
DOI: 10.11817/j.ysxb.1004.0609.2020-37459
��������������п�þ�Ͻ��Ͳļ�ѹ���ε���ֵģ�⼰ʵ���о�
������1, 2���� ��1, 2���� ��1, 2���� ��1, 2����ʫ��1, 2���� ��1, 2���˸���2
(1. �����ѧ ���Ͽ�ѧ�빤��ѧԺ������ 400044��
2. �����ѧ ����þ�Ͻ���Ϲ��̼����о����ģ����� 400044)
ժ Ҫ��
����DEFORM-3D��ֵģ�������Գ�����Ŀ��������п��ͲĽ��нṹ�Ż�������HyperXtrude��ֵģ�������Ը��Ͳĵļ�ѹ���ս����Ż����ͲĽṹ�Ż������Ը����ٶȷֲ������ȵ�����ܳ���㡢Ťš���������⣻ȷ��������һ�������ٶȼ���С�ٶȾ��������ѡ���ա��ڴ˻����ϣ��ɹ��Ʊ����˹���ƽֱ�ij�������������п�þ�Ͻ��Ͳģ����ͲĽ���ߴ�Ϊ502 mm��60 mm����Ŀǰ�����Ϲ�����Ŀ��������п�þ�Ͻ��Ͳġ����Ͳĸ������������֯�۲����ѧ���ܲ��ԣ���������֯����ϸС��ƽ�������ߴ�ԼΪ10~30 ��m������ǿ����250 MPa���ϣ��Ϻ��쳤����15%���ϡ�
�ؼ��ʣ�
þ�Ͻ������������п��Ͳ�����������ѹ��������ֵģ��������֯����ѧ������
���±�ţ�1004-0609(2020)-12-2809-11���� ��ͼ����ţ�TG379���� ���ױ�־�룺A
þ�Ͻ����ܶ�С����ǿ�ȼ��ȸնȸߡ��ۺ���ѧ�������á����������ӹ����ŵ㣬�������㷺Ӧ���ں��պ��졢���������������ͨ��3C��Ʒ������[1-4]�����������п�þ�Ͻ��Ͳļ������Ʒ�ߴ�Ҫ�����ѧ����Ҫ���ַ��ϻ����Ժ������������ƣ������ܹ�����ƴװ�����������Ч�ʣ����������ɱ�[5-7]������þ�Ͻ��ҵ������Ӧ�ã����������п�þ�Ͻ��Ͳĵ������������ӣ��ߴ缰����Ҫ��ҲԽ��Խ�ߣ��Դ�����������п�þ�Ͻ��Ͳļ�ѹ���μ������о��������Ѿ���Ϊ�������о����ȵ�֮һ��Ȼ����þ�Ͻ�������������ľ���ṹ�����滬��ϵ�����������漰�滬��ϵ���Կ���������þ�Ͻ�Э�����Ա��������һ���棬�ͲĵĿ���Խ�ں�ԽС����Ӧ�������ȶ��ٽ�Ӧ����ԽС���Ͳľ�Խ���������ˡ�������ʧ��������һ���棬þ�Ͻ�ı����п��Ͳģ������ͲĽṹ���ӣ�ģ������Ѷȴ��ȷ����ϵĹ��̵��¼�ѹ�����Լ�ѹ�豸��Ҫ����ߣ����⣬þ�Ͻ�Ĵ�������Ͳģ����ڴ��ںܴ�Ŀ���ȣ��ڼ�ѹʱ�Ͳĺ���������������Ͳij��β�ƽֱ��������ֱ��������[8]����ˣ�������������п�þ�Ͻ��Ͳ��ڳ��漼���£��з����ڳ�����ģ�ɱ��ߡ���ѹ���ε��Ѷȴ¹�KAINER��������ں�4 mmʱ��þ�Ͻ��Ͳ���������Ȳ��ᳬ��250 mm���Ĺ۵㣬����˵��������Ŀ��������п�þ�Ͻ��Ͳ��ڳ��漼�������Լ�ѹ���Ρ����ż���� ģ��ķ�չ����ֵģ����ֶ���þ�Ͻ����Գ���������Խ��Խ��Ҫ������[9-12]����ֵģ����ʵ������ݵĽ�ϣ�Ŀǰ��þ�Ͻ��Ͳ��з���������Ҫ�ֶΡ���������Ԫ����(Finite element method, FEM)��DEFORM-3D������Ȼ����Զ�����ο�������ֵģ���������������ڼ�ѹ���ι���������Ϊ����ֵģ���о�������Arbitrary lagrange-euler(ALE)��HyperXtrude������������Ͳĵļ�ѹ������ֵģ��������ģ�Ŀǰ������þ�Ͻ��Ͳĵļ�ѹ���η��棬��������̬����ʱ�������ٶȿ죬�������ڼ�ѹ�����Ż�����ֵģ���о���
����þ�Ͻ�ļ�ѹ���Σ�����ѧ�����˴���������о�[13-15]���������[16]��AZ31þ�Ͻ�ĹܲĽ����˼�ѹ���ε���ֵģ�⣬�о����ڼ�ѹ�����У��¶ȡ��ٶȡ������ض���������Ӱ�죬ΪAZ31þ�Ͻ�ܲļӹ��ṩ�˿�ѧ���ݡ��߷ɵ�[17]����DEFORM-3D������AZ31þ�Ͻ��������ѹ���̽�������ֵģ�⣬�о���������ѹ�����в�ͬ�ε��¶ȡ���ЧӦ������ЧӦ��ֲ���ģ��������ѹ����ƶ���ģ���������ָ�����á���������[18]����HyperXtrude������ZK60þ�Ͻ�Ŀ����ͲĽ����˼�ѹ���̵���ֵģ�⣬ģ�����ó����ʵļ�ѹ���գ����ڴ˹�����������֤���飬�õ���״���ܺϸ�IJ�Ʒ�����ﵽ225 mm�����������Ƚ�ˮƽ�����ʹ���[19]������ֵģ���ֶΣ�������AZ31þ�Ͻ����������伷ѹ����ʱ���¶ȳ��������ķֲ����ɡ����ǣ�����þ��ҵ������Ӧ�ú����ͨ��ҵ�ķ�չ�����ڳ�������������п�þ�Ͻ��Ͳģ�������Ҫ������ߵijߴ缰����Ҫ�����һ�������з��伷ѹ���μ�����
������þ�Ͻ��ͲĵĽṹ��Դ�����Ͻ��Ͳģ�����ѹ���ղο�����С���ļ�ѹ��Ʒ����Ҫ������ֵģ���ֶΣ����ݳ�����þ�Ͻ��Ͳļ�ѹ���̵�������Ϊ���нṹ�Ż��������Ż���Ȼ����ܽ��м�ѹ���顣���IJ��ÿ�չ��ѹ������ϱ⼷ѹͲ��ƺ����ģ����ƣ���������DEFORM-3D�����Գ�����Ŀ��������п�AZ31þ�Ͻ��ͲĽ�������ֵģ�⣬�Ż����ͲĵĽṹ��ƽ�����ͲĽ����������ٶȷֲ�����֤þ�Ͻ��Ͳĵ�˳��������Ȼ��������HyperXtrude������������˼�ѹ�����Ż���ȷ���˳����ٶȾ��ȵ���ѡ���գ���������ֵģ��������ʵ�������н������Ͳĵļ�ѹ���Σ����۲�������Ͳĵ�����֯�Ͳ��Է���������ѧ���ܣ���֤����ֵģ��������ȷ�ԡ�
1 �ͲĽṹ�Ż�����ֵģ��
1.1 ����ģ�ͽ���
ͼ1��ʾΪ�ͲĵĽ���ͼ����سߴ磬���бں�2~5 mm��������7��������502 mm������SolidWorks2012�����������ͲĽṹ����سߴ罨����ѹ���ε���ά����ģ�ͣ���������ģ����ģ����ģ����ѹͲ����ѹ���Լ����ϣ�������������Ϲ���װ�䱣��ΪSTL.��ʽ��
1.2 ����ģ�ͽ���
���������ε������ϡ���ѹ�ˡ���ѹͲ������ģ����ģ����ģ�������Ͻ������֣����ڽ�ģ������ֲ�ϸ��������ǰ�ڵ��о���ͨ��AZ31þ�Ͻ��ڲ�ͬ�¶Ⱥ�Ӧ�������µ���Ӧ��-��Ӧ�����ߣ��Զ������ϵIJ���ΪAZ31þ�Ͻ𣬱���Ϊ1010 J/(kg��K)������ϵ��Ϊ145 W/(m��K)����ѹ�¶Ⱥͼ�ѹ�ٶ�ѡ��400 ���5 mm/s���ݴ����ø��������¶�Ϊ400 �棬��ѹ�˵��˶��ٶ�Ϊ5 mm/s��Ħ����ϵѡȡ����Ħ��ģ�ͣ�Ħ��������Ϊ��=0.4��Ĭ��ѡ��ģ����Ƶ���ز����������ļ�ѹ����ģ����ͼ2(a)��ʾ��ͼ2(b)��ʾΪ�����Ͳĵķ���ģģ�ͣ��м�4�������ֱ��Ӧ�Ͳĵ�4���߰�λ�ã�����5��������Ӧ�Ͳĵ���ڡ�
1.3 �Ż�ǰģ��������
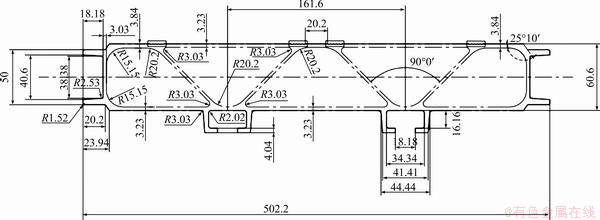
ͼ1 �����ͲĶ���ṹ��ߴ�
Fig. 1 Cross section structure and dimensions of wide profile (Unit: mm)

ͼ2 �����Ͳļ�ѹ����ģ�ͼ�����ģ
Fig. 2 Extrusion physical model of wide profile and shunt die
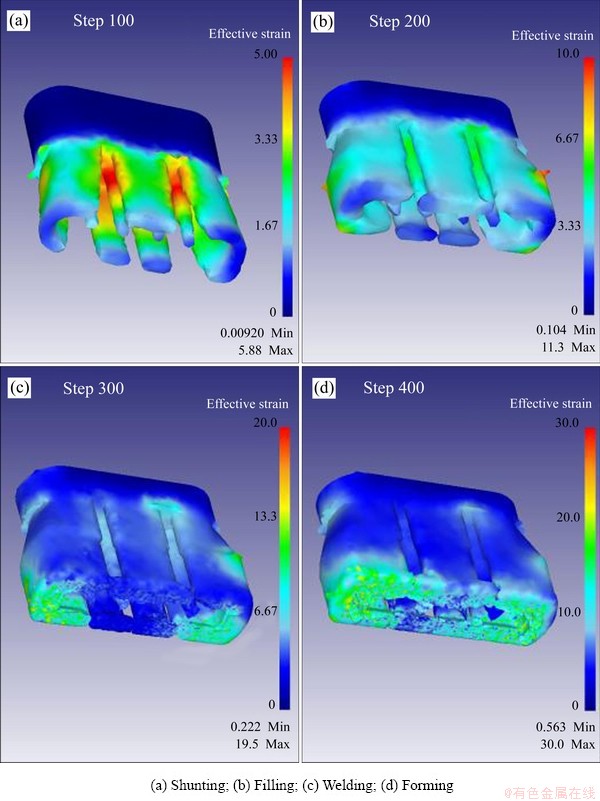
ͼ3 �����Ͳļ�ѹ���β�ͬ�εĵ�ЧӦ��ֲ�
Fig. 3 Effective strain distribution of wide profile extrusion in different stages
ͼ3��ʾΪ�����Ͳ��ڼ�ѹ���ι����еĵ�ЧӦ��ֲ������ͼ3(a)��ʾΪ��������������ģʱ�ĵ�ЧӦ��ֲ�����ʱ�����м�4���ڷ����״��Ľ������ܵ��ĵ�ЧӦ�����ԼΪ4.5~5.0�����ڸ������С����ѹ�����������5����������������ͬ�ļ�ѹ���£�������Ϊ���ҵ��α䣬ʹ�����ЧӦ�����ͼ3(b)��ʾΪ������������ģʱ�ĵ�ЧӦ��ֲ������ż�ѹ���̵Ľ��У�����������ĵ�ЧӦ����������ƣ���������ĵ�ЧӦ��ֲ���Ϊ���ȣ��������ڳ�����ģ��������ģ�����ҵĹ����У���������������������ЧӦ������ͼ3(c)��ʾΪ��������ʼ����ʱ�ĵ�ЧӦ��ֲ������Կ��Կ���������ĵ�ЧӦ������в��ܶ࣬����ԼΪ8.5~12.5���в�ԼΪ4.5~6.5���������������ȴ����в��������ż�ѹ�Ľ��У������������в���������ЧӦ��Ҳ���в������ͼ3(d)��ʾΪ�ͲĿ�ʼ����ʱ�ĵ�ЧӦ��ֲ������������������в�����IJ�ֵ�������ӣ�����ԼΪ15.5~20.5���в�ԼΪ8.5~12.5�������Ѿ�������ɣ�����ʱ����������ģ�����ϴ��Ħ������ʹ�����ЧӦ�����ӣ����в������ʱ��δ������ɣ�Բ���������ǰ�˻������ܼ�ѹ������ЧӦ����������
ͼ4��ʾΪ�����Ͳ��ڳ���ʱ���ٶȷֲ���ͼ����ͼ4���Կ����������ٶ����Դ����в����߰��������������ԼΪ25~35 mm/s�����в����߰��������8~11 mm/s���ҡ���������ĺ�Ƚϴ���Լ�ѹ��С������ͬ��ѹ���£��������ٶȸ����θ��죻ͬʱ���в����߰�������ν��������¸��������������㣬������ij�����ǣ�����ã����ż�ѹ�Ľ��У���������ͻ����ڷ������������յ����Ͳķ�������㡢Ťš���������⣬���������Ρ�

ͼ4 �����Ͳij���ʱ���ٶȷֲ�
Fig. 4 Velocity distribution during wide profile forming
���Ϸ����������ڿ����Ͳļ�ѹ���εĹ����У���ЧӦ��ֲ������ȣ������ڼ�ѹ���Σ��������ٶȲ�ֵ���������շ���������Ťš�������Ͳ������Ρ�
1.4 �Ż���ģ��������
��������ģ������������������Ż��ͲĽṹ�ķ�����һ�������߰����ƱںӶ���С�߰������������߳����ٶȣ���������������Բ�뾶����С��Բ�뾶�Լ�С������ڵĺ�ȣ��Ӷ�����ѹ�ȣ���������ij����ٶȡ�������С�������в����߰�ĺ�Ȳ�ֵ��ƽ�⼷ѹ���ι����н��������в���������ij����ٶȣ����ⷢ������㡢Ťš����������Ͳ��������������
�����ͲĽṹ�Ż����ڼ�ѹ���ι����е��ٶȷֲ���ͼ5��ʾ����ͼ5(a)��(b)���Կ������ڼ�ѹ���ι���ǰ�ڣ���������������ģ��������в����ٶȷֲ�����С�������ٶȺͳ����ٶȱȽϾ��ȡ��ڼ�ѹ�����к��ڣ���ͼ5(c)��(d)��ʾ���Ͳ������ٶȳ��������ƣ����ٶȷֲ�������ƽ�⣬�������в������ٶȵIJ�ֵ��С��Ϊ4~8 mm/s���ң�����Χ�ڣ�������Ӱ���Ͳ����ճ��Ρ�
�����Ϸ�����֪�������ͲĽṹ�Ż���ѹ���ι����е��ٶȷֲ��ȽϾ��ȣ�ģ������Ԥ�ڷ��ϣ�����˳���㡢Ťš��������IJ������������Ͳĵij���������
2 ��ѹ�����Ż�����ֵģ��
2.1 ģ��Ĺ���ѡ��
Ϊ��֤�����Ͳ��ܹ����������ﵽһ������Ч�ʣ�ģ���¶ȶ�Ϊ450 �棬��ѹ�ٶ���Ϊ5 mm/s�����������¶�Ϊ���������ձ�1�Ŀ����Ͳļ�ѹ���գ�����HyperXtrude������ÿһ�����������ֵģ�⣬����ÿ�鹤�ղ����³����ٶȷֲ�������ó���ѵļ�ѹ���գ�Ϊʵ�ʼ�ѹ�����ṩ��ѧ�ɿ������ݡ�
2.2 ģ��ǰ��������
��HyperXtrude�����е�������Ͳ�ģ�ߵļ���ģ�ͣ�����ԭ�㣬������ѹ������Z�᷽��һ�£���ȡ���壬��ɾ��������壻���ù���������Ϊ15 mm�������Ͳij���Ϊ45 mm�������廮��Ϊ202 mm�Ŀ��ڡ�14 mm�ĽӺ��Ҽ�10 mm�ĵ���ǻ��ѡ��AZ31þ�Ͻ���Ϊ���ϵIJ��ϣ������뼷ѹͲ�ڱڡ�������ģ�߽Ӵ������óɼ���Ħ�����ͣ�������ģ�߹��������óɿ���Ħ�����ͣ����������Ӧ�ļ�ѹ���ղ�����

ͼ5 �����ͲĽṹ�Ż���ͬģ�ⲽ�����ٶȷֲ�
Fig. 5 Velocity distribution of structure optimized wide profile in different steps
��1 �����Ͳļ�ѹ���ղ���
Table 1 Process parameters of wide profile extrusion

2.3 ģ��������
������ѹ������Ҫ��úϸ���ͲIJ�Ʒ����Ҫ�������ǽ�������ģ�ڵ��ٶȻ���һ��[5]��ͼ6��ʾΪģ�������ٶȷֲ���ͼ���ڲ�ͬ�Ĺ����£������ֳ�1��5��6��11���ٶ����3��7��8��9��10���ٶȴ�֮��2��4��12��13��14��15���ٶ���С�ķֲ����������ԭ���֣����ٶȴ�������������϶��з�����Ӧ������Ҫ������������ֱ����䣻��������Ϊӵ�����ıں�������죻���IJ�4���߰崦����Ȼ������ķ����ף������ڱں�̫���������谭�˽�����������������ͬ�ļ�ѹ�������£�������ٶȾ���С��
1~15����ͬ�����µ��ٶ�ֵ���2���С���ÿһ����ͬ�������ڣ����բ������µ��ٶ�ֵ��С�����բ������µ��ٶ�ֵ��֮�����բ������µ��ٶ�ֵ�� ��������֮��������Ƚ�С�������¶����ߣ��ٽ��˸úϽ����漰�滬��ϵ��Эͬ������һ���̶��ϸ����������Ա���������ʹ�����ϵı��ο�����С������ͬ�ļ�ѹ�ٶ��ƽ��£����������ٶȾͻ���������ơ���Σ�����������ѹ���ղ�����ͬ���������¶����Ƚ�С��ͬһ����ͬ�����µ��ٶ������ͱȽ�С��
�Ͳ�ģ���ٶȵľ��ȳ̶����Ͳĵij�������������أ��ٶ�Խ���ȣ��Ͳķ���Ťš������ȱ�ݵĿ�����ԽС����������Խ��[5]���������ٶȳ�ƫ��(SDV) �����۽��������ٶȾ����Ե���Ҫ������SDVֵԽС��������������Խ���ȣ�SDVֵԽ������������Խ���ң�SDVֵ��Ϊ�ٶȵľ�����ɱ�2�еIJ�ͬ�����¸�����������ٶ�ֵ����ó��IJ�ͬ������1~15���ٶȵ�ƽ��ֵ����������ͼ7��ʾ�����բ������µ��ٶ�ƽ��ֵ����������С���ֱ�Ϊ169.9 mm/s��94.50 mm/s�����բ������µ��ٶ�ƽ��ֵ���������֮���ֱ�Ϊ175.3 mm/s��98.33 mm/s�����բ������µ��ٶ�ƽ��ֵ����������ֱ�Ϊ195.4 mm/s��118.93 mm/s���������ղ���һ��ʱ�����ڸ�������ٶ�ֵ�����������¶ȵ����߶����ӣ������ٶ�ƽ��ֵҲ��֮����ͬʱ�������¶�����ʹ������ο�����С�����ͲĽ����ڵ�������ֵø�Ϊ���ԣ��ʴ˺�ڴ����ٶ������ķ��ȸ�������������ٶ��������Ƚ�С�����������������¶ȵ����ߣ��ͲĽ����ٶȾ���������������ٶȾ�����Խ�����ٶȷֲ�Խ�����ȣ��Ͳij��ξ�Ϊ���ѣ��ʹ��բ���������Ͳĵļ�ѹ���Ρ�

ͼ6 �����ͲIJ�ͬ�����µ��ٶȷֲ�
Fig. 6 Velocity distribution of wide profile in different processes
��2 ��ͬ������1~15�����ٶ�ֵ
Table 2 Values of velocity at point 1-15 by different processes


ͼ7 ��ͬ������1~15�����ٶ�ƽ��ֵ��������ֵ
Fig. 7 Average values and mean square errors of velocity at point 1-15 by different processes
�����Ϸ�����֪���������ղ���һ��ʱ�����������¶ȵ����ߣ���������ij����ٶ���죬�ͲĽ����������ٶȡ��ٶ�ƽ��ֵ���ٶȾ�������������ƣ����բ����һ���ij����ٶȺ������СSDVֵ��������������Ϊ���ȣ��Ͳij������������Ǹÿ����Ͳļ�ѹ���ε���ѡ���ա�
3 �������Ͳĵļ�ѹ����
3.1 ��ѹ����
��AZ31þ�Ͻ���370 �桢18 h���Ȼ��˻������400 �����¯��Ԥ��2 h��ģ����450 �����¯��Ԥ���㹻��ʱ�䣬����3600 T��ѹ�����¶���Ϊ450 �棬����ѹ��ƽ���ѹ�ٶ��ȶ���5 mm/s���ҡ�
��ͼ8��ʾ��Ϊ�����Ͳļ�ѹ����Ľ��������ͼ8(a)��(b)��δ��ģ�ļ�ѹ�����ͼ8(c)��(d)����ģ��ļ�ѹ�����ͼ8(a)�г����˽����������⣬���ֵط���Ȳ��㣬�����еĵط����ȱ�⡣ԭ���ǽ�崦������С���IJ�����ʱ����㣬��ѹʱ���������Ρ�ͼ8(b)�е�Ťš���������Ǽ�ѹʧ�ȵı��֣�����ԭ���ǽ����������������ȡ���Ϊ��������ٴ����м�����ģ���һ��ʱ������������λ�Ʊ��м�����Ĵ����쳤�������������ܵ��Ѽ����Ͳĵļ�ѹӦ�����ã�������Ͽ켷�������쳤�������м�����ܵ��Ѽ����Ͳ�����Ӧ�����ã��ٽ���ӿ켷����ʹ�����Ͳĵ�ͬһ�����ڣ�Ϊ�˱�֤�����ļ�ѹ���Σ��Ͳĵ���ѹӦ��������ƽ�⣬���ճ�����Ťš���������⡣�������е���ģ����������ģ֮������ѡ�ļ�ѹ���գ����ճɹ���������ͼ8(c)��(d)��ʾ�Ĺ���ƽֱ���ߴ������������������õij�������������п�þ�Ͻ��Ͳġ����ͲĽ���ߴ�Ϊ502 mm��60 mm���ں�2~5 mm���Դ�ͻ���˵¹�KAINER���ں�4 mmʱ��þ�Ͻ��Ͳ���������Ȳ��ᳬ��250 mm���Ĺ۵㣬��Ŀǰ�����Ϲ�����Ŀ��������п�þ�Ͻ��Ͳģ��ٽ���þ�Ͻ�ѹ���μ������з�����һ����չ��þ�Ͻ��Ӧ�������ƶ���þ��ҵ��չ��
3.2 ����֯����
��ͼ9��a��b��c��d�ĸ�λ��ȡ�����ڴ�ֱ��ED�ķ����Ϻ�ƽ����ED�ķ����Ϸֱ�۲���������Ͳĵ�����֯��
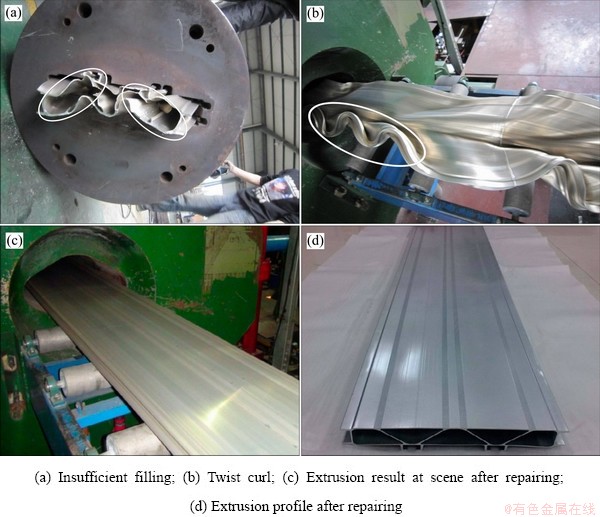
ͼ8 �����Ͳĵļ�ѹ���ν��
Fig. 8 Extrusion results of wide profile

ͼ9 ��Ʒѡȡ��λ��
Fig. 9 Locations of sample selections

ͼ10 �����ͲIJ�ͬλ�õ�����֯
Fig. 10 Microstructures of wide profile in different locations
ͼ10��ʾΪ�����Ͳ�a��b��c��d�ĸ���ͬλ�õ�����֯����Ϊ��ֱ��ED�Ĺ۲�������Ϊƽ����ED�Ĺ۲������ĸ�λ�õľ������Ƚ�ϸС�Ҿ��ȣ������ߴ��Լ��10~30 ��m�����������Ͳij����������á�a�����ڴ�ֱ��ED����۲쵽������ϸС�����ܾ��ȣ����Գʵ��ᾧ�ֲ���˵���Ѿ���ȫ�ٽᾧ��ƽ�������뾶��ԼΪ5~10 ��m����ƽ����ED�����ϣ���֯���ʵ��ᾧ�ֲ��������Ѿ���������ȫ�ٽᾧ�����ھֲ���������쳣�ִ���ٽᾧ������b������ED������ϣ���֯���Գʵ��ᾧ�ֲ��������ߴ�ԼΪ10~15 ��m����ED�ݽ����ϣ�����ȫ�ٽᾧ״̬�����־���ϸ��֮���зֲ㣬ԭ�����ڱ��ι����У���������ģ���ڱڴ��ڽϴ��Ħ�����Σ��ﵽ�ٽᾧ�����ľ��峤����ٽ���ζȣ����²����ٽᾧ��������ֻ���c������֯�������ʵ��ᾧ�ֲ��������ȽϾ��ȣ��ߴ�ԼΪ10~20 ��m��˵���IJ��߰�����������á�d������ED������ϣ���Ϊ���ᾧ�ֲ���������Ϊ���ȣ��ߴ�Ϊ15~35 ��m���ң���ED�ݽ����ϣ���b���нṹ���ƣ��־���ϸ�������Էֲ㣬�Ҵ־��ľ���������ԭ����ģ���ڱڲ�����Ħ�����δٽ����ٽᾧ�������쳣����ͬʱd���ļ�ѹ���α�b����С��Ħ�����β����ı��ζȶԾ��峤������ø���4����ͬλ�õľ�����С�����ȶȵ�����֯��Ϣ������HyperXtrude����ģ��Ľ��һ�£����γ̶ȴ������ʿ����������֯����ϸС���ȡ�
3.3 ��ѧ���ܲ���
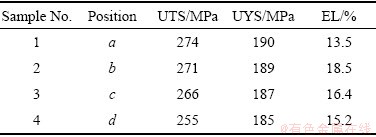
��ͼ9��ʾa��b��c��d�ĸ�λ��ȡ���������������飬���Կ����Ͳĵ���ѧ���ܣ����Խ�����3���С�4��λ�õĿ���ǿ��(UTS)��250 MPa���ϣ��Ϻ��쳤��(EL)��15%���ϣ���ѧ���ܲ��첻���ԡ�����a���Ŀ���ǿ����ߣ�Ϊ274 MPa����������AZ31þ�Ͻ�һ�㼷ѹ�Ͳ�(T�Ͳ�255 MPa[20]���п��Ͳ�256 MPa���������270 MPa[21]�������п��Ͳ�257 MPa[22]��)����ÿ���ǿ�ȣ�ԭ���Ǽ�ѹ�ȴ����������ʹ�þ����ٽᾧ�̶���ߣ�������������ϸС�;��ȣ����մ�������˿���ǿ�ȣ�b�����ۺ���ѧ������ã�����ǿ�ȴﵽ271 MPa���Ϻ��쳤�ʳ���18%���侧��ϸС�Ҹ��Ӿ������£���d�����ۺ���ѧ������Խϲ����ԭ����������֯�����ȣ��ٽᾧ�����쳣�ִ���4��λ�õ���ѧ����������HyperXtrude������ģ����������֯�۲���һ�£����γ̶ȴ������ʿ����������֯��ϸС���ȣ��ۺ���ѧ���ܸ����졣
��3 �����ͲIJ�ͬλ�õ���ѧ����
Table 3 Mechanical properties of wide profile in different locations
4 ����
1) ��������������п�þ�Ͻ��Ͳ��ڼ�ѹ���ι����У��ṹ�Ż�ǰ��ЧӦ���ڷ���ʱ�IJ��������࣬�ڳ���ʱ��������IJ��������ٶ�ֵ���Դ����IJ������³���㡢Ťš��������ij��֣����������Ρ��ṹ�Ż����ٶ������������IJ�����ֵ��4~8 mm/s���ң��ͲĽ�������ٶȽ�Ϊ���ȣ�����˳���㡢Ťš�������⣬��˳�����Ρ�
2) ȷ�����˳�������������п�þ�Ͻ��Ͳĵ���ѡ���գ��������¶�400 �棬ģ���¶�450 �棬��ѹ�ٶ�5 mm/s���ù����¾���һ�������ٶȼ���С���ٶȾ���������ֳ��θ�Ϊ���ȡ�
3) �ṹ�Ż�������ѡ�����£��ɹ��Ʊ��˹���ƽֱ���ߴ������������������õij�������������п�þ�Ͻ��Ͳģ���֤��ģ��������ȷ�ԣ����ͲĽ���ߴ�Ϊ502 mm��60 mm���ں�2~5 mm����Ŀǰ�����Ϲ�����Ŀ��������п�þ�Ͻ��Ͳġ�
4) �Ͳĸ�������֯����ϸС��ƽ�������ߴ�ԼΪ10~30 ��m������ǿ����250 MPa���ϣ��Ϻ��쳤����15%���ϣ���߿���ǿ�ȴﵽ274 MPa��ģ�����б��γ̶ȴ������ʿ������ʵ�����и���������֯��ϸС���ȣ��ۺ���ѧ���ܸ����죬����֮���Գ����õ�һ���ԡ�
REFERENCES
[1] �� ��, ������, ���ճ�, ������. ����þ�Ͻ���о�������Ӧ��[J]. �й���ɫ����ѧ��, 2003, 13(2): 277-288.
YU Kun, LI Wen-xian, WANG Ri-chu, MA Zheng-qing. Research, development and application of wrought magnesium alloys[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(2): 277-288.
[2] FRIEDRICH H, SCHUMANN S. Research for a ��new age of magnesium�� in the automobile industry[J]. Journal of Materials Processing Technology, 2001, 117(3): 276-281.
[3] �� ��, ������, ���ճ�. þ�Ͻ����Ա��λ���[J]. �й���ɫ����ѧ��, 2005, 15(7): 1081-1086.
YU Kun, LI Wen-xian, WANG Ri-chu. Plastic deformation mechanism of magnesium alloys[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(7): 1081-1086.
[4] KOJIMA Y, AIZAWA T, KAMADO S, HIGASHI K. Progressive steps in the platform science and technology for advanced magnesium alloys[J]. Mater Sci Forum, 2000, 350/351(7): 3-18.
[5] ��ף��. þ��þ�Ͻ��Ͳĵļ�ѹ[J]. ��ɫ�����ӹ�, 2004, 33(1): 31-36.
WANG Zhu-tang. Extrusion of magnesium and magnesium alloy profiles[J]. Non-ferrous Metal Processing, 2004, 33(1): 31-36.
[6] �� ��. AZ31þ�Ͻ��ͲĿ�չ��ѹ���ղ����о�[J]. �ȼӹ�����, 2012, 41(13): 95-97.
WANG Rui. Study on process parameters of wide extrusion of AZ31 magnesium alloy profiles[J]. Thermal Processing, 2012, 41(13): 95-97.
[7] STONE R B, WOOD K L, CRAWFORD R H. Using quantitative functional models to develop product architecture[J]. Design Studies, 2000, 21(3): 239-260.
[8] KURT. Extrusion: Processes, machinery, tooling[M]. Ohio: American Society for Metals, Metals Park, 1976: 152-153.
[9] TANG J, WU W T, WALTERS J. Recent development and application of finite element method in metal forming[J]. Journal of Materials Processing Technology, 1994, 46(1/): 117-126.
[10] �� ��, ��ӱ��, ��ѩ��. ���Ͳļ�ѹ��������Ԫ��ֵģ��[J]. �й���ɫ����ѧ��, 1998, 8(4): 637-642.
ZHOU Fei, PENG Ying-hong, RUAN Xue-yu. Finite element numerical simulation of aluminum profiles extrusion process[J]. The Chinese Journal of Nonferrous Metals, 1998, 8(4): 637-642.
[11] ��Ⱥ��, �����, ��ӱ��, ��С��. AZ31þ�Ͻ������ȳ�ѹ��ֵģ����ʵ���о�[J]. �й���ɫ����ѧ��, 2006, 16(4): 580-585.
CHANG Qun-feng, LI Da-yong, PENG Ying-hong, ZENG Xiao-qin. Numerical simulation and experimental study on warm stamping of AZ31 magnesium alloy sheets[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(4): 580-585.
[12] �ű���, �� ��, ������, ʯ ��, ֣�Ĵ�, �����, ������. AZ31þ�Ͻ𱡱ڹܼ�ѹ�������������Ӱ����ɵķ���ģ��[J]. �й���ɫ����ѧ��, 2012, 22(10): 2713-2719.
ZHANG Bao-jun, YANG He, GUO Liang-gang, SHI Lei, ZHENG Wen-da, GU Rui-jie, KOU Yong-le. Simulation simulation of influence law of axial inclination angle of AZ31 magnesium alloy thin wall tube extrusion shaft[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(10): 2713-2719.
[13] �� ��, �����, ������, �Ʋ�ƽ. ��ѹ̬AZ31þ�Ͻ��ȱ��ι����е�������֯���ݱ�[J]. �й���ɫ����ѧ��, 2016, 26(2): 288-295.
LIU Xiao, ZHU Bi-wu, LI Luo-xing, TANG Chang-ping. Twinning and texture evolution of AZ31 magnesium alloy during hot deformation[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(2): 288-295.
[14] ��˧��, �� ��, ����, �� ��, ��ά��, ��־��, �ش���. ����Mg-Bi-Al-Zn����þ�Ͻ������֯����ѧ����[J]. �й���ɫ����ѧ��, 2017, 27(5): 894-901.
MENG Shuai-ju, YU Hui, CUI Hong-wei, ZHANG Jing, ZHAO Wei-min, WANG Zhi-feng, QIN Chun-ling. Microstructure and mechanical properties of a novel Mg-Bi-Al-Zn wrought magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(5): 894-901.
[15] ���Ҿ�, �����, ¬��ΰ, ������, ������. þ�Ͻ�����ѹ-�������и����������ι��ռ���ѹ������[J]. �й���ɫ����ѧ��, 2018, 28(5): 923-930.
HU Zhong-ju, LIU Yan-feng, LU Li-wei, WU Xian-peng, LIU Chu-ming. Positive extrusion-bending shear composite continuous deformation process and extrusion force calculation of magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(5): 923-930.
[16] ������, ������, Ѧ ��. AZ31þ�Ͻ�ܲļ�ѹ������ֵģ���о�[J]. ��ѹװ�������켼��, 2006, 41(2): 70-72.
LI Lin-lin, ZHANG Zhi-min, XUE Yong. Numerical simulation study on extrusion forming of AZ31 magnesium alloy tubes[J]. Forging Equipment and Manufacturing Technology, 2006, 41(2): 70-72.
[17] �����, �� ��, �� ��. AZ31þ�Ͻ�������ѹ������ֵģ��[J]. �ȼӹ�����, 2009, 38(17): 39-41.
WU Gui-min, GAO Fei, FU Rong. Numerical simulation of continuous extrusion process of AZ31 magnesium alloys[J]. Thermal Processing, 2009, 38(17): 39-41.
[18] ������, ������, �����. ����HyperXtrude��ZK60þ�Ͻ��Ͳļ�ѹ������ֵģ���ʵ����֤[J]. ��ѹ����, 2015, 40(6): 138-144.
GUO Li-li, LI Yong-bin, PEI Yong-yang. Numerical simulation and experimental verification of extrusion forming of ZK60 magnesium alloy Profiles based on HyperXtrude[J]. Forging Technology, 2015, 40(6): 138-144.
[19] ���ʹ�, ��ռ��, ������, ������. AZ31þ�Ͻ��Ͳ��������伷ѹ���ι��̵���ֵģ��[J]. �й���ɫ����ѧ��, 2010, 20(5): 923-929.
GUAN Ren-guo, ZHAO Zhan-yong, CHEN Li-qing, WANG Fu-xing. Numerical simulation of continuous rheological extrusion process of AZ31 magnesium alloy profiles[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(5): 923-929.
[20] �ܺ���, ��С��, ������, ���Ľ�. AZ31þ�Ͻ��Ͳļ�ѹ���պ���֯���ܷ���[J]. ��Ͻ�ӹ�����, 2003, 31(9): 28-30.
ZHOU Hai-tao, ZENG Xiao-qin, WANG Qu-dong, DING Wen-jiang. Extrusion process and microstructure analysis of AZ31 magnesium alloy profiles[J]. Light Alloy Processing Technology, 2003, 31(9): 28-30.
[21] �� ��. ������AZ31þ�Ͻ𱡰���ι��ռ���֯����[D]. ����: ������ҵ��ѧ, 2015: 65-66.
WANG Sai. Forming process and microstructure of high plasticity AZ31 magnesium alloy sheets[D]. Shenyang: Shenyang University of Technology, 2015: 65-66.
[22] ���콿. ��ϸ��þ�Ͻ��Ͳij����ռ���֯����[D]. ����: ������ҵ��ѧ, 2014: 57-58.
GAO Tian-jiao. Molding process and microstructure of ultrafine magnesium alloy profiles[D]. Shenyang: Shenyang University of Technology, 2015: 57-58.
Numerical simulation and experimental study on extrusion forming of ultra-large size wide thin-walled hollow magnesium alloy profiles
WANG Jing-feng1, 2, PENG Xing1, 2, WANG Kui1, 2, WANG Qing1, 2, GAO Shi-qing1, 2, HU Hao1, 2, PAN Fu-sheng2
(1. College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China;
2. National Engineering Research Center for Magnesium Alloys, Chongqing University, Chongqing 400044, China)
Abstract: The structure of the wide-format thin-walled hollow profile of the large size was optimized by the DEFORM-3D numerical simulation software, and the extrusion process of the profile was optimized by HyperXtrude numerical simulation software. After the optimization of profile structure, the phenomenon of uneven velocity distribution was obviously improved, and the problem of insufficient filling and twisting curl was avoided, and a preferred process with a certain forming speed and minimum average velocity variance was determined. A bright and straight large-size wide-walled hollow magnesium alloy profile was successfully prepared, the profile cross-section size was 502 mm��60 mm, which was currently the world��s largest wide-walled thin-walled hollow magnesium alloy profile. The microstructures observation and mechanical performance testing were carried out on the regions of the profile, the regional tissues are uniform lyson, the average grain size is about 10-30 ��m, the tensile strength is above 250 MPa, and the elongation is more than 15%.
Key words: magnesium alloy; wide thin-walled hollow profile; large size; extrusion; numeric simulation; microstructure; mechanical properties
Foundation item: Project(2016YFB0301102) supported by the National Basic Research Development Program of China; Project(51874062) supported by the General Project of National Natural Science Foundation of China; Project(2018CDGFCL0005) supported by the Fundamental Research Funds for the Central Universities, China
Received date: 2018-12-07; Accepted date: 2020-12-04
Corresponding author: WANG Jing-feng; Tel: +86-23-65112153; E-mail: jingfengwang@163.com
(�༭ �� ��)
������Ŀ�������ص��з��ƻ�������Ŀ(2016YFB0301102)��������Ȼ��ѧ��������������Ŀ(51874062)�������У��������ҵ���ר����Ŀ(2018CDGFCL0005)
�ո����ڣ�2018-12-07�������ڣ�2020-12-04
ͨ�����ߣ������ᣬ���ڣ���ʿ���绰��023-65112153��E-mail��jingfengwang@163.com
ժ Ҫ������DEFORM-3D��ֵģ�������Գ�����Ŀ��������п��ͲĽ��нṹ�Ż�������HyperXtrude��ֵģ�������Ը��Ͳĵļ�ѹ���ս����Ż����ͲĽṹ�Ż������Ը����ٶȷֲ������ȵ�����ܳ���㡢Ťš���������⣻ȷ��������һ�������ٶȼ���С�ٶȾ��������ѡ���ա��ڴ˻����ϣ��ɹ��Ʊ����˹���ƽֱ�ij�������������п�þ�Ͻ��Ͳģ����ͲĽ���ߴ�Ϊ502 mm��60 mm����Ŀǰ�����Ϲ�����Ŀ��������п�þ�Ͻ��Ͳġ����Ͳĸ������������֯�۲����ѧ���ܲ��ԣ���������֯����ϸС��ƽ�������ߴ�ԼΪ10~30 ��m������ǿ����250 MPa���ϣ��Ϻ��쳤����15%���ϡ�
[1] �� ��, ������, ���ճ�, ������. ����þ�Ͻ���о�������Ӧ��[J]. �й���ɫ����ѧ��, 2003, 13(2): 277-288.
[3] �� ��, ������, ���ճ�. þ�Ͻ����Ա��λ���[J]. �й���ɫ����ѧ��, 2005, 15(7): 1081-1086.
[5] ��ף��. þ��þ�Ͻ��Ͳĵļ�ѹ[J]. ��ɫ�����ӹ�, 2004, 33(1): 31-36.
[6] �� ��. AZ31þ�Ͻ��ͲĿ�չ��ѹ���ղ����о�[J]. �ȼӹ�����, 2012, 41(13): 95-97.
[10] �� ��, ��ӱ��, ��ѩ��. ���Ͳļ�ѹ��������Ԫ��ֵģ��[J]. �й���ɫ����ѧ��, 1998, 8(4): 637-642.
[16] ������, ������, Ѧ ��. AZ31þ�Ͻ�ܲļ�ѹ������ֵģ���о�[J]. ��ѹװ�������켼��, 2006, 41(2): 70-72.
[17] �����, �� ��, �� ��. AZ31þ�Ͻ�������ѹ������ֵģ��[J]. �ȼӹ�����, 2009, 38(17): 39-41.
[20] �ܺ���, ��С��, ������, ���Ľ�. AZ31þ�Ͻ��Ͳļ�ѹ���պ���֯���ܷ���[J]. ��Ͻ�ӹ�����, 2003, 31(9): 28-30.
[21] �� ��. ������AZ31þ�Ͻ𱡰���ι��ռ���֯����[D]. ����: ������ҵ��ѧ, 2015: 65-66.
[22] ���콿. ��ϸ��þ�Ͻ��Ͳij����ռ���֯����[D]. ����: ������ҵ��ѧ, 2014: 57-58.
