ʹ�������о֮��ij�ʼ��ӯ�����������Ͷ������ı䡣
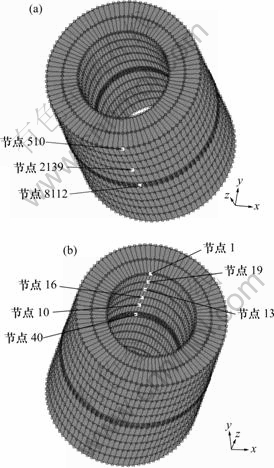
ͼ1 ������������ͼ���ڵ�λ��
Fig.1 Grid of roll and location of nodes
1���ڵ�510; 2���ڵ�2139; 3���ڵ�8112
ͼ2 �������������ڵ��¶ȵ��ݱ�
Fig.2 Evolvement of temperature at surface of roll ring
1���ڵ�1; 2���ڵ�16; 3���ڵ�40
ͼ3 ���������ڱ���ڵ��¶ȵ��ݱ�
Fig.3 Evolvement of temperature at inner surface of roll ring
2.2 ���������
ͼ4��ʾΪ��о����������ƹ������ع�����ͬλ�õ�������������ʱ��ı仯������MARC�������з������ʱ��Ĭ�Ϲ�ӯΪ�����ƣ�����Ϊ��о�����ijߴ�Ϊ���ߴ磬�������ڱ������ڱ��ߴ�Ļ����ϼ�ȥ��ӯ������ͼ4���Կ������������ƹ��̵Ľ��У����ڹ�о�¶ȵ����ߣ���о�������͡������ƽ��е�8 000 s���������ﵽ��ƽ��������������������Ϊ0.298 1 mm���������������Ӵ���ԽԶ������������ԽС������Ҫ����ΪԽԶ��Ӵ�������о�¶�Խ�͡��ع�����ͬλ�õ������������ƹ��̵Ľ��ж��仯�����ƻ�����ͬ��
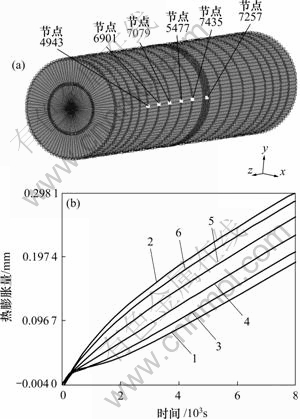
(a) �ڵ�λ��ͼ��(b) ��оֱ��Ϊ300 mm�Ĺ�о�������������ʱ��ı仯
1���ڵ�4943; 2���ڵ�5477; 3���ڵ�6901; 4���ڵ�7079;
5���ڵ�7257; 6���ڵ�7435
ͼ4 ��о��������
Fig.4 Thermal expander of roll core
2.3 ����������
ͼ5��ʾΪ�����ڱ��������ƹ������ع�����ͬλ��������������ʱ��ı仯����ͼ5���Կ��������������Ӵ��Ĺ������IJ�λ�����¶���ߣ�����������Ҳ������ƽ��е�8 000 sʱ�����������ﵽ��ƽ�⣬�����ڱ���������������ԼΪ0.331 2 mm���ع�����ͬλ�õ����ͱ仯���ƻ���һ�£����������������Ӵ���ԽԶ������������ԽС���ɹ�о����������ͼ�������֪���������ﵽ��ƽ��״̬�����������������о�¶Ȳ�ͬ�����½Ӵ�����ӯ����С�������������ʵ�ʹ�ӯ���ɿ�ʼ����ʱ��0.200 mm��С��0.167 mm���ع�����Ӵ���ԽԶ����ʵ�ʹ�ӯ��Խ���ױ߲���ʵ�ʹ�ӯ��Ϊ0.186 mm������
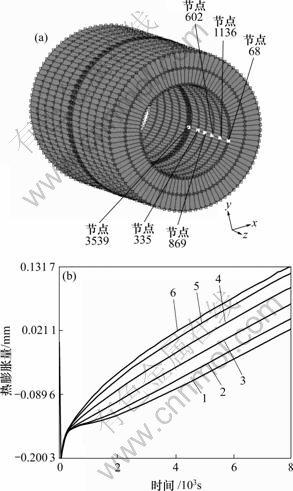
(a) �ڵ�λ��ͼ��(b) ��оֱ��Ϊ300 mm�Ĺ����ڱ�����������ʱ��ı仯
1���ڵ�68; 2���ڵ�335; 3���ڵ�602; 4���ڵ�869;
5���ڵ�1136; 6���ڵ�3539
ͼ5 ����������
Fig.5 Thermal expander of roll cover
2.4 ����������Ӧ��
��������������Ƶİ��Ĺ���ʽ���������ں�����Դ�������Ź�˾�Ͳij�ʹ�ã��ṹ�ȶ���ʵ�ʲ��Խ����ģ��������һ�¡����ڹ������ø��ٸ����죬���ɽ����ʵ��ȴ�����ʹ�ù������������������ߣ��������������Ч�ʡ�ͬʱ�����ڹ�о��ѭ�����ã���о����Ϊ��������������70%��
3 �� ��
a. ���ʽ��������̬ʱ������������¶�Ϊ300 �棬�ڱ�������¶�Ϊ200 �棬������������²�ﵽ100 �����ҡ�
b. ���ƹ����У��������о֮��Ĺ�ӯ����С�������������ʵ�ʹ�ӯ���ɿ�ʼ����ʱ��0.200 mm��С��0.167 mm����仯��Ӱ��������ʹ�á�
c. �ݴ���Ƶ����ʽ������ʵ��Ӧ����������������
�ο����ף�
[1] �����. ��ʽ��������Ͻ�������������[J]. ���켼��, 1991, 17(2): 3-6.
LI Ji-yu. The alloy cast iron roll produced by vertical centrifugal bimetal casting process[J]. Foundry Technology, 1991, 17(2): 3-6.
[2] �Է��. �߸�����������������[J]. ���켼��, 1994, 28(3): 3-37.
ZHAO Feng-jie. The reviews on double poured high Cr rollers[J]. Foundry Technology, 1994, 28(3): 31-37.
[3] κ�ֳ�, �ܽ���, �� ��, ��. 2250CVC�����������������θĽ���Ӧ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2007, 38(5): 937-942.
WEI Gang-cheng, CAO Jian-guo, ZHANG Jie, et al. Optimization and application of CVC work roll contour on 2250 hot strip mills[J]. Journal of Central South University: Science and Technology, 2007, 38(5): 937-942.
[4] LALLA S BAYOUMI. Flow and stresses in a round-oval-round roll pass sequence[J]. Int J Mech Sci, 1998, 40(12): 1223-1234.
[5] Bayoumi L S, Lee Y S. Effect of interstand tension on roll load, torque and workpiece deformation in the rod rolling process[J]. Journal of Materials Processing Technology, 2004, 145(1): 7-13.
[6] Kim S K, Im Y T. Three-dimensional finite element analysis of non-isothermal shape rolling[J]. Journal of Materials Processing Technology, 2002, 127(1): 57-63.
[7] Milenin A A, Dyja H, Mroz S. Simulation of metal forming during multi-pass rolling of shape bars[J]. Journal of Materials Processing Technology, 2004, 153/154(1/3): 108-114.
[8] Park J J, Oh S I. Application of three-dimensional finite element analysis to shape rolling process[J]. Trans ASME, 1990, 112(1): 36-46.
[9] ����˳, ˧�ʿ�, �� ��, ��. �ȼ�ѹģ�����������ά��ֵ����[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2004, 35(1): 86-90.
NI Zheng-shun, SHUAI Ci-jun, ZHONG Jue, et al. Three-dimensional coupled thermal-mechanical numerical analysis of hot extrusion dies[J]. Journal of Central South University: Science and Technology, 2004, 35(1): 86-90.
[10] ������. 21��������������չ����[J]. ���ּ���, 1996, 13(5): 60-63.
SUN Yi-rong. Developing trend of roll technologies for the 21th century[J]. Bao Steel Technology, 1996, 13(5): 60-63.
[11] ������, �ܽ���, ��. �������ϼ����ȴ������շ�չ����״������[J]. �Ϸ�����, 2005, 33(1): 5-8.
WANG Tian-yi, CAO Jian-fang, RAO Jian-hua. Present status and development trends of roll material and its heat treatments[J]. Southern Iron and Steel, 2005, 33(1): 5-8.
[12] ������. ����ٸ������������ܵ��о�[J]. ����, 2003, 20(6): 22-24.
GONG Kai-ling. Research of performance of easy-cut high speed steel of roll[J]. Steel Rolling, 2003, 20(6): 22-24.
[13] Shimizu M, Shitamura O, Matsuo S, et al. Development of high performance new composite roll[J]. ISIJ International, 1992, 32(11): 1244-1249.
[14] Madakasira P P, Binod B B, Ashok K L. Thermo-mechanical modeling of two phases rolling and microstructure evolution in the hot strip mill (Part ��): Prediction of rolling locals and finishing rolling temperature[J]. Journal of Materials Processing Technology, 2005, 170(1/2): 323-335.
�ո����ڣ�2008-03-06�������ڣ�2008-06-20
������Ŀ�������ص��²�Ʒ�ƻ���Ŀ(2005ED770031)
ͨ�����ߣ��� ��(1969-)���У�������ɽ�ˣ���ʿ����ʦ�����»�е��Ƽ������о����绰��0731-8830292��E-mail: xyong883@126.com
