
���±�ţ�1004-0609(2013)S1-s0581-04
Ԥ������ƶ��ѺϽ�ҶƬ��ģ������̻ص���Ӱ��
�� ������ �Σ���Т��
(���ӿƼ���ѧ ��е���ӹ���ѧԺ���ɶ� 611731)
ժ Ҫ��
�ѺϽ�ҶƬ�����渴�ӣ��������ȴ��Ҹ�����֮����һ����ת�ǣ������ҶƬ��ģ��������Ӧ����ʹҶƬ�����ص����Ӷ�Ӱ��ҶƬ�ͼ��ijߴ羫�ȡ����ò�ͬ��Ԥ����ë����ҶƬ�նͼ��IJ���Ӧ���Dz�ͬ�ġ���ˣ��о�Ԥ������ƶ��ѺϽ�ҶƬ��ģ������̻ص���Ӱ������ҶƬ��Ʒ��������Ҫ���塣���ú����ΪԲ�κ���Բ�ε�Ԥ����ë����ģ��ͷ������������ҶƬ��ģ������̣��������������ҶƬ�Ļص����������ʾ��������Բ��ë����õ�ҶƬ��ЧӦ���ֵ���¶Ȳ�С��ж�غ�ͼ��ĵ�Ч����Ӧ���С���ص�����С��
�ؼ��ʣ�
Ԥ�����������ģ����������Ӧ�����ص���
��ͼ����ţ�TG146.2���� ���ױ�־�룺A
Influence of preform design on spring-back in hot die forging of titanium blade
MA Long, GAO Tao, PENG Xiao-guo
(School of Mechanical, Electronic and Industrial Engineering, University of Electronic Science and Technology of China, Chengdu 611731, China)
Abstract: The titanium blade has characteristics of complex molding surface, very large ratio of cross-sectional width to thickness and a certain rotational angle between each cross-section. After the hot die forging, the existence of residual stress causes the spring-back of the blade, which reduces the dimension accuracy of the blade. Different preform design will affect the residual stress of the forged blade. Therefore, it is important to research the influence of the preform design on the spring-back in the hot die forging of the titanium blade. The circle cross-section and ellipse cross-section blank were designed. The blade forging processes with different blanks were simulated and analyzed, and then the blade spring-back was calculated. The result shows that the equivalent strain difference and the temperature difference of the blade which is forged from ellipse cross-section blank are little. The equivalent elastic strain after unloaded is little and the spring-back is little.
Key words: perform design; hot-die forging; residual stress; spring-back
�ѺϽ�ҶƬ�Ƕ������������ѳ��ε����֮һ��ҶƬ�����渴�ӣ��������ȴ��Ҹ�����֮����һ����ת��[1-3]��ҶƬ����ģ�������Ӧ��ʹ�䷢���ص�������ͬ��״��Ԥ����ë������ģ�����IJ���Ӧ����ͬ����ˣ��о�Ԥ������ƶ��ѺϽ�ҶƬ��ģ������̻ص���Ӱ������ҶƬ��Ʒ��������Ҫ���塣
������ѧ�߶�Ԥ���μ��ص������˴����о���KANG��[4]��ҶƬ���������Ϊ��άƽ��Ӧ����������ö�ά����Ԫ����ģ���뷴����ټ������ϵķ��������ÿ���Ħ����ҶƬ������̽�����Ԥ������ƣ��õ��˳������õ�Ԥ����ë������״��AKIYASU��[5]��������Ԫ�����ѺϽ�����ҶƬ���¶ͽ��ж�ά����������Ԫģ�⣬ȷ��Ԥ����ë������ѷ���λ�á�WANG��[6]��������Ԫ����ģ�⼼��ȷ����ҶƬԤ����ë������״��LU��[7]����ESO�������һ��Ԥ���ε������Ż����������Զ�άҶƬҶ�����������Ԥ������ơ������о���ֻ������Ԥ����ë���Բ��ϳ����Ӱ�졣LU��[8]����ABAQUS����ģ���캽������ҶƬ���¶�������������˶�ά����Ԫģ�⣬��һ�����¶ȷ�Χ�ڣ�������ж�غ���ȴ�����У�����ҶƬ�������ı��Σ�Ϊ����ҶƬ�����ṩ�˻�����OU��[9]��������Ԫģ�ⷽ����ѹ��ģ�߱�������ҶƬ���֮�佨��һ�ֶ�����ϵ����Ч�ؽ�ʾѹ��ģ�߱������ı仯��ҶƬ����Ӱ�졣
��ˣ������������ѺϽ�ҶƬΪ�о������ò�ͬ��Ԥ����ë�����о���ͬ�����ҶƬ�նͼ��ĵ�ЧӦ���ֵ���¶Ȳ�Ե�Ч����Ӧ���Ӱ�죬�����о����ն�ҶƬ�ص�����Ӱ�졣
1 ����Ԫģ��
���о�ѡ�õ����ֵ��͵�Ԥ����ë����ͼ1��ʾ��ͼ1(a)��ʾΪԲ�ν���ë��(ë��A)��ͼ1(b)��ʾΪ��Բ�ν���ë��(ë��B)���������Ľڵ�������嵥Ԫ���ֵ�Ԫ��ģ����ǻ��������Ԫ���������������ͼ2��ʾ���ϡ���ģ��Ҳ�����Ľڵ�������廮������
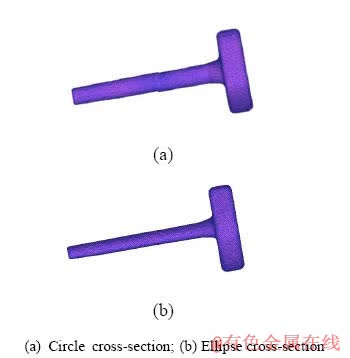
ͼ1 Ԥ����ë��ģ��
Fig. 1 Model of preformed blank
ҶƬ����ѡ��Ti-6Al-4V����ʼ�¶Ⱦ�Ϊ950 �棬���õ����Բ���ģ�͡�ҶƬ���ϵIJ��ɱ�ȡ0.31�����õ�����Ӧ����Ӧ�䱾����ϵģ��Ϊ
 (1)
(1)
ʽ�У� Ϊ��ЧӦ����
Ϊ��ЧӦ���� Ϊ��ЧӦ�䣻
Ϊ��ЧӦ�䣻 Ϊ��ЧӦ�����ʣ�TΪ�����¶ȡ�
Ϊ��ЧӦ�����ʣ�TΪ�����¶ȡ�
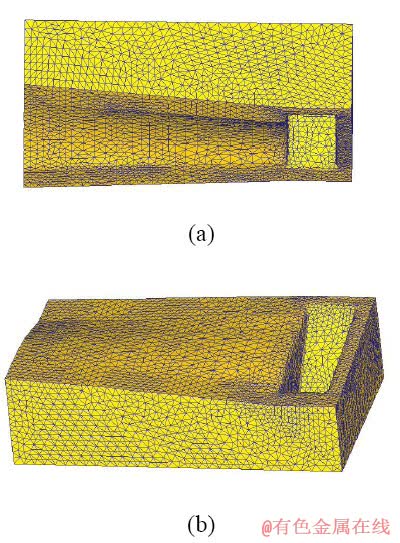
ͼ2 ģ��ģ��
Fig. 2 Die model of upper die (a) and lower die (b)
ģ�߲���H13�кϽ�ǿ�ȵ�����ģ�߸֡�ģ�߲��ϵIJ��ɱ�ȡ0.30����ģѹ���ٶ�Ϊ20 mm/s����ģ��ֹ����������ģ�߳�ʼ�¶ȷֱ�Ϊ250 �棬ģ�ߺ�ҶƬë�����Ħ������Ϊ0.1��
����Ԫ���������������£�1) ҶƬë��������ģ����������������ȴ������ȴ������ȶ���Ϊ�����ȷ�����������÷dz�С�����Ժ��Բ��ƣ�2) ��ҶƬ��ģ����������Ϲ����У��ɻ�е��ת��Ϊ������Ч����Ϊ90%��3) ҶƬë������绷��֮��Ķ�������ϵ����Ϊ0.002 95 N/(S��mm����)��ҶƬë����ģ�߽Ӵ������ȴ���ϵ����Ϊ2 N/(S��mm����)[10]��4) ���沽��ȡ0.05 mm��
2 �����������
2.1 ��ģ����ҶƬ�¶ȷ���
ҶƬ��ģ���������һ�������Ե��ȡ�����Ϲ��̣��漰��������ģ����Ӵ�λ�ô����ȴ���ЧӦ�Լ�����Χ����������Ķ�������ЧӦ��ҶƬ��ģ��������е����ܱ仯�ܹ�ʮ�ֿ���ֱ�۵ı��������ǵ��¶ȱ仯���������
��ͬѹ�����¹���������¶�������¶Ȳ�ֵ��ͼ3��ʾ����ͼ3�п��Կ�������ѹ����С��5 mmʱ��ë��A��ë��B��õĹ����¶Ȳ������ͬ����ѹ��������5 mm��ë��A��ù������¶Ȳ����ë��B���¶Ȳ�ֵ�Ĵ�С��ͬ����ֱ��Ӱ������ֽ�������������ʹ�����ڸ����ֱ��ο��������ȡ������¶ȸߵIJ������Ժñ��ο���С�����¶ȵ͵IJ������Բ���ο����ϴ���ˣ��¶Ȳ�ֵԽ����ζ�Ź��������ֱ���Խ�����ȣ�ҶƬ�նͼ��IJ���Ӧ��Խ��ж�غ�ͼ��ĵ�Ч����Ӧ��Խ��ҶƬ�Ļص���Խ��
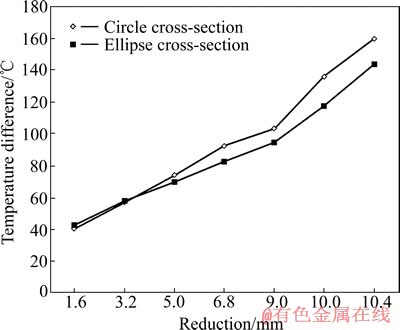
ͼ3 ��ͬѹ����ʱ�����¶ȵIJ�ֵ
Fig. 3 Temperature difference at different reductions
2.2 ��ģ����ҶƬ��ЧӦ�����
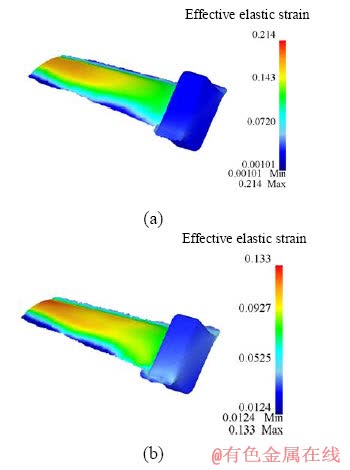
Ӧ��״̬�Խ����������кܴ��Ӱ�졣��ЧӦ������ָ�����������ϵ�Ӧ�䡰��Ч�ء���ֲ����ɢ���ʵĵ�Ԫ(�ڵ�)�϶���õ�Ӧ�䡣���Դ�ģ������ѡȡ��ЧӦ����˵����ͬ��״��Ԥ����ë����ҶƬ�ص���Ӱ�졣ͼ4��ʾΪë��A��õ�ҶƬ�նͼ�(ҶƬA)��ë��B��õ�ҶƬ�նͼ�(ҶƬB)�ĵ�ЧӦ�䡣
��ͼ4�п��Կ�����ҶƬA�ĵ�ЧӦ���ֵ����ҶƬB�ĵ�ЧӦ���ֵ�����ڹ������δ�������ЧӦ�����С�������ЧӦ��С����ˣ���ЧӦ��IJ�ֵԽ��������Խ�����ȣ����ڲ���������ҲԽ�����ȣ�ҶƬ�նͼ��IJ���Ӧ������Ӧ��Խ��ж�غ�ͼ��ĵ�Ч����Ӧ��Խ�Ӷ�ҶƬ�Ļص���Խ��
2.3 ��ģ����ҶƬ�ص�����
��ҶƬ��ģ��������У����������úͲ��������Ա��Σ������ڶ�������н����IJ������������������β����Ȳ�������Ӧ����ҶƬж�غ��������Ա��εIJ��ɻָ��ԣ����Ա��β������������ڲ��ֱ��εĻָ�������Ӧ���ƻ���ж�غ�ҶƬ�ڵ��������ص�ƽ��״̬��ʹҶƬ�����˵��Ա��Ρ�����¶Ȳ��ЧӦ��ķ��������Եõ�ҶƬA�IJ���Ӧ������ҶƬB�IJ���Ӧ����ҶƬA��ҶƬB�ĵ�Ч����Ӧ����ͼ5��ʾ��

ͼ4 ҶƬA��ҶƬB�ĵ�ЧӦ��
Fig. 4 Effective strain of blades A (a) and B (b)
ͼ5 ҶƬA��ҶƬB�ĵ�Ч����Ӧ��
Fig. 5 Equivalent elastic strain of blades A (a) and B (b)
��ͼ5�п��Եõ���ҶƬA������Ч����Ӧ��Ϊ0.214��ҶƬB������Ч����Ӧ��Ϊ0.133��ҶƬҶ���������Ϊ1.5 mm��ҶƬ�Ļص��������õ�Ч����Ӧ���Ҷ����ȵij˻�����ʾ�����ԣ�ҶƬA�����ص���Ϊ0.321 mm��ҶƬB�����ص���Ϊ 0.199 5 mm���Ƚ�ҶƬA��ҶƬB�Ļص������ɼ�ҶƬB�Ļص���С��ҶƬA�Ļص��������ԣ�ë��B��ë��A�Իص�����Ӱ��С��
��������������������Ԥ����ë���У���Բ�ν���ë����õ�ҶƬ�նͼ��IJ���Ӧ��С��ж�غ�ͼ��ĵ�Ч����Ӧ��С�����������ڶ�ѹʱ�����ľ��ȷֲ�������ҶƬ�նͼ��ص��ĸ�С����ߴ羫�ȸ���Բ�ν���ë����õ�ҶƬ�ߴ羫�ȡ�
3 ����
1) ����ѹ���������ӣ���Բ�ν���ͼ����¶Ȳ�͵�ЧӦ���С��Բ�ν���ͼ����¶Ȳ��õ�ҶƬ�նͼ��IJ���Ӧ��С��ж�غ�ͼ��ĵ�Ч����Ӧ��С���ص���С��
2) ҶƬA�����ص���Ϊ0.321 mm��ҶƬB�����ص���Ϊ0.199 5 mm���ɼ�����Բ�ν���ë����õ�ҶƬ�ߴ羫�ȸ���Բ�ν���ë����õ�ҶƬ�ߴ羫�ȡ�
REFERENCES
[1] �� ��, �� ΰ, ������. DEFORM-3D������ҶƬ�����ṹ��ʽѡȡ�е�Ӧ��[J]. �ȼӹ�����, 2007, 36(1): 74-75.
GAI Chao, CHEN Wei, L�� Yan-ming. Application of DEFORM-3D software in optimizing forging stock shape of blade [J]. Hot Working Technology, 2007, 36(1): 74-75.
[2] ���ϼ, �ɻ���, ��С��. TA11�ѺϽ�ҶƬ����������ά���������ֵģ��[J]. ��ѹ����, 2009, 34(2): 124-128.
QI Guang-xia, MIN Hui-na, CHEN Xiao-feng. 3D thermal couple numerical simulation of TA11 titanium alloy blade blank making [J]. Forging & Stamping Technology, 2009, 34(2): 124-128.
[3] OU H, ARMSTRONG C G. Die shape compensation in hot forging of titanium aerofoil sections [J]. Journal of Materials Processing Technology, 2002, 125/126: 347-352
[4] KANG B S, KIM N S, KOBAYASHI S. Computer aided perform design in forging of an airfoil section blade [J]. Int J Mach Tools Manufact, 1990, 30(1): 43-52.
[5] AKIYASU M, SHIGEO H, TANI K, TAKEMURA A, ASHIDA Y. Near net shape forging of titanium alloy turbine blade [J]. ISTJ International, 1991, 31(8): 827-833.
[6] WANG Zhen, XUE Ke-min, LIU Ying-wei. Backward UBET simulation of the forging of a blade [J]. J Mater Process Technol, 1997, 65: 18-21.
[7] LU B, OU H,CUI Z S. Shape optimization of perform design for precision close-die forging [J]. Struct Mul-tidisc Optim, 2011, 44(6): 1-12.
[8] LU Xian, BALENDRA R. Temperature-related errors on aerofoil section of turbine blade [J]. Journal of Materials Processing Technology, 2001, 115(2): 240-244.
[9] OU H, ARMSTRONG C G. Evaluating the effect of press and die elasticity in forging of aerofoil sections using finite element simulation [J]. Finite Elements in Analysis and Design, 2006, 42(10): 856-867.
[10] HU Z M, BROOKS J W, DEAN T A. Three-dimensional finite element modeling of forging of a titanium alloy aerofoil sectioned blade [J]. Manufacturing science and Engineering Transaction ASME, 1999, 121: 366-371.
(�༭ ����)
������Ŀ�������У��������ҵ�����Ŀ(A030070203801073)
�ո����ڣ�2013-07-28�������ڣ�2013-10-10
ͨ�����ߣ��� �Σ������ڣ���ʿ���绰��028-61830242��E-mail: gaotao@uestc.edu.cn
ժ Ҫ���ѺϽ�ҶƬ�����渴�ӣ��������ȴ��Ҹ�����֮����һ����ת�ǣ������ҶƬ��ģ��������Ӧ����ʹҶƬ�����ص����Ӷ�Ӱ��ҶƬ�ͼ��ijߴ羫�ȡ����ò�ͬ��Ԥ����ë����ҶƬ�նͼ��IJ���Ӧ���Dz�ͬ�ġ���ˣ��о�Ԥ������ƶ��ѺϽ�ҶƬ��ģ������̻ص���Ӱ������ҶƬ��Ʒ��������Ҫ���塣���ú����ΪԲ�κ���Բ�ε�Ԥ����ë����ģ��ͷ������������ҶƬ��ģ������̣��������������ҶƬ�Ļص����������ʾ��������Բ��ë����õ�ҶƬ��ЧӦ���ֵ���¶Ȳ�С��ж�غ�ͼ��ĵ�Ч����Ӧ���С���ص�����С��
