
DOI: 10.11817/j.issn.1672-7207.2017.03.012
��������С�ִ����Ż�����֤
�ս�չ1�����ڵ�2
(1. ������ѧ ��·ʩ��������װ���������ص�ʵ���ң����� ������710064��
2. ������ҵ��ѧ ����ѧԺ������ ������710072)
ժ Ҫ��
�ȵ�С�־��������������������С�ִ��в����Ż��ķ����������������е���ߴ��С�����ྫ�г�����ж�λ��Ԥ�þ����������ط�������ӣ��õ�С�ִ��е�Ŀ����棻����С�־�����������С���˷��Ż�ģ�ͣ����û�����������Ե����IJ���-������ط������㷨�������С�ִ��в��������Է��������г���֤���о��������������ֱ��λ��������λ����λ�͵�������Ϊ���в������ܹ���ñȸ���ɭ���и��Ӿ��ȵľ������������ô��ִ��е��̶�С�ֽ��д��У���������Եij��ν���
�ؼ��ʣ�
���������������������������Ż���
��ͼ����ţ�TH132 ���ױ�־�룺A ���±�ţ�1672-7207(2017)03-0644-06
Optimization and validation of pinion roughing for spiral bevel gears
SU Jinzhan1, FANG Zongde2
(1. Key Laboratory of Road Construction Technology and Equipment, Ministry of Education,
Chang��an University, Xi��an 710064, China;
2. School of Mechanical Engineering, Northwestern Polytechnical University, Xi��an 710072, China)
Abstract: In order to obtain a more uniform finishing allowance, an optimal method for roughing pinion of spiral bevel gears was proposed. The location of both tooth flanks was determined by pinion tooth sizes at the middle of face from gear blank; the objection of roughing surface was achieved according to add the preset finishing allowance to the theoretical finishing surface along the normal direction. The least squares optimization model of the finishing allowance was established, and the parameters of roughing pinion were solved by the Levenberg-Marquardt method with a trust-region strategy, and then an experiment of pinion cutting was conducted to valid the proposed method. The results show that a more uniform finishing allowance can be obtained by the optimal method, compared with Gleason��s rough settings, where the machine settings of work offset, machine center to back sliding base and point width are taken as the optimization parameters, and there exists the profile error of finishing allowance due to the use of roughing head-cutter of wheel gear directly.
Key words: spiral bevel gear; finishing allowance; roughing; optimization
���ִ������������Ͽ�������һ����Ⱥͺ�ȵijݲۣ������к�ݲ��������������Ȼ������������������ص�Ӱ�쵽���־��ȡ����������ͼӹ�Ч�ʡ����ִ����Ǹ��ݾ����������������е��̵ĵ����࣬�����������������ֲ��䣻С�ִ���Ҫ���ӵö࣬��ԭ����С�־��е���������Dz��õ��浶���ڲ�ͬ�Ļ��������¼ӹ���ɵģ���С�ִ���Ҫ��˫�浶�̼ӹ�����һ��װ���мӹ����ijݲ��Dz����ܸ���������������ͬ��������Ŀǰ��������ѧ�߶Ի������־��л�ĥ�ݵļӹ�������Ƽ������ܽ����˴����������о���������֤[1-6]�����Դ��е��о����١��Ž�����[7]�����˫������ִ��з�����LI��[8]������������ִ��е��Ż�ģ�ͣ������ø����η������в���������Gleason��˾�Ƶ���һ�״��е������������㹫ʽ���ࡢ�������գ�����Щ���е�������ȫ����[9]����ʵ�������У����ý��ƴ������׳��־������������ȣ��������������������������[10]�����⣬���������Դ��е��̵Ĺ�����ϸ�����ƣ������ڴ������С������������ҵ���ԣ���Ҫ�������д��е��̽��дּӹ������ұ�֤���������������ȡ������������Ȼ��С�־��г�������ɢ�����ij������꣬ͨ���е���ߴ������ľ��г�����ж�λ��Ԥ��С�־��������������������ķ�������ӣ����С�ִ��е�Ŀ����棻����С�־�����������С���˷��Ż�ģ�ͣ����û�����������Ե�Levenberg- Marquardt�Ż��㷨��������в�����Ȼ��Ƚ��˸���ɭ���С�ָ����������Ż�������3�ִ��з����ľ���������̽���˲��ô��ִ��е��̶�С�ֽ��д��еĿ����ԣ���Բ��ô��ִ��е������Ż�������Ĵ��з����������г���֤��
1 С�־��г��涨λ
��֪С�ֵľ��в�������������任�����Ϸ��̣��Ƶ���С�־��г���Sf�ı���ʽΪ
 (1)
(1)
ʽ�У�uf��qfΪС������������������ffΪ�ӹ�ת�ǣ�r1f��n1f�ֱ�ΪС�ֳ����λʸ�ͷ�ʸ��f1fΪ���е����Ϸ��̡�
��С����תͶӰ����ȡ5�С�9�й�45������㣬λ�ò���Ϊ(Ri��Li)(i=1, 2, ��, 45)����ͼ1��ʾ��
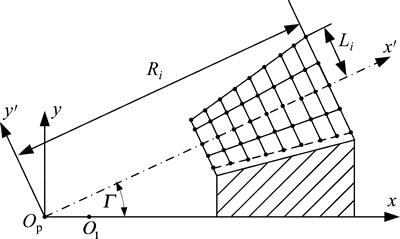
ͼ1 С����תͶӰ��
Fig. 1 Rotating Projection plane of pinion
ͨ���������Է�����(2)�����С�־��г���ij������ꡣ
 (2)
(2)
ʽ�У�x1f��y1f��z1f�ֱ�ΪС��λʸr1f��3����������� Ϊ���ǡ�
Ϊ���ǡ�
С�ֲ��õ��淨�ӹ����������ľ��в�����ͬ�������治�ܹ����������ֳݣ����ij�����������ת���Ի����ȷ�ij��Ρ�С���е���ߴ磬�����е��ҳݸ�hm1���е��ҳݺ�sn1������ʱ�������������߽Ӵ����λ�÷ֱ�ΪOv(Rv��Lv)��Ox(Rx��Lx)��ͼ2��ʾΪ�е���ߴ��ڽ�ƽ�����תͶӰ��ı�ʾ������Ӵ���Ov���ݶ��ߵľ���dv�����е��ҳݸ�hm1����
 (3)
(3)
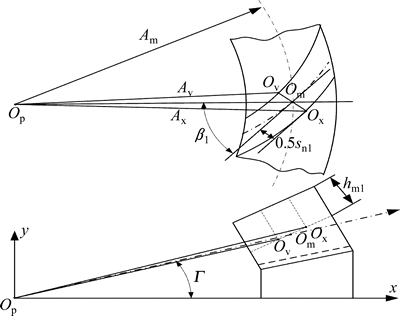
ͼ2 �е���ߴ�
Fig. 2 Tooth sizes at middle of face
ʽ�У�Ai��Ao�ֱ�ΪС�ֵ���������ࣻhai��hao�ֱ�ΪС�ֵ�С�˳ݶ��ߺʹ�˳ݶ��ߡ�
�ڽ�ƽ���DOpOmOv�У��������Ҷ���
 (4)
(4)
ʽ�У�bΪС�ֵ��е������ǣ�AmΪС���е��ࡣ����ʽ(3)��(4)�����Ov��λ�ò���Rv��Lv���ٽ��ʽ(1)��(2)�����ɻ��Ov�ij�������(xv��yv��zv)��
ͬ������ʽ(4)��b��p/2+b���棬�����Ӵ���Ox�ij�������(xx��yx��zx)������С���е��ҳݺ�Ķ��壬�� ������ת��λ��qxӦ�������¹�ϵ
������ת��λ��qxӦ�������¹�ϵ
 (5)
(5)
������С����Ϊ������С�ְ�����ת qx��ʵ��С�־��г���Ķ�λ��
2 С�ִ���Ŀ�����
ͨ��ʽ(2)����С�־�������45��������λʸ �ͷ�ʸ
�ͷ�ʸ ��Ԥ��С�ֵ��澫������d����С����Ĵ���Ŀ�����
��Ԥ��С�ֵ��澫������d����С����Ĵ���Ŀ����� ��λʸΪ
��λʸΪ
 (6)
(6)
ͬ����С�ְ���Ĵ���Ŀ����� ��λʸΪ
��λʸΪ
 (7)
(7)
ʽ�У� ��
�� �ֱ�ΪС�ֵľ��а��澭��תqx��λ��õ�45��������λʸ�ͷ�ʸ����С�ִ��е�Ŀ�����
�ֱ�ΪС�ֵľ��а��澭��תqx��λ��õ�45��������λʸ�ͷ�ʸ����С�ִ��е�Ŀ����� ����ɢ��ʸ����ʾΪ
����ɢ��ʸ����ʾΪ
 (8)
(8)
3 С�ִ��в�������
С�ִ�����˫�淨���ۣ����漰���涨λ�����⡣С�ֵĴ��г���Sr��ʾΪ
 (9)
(9)
ʽ�У�ur��qrΪС�ִ�������������������frΪ���мӹ�ת�ǣ�frΪ���е����Ϸ��̡�С�ִ��г���Sr�ĵ�λ��ʸΪ
 (10)
(10)
ʽ�У� ��
�� �ֱ�ΪС�ִ��г�������������ƫ����������λʸΪpk��������������ƫ����Ϊ
�ֱ�ΪС�ִ��г�������������ƫ����������λʸΪpk��������������ƫ����Ϊ ��
�� ����ʽ(9)�õ���С�ְ����������һ���ݲۣ���ʽ(8)�õ�����һ���ֳݣ������гݲ۵���̶���������ת2p/z1�õ����к���ֳݣ�z1ΪС�ֳ��������⣬С�ֵĴ����ֳ���Sr�����Ŀ�����S*��������Զ���轫���г���Sr��תqr�ǶȺ�ʹ���г����Ŀ����澡���������Ա�С�־��������ļ��㣬��ת��qr��ͨ��ʽ(11)ȷ�������յõ����г���
����ʽ(9)�õ���С�ְ����������һ���ݲۣ���ʽ(8)�õ�����һ���ֳݣ������гݲ۵���̶���������ת2p/z1�õ����к���ֳݣ�z1ΪС�ֳ��������⣬С�ֵĴ����ֳ���Sr�����Ŀ�����S*��������Զ���轫���г���Sr��תqr�ǶȺ�ʹ���г����Ŀ����澡���������Ա�С�־��������ļ��㣬��ת��qr��ͨ��ʽ(11)ȷ�������յõ����г��� ��
��
 (11)
(11)
��С�ִ����ֳ���Sr��С�ִ���Ŀ�����S*�϶�Ӧ��ɢ��ľ���ƽ������С���Ӷ����qr��
����С�ֵ�Ŀ�����S*����г�����Ӧ��ɢ���ƫ�
 (12)
(12)
ʽ�У� ��hk��ʾ��k�������ij���ƫ�hΪ���������ij���ƫ��ʸ�������ǵ�pk�����������ƫ����λ��С�ִ��г������ƽ���ڣ��������з��������
��hk��ʾ��k�������ij���ƫ�hΪ���������ij���ƫ��ʸ�������ǵ�pk�����������ƫ����λ��С�ִ��г������ƽ���ڣ��������з��������
 (13)
(13)
����ƫ������h�ɱ�ʾΪ
 (14)
(14)
��С�ִ��еĵ��̲����ͻ���������������ת����Ϊ�Ż�������С�ִ��г�����Ŀ�����S*�IJ���ƫ��ƽ������СΪĿ�꺯����������С�����Ż�ģ��
 (15)
(15)
���û�����������Ե�Levenberg-Marquardt�����㷨���ʽ(15)����ϸ�㷨�ɲο��������[11-15]���ڱ����У���С�ְ���ľ��в���Ϊ��ֵ�������Ż����������䣬���е�������
4 ����
4.1 ����Ƚ�
�Ա��Է���������С��Ϊ����Ԥ��С�ֵĵ��澫������Ϊ0.2 mm����1��ʾΪС�ֻ������������У��ҳݸߺ��ҳݺ�����е��������2��ʾΪС�ֵľ����гݲ������������̲����ͻ���������������3��ʾΪС�ֵ�3�ִ��в������е���ߴ磬���з���1Ϊ����ɭ���в���������2Ϊ����Gleason���̲������������������Dz��ñ��ķ����õ��ģ�����3���ڷ���2�Ļ����Ͻ���������Ϊ�Ż������õ��Ĵ��в�����ͼ3��ʾΪ3�ִ��з�����Ӧ�ľ�������ͼ��
��ͼ3��֪������1�ľ��������ϴ���������Gleason���еľ�������λ������ֵľ��в�����ͬ���Ҵ�ֱ��λ��������λ����ֵľ��в�����ͬ�Ҷ�Ϊ0��ɡ������Ľ���Щ���������Ż�����˷���2�ͷ���3�ľ�������С�Ҿ��ȣ������з���1���������ľ�����Ϊ0.033 9 mm������2���������ľ�����Ϊ0.018 7 mm������3���������ľ�����Ϊ0.017 1 mm���ӱ�3�ɼ����Ż���������е�ȫ�ݸ߱�Gleason��ָ�����������������Gleason���е�����������˲ۿ���ȥ�����������÷�����Ϊ���ơ�
��1 ����������
Table 1 Tooth blank of pinion
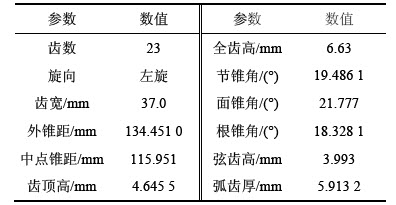
��2 С�־��в���
Table 2 Machine-tool settings of finishing pinion

��3 С�ִ��в������е���ߴ�
Table 3 Roughing parameters of pinion and tooth sizes at middle of face

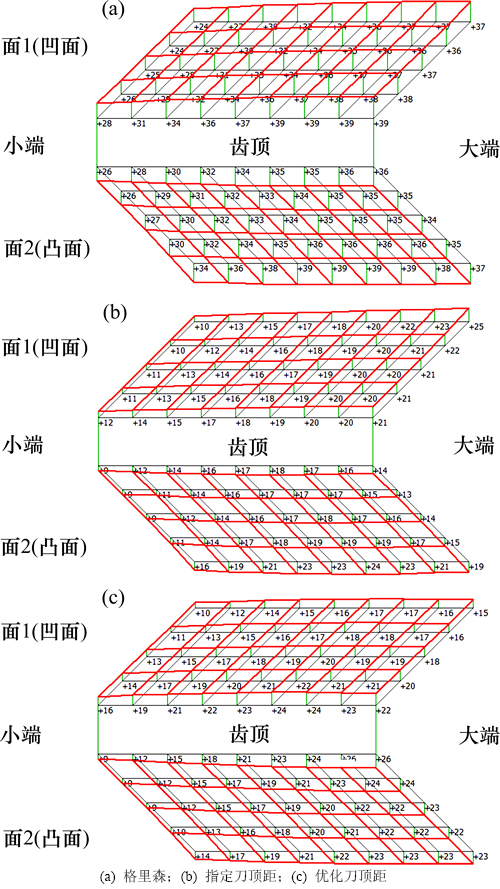
ͼ3 3�ִ��з����ľ�������(��λ����m)
Fig. 3 Finishing allowance of three cases
�����ĵ��Ż��������ܹ�ʹ�������������ȡ��ҳݺ��С���е�ȫ�ݸ߸�����ɼ�С�������ӹ��Ľ�������
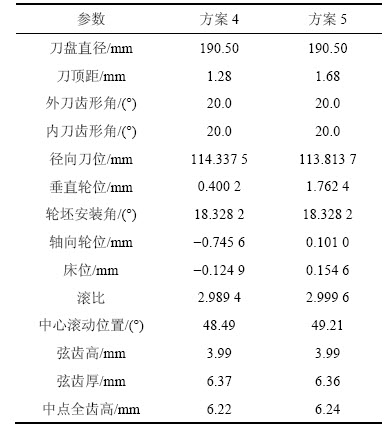
�������ִ�ͳ��5�����У��ֱ��д��ִ��е��̺�С�ִ��е��̣�����ʵ�������У��ر�����С��������ҵ��Ϊ�˼��ٵ��̹��ֱ���ô��ִ��е��̶�С�ֿ��ۡ�һ����ԣ���С�ִ��е��̵ij��νDz�ͬ��ͨ���������ִ��е��̵ĵ�����ͻ���������������һ���IJ�������4��ʾΪ���ô��ִ��е��̵�С�ִ����гݲ��������ߴ磬����4Ϊֱ�Ӳ��ô��ִ��е��̣�����5Ϊ�Ż����ִ��е��̵ĵ����࣬ͼ4��ʾΪ�����з�����Ӧ�ľ�������ͼ��
�ӱ�3��ͼ4��֪�����ô��ֵ��̴��е��е�ȫ�ݸ߽�С��ͼ4�У�ָ��������ľ��������ľ�����Ϊ0.022 7 mm�����Ż�������ľ��������ľ�����Ϊ0.019 7 mm�����߾��������Եij��ν���
4.2 ��������
С�ִ��С���ϳ�г�����YKT2250��������ϳ�ݻ��Ͻ��еġ�С�ִ��з����Dz��ô��ִ��е��̺��Ż������ࡣ����ʱ��2�ν�������λ�ֱ�Ϊ0.300 0 mm��0.154 6 mm�������������4�еķ���5ȡֵ����ɴ��п��ۣ���ͼ5(a)��ʾ��С�־���ʱ��3�ν��������洲λ�ֱ�Ϊ1.300 0 mm��1.100 0 mm��0.899 9 mm���洲λ�ֱ�Ϊ0.100 0 mm��-0.300 0mm��-0.497 6 mm�������������2���ã��������С�־�ϳ����ͼ5(b)��ʾ�����С�ֵ��е���ߴ���в������е����������ҳݸ�3.99 mm���ҳݺ�6.368 mm��ȫ�ݸ�6.235 mm��������������Ǻϡ�
��4 С��2�ִ��в������е���ߴ�
Table 4 Two sets roughing parameters of pinion and tooth sizes at middle of face

ͼ4 ���ִ��е��̵ľ�������(��λ����m)
Fig. 4 Finishing allowance with gear head-cutter
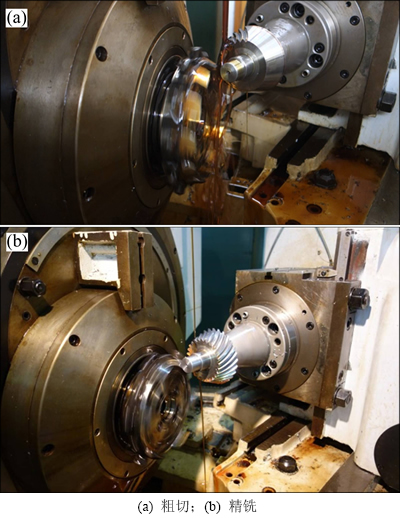
ͼ5 С�ִ־��ӹ�
Fig. 5 Roughing and finishing of pinion
5 ����
1) �����˻�������С�־�����������С���˷��Ż�ģ�ͣ����û�����������Ե�L-M�����㷨�������С�ִ��в�����
2) ����ֱ��λ��������λ�ʹ�λ��Ϊ���в������ܹ���ñ�Gleason���з��������ȵľ���������
3) �Ż��������ܹ�ȡ�ýϺõĴ���Ч���������ô��ִ��е��̶�С�ִ��У����������Եij��ν���
�ο����ף�
[1] ARGYRIS J, FUENTES A, LITVIN F L. Computerized integrated approach for design and stress analysis of spiral bevel gears[J]. Computer methods in applied mechanics and engineering, 2002, 191(11): 1057-1095.
[2] SHIH Y P. A novel ease-off flank modification methodology for spiral bevel and hypoid gears[J]. Mechanism and Machine Theory, 2010, 45(8): 1108-1124.
[3] ARTONI A, GABICCINI M, GUIGGIANI M, et al. Multi- objective ease-off optimization of hypoid gears for their efficiency, noise, and durability performances[J]. Journal of Mechanical Design, 2011, 133(12): 121007.
[4] LIU Guanglei, FAN Hongwei. Pinion tooth surface generation strategy of spiral bevel gears[J]. Chinese Journal of Mechanical Engineering, 2012, 25(4): 753-759.
[5] SU Jinzhan, FANG Zongde, CAI Xiangwei. Design and analysis of spiral bevel gears with seventh-order function of transmission error[J]. Chinese Journal of Aeronautics, 2013, 26(5): 1310-1316.
[6] TANG Jinyuan, HU Zehua, WU Lijuan. et al. Effect of static transmission error on dynamic responses of spiral bevel gears[J]. Journal of Central South University, 2013, 20(3): 640-647.
[7] �Ž���, ���ڵ�, ���, ��. ˫������ֵ�С�ִ��й��м���[J]. ��е��ѧ�뼼��, 2006, 25(7): 781-783.
ZHANG Jinliang, FANG Zongde, YANG Jianjun, et al. Overcutting test of the rough-machining of hypoid gears[J]. Mechanical Science and Technology, 2006, 25(7): 781-783.
[8] LI J G, MAO S M, HE J L, et al. Optimization of pinion roughing of spiral bevel and hypoid gear[J]. Proceedings of the Institution of Mechanical Engineers Part C: Journal of Mechanical Engineering Science, 2006, 220(4): 483-488.
[9] ���. �������������ӹ�[M]. ������: ��������ҵ��ѧ������, 1989: 152-155.
ZENG Tao. Spiral bevel gear design and processing[M]. Harbin: Harbin Institute of Technology Press, 1989: 152-155.
[10] �������ֳ�. ��������[M]. ����: ��ѧ������, 1974: 229-281.
Beijing Gear Factory. Spiral bevel gear[M]. Beijing: Science Press, 1974: 229-281.
[11] ARTONI A, GABICCINI M, GUIGGIANI M. Nonlinear identification of machine settings for flank form modifications in hypoid gears[J]. Journal of Mechanical Design, 2008, 130(11): 1671-1676.
[12] ARTONI A, GABICCINI M, GUIGGIANI M. Synthesis of hypoid gear surface topography by a nonlinear least squares approach[C]// 2007 Proceedings of the ASME International Design Engineering Technical Conference and Computer and Information in Engineering Conference. Las Vegas: American Society of Mechanical Engineers, 2007: 79-88.
[13] GABICCINI M, ARTONI A, GUIGGIANI M. On the identification of machine settings for gear surface topography corrections[J]. Journal of Mechanical Design, 2012, 134(4): 041004.
[14] �ս�չ, �س�ϼ. �������ֳ���ĸ߾������η���[J]. ����������ѧѧ��(��Ȼ��ѧ��), 2014, 42(4): 91-96.
SU Jinzhan, HE Zhaoxia. High-precision modification of tooth surface for spiral bevel gears[J]. Journal of South China University of Technology (Natural Science Edition), 2014, 42(4): 91-96.
[15] ����ΰ, ���ڵ�. �������ֻ����ӹ��������������㷨�о�[J]. ��е����, 2015, 39(3): 5-8.
CAI Xiangwei, FANG Zongde. Research of inversion algorithm of machine-tool machining parameter for spiral bevel gear[J]. Journal of Mechanical Transmission, 2015, 39(3): 5-8.
(�༭ �Կ�)
�ո����ڣ�2016-03-07�������ڣ�2016-05-12
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51205310��51375384)������ʡ��Ȼ��ѧ����������Ŀ(2015JQ5162)�������У��������ҵ���ר���ʽ�������Ŀ(310825171003) (Projects(51205310, 51375384) supported by the National Natural Science Foundation of China; Project(2015JQ5162) supported by the Natural Science Foundation of Shannxi Province; Project(310825171003) supported by the Fundamental Research Funds for the Central Universities)
ͨ�����ߣ��ս�չ����ʿ�������ڣ����³��ִ��������о���E-mail: sujinzhan@chd.edu.cn
ժҪ��Ϊ�˻�ý�Ϊ���ȵ�С�־��������������������С�ִ��в����Ż��ķ����������������е���ߴ��С�����ྫ�г�����ж�λ��Ԥ�þ����������ط�������ӣ��õ�С�ִ��е�Ŀ����棻����С�־�����������С���˷��Ż�ģ�ͣ����û�����������Ե����IJ���-������ط������㷨�������С�ִ��в��������Է��������г���֤���о��������������ֱ��λ��������λ����λ�͵�������Ϊ���в������ܹ���ñȸ���ɭ���и��Ӿ��ȵľ������������ô��ִ��е��̶�С�ֽ��д��У���������Եij��ν���
[7] �Ž���, ���ڵ�, ���, ��. ˫������ֵ�С�ִ��й��м���[J]. ��е��ѧ�뼼��, 2006, 25(7): 781-783.
[9] ���. �������������ӹ�[M]. ������: ��������ҵ��ѧ������, 1989: 152-155.
[10] �������ֳ�. ��������[M]. ����: ��ѧ������, 1974: 229-281.
[14] �ս�չ, �س�ϼ. �������ֳ���ĸ߾������η���[J]. ����������ѧѧ��(��Ȼ��ѧ��), 2014, 42(4): 91-96.
[15] ����ΰ, ���ڵ�. �������ֻ����ӹ��������������㷨�о�[J]. ��е����, 2015, 39(3): 5-8.
