
���±�ţ�1004-0609(2015)08-2029-11
����ѹ��A380���Ͻ������֯����ѧ����
�������������֣��� �����Ż����������
(�����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100083)
ժ Ҫ��
�������з���ǿ�ƶ��������ƽ�װ��(FCM)��ѹ������ϣ����������Ʊ�Ϊ�����ɹ�ʵ��A380���Ͻ������ѹ�����Ρ��о�FCM���ղ�����������֯�������ݱ䣬�Աȴ�ͳѹ����FCM����ѹ����������������֯���ڲ�ȱ�ݺ���ѧ���ܵIJ��죬����FCM����ѹ��������֯�γɻ�������������Ϊ������������ʵ�����ݸ�ת�ٻ���Ͳ�¶ȣ��������ڸ�����������֯��̬��FCM����ѹ�����ղ������Ի���ڲ���֯ϸС��Բ���ҷֲ����ȵ����������ҿ����������������ڲ�����ȱ�ݺ������������ѧ���ܡ��ʹ�ͳѹ������ȣ�FCM����ѹ�����Ŀ���ǿ�ȡ�����ǿ�Ⱥ��쳤�ʷֱ������10%��4%��140%��
�ؼ��ʣ�
A380���Ͻ���ǿ�ƶ�������������ѹ������֯�ݱ�����ѧ������
��ͼ����ţ�TG146.2 �� �� ���ױ�־�룺A
Microstructures and mechanical properties of A380 aluminum alloy produced by rheo-diecasting process
QI Ming-fan, KANG Yong-lin, ZHOU Bing, ZHANG Huan-huan, ZHU Guo-ming
(School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: Taking auto control arms for example, the rheo-diecasting process of A380 alloy was obtained by combing a self-developed forced convection mixing rheoforming machine (FCM) with a diecasting machine. The microstructural characteristics of FCM rheo-diecasting parts in various processing parameters were investigated. The differences of microstructures, internal defects and mechanical properties in traditional diecasting parts and rheo-diecasting parts were compared. The formation mechanism and solidification behavior of semisolid slurry were analyzed in FCM rheo-diecasting process. The results show that raising rotation speed or decreasing barrel temperature appropriately is beneficial to optimize the microstructure of rheo-diecasting parts. The process not only can get parts with fine, spherical and uniformly distributed primary ��(Al) particles, but also is able to increase mechanical properties and decrease pore defects of parts evidently. Compared with traditional diecasting, the tensile strength, yield strength and elongation of FCM rheo-diecasting parts are increased by 10%, 4% and 140%, respectively.
Key words: A380 aluminum alloy; forced convection mixing; rheo-diecasting; microstructure evolution; mechanical property
ѹ����Ϊһ�ָ������ʵĽ������ι��գ���������ͨѶ�����������õ���Ѹ�ͷ�չ�㷺Ӧ��[1-3]��Ȼ����Ŀǰ��Լѹ��������һ������Ӧ�õ���Ҫ�����������Ķ�����Լ��ɴ˴�����ǿ�����⡣Ϊ�˸�������������ȱ�ݣ�һЩ������ѹ�������������ѹ��[4]������ѹ��[5]�Լ����̬����ѹ��[6-8]��Ӧ�˶��������У����̬����ѹ������ȡ���˲���Ч�����ù����봫ͳѹ����Ⱦ��г����¶ȵ͡�����ƽ�ȡ���������С���ŵ㣬�������������������������ɣ���ˣ����̬����ѹ�������нϸߵ���ѧ���ܡ�
���̬�����Ʊ�������ѹ��������չ�쳣�ؼ���һ�����ڡ���Щ������������ѧ����������ְ��̬�����Ʊ���������Ӣ��Brunel��ѧFAN��[9]�з���˫�������м�����ͨ��һ�Ը�����ת���ݸ˶�����ʵʩ�����ʽ������Ʊ����̬���ϣ�̩��Songkla��ѧ��MAHATHANINWONGA��[10]������GISS����������������ʱͨ��������壬���������Ŷ����Ʊ����̬���ϣ�ZHU��[11]������SCP���������������彽����ʽ����ͨ���н��£�������������������Ŷ����Ʊ����̬���ϣ����ʹ���[12]������WSP���������ò�������б������������п���ͽ������Ʊ����̬���ϣ���Ԫ����[13]������SIM����������ͬ�ɷֵ�����������ϣ�������һ���Ƕȵĵ��������Ʊ����̬���ϡ�Ȼ������ĿǰΪֹ����Щ����������������ʵ�����о��Σ����ڵ�������Ҫ���豸��ж�������鷳������״̬���ȶ����罬����������ճ���豸�ڣ������豸���������������������Ʊ����ϡ�
Ϊ�ˣ�ʵ�����������������������ǿ�ƽ����γɶ���ԭ�����з����ͻ�е�����ƽ�װ��-ǿ�ƶ���������λ�(Forced convection mixing rheoforming machine��FCM)[14]�����豸������Ͳ��ṹ��ʹ�������Ͳ���ܹ�������룬���ڽ�������Ƕ��ʯī�ڳģ������豸ճ�ϡ�����FCM�豸��ѹ������Ͽ�����FCM����ѹ�����ա�����������Ӧ�ù㷺��A380���Ͻ�Ϊʵ����Ͻ���FCM����ѹ�������о����ڴ˻������ص��о��˲�ͬFCM���ղ���������ѹ������֯��Ӱ����ɣ��Ա�����ѹ�����ʹ�ͳѹ��������֯���ڲ�ȱ�ݺ���ѧ���ܵIJ��죬������FCM����ѹ�����ι����а��̬������֯���γɻ�������������Ϊ��
1 ʵ��
1.1 ʵ���豸
ʵ����õ��ƽ��豸Ϊ����������FCM�豸������ṹ��ͼ1(a)��ʾ�����豸��Ҫ������װ�á����н���װ�á��¶ȿ���װ�úͷ���װ�õ���ɡ������ٵ��ͨ���������ִ�����������ת�����н�������ɽ����Һͽ�������ɣ����н�������װ���ʺϽ���ճ���������������ͨ�������ݸ�ת��ʹ�úϽ������ڽ������ڲ������������Ϊ��ֹ�����ڽ��������������ϣ��ڽ������ڱ�װ��ʯī�ڳġ�����Ͱ����м��Ⱥ���ȴԪ����ͨ���¶ȿ������Ͳ���¶Ƚ��о�ȷ���ơ�����װ���ɷ����ֱ���о�˺Ͷ������ɡ������Ʊ���������ת�����ֱ����������������Ʊ��İ��̬�������ռ������������͵���֥400 t��ʽ����ѹ����ѹ�ҽ�������ѹ�����Σ�����FCM����ѹ��������ͼ1(b)��ʾ��ʵ��ѡ��ѹ��ģ��Ϊ�������������Ʊ�ģ�ߺ���ѧ����ģ�ߡ�
1.2 ʵ����ϼ�����
ʵ�����ѡ�����øߴ�A380���Ͻ��仯ѧ�ɷ����1���У�Һ���ߺ������¶ȷֱ�Ϊ585��504 �档
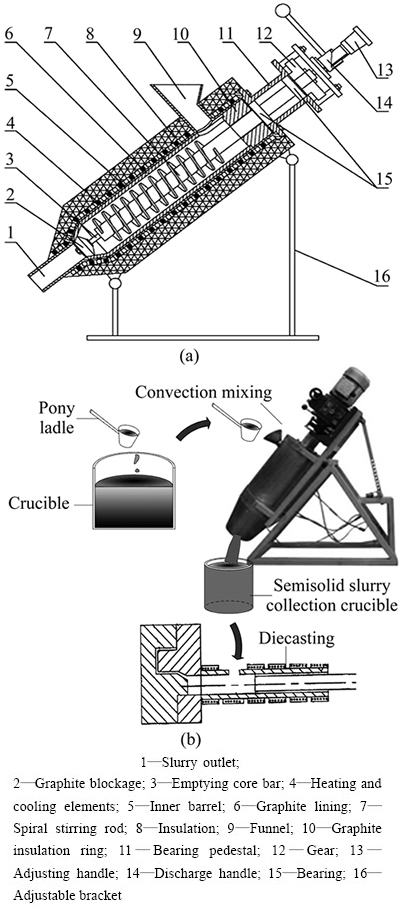
ͼ1 ǿ�ƶ�������װ�ýṹͼ������ѹ������ʾ��ͼ
Fig. 1 Structure diagram of FCM machine(a) and schematic diagram of FCM rheo-diecasting process(b)
��1 A380���ϽĻ�ѧ�ɷ�
Table 1 Chemical composition of A380 alloy ingot (mass fraction, %)
��A380���Ͻ���Ԥ���¶�Ϊ300 ����ۻ�¯��������680 ���ۻ�������������������30 min���ٽ��Ͻ�Һ������640 �档������Ͳ�¶�Ϊ550~570 �棬�ݸ�ת��Ϊ100~600 r/min��Ҩȡ�Ͻ�Һ������620 �棬��ע��FCM�豸�ڣ�����30 s����ת�����ֱ��������ϣ��������ռ����Ľ��Ͽ���ת�Ƶ�ѹ����ѹ�ҽ�������ѹ����Ϊ�˶Ա�, �������д�ͳѹ�����Ľ�ע�¶Ⱦ�Ϊ620 �棬��ѹ�����ղ�����FCM����ѹ����һ�£���Ϊ����ѹ��70 MPa����ѹ���ٶ�0.3 m/s����ѹ���ٶ�1.2 m/s��ģ���¶�220 �档
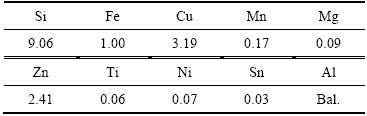
�ӿ��Ʊ۲�ͬλ���и�ȡ��������ȡ��λ�ü�ͼ2�����д�ĥ��ϸĥ�������ʴ����NEOPHOT 21��ѧ�����½�����֯�۲�ͷ��������� ImageTool ͼ���������Գ�������ߴ硢��״���ӽ��з�������������ߴ��õȻ�Բֱ��D��ʾ����״������F��ʾ��FԽ������1����������ԽԲ����������㹫ʽΪ
 (1)
(1)
 (2)
(2)
ʽ�У�AΪ���������LΪ���������ܳ���
��ѧ�����������ͼ2(b)��ͷ��ʾ������ʵ����MTS810��������ʵ����ϲο�GB/T 228��2002���У�Ӧ������Ϊ1 mm/min����ѧ���ܽ��ȡ5������������������ƽ��ֵ��
2 ��������
2.1 ��ͬ�ݸ�ת��������ѹ����������֯
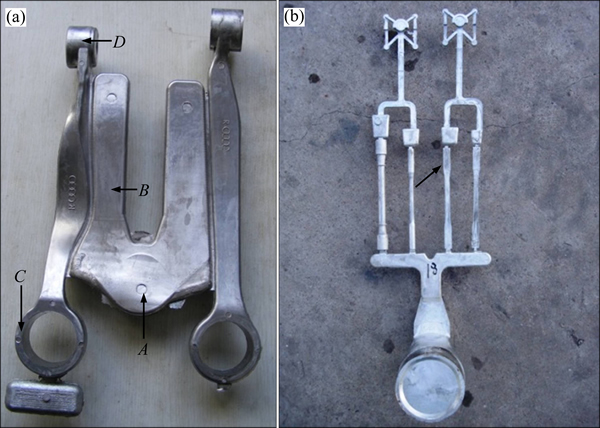
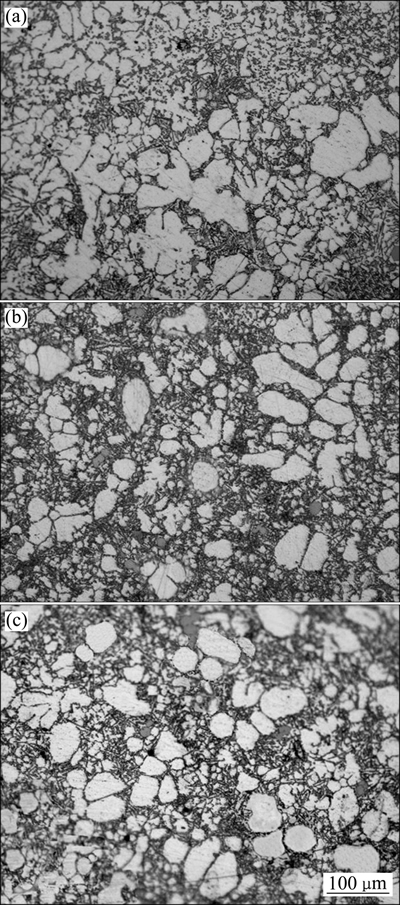
ͼ3��ʾΪ��Ͳ�¶�550 ����ݸ�ת��100~600 r/min�Ĺ���������FCM����ѹ�����Ʊ�λ��C��������֯��ͼ4��ʾΪ�ݸ�ת���������(Al)�����ߴ缰��״���ӵĹ�ϵ���ߡ����ݸ�ת��Ϊ100 r/minʱ�����μ���֯��Ҫ��Ǿޱ״������״����������״�ij�����(Al)������ɣ���������ƽ���ߴ�Ϊ72 ��m����״����Ϊ0.48���ֲ��ܲ����ȣ����ݸ�ת��Ϊ200 r/minʱ��������(Al)�����ڻ����ϵķֲ���Ϊ���ȣ���֯�е�Ǿޱ״�������Լ��٣�������״�Ϳ���״Ϊ������������ƽ���ߴ�Ϊ65 ��m����״����Ϊ0.54�����ݸ�ת�����ӵ�400 r/minʱ�����μ�����֯��ò�����ϴ�仯��������(Al)������ĸ���ϸСԲ������Ҫ�Խ���״��ò���ڣ��ҷֲ����ȣ���ƽ���ߴ罵Ϊ53 ��m����״����Ϊ0.77�������ݸ�ת�ٽ�һ�����ӵ�600 r/min��������(Al)�����ߴ������С����״���Ӳ�����ߣ����ڻ����Ϸֲ����Ӿ��ȣ�����֯������ȱ���������ࡣ
ͼ2 �������Ʊ�ѹ����ȡ��λ�ü���ѧ���������
Fig. 2 Sampling positions of auto control arm(a) and tensile specimen(b)
ͼ3 ��ͬ�ݸ�ת����FCM����ѹ���������Ʊ�����֯
Fig. 3 Microstructures of FCM rheo-diecasting auto control arms at different rotation speeds
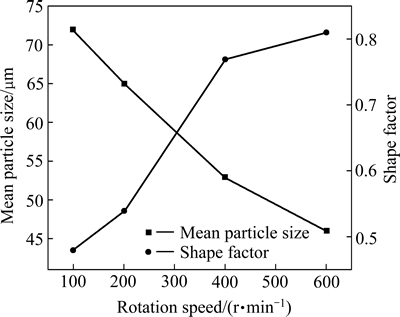
ͼ4 Ͳ���¶�550 ��ʱ��ͬ�ݸ�ת����FCM����ѹ�����ij�����(Al)������ƽ���ߴ����״����
Fig. 4 Mean size and shape factor of primary ��(Al) particles in FCM rheo-diecasting parts under different rotation speeds at barrel temperature of 550 ��
��ͼ3��4���Կ����������ݸ�ת�ٵ���ߣ���֯�г����������ò������ϸСԲ�����ֲ����Ӿ��ȡ�����Ҫԭ�����ڣ��ݸ�ת�ٵ���������˺Ͻ������ڽ������ڵĶ���ǿ�ȣ����ʹ��������ͬ��ʱ���ڴﵽ����Ĺ���ȣ��Ӷ������κˣ�ͬʱ���������ǿ��Ҳ��ʹ���������ڲ��¶ȳ���Ũ�ȳ��ķֲ����Ӿ���һ�¡����⣬�����ݸ�ת�ٵ���ߣ�֦����ҶƬ��֦����Ͳ�ڡ��Լ�֦����֦��֮����ײ��Ƶ�ʺ�ǿ�ȴ�����ӣ�������֦���۶��ѺͲ���������Ǵ�ĥԲ�����ǣ��ݸ�ת�ٲ��˹��ߣ����ھ��ҵļ��н�����������������أ����������ڲ����ڽ϶������ȱ��(��ͼ3(d))�������ڳ��μ���ѧ���ܵ���ߡ���ˣ���ʵ�����ݸ�ת��Ϊ400 r/minʱ�Ʊ�A380���Ͻ���̬���Ͻ�Ϊ������
2.2 ��ͬ��Ͳ�¶�������ѹ����������֯
ͼ5��ʾΪ�ݸ�ת��400 r/min����Ͳ�¶�550~ 570 �湤��������FCM����ѹ�����Ʊ�λ��C��������֯��ͼ6��ʾΪ��Ͳ�¶��뾧���ߴ缰��״���ӵĹ�ϵ���ߡ���ͼ5��6���Կ�������Ͳ�¶���570 ��ʱ����֯�г�����(Al)������Ǿޱ״�Ϳ���״Ϊ�����ֲ������ȣ�ƽ���ߴ�Ϊ77 ��m����״���ӽ�Ϊ0.41������Ͳ�¶�Ϊ560 ��ʱ����֯��Ǿޱ״�����������٣�������(Al)������״�Ϳ���״�����ֲ�Ҳ�����ȣ���������ƽ���ߴ�Ϊ58 ��m����״����Ϊ0.71������Ͳ�¶��½���550 ��ʱ��������(Al)����ϸСԲ��������״�����������࣬�ֲ����ȣ���������ƽ���ߴ�ϸ����53 ��m����״���Ӵﵽ0.77��
ͬʱ����ͼ5��6���ɿ�����������Ͳ�¶ȵĽ��ͣ���֯�г�����(Al)�����ߴ��С���������ӣ���ò����Բ�����ֲ�Ҳ���Ӿ��ȣ���ԭ�����ڣ���Ͳ�¶�Խ�ͣ��Ͻ������ڽ������ڵ���ȴ����Խ�죬�����Ĺ����Խ���������ȶ��κ�������ٽ�뾶���ٽ繦��С���κ�����ߣ��Ӷ���ô���ϸС�ij������ࡣ���⣬�����������������ʹ���н�������й����������ײ��Ħ���Ļ������Ƶ������������֦������;���Բ��������Ͳ�¶Ȳ��˹��ͣ����ڹ��͵���Ͳ�¶Ȼ������������ϵ����������������Ľ��������Լ�ѹ�����δ������ѣ���ˣ���ʵ����Ͳ�¶�ѡ��Ϊ550 ��ʱ���ȿɵõ����õ���״������֯���ֿɱ�֤����˳�����͡�
ͼ5 ��ͬ��Ͳ�¶���FCM����ѹ���������Ʊ�����֯
Fig. 5 Microstructures of FCM rheo-diecasting auto control arms at different barrel temperatures
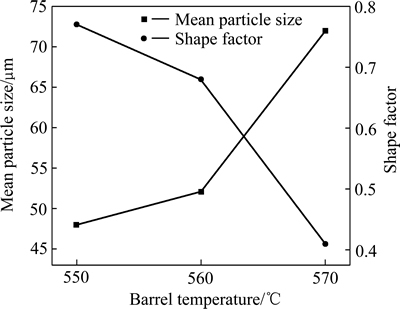
ͼ6 �ݸ�ת��400 r/minʱ��ͬ��Ͳ�¶���FCM����ѹ�����ij�����(Al)������ƽ���ߴ����״����
Fig. 6 Mean particle size and shape factor of primary ��(Al) particles in FCM rheo-diecasting parts at different barrel temperatures at rotation speed of 400 r/min
2.3 ��ͳѹ������FCM����ѹ������֯�Ա�
ͼ7��ʾΪA380���Ͻ�ͳѹ����FCM����ѹ���������Ʊ۲�ͬλ������֯�ĶԱȡ�FCM���ղ���Ϊ�ݸ�ת��400 r/min����Ͳ�¶�550 �档��ͼ7���Կ������������ϱ�A������ͳѹ������֯�г��� ��(Al)������Ҫ�ɷ������֦����ɣ��ұ˴����ӳ���״��������ѹ���ϱ�����֯��Ҫ��Ǿޱ״�ͽ���״������(Al)������ɡ������A�����ڽ���B����������ǻ�ڵļ������ã���֦���������ޣ���ͳѹ������֯��Ҫ��δ��չ��֦����ɣ�����������ѹ�����佽������֯��Ҫ�ɽ���״����������״������(Al)��ɣ����⣬������������������������ļ�ΪϸС�� ��2(Al)�������ڿ��Ʊ�λ��C��D��������ѹ�������ǵ��͵İ��̬��֯�������Ž���������������ӣ������г�����(Al)�����������٣�Һ����Խ϶࣬�������ڰ��̬������Һ�����������Ҫǿ�ڳ������࣬���;���IJ�ͬ����ɳ���������������ͬλ�ô��ķֲ��������죻�����ڴ�ͳѹ�����Ʊۣ�C��Dλ�ô��Կ����Թ۲쵽δ��չ֦���Ĵ��ڣ��ҿ��Է��ֽ϶����ס�
2.4 ��ͳѹ������FCM����ѹ�����ڲ�ȱ�ݶԱ�
ͼ8��ʾΪ��ͳѹ����FCM����ѹ���������Ʊ����н��洦�ڲ�����ȱ�ݵĶԱȡ�FCM���ղ���Ϊ�ݸ�ת��400 r/min����Ͳ�¶�550 �档����ImageTool������ͼ8�Ŵ�λ���������������������ͳ�ƣ�ͳ�ƽ����ͼ9��ʾ����ͼ9���Կ������ڴ�ͳѹ���������ϴ��ڴ������ף����������״�С������15 mm2�����������������������������������٣�FCM����ѹ���������ϵ��������Լ��٣��������������濴����Ȼ���С��10 mm2�����������仯�����������10 mm2����������ʧ��������������濴����ͳѹ�����Ŵ�λ�������������ԼΪ674 mm2(��ͼ9(a)��(c))��������ѹ�������������ԼΪ162 mm2(��ͼ9(b)��(d))���������4��֮�ࡣ���������ڴ�ͳѹ����FCM����ѹ������������ڲ����������������ڲ�ȱ�ݷ�������������ơ�
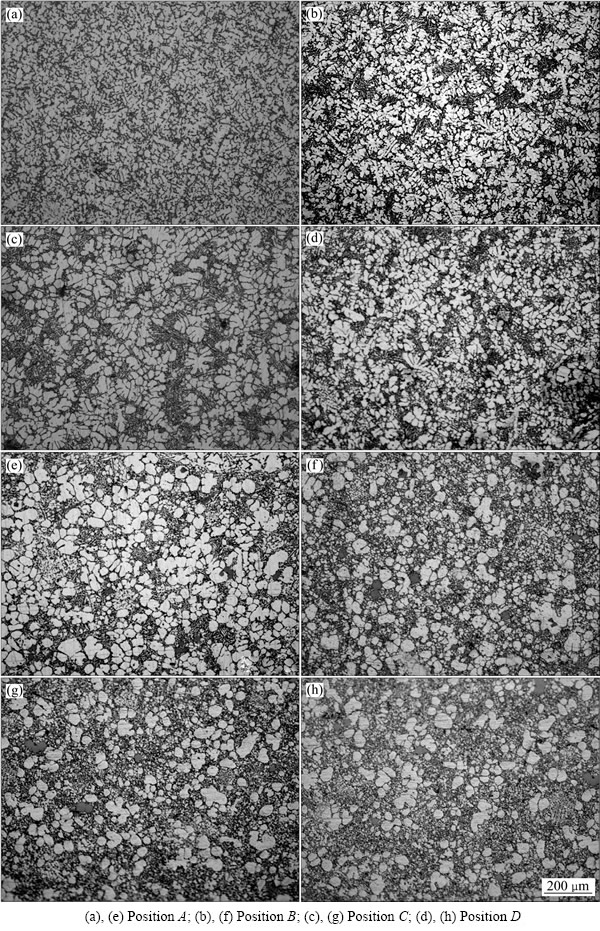
ͼ7 ��ͳѹ����FCM����ѹ���������Ʊ۲�ͬ��λ������֯
Fig. 7 Microstructures of traditional diecasting((a)-(d)) and FCM rheo-diecasting((e)-(h)) auto control arms at different positions
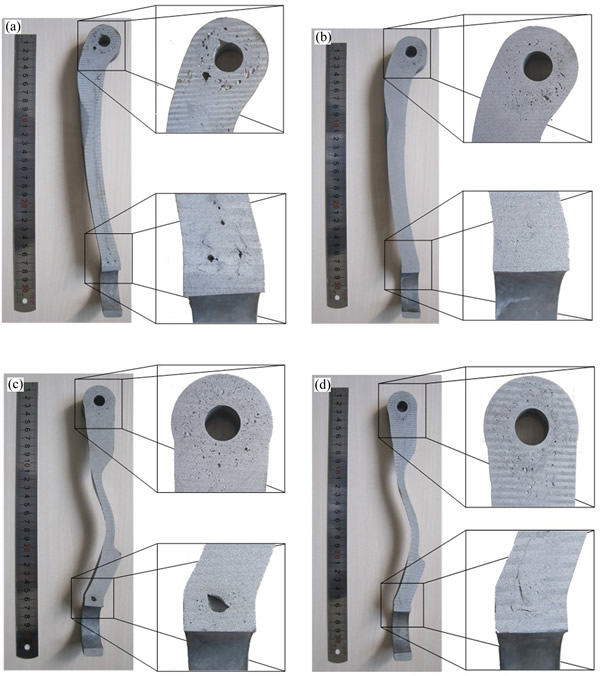
ͼ8 ��ͳѹ����FCM����ѹ���������Ʊ۲�ͬ��λ������ȱ��
Fig. 8 Pore defects of control arms at different positions by traditional diecasting((a), (c)) and FCM rheo-diecasting((b), (d))
2.5 ��ͳѹ������FCM����ѹ������ѧ���ܶԱ�
���ڿ��Ʊ�����������ϵͳ����Ҫ��ȫ�����ܼ�����ʵ��Ӧ���������һ���غɣ���ˣ��������ǿ�Ⱥ������нϸ�Ҫ���ڴ�ͳѹ���У�������֯�ִ�(��ͼ7)�����ڲ�����ȱ������(��ͼ8)������������ߣ�����������������ʵ��Ӧ��Ҫ��FCM����ѹ���ܺõؽ������һ���⡣ͼ10��ʾΪ��ͳѹ����FCM����ѹ���������ѧ���ܵĶԱȡ�FCM���ղ���Ϊ�ݸ�ת��400 r/min����Ͳ�¶�550 �档���Է��֣�FCM����ѹ�������и��ߵ���ѧ���ܣ��俹��ǿ��Ϊ341 MPa������ǿ��Ϊ156 MPa���쳤��Ϊ3.6%���봫ͳѹ������ȣ��俹��ǿ�ȡ�����ǿ�Ⱥ��쳤�ʷֱ������10%��4%��140%��FCM����ѹ������ѧ������ߵ�ԭ��Ϊ��һ���棬���ڳ����¶ȵͣ��������ܵ�ǿ�ҵĶ������裬�����ڲ���֯ϸС��Բ�����ֲ����ȣ����ܶȸߣ���һ���棬���̬���Ͻ���ѹ�Һ���ǻʱ���нϸ��ȣ������˽����ڳ������о�������ķ����������������ڲ�����ȱ�ݣ������ǿ�Ⱥ����Ծ���������ߡ�
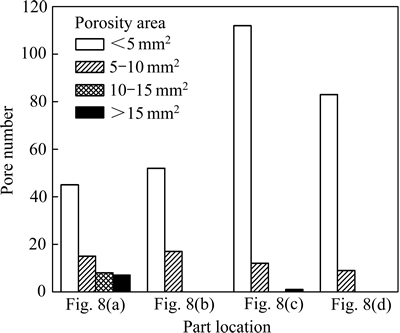
ͼ9 ͼ8�в�ͬ��λ����������ͳ��
Fig. 9 Pore number in different locations in Fig. 8
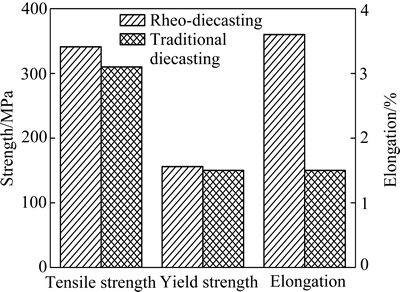
ͼ10 ��ͳѹ����FCM����ѹ�����������ѧ����
Fig. 10 Mechanical properties of tensile specimens fabricated by traditional diecasting and FCM rheo-diecasting
2.6 FCM����ѹ��������֯���γɻ�����������Ϊ
��ǿ�ƶ�����������У����ڶ�������ǿ�ȴ�֦������������ܴ������Ӧ�����������ڽӽ��۵�ʱ����ǿ�Ƚ�С������֦����е��������ȫ�п��ܵģ����Ⲣ���Ƿ�֦����֯�γɵ���Ҫԭ��֦�����ѹ۵�[15-16]��Ϊ������������Ϊ��֦״���ڽ�������������֦״����������ת��������Ȼ�������ڽ����ͬʱ��ǿ�Ҷ�����������������̹��̻ᷢ�����ھ�����������������������
ǿ�ƶ��������������������̵�����ص�Ϊ�����������в�����ǿ�ҵĻ�϶��������̹�������ǿ�������������½��У���ͬ�ڳ�������ľ�̬���̡��ᾧ���̹�����ͨ��������κ˺ͳ�������ɵġ�ǿ�ƶ�������Զ�̬�ᾧ���̵�Ӱ��Ҳ��Ҫͨ��Ӱ�������ı�������������ʵ�֡�
��һ��ʵ���������£�Һ̬�������̲�����־����κˣ�����Һ̬���������κ�����Ĺ���Ⱥܴ�������FCM�豸�У���Ϊ���еľ�����Ϊ�Ǿ����κˡ��ڰ��̬�����Ʊ������У�ǿ�Ҷ������ü���ظı���FCM�豸������Ĵ��Ⱥʹ��ʹ��̡��ڴ��ȷ��棬����Ͳ��ͽ�����������������ǿ����ȴ���ã�ʹ���������ȴ���Ͻ�Һ�������£����������崦�ھ��ȵĹ���״̬����ֻ�DZ��㣬�ɽ�����������Ч�κ��ʵ�����κˣ�ʹ�þ����������ڲ������������������ڴ��ʷ��棬���������ʴ���Ϊ�������ƣ�������ɢ���ƣ����崦�ڿ��ٻ��״̬��������������������ʱ���ʱ���ߣ������ھ���ǰ�ضѻ���ʹ����ĺ�۳ɷ���Ծ��ȡ�
���������ڲ���Ч�κ��ʵ�����ȶ������⣬����Ͳ�ڡ��ݸ˺���תҶƬΪ���ķǾ����κ���Ҫ���ȶ��κ��ܸ�С�����ײ��������ȶ����ˡ�OHNO[17]���о����ᾧ��Դʱ����˾��������������Ϊ�����̳������������ͱڻ���ȴҺ�����γɾ����ξ�������������������������ͱڻ���ȴҺ��������룬���������ڲ�����ͼ11(a)��ʾ��FCM�豸���Ǹ��ݾ������������ͨ��Ͳ��ͽ��������ȴ�Լ�ǿ�ƶ����������ã������Ժ��ʵĽ�ע�¶�ʵ���ض��Ľ�ע���̣�Ŀ������ǿ�����ڲ����κ˺ʹٽ��������롣ͼ11(b)��ʾΪFCM�豸��Ͳ�ں�����������֮�侧��������ʾ��ͼ����������ǿ�Ҷ������ã���Щ�������γ��ȶ������̿ǣ�������ij�ˢ���������뵽�����ڲ�������Ͳ�ڡ��ݸ˺���תҶƬ�ϼ��������¾��ˣ������������������е��κ��ʣ�Ϊ����ᾧ��ϸСԲ���ķ�֦��������������������
����һ���γɣ����ɽ��볤��Ρ������˰뾶�����ٽ羧�˰뾶���˵ij�����ϵͳ�����ܵļ�С�����˽��Է��ز��ϳ���ǿ�Ҷ����˶��ı��˴�ͳ�����������������������Ⱥ���ɢ�������ʵ�״̬������ǿ�Ҷ������������ڵ����������ʿ��ٻ�ϣ�ʹ�������������¶Ⱥͳɷ���Ծ��ȣ��������ھ��ȵ����������У��⼫���������֦����������������������£������������������Ͼ��ȳ���
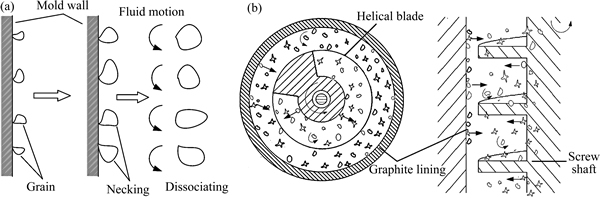
ͼ11 ��ͳ��������ʾ��ͼ��FM�豸�ھ�������ʾ��ͼ
Fig. 11 Schematic diagrams of crystal dissociating of traditional crystal dissociating(a) and crystal dissociating in FCM machine(b)
Mullins-Sekerka���ȶ�����ָ�������̽ᾧ�����У�����״���ߴ糬��ijһ�ٽ�ߴ�ʱ������̬���������ڲ��ȶ�������״��֦����չ[18-19]�����⣬���ڹ���״̬�µ������л��в��־�����Ͳ�ڡ��ݸ˺���תҶƬ����������֦������ʽ�����ڳ�������������ܵ��ݸ˵�ǿ�Ҽ��н��裬����֦���ᷢ�����鲢���뵽������(��ͼ11(b))������������о��ȵ��¶ȳ���Ũ�ȳ��������֦������������������ͬʱ���ڱ����ܵ������£�����֦��������С��������������������������Ρ�MOLENAAR��[20]��GUO��[21]��Ϊ��ǿ�Ҷ����µľ��������������о���������Ϊ����������������Ϊ��ʹ�þ��������������в��ϵر任Һ-�̽�����¶ȳ���Ũ�ȳ�����ˣ���ʹijһ˲���ھ����ĸ������������ٶȳ��ֽϴ���죬����Ҳ���ڸ���������Ծ������������ջ����״/����״�İ��̬�������ࡣ
��ͳѹ����FCM����ѹ��������A380���Ͻ������������ȴ������ͼ12��ʾ����ͼ12���Կ���������FCM����ѹ����A380���Ͻ������������Ҫ������һ�����̺Ͷ������������Ρ�һ��������Ҫ�����ڰ��̬�����Ʊ��Σ����ְ������������ȴ�����½��輰���Ͽ�������3���Ρ�����������Ҫ�������Ͻ���ѹ�ҡ�ģ����ǻ��������̵����̣�������ѹ�������봫ͳѹ�����Žϴ��������ȣ����ڴ�ͳѹ�����������ڹ������ã�������ѹ�Һ�ģ����ǻ�ڱ��Ͽ�ʼ�κˣ������������������˽��������ڲ���һ���ֱ��������������ۻ�����һ�������������������ܹ�����ݶ�Ӱ�죬��Щ���˴���Ϊ��֦�����ҷֲ������ȡ�������ѹ����ʹ�õİ��̬�����ڲ���������ϸС���ȵ���״�����ڶ������̽�����Ƴ������¶ȴ��ڰ��̬���䣬���������κˣ������ɵľ������״����ջ�õ�����ѹ�����д��ڴ���ϸС���ȷֲ��Ľ���״��������Σ�����ѹ����ʹ�õİ��̬���Ͼ��нϸߵı����ȣ��������������˳���������������ķ����������������������ʡ����⣬�ϵ͵Ľ����¶ȼ��������������������������������ڲ���ȱ�ݡ�
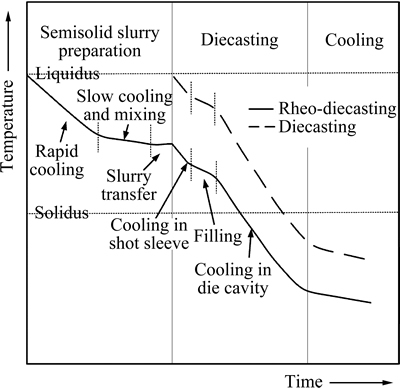
ͼ12 ��ͳѹ��������FCM����ѹ�����պϽ������������ȴ����
Fig. 12 Solidification cooling process of melt in traditional diecasting process and FCM rheo-diecasting process
����ѹ�Һ���ǻ�Խ��ϵ���ȴ�ٶȽϴд��Һ����˿������̣���֮���̬���Ͼ���ǿ�Ҷ����������ã�����Һ���ڲ����о��ȵ��¶Ⱥ�Ũ�ȷֲ������˻��ڲ���Һ���ڲ����屬���κˡ���һ��������ȣ�����Һ���ڶ������̹�������ȴ���ʼ�����û�л������������ջ�þ���ϸС�Ķ���������֯��2(Al)��
3 ����
1) FCM���ղ�����A380���Ͻ�����ѹ����������֯��������Ӱ�죬�ʵ�����ݸ�ת�ٻ���Ͳ�¶ȣ���������������֯��ò�ĸ��ơ�
2) FCM����ѹ�����ղ������Ի���ڲ���֯ϸС��Բ���ҷֲ����ȵ�A380���Ͻ��������ҿ������Ը��������ڲ�����ȱ�ݺ����������ѧ���ܡ��봫ͳѹ������ȣ�FCM����ѹ�����Ŀ���ǿ�ȡ�����ǿ�Ⱥ��쳤�ʷֱ������10%��4%��140%��
3) ǿ�ƶ��������˶��ı��˴�ͳ�����������������������Ⱥ���ɢ�������ʵ�״̬������ظ���FCM�豸������Ĵ��Ⱥʹ��ʹ��̣����������ڵ����������ʿ��ٻ�ϣ�ʹ�������������¶Ⱥ�Ũ����Ծ��ȣ�����������Ծ��ȵ����������У��ƻ�֦������������ʹ�þ����������������������
REFERENCES
[1] ��ԣ��. ��ѹ�����ͼ���������[M]. ����: ��ѧ��ҵ������, 2009: 55-57.
YANG Yu guo. Process and quality control of aluminum die casting[M]. Beijing: Chemical Industry Press, 2009: 55-57.
[2] �����, ������, �� ��, ����ǿ, ������, �� ��. �������Ͻ�ѹ���������е�������������������֯[J]. �й���ɫ����ѧ��, 2014, 24(1): 43-52.
ZHU Bi-wu, LI Luo-xing, LIU Xiao, ZHANG Li-qiang, BU Xiao-bing, XU Rong. Flow characteristics and solidified microstructure during filling process of thin-wall aluminum alloy under high pressure die casting conditions[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(1): 43-52.
[3] LEE B D, BAEK U H, HAN J W. Optimization of gating system design for die casting of thin magnesium alloy-based multi-cavity LCD housings[J]. Journal of Materials Engineering and Performance, 2012, 1: 1893-1903.
[4] LI Sheng-yong, LI De-jiang, ZENG Xiao-qin, DING Wen-jiang. Microstructure and mechanical properties of Mg-6Gd-3Y-0.5Zr alloy processed by high-vacuum die-casting[J]. Transaction of Nonferrous Metals Society of China, 2014, 24(12): 3769-3776.
[5] ������, �� ��, ����ѵ. ����ѹ������Ӧ��[J]. �������ι���, 2004, 22(2): 12-14.
LAI Hua-qing, XU Xiang, FAN Hong-xun. Pore-free die casting and its application[J]. Metal Forming Technology, 2004, 22(2): 12-14.
[6] YANG Liu-qing, KANG Yong-lin, ZHANG Fan, DING Rui-hua, LI Jiong. Rheo-diecasting of AZ91D magnesium alloy by taper barrel rheomoulding process[J]. Transaction of Nonferrous Metals Society of China, 2010, 20(6): 966-972.
[7] CHEN Zheng-zhou, MAO Wei-min, WU Zong-chuang. Mechanical properties and microstructures of Al alloy tensile samples produced by serpentine channel pouring rheo-diecasting process[J]. Transaction of Nonferrous Metals Society of China, 2011, 21(7): 1473-1479.
[8] WU Shu-sen,  Shu-lin, AN Ping, NAKAE H. Microstructure and property of rheocasting aluminum-alloy made with indirect ultrasonic vibration process[J]. Materials Letters, 2012, 73: 150-153.
Shu-lin, AN Ping, NAKAE H. Microstructure and property of rheocasting aluminum-alloy made with indirect ultrasonic vibration process[J]. Materials Letters, 2012, 73: 150-153.
[9] FAN Z, FANG X, JI S. Microstructure and mechanical properties of rheo-diecast (RDC) aluminum alloys[J]. Materials Science and Engineering A, 2005, 412: 298-306.
[10] MAHATHANINWONGA N, PLOOKPHOL T, WANNASINA J, WISUTMETHANGOON S. T6 heat treatment of rheocasting 7075 Al alloy[J]. Materials Science and Engineering A, 2012, 532: 91-99.
[11] ZHU Wen-zhi, MAO Wei-min, TU Qin. Preparation of semi-solid 7075 aluminum alloy slurry by serpentine pouring channel[J]. Transaction of Nonferrous Metals Society of China, 2014, 24: 954-960.
[12] ���ʹ�, �ܸ���, ��ռ��, �ƺ�Ǭ, ������, �� ��. WSP����������������Al-18%Si-5%Fe�Ͻ���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2011, 21(9): 2084-2090.
GUAN Ren-guo, CAO Fu-rong, ZHAO Zhan-yong, HUANG Hong-qian, ZHANG Qiu-sheng, WANG Chao. Effects of wavelike sloping plate rheocasting and spheroidisation on microstructures and properties of Al-18%Si-5%Fe alloy[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(9): 2084-2090.
[13] �� ��, ��Ԫ��, �� ӱ, �����, ��ۻ�, ������. ���������ղ�����ZA96þ�Ͻ���̬��֯��Ӱ�켰�佻������[J]. �й���ɫ����ѧ��, 2013, 23(3): 599-609.
LI Chun, LI Yuan-dong, MA Ying, CHEN Ti-jun, WU Hui-hui, LI Yan-lei. Effects of self-inoculation technological parameters on semi-solid microstructure of ZA96 magnesium alloy and interactive nature[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(3): 599-609.
[14] ZHOU Bing, KANG Yong-lin, ZHANG Jun, GAO Jun-zhen, ZHANG Fan. Forced convection rheomoulding process for semisolid slurry preparation and microstructure evolution of 7075 aluminum alloy[J]. Solid State Phenomena, 2013, 192/193: 422-427.
[15] �ž���, �� ��, ������, �� ��, ʯ����. ��Ž����Ʊ����̬���Ϸ�֦����֯���γɻ���[J]. �й���ɫ����ѧ��, 2000, 10(4): 511-515.
ZHANG Jing-xin, ZHANG Kui, LIU Guo-jun, XU Jun, SHI Li-kai. Formation mechanism of non-dendritic structure in semi-solid metals produced by ES process[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(4): 511-515.
[16] FLEMINGS M C. Behavior of metals in the semi-solid state[J]. Metallurgical Transactions A, 1991, 22A: 957-981.
[17] OHNO A. Solidification-the separation theory and its practical applications[M]. Germany: Springer-Verlag Press, 1987: 36.
[18] ��С��, ��͢��, лˮ��. ��������ƽ����ת�ų�װ���Ʊ����̬����[J]. �й���ɫ����ѧ��, 2011, 21(8): 1881-1886.
ZHANG Xiao-li, LI Ting-ju, XIE Shui-sheng. Semisolid slurry produced using enthalpy equilibrium rotating magnetic fields device[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(8): 1881-1886.
[19] MA Qian. Creation of semisolid slurries containing fine and spherical particles by grain refinement based on the Mullins-Sekerka stability criterion[J]. Acta Materialia, 2006, 54: 2241-2252.
[20] MOLENAAR J M M, KATGERMAN L, KOOL W H. On the formation of the stir cast structure[J]. Journal of Materials Science, 1986, 21(2): 389-394.
[21] GUO Hong-min, ZHANG Ai-sheng, YANG Xiang-jie, YAN Ming-ming. Grain refinement of Al-5%Cu aluminum alloy under mechanical vibration using meltable vibrating probe[J]. Transaction of Nonferrous Metals Society of China, 2014, 24(8): 2489-2496.
(�༭ ����)
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2011CB606302)�����Ҹ����о���չ�ƻ�������Ŀ(2013AA031001)
�ո����ڣ�2014-09-05�������ڣ�2015-05-25
ͨ�����ߣ������֣����ڣ���ʿ���绰��010-62332335��E-mail: kangylin@ustb.edu.cn
ժ Ҫ���������з���ǿ�ƶ��������ƽ�װ��(FCM)��ѹ������ϣ����������Ʊ�Ϊ�����ɹ�ʵ��A380���Ͻ������ѹ�����Ρ��о�FCM���ղ�����������֯�������ݱ䣬�Աȴ�ͳѹ����FCM����ѹ����������������֯���ڲ�ȱ�ݺ���ѧ���ܵIJ��죬����FCM����ѹ��������֯�γɻ�������������Ϊ������������ʵ�����ݸ�ת�ٻ���Ͳ�¶ȣ��������ڸ�����������֯��̬��FCM����ѹ�����ղ������Ի���ڲ���֯ϸС��Բ���ҷֲ����ȵ����������ҿ����������������ڲ�����ȱ�ݺ������������ѧ���ܡ��ʹ�ͳѹ������ȣ�FCM����ѹ�����Ŀ���ǿ�ȡ�����ǿ�Ⱥ��쳤�ʷֱ������10%��4%��140%��
