
Trans. Nonferrous Met. Soc. China 24(2014) 1263-1272
Advance and trend of friction study in plastic forming
Dan WANG, He YANG, Heng LI
State Key Laboratory of Solidification Processing, School of Materials Science and Engineering, Northwestern Polytechnical University, Xi��an 710072, China
Received 5 June 2013; accepted 6 September 2013
Abstract:
Friction is a critical issue in plastic forming which influences forming force, metal flow, forming quality and service life of die. Since friction is a highly nonlinear physical phenomenon which is interactively affected by so many factors, great efforts have been made to study the friction mechanism and controlling. The research progress of friction issues in plastic forming was summarized and discussed from four aspects: testing, characterizing, modeling and optimization /controlling. Considering urgent demands for green, efficient and precise forming of high-performance, lightweight and complex components in high-tech industries such as aerospace and automotive, the trends and challenges of friction study in plastic forming were proposed.
Key words:
plastic forming; friction model; lubricant; friction coefficient;
1 Introduction
The metal components produced by plastic forming have been widely used in various industrial fields, which is attributed to their good combination properties of light mass, high productivity and low cost. The plastic forming process depends on so many factors, such as material properties, structure of workpiece/die, forming velocity, forming pressure and temperature. Among these parameters, friction is one of the most important factors, which directly works on the magnitude of the forming force, determines the metal flow and energy consumption, and affects the forming limit, forming precision, surface quality and service life of the die.
As shown in Fig. 1, quite different from traditional mechanical transmission friction [1], friction in plastic forming is a highly nonlinear phenomenon coupling affected by many forming parameters. First, the workpiece deforms continually, and the magnitude of friction force is related to the deforming process; conversely, the deforming is also influenced greatly by the friction force. Second, the friction is generated under high pressure, and the pressure at the interface is much higher than the yield limit of the material in many cases. Third, the friction is generated at high temperature, which has a significant influence on the formation and performance of the lubricating film. Fourth, new metal surfaces appear continually during the forming process, so the contact state is changed all the time. All these characteristics make friction in the plastic forming have a significant and complicated effect on the quality of the workpiece [2].
Many studies have been focused on searching the friction mechanism under different loading conditions in plastic forming using experimental, analytical and numerical methods. In this work, significant advances on friction behaviors in plastic forming were summarized from four aspects, namely, friction testing, characterizing, modeling and optimization/controlling. Considering urgent demands for green, efficient and precise forming of high performance, light weight and complex components in high technological industries such as aerospace and automotive, the trends and challenges of friction study in plastic forming were proposed.
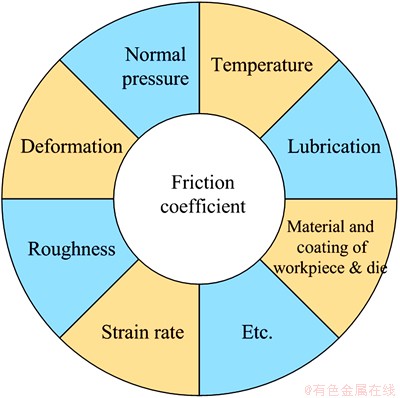
Fig. 1 Factors affecting friction in plastic forming
2 Progress of friction testing in plastic forming
Developing a suitable friction test method is the precondition to reveal the friction behaviors between workpiece and dies, optimize the tribological conditions, and improve the material formability. Generally, there are two categories for friction test methods, namely, the direct test and the simulative test. The direct test refers to the method that the normal pressure and tangential friction force are measured directly by mounting the sensor on the die surface during the real plastic forming process. It is hard for this method to be applied widely since its effectiveness depends on the use of the sensors and selection of measuring points [3]. However, the simulative test can be designed under different loading conditions, which simulates the similar tribological conditions in metal forming processes. This method is applied more widely than the direct one in either bulk forming or sheet metal forming processes.
The simulative tests widely applied in bulk forming are the ring compression test and extrusion friction test. The high pressure and large deformation in metal bulk forming require special attentions for the friction testing design. The methods to put large deformation and high pressure conditions into tests promote the development of the simulative friction test methods.
In order to adapt to high interface pressure, as shown in Fig. 2, TAN et al [4] modified the ring specimen shape based on the changing pressure conditions occurring in bulk forming. The concave, rectangular and convex specimens were applied in compression tests of light load, moderate load and heavy load, respectively.
Extrusion friction test method was proposed to reflect the severe deformation in cold forging. The friction effects on material flow and extrusion load were used for friction identification [5]. BUSCHHAUSEN et al [6] proposed the double backward extrusion friction test method. The schematic diagram of the experimental principles is shown in Fig. 3. During test process, the upper punch moved downward with a constant velocity, and the lower punch and the container were kept stationary. The height difference (H1/H2) reflects the difference friction conditions. Similar to the double backward-extrusion process, NAKAMURA et al [7,8] proposed that the combined forward rod backward can extrude, and combined forward conical/straight and backward straight can extrude.
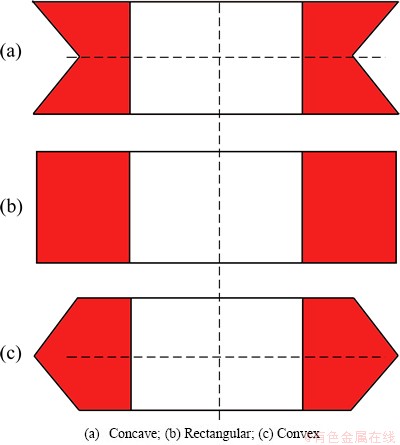
Fig. 2 Shapes of different ring specimens
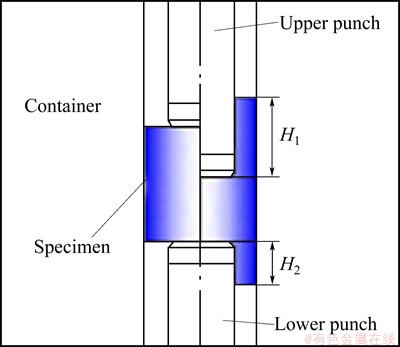
Fig. 3 Schematic diagram of double backward extrusion process [6]
ZHANG et al [9] proposed a modified friction test method called the T-shape compression based on the Spike test. The experimental apparatus included a punch, a cylindrical specimen and a die with a V-groove shown in Fig. 4. There were some obvious advantages compared with the traditional friction test methods such as the ring compression test and Spike test, severe deformations including both extrusion and compression were involved in this test, only the cylindrical surface of the billet was in contact with the punch and die, and oil lubricant could easily be applied in the test by filling in the die groove.
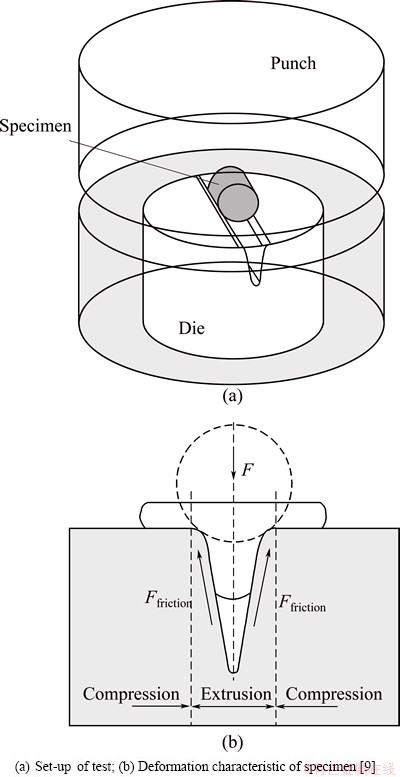
Fig. 4 Schematic diagram of T-shape compression
BAY et al [10] found that the most frequently applied simulative tests in sheet metal forming can be summarized, as shown in Fig. 5. Three tests represented the conditions in the flange region, namely strip drawing between flat dies, draw bead testing and drawing with tangential compression. The conditions on the die curvature were represented by the fourth test of bending under tension, and the fifth test of bending with tangential compression represented the combined conditions in the flange and on the die curvature. The sixth test simulated ironing in a conical die, whereas the seventh and eighth tests represented stretching over the punch radius of curvature and under the punch nose, respectively. These simulate tests were established considering factors such as normal pressure, sliding length and sliding velocity. Since deformation and new surface often appear in sheet metal forming, some new friction tests nowadays were proposed based on the above methods.
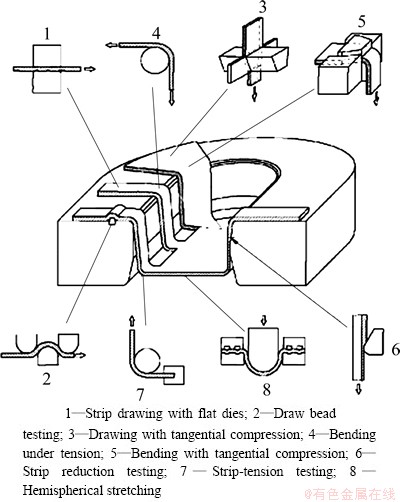
Fig. 5 Schematic diagram of simulative tests for sheet metal forming [10]
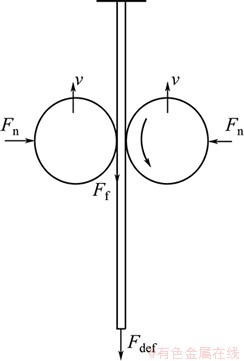
Fig. 6 Schematic diagram of test [11]
As shown in Fig. 6, HAAR [11] designed a friction test device applied in the tensile tester considering the tensile deformation and slip phenomena during drawing process. It could apply controlled plastic deformation to the sheet material while simultaneously measure the friction force between tool and sheet. One side of the sheet was clamped and the other side was deformed under the force Fdef of tensile tester, while a friction measuring device simultaneously slide along the specimen with a velocity v. The friction measuring device consisted of a sliding and a rotating cylindrical tool, which was loaded by a force Fn. The resulting friction force Ff along with Fn was measured by the sensor.
Based on the draw bead testing, SANCHEZ [12] proposed an improved experiment apparatus, as shown in Fig. 7. Two test specimens were required to determine a friction coefficient. One specimen was pulled between cylindrical pins supported by ball or roller bearings. Friction on the bearings was considered to be small enough to be neglected. The pulling force (FR) and clamping force (FCR) measured the bending and unbending resistance of the sheet under ��frictionless�� conditions, respectively. The second specimen was pulled between pins of radii equal to the rollers, but firmly secured to the tools. Friction opposed the sliding of the sheet over the fixed tools. The pulling force (FP) and clamping force (FC) measured the combined loads required to slide, and to bend and unbend the sheet as it flowed over the fixed pins. The friction coefficient was calculated according to the expression as follows:
 (1)
(1)
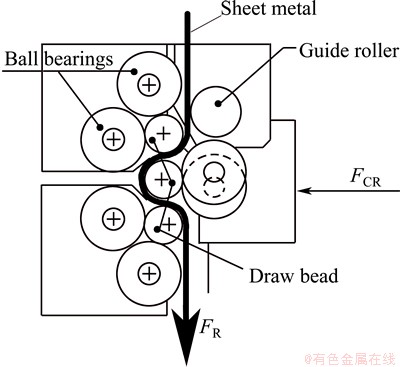
Fig. 7 Schematic diagram of friction test device to simulate draw bead [12]
Certain progress has been made from traditional mechanical bench test to simulative test for friction measurement methods in plastic forming. The results obtained from various simulative tests have important guiding significance for investigating the friction state in plastic forming process. However, the friction phenomena is so complicated that the consistency of test conditions and the actual plastic forming process are difficult to guarantee, so the friction coefficient under particular condition can only be estimated through the simulative test. Obviously, the choice of proper test method becomes vital important, and the improved friction test is urge to develop.
3 Progress of friction characterizing study in plastic forming
Modern tribology theory believes that friction force not only contains the resistance generated by mechanical biting of the contact surface, but also contains the attraction force generated by molecule adsorption and the resistance to cut the adhesive contact [1]. Based on the comprehension, generally, there are six main factors affecting the friction coefficient in plastic forming process. They are the kind and chemical composition of the metal material, the interface state of tool and workpiece, deformation temperature, deformation velocity, the contact pressure and degree of deformation. Researches on exploring the effect rules of these influencing factors are reviewed in the following.
AZUSHIMA and SAKURAMOTO [13] obtained the influence of pressure on friction coefficient by experiments. The sheet material was commercially pure annealed aluminum and the paraffin base oil was used as a lubricant. Under the impact of the lower nondimensional pressure, the surface roughening of the specimen played the chief role, and the friction coefficient remained constant with the increase of the pressure. Under the impact of the high nondimensional pressure, the flattening of surface asperities played the chief role, and the friction coefficient decreased gradually with the increase of the pressure.
SAHA and WILSON [14] studied the effect of plastic deformation on friction behavior during sheet metal forming process. Measurements were conducted with two different sheet and tooling material combinations: electro-galvanized steel sheet on smooth A2 tool steel and commercially pure aluminum sheet on cemented carbide. They found that the variation of the friction coefficient was determined by the relative intensity of the surface roughening and the flattening of surface asperities. The materials of easy roughening will decrease gradually with the deformation increases; however, those hard to roughen have a totally opposite tendency.
LEE et al [15] studied the friction behavior of several kinds of steel and aluminum material when drawing oil was used as lubricant. It can be concluded that the friction coefficient would be a high value when the surface roughness was extremely low or high. They attributed it to the reduction of number of oil pockets in low surface roughness and easy destruction of lubricating film in high surface roughness.
MALE [16] studied the influence of temperature on the friction behavior and found that the friction coefficient was related to the sample material with the raise of the temperature. PAWELSKI [17], LENARD [18] and HARDELL and PRAKASH [19] have proved the conclusion above by researching the effect of the temperature on the friction from the different lubricating conditions.
The integrity of the lubricating film has a very important significance to friction and wear. When there exists sliding between the contacted metal materials, the impact of the contact pressure, the sliding speed and the lubricant viscosity on the lubricating film can be expressed by the famous Stribeck curve [20], as shown in Fig. 8.
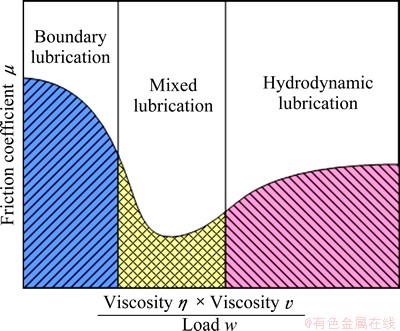
Fig. 8 Stribeck curve and lubrication state
In recent years, the study on Stribeck curve was focused on the theory innovation and simulation applications. As to theory innovation, for example, MA et al [21] found that the rougher the friction pair surface was, the larger the mixed film lubrication area was, and the smaller the slope of the curve was, so that the friction coefficient of test model was not unique under different surface roughnesses. In view of that, a ��characteristic roughness�� parameter into the Stribeck curve was introduced to establish a friction coefficient test model independent of roughness. As to the applications, RAMEZANI et al [22] combined the Stribeck curve and Coulomb friction model, and applied it to predicting the spring back of plane-strain bending process. The results showed that the simulated result was identical with that of experiments, especially at higher forming speeds and pressures.
With the development of nano-scale science and technology, microtribology has developed a lot. It is now one of the most active research areas in tribology [23]. The microtribology is implemented by measuring friction and wear condition from the micro-scale through the use of some electron microscopes. It provides a new way for tribological mechanism study, and makes the control of surface friction and wear a new level. There are already many researches on the friction mechanism from the micro-scale [24-26], where the friction and lubrication mechanism are presented from new perspective. Moreover, based on the micro friction mechanism, related researches including the micro friction model in plastic forming [27,28] and applications of some nano-scale thin film materials both have made a great progress.
Although some basic friction characterizing in the plastic forming is obtained right now, the scientific knowledge obtained now does not seem to give reasonable explanations in some new circumstances. It is because that friction is a highly nonlinear complex process, and the friction mechanism is still not understood in depth by now.
4 Progress of friction models in plastic forming
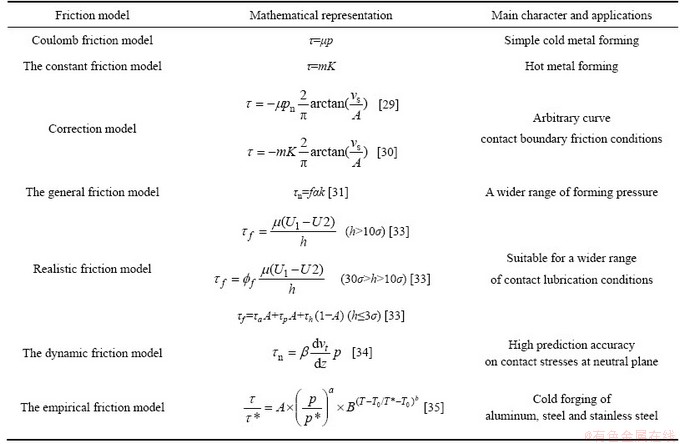
The finite element software has been used widely for formability analysis to reduce the cost and time in the modern industry. However, an accurate forming analysis can be only made when the material behavior and friction conditions are accurately modeled. For material models, significant improvements have been made over recent decades, while there has been always a lack of friction model of high accuracy. The Coulomb friction and constant friction models are still applied in the majority of simulations, but they are not suitable for complex plastic processing because some important factors, such as temperature, material and deformation, are not taken account into the model. This section will give a simple overview of friction models developed in recent years.
Based on the classic friction model, scholars around the world have proposed some improved friction model. For the Coulomb friction model, when there is a neutral point of relative velocity between the workpiece and die, the friction force direction would mutate, which leads to the difficulty in calculating because of the ill-conditioned matrix equation. KOBAYASHI et al [29] proposed a correction friction model based on the Coulomb friction model. The model considered the relative velocity of the friction surface and used a conjecture function to avoid the calculating problem. Mathematical representation is listed in Table 1, where A is a constant; vs is the relative velocity between the workpiece and die. This model can automatically deal with the neutral point, and it is convenient to handle the friction conditions of arbitrary curve contact boundary. Besides, it can maintain the friction force continuous on the whole boundary. There is a similar correction friction model based on the constant friction model. Mathematical representation [30] is listed in Table 1.
Based on the constant friction model, BAY and WANHEIM [31,32] proposed the general friction model, as listed in Table 1, where f is the friction factor; �� is the ratio between the real and the nominal contact areas between a smooth tool and a rough workpiece surface. The parameter �� is relative to the contact pressure. The relationship among ��, k and f can also be expressed as

 (2)
(2)

 (3)
(3)
where  and
and  are described as follows:
are described as follows:
 (4)
(4)
 (5)
(5)
The general friction model considers the real contact area, so it is suitable in a wider range of forming pressure. However, the model does not consider other factors; therefore, it is still not ideal for complex friction prediction in practical engineering problems.
WILSON et al [33] established a practice friction model considering the influence of lubricant film thickness and composite surface roughness. The friction model divided the friction force into adhesion, plowing and hydrodynamic friction stresses, the influence of the average lubricant film thickness h and composite surface roughness �� and process variables were taken into account, which allowed the model to be applied over a wider range of lubrication conditions.
TAN et al [34] established a dynamic friction model by combining solid mechanics and viscosity of fluid mechanics. In this model Coulomb friction model and the definition expression of viscosity have been jointly taken into account, and the friction stress is related to not only the flow stress and dimension of material, but also material velocity. It is found that the theoretical curves on the neutral plane predicted by the dynamic friction model fit with the experimental data better than those by both Coulomb friction model and the constant friction model.
Based on the understanding that contact pressure and temperature have a great impact on the friction. BAY et al [35] proposed an empirical model for friction as a function of normal pressure and tool/work piece interface temperature. The model was suitable for cold forging of aluminum, steel and stainless steel. The mathematical formula is listed in Table 1, where A, B, a and b are constants.
Due to the different views and concerning aspects, the friction models mentioned above including the classic friction models and the latest friction models are suitable for some special plastic forming process, but there are still lack of friction models of enough accuracy. To exploit a model which considers various factors (interface pressure, sliding speed, temperature and strain rate) has to be further studied.
Table 1 Mathematical expression and main character and applications of fiction models
5 Progress of friction controlling/ optimization in plastic forming
The studies on designing the friction test method, exploring the friction mechanism and establishing new friction models in plastic forming are all for the purpose of better control of the friction behavior. A simple review of optimization of friction design will be given below, including the researches on friction control and the development of lubrication materials in the plastic forming process.
For the studies on friction control in the plastic forming process, this work will mainly give brief introduction to the aspects of the friction control in the sheet metal forming. Certain progress has been made on that. For example, YANG et al [36] studied the friction role in bending behaviors of rotary-draw-bending and found that the friction should be controlled to an applicable level rather than to be minimized. If the friction was too small, the slip between die and tube would increase the risk of wrinkling. On the contrary, too large friction would cause tube material flow difficulties, which would lead to wall thickness variation and cross-section deformation. Therefore, an optimal strategy of friction application should be applied against different contact interfaces to ensure the suitable stress/strain distributions and precision bending parts. And SHIVPURI and ZHANG [37] had obtained optimal design of spatially varying frictional constraints to reduce the risk of failure due to wrinkling and thinning in sheet drawing process based on numerical modeling, genetic algorithms and Pareto optimality.
In order to reduce friction resistance, the lubrication materials were applied. Plastic forming process often took place in extreme process conditions, just like high temperature and high pressure conditions. The solid lubricant was demanded in these places due to its better resistance to high temperature as well as high pressure. However, the friction coefficient of the traditional solid lubricants including molybdenum disulphide, graphite, boron nitride, the glass lubricant were not steady under different test environment and contact conditions. Their wear lives were finite, and their replenishment was more difficult than that of liquid lubricants [38]. In recent years, the application of solid lubricating coating in plastic forming process has attracted widely attention. The solid lubricating coating has excellent performance such as high adhesion strength to the surface and it can be used repeatedly. The development of the coating materials applying in plastic forming are simply introduced in following parts.
The hard chrome coating is the traditional material applying in the plastic forming to improve the friction and wear properties between the metal materials. However, due to the defects of the preparation technology and the coating character itself, there is a strong demand to develop new coating technologies that not only eliminate the environmental problems associated with hard chrome plating but also demonstrate increased performance as compared to chrome [39]. ZHOU [40] pointed out that WC-system carbide cermet had excellent properties such as high hardness (HV1000-HV1250) and abrasion resistance. The wear rating of WC-Co coatings was only 1/3 of the hard chromium plating layer and 1/5 of the nitriding treatment. The WC/C cermet thin film materials as well as TiN, CrC, Al2O3, TiAlN, DLC had been widely used in plastic forming with the development of most vacuum deposition techniques, such as plasma vapor deposition (PVD), chemical vapor deposition (CVD), and ion-beam-assisted deposition (IBAD).
In particular, diamond like carbon (DLC) coatings have been developed to improve the tribological performances of the workpiece/ die system in plastic forming. The DLC films are known to have excellent tribological properties against various materials including the traditional hard film mentioned above. The DLC film applied in plastic forming show excellent anti-friction and anti-wear character. It was found that the anti-friction and anti-wear of DLC film were better than those of the traditional hard film under the condition of dry friction and lubrication [41,42].
The researches on DLC coating have been focused on the improvement of composition and structure in recent years. For the composition design, some metal, metalloid and gas elements (Ti, B, S, Si, Cr, F, W and N) are added into the coating to improve the properties. For example, to improve thermal stability of the DLC film, GHARAM et al [43] studied the tribological behavior of W- containing DLC (W-DLC) as a function of testing temperatures up to 500 ��C. They found that the film showed excellent anti-friction and wear characteristics at temperatures between 25 and 500 ��C. As to the structure design, tailoring various structures including multilayered, gradient, superlattice, nano-structured and adaptative coatings with extreme tribological properties is the main developing direction [38].
In the structure design study, great strides have been made in the study of nanostructured coatings. Studies on nanostructured coatings almost covered all the coating materials, including some soft film lubrication material, such as MoS2 [44], traditional hard metal coating material, such as Cr, Ni [45,46], then the nanostructured cermet thin films [47-51] and the nanostructured DLC films [52-54]. They all showed very low friction coefficient; however, their stability at high temperature was not ideal. The future developments should be probably devoted to avoid phase transformation, grain growth and diffusion processes [55].
The friction in many plastic forming processes can be controlled to a certain extent by combining methods of theoretical analysis, simulation and experiment, while, it is worth noting that its control methods need further discussing according to different forming process. Nowadays the study on high-temperature solid lubrication has achieved great development from the traditional lubricating material to composite, nano and intelligent new lubricating materials. While the stability of the use, scope of application, and environmental performance of a lubricating material are all worthy of further study.
6 Trends and challenges of friction research in plastic forming
Nowadays, there are increasing demands for green, high efficiency and precision forming of high performance, light weight and complex components in aerospace and automotive. This requires the efficient and reliable control of plastic forming process such as friction behavior. While nowadays, the plastic forming generally involves advanced new materials and extreme forming conditions of high pressure, high temperature, severe deformation and high speed. This provides the challenges to the understanding and controlling of friction issue including the friction mechanism, friction model and lubrication design in plastic forming.
1) The existing fictional theories and analytical methods become no longer feasible for the friction analysis. For example, in micro forming, the problem of size effect is very important, and the friction coefficient increases with decreasing specimen size [56], which can not be explained by traditional friction theory. The understanding of reasonable friction mechanism under highly complex forming conditions is urgently needed. Utilizing a variety of friction experiment methods combined with the numerical methods from macro and micro scales will be the primary tools for exploring the friction mechanisms in plastic forming.
2) The diversified plastic forming processes also bring challenges to the establishment of the friction modeling. The traditional friction models are suitable for simple mechanical friction lubrication calculation. While, under the extreme forming conditions in plastic forming, they are too simple to accurately predict the friction behavior. The development of a model suitable for the changing conditions is urgently needed. It requires the model to consider various factors, such as interface pressure, sliding speed, temperature and strain. And both macro variables and micro variables may be taken into account.
3) The effective lubrication conditions are the assurance of forming quality. Under the extreme forming conditions, the selection of lubricating is particularly important. At present, how to keep the solid lubricating material to maintain a stable friction coefficient, a low wear rate and at the same time be pollution-free in a wide temperature range and at high operating temperature (1000 ��C) is urgent to be solved. The traditional explorations are not effective, and the novel solid lubricating material should be designed in the direction of multi-layers, micro surface texturing, nano-structures, composites, environment friendly and intelligent in coming years.
7 Conclusions
1) Metal plastic forming has been the key manufacturing technology applying in wide range industries. The current urgent demands for green, high efficiency and precision production are vitally related to the accurate prediction and effective controlling of the tribological conditions. This depends on the insight into the friction mechanism and influence rules of different forming parameters. Thus, advances on the studies of friction behaviors in plastic forming are summarized including testing, characterizing, modeling and friction controlling /optimization.
2) With the urgent demands for green, high efficiency and precision forming of high-performance and lightweight components in aerospace and automotive fields, there are many new changes in plastic forming processes such as extreme forming conditions. It brings the challenges to friction controlling. Based on these problems, this work makes a declaration of future development trends.
References
[1] LIU Quan-kun. Fundamental principle of material forming [M]. Beijing: China Machine Press, 2004: 378-379. (in Chinese)
[2] YANG He, GU Rui-jie, ZHAN Mei, LI Heng. Effect of frictions on cross section quality of thin-walled tube NC bending [J]. Transactions of Nonferrous Metals Society of China, 2006, 16: 878-886.
[3] GUO Zheng-hua, LI Zhi-gang, HUANG Chong-jiu, DONG Xiang-huai. Research progress of friction measurement in plastic forming [J]. Journal of Plasticity Engineering, 2004, 11(3): 1-6. (in Chinese)
[4] TAN X, MARTINS P A F, BAY N, ZHANG W. Friction studies at different normal pressures with alternative ring compression tests [J]. Journal of Materials Processing Technology, 1998, 80-81: 292-297.
[5] WANG L L, ZHOU J, DUSZCZYK J, KATGERMAN L. Friction in aluminium extrusion��Part 1. A review of friction testing techniques for aluminium extrusion [J]. Tribology International, 2012, 56: 89-98.
[6] BUSCHHAUSEN A, WEINMANN K, LEE J Y, ALTAN T. Evaluation of lubrication and friction in coldforging using a double backward-extrusion process [J]. Journal of Materials Processing Technology, 1992, 33: 95-108.
[7] NAKAMURA T, BAY N, ZHANG Z L. FEM simulation of friction testing method based on combined forward rod backward can extrusion [J]. Journal of Tribology-Transaction of the ASME, 1997, 119: 501-506.
[8] NAKAMURA T, BAY N, ZHANG Z L. FEM simulation of friction testing method based on combined forward conical can-based straight can extrusion [J]. Journal of Tribology-Transaction of the ASME, 1998, 120: 716-723.
[9] ZHANG Q, FELDER E, BRUSCHI S. Evaluation of friction condition in cold forging by using T-shape compression test [J]. Journal of Materials Processing Technology, 2009, 209: 5720-5729.
[10] BAY N, OLSSON D D, ANDREASEN J L. Lurbicant test methods for sheet metal forming [J]. Tribology International, 2008, 41: 844-853.
[11] HARR R T. Friction in sheet metal forming, the influence of (local) contact conditions and deformation [D]. Enschede: University of Twente, 1996: 49-56.
[12] SANCHEZ L R. Characterisation of a measurement system for reproducible friction testing on sheet metal under plane strain [J]. Tribology International, 1999, 32: 575-586.
[13] AZUSHIMA A, SAKURAMOTO M. Effects of plastic strain on surface roughness and coefficient of friction in tension bending test [J]. Annals of the CIRP, 2006, 55: 303-306.
[14] SAHA P K, WILSON W R D. Influence of plastic strain on friction in sheet metal forming [J]. Wear, 1994, 172: 167-173.
[15] LEE B H, KEUM Y T, WAGONER R H. Modeling of the friction caused by lubrication and surface roughness in sheet metal forming [J]. Journal of Materials Processing Technology, 2002, 130-131: 60-63.
[16] MALE A T. The effect of temperature on the frictional behaviour of various metals during mechanical working [J]. J Inst Met, 1965, 93: 489-494.
[17] PAWELSKI O, RASP W, HOERSTER C. The ring compression test as simulation test for the investigation of friction in hot metal forming [J]. Steel Research, 1989, 60: 395-402.
[18] LENARD J G. The effect of temperature on the coefficient of friction in flat rolling [J]. Annals of the CIRP, 1991, 40: 223-226.
[19] HARDELL J, PRAKASH B. High-temperature friction and wear behaviour of different tool steels during sliding against Al-Si-coated high-strength steel [J]. Tribology International, 2008, 41: 663-671.
[20] STRIBECK R. Die wesentlichen Eigenschaften der Gleitund Rollenlager the key qualities of sliding and roller bearings [J]. Zeitschrift des Vereines Deutscher Ingenieure, 1902, 46(38-39): 1342-1348, 1432-1437.
[21] MA Chen-bo, ZHU Hua, LU Bin-bin, JIANG Wei. Experimental study on Stribeck curves based on characteristic roughness [J]. Tribology, 2010, 30(5): 466-471.
[22] RAMEZANI M, RIPIN Z M, AHMAD R. Modelling of kinetic friction in V-bending of ultra-high-strength steel sheets [J]. The International Journal of Advanced Manufacturing Technology, 2010, 46: 101-110.
[23] LU Xin-chun, WEN Shi-zhu, LUO Jian-bin. The new advance of micro friction and wear [J]. Tribology, 1995, 15(2): 177-183.
[24] BHUSHAN B, ISRAELACHVILI J N, LANDMAN U. Nanotribology friction, wear and lubrication at the atomic scale [J]. Nature, 1995, 374(13): 607-616.
[25] YOON E S, SINGH R A, OH H J, KONG H. The effect of contact area on nano/micro-scale friction [J]. Wear, 2005, 259: 1424-1431.
[26] IKE H. An AFM analysis of surface textures of metal sheets caused by sliding with bulk plastic deformation [J]. Wear, 1999, 224: 73-88.
[27] ZHANG S, HODGSON P D, HALL M J C, KALYANASUNDARAM S. A finite element simulation of micro-mechanical frictional behaviour in metal forming [J]. Journal of Materials Processing Technology, 2003, 134: 81-91.
[28] HOL J, ALFARO M V C, ROOLJ M B D, MEINDERS V T. Multiscale friction modeling for sheet metal forming [C]//Nice. 4th International Conference on Tribology in Manufacturing Processes. France: ICTMP, 2010: 13-15.
[29] KOBAYASHI S, OH S I, ALTAN T. Metal forming and the finite element method [M]. New York: Oxford University Press, 1989.
[30] YANG He, ZHAN Mei, LIU Yu-li. A 3D rigid-viscoplastic FEM simulation of the isothermal precision forging of a blade with a damper platform [J]. Journal of Materials Processing Technology, 2002, 122: 45-50.
[31] BAY N. Friction stress and normal stress in bulk metal-forming processes [J]. Journal of Mechanical Working Technology, 1987, 14: 203-223.
[32] BAY N, WANHEIM T. Real area of contact and friction stress at high pressure sliding contact [J]. Wear, 1976, 38: 201-209.
[33] WILSON W R D, HSU T C, HUANG X B. A realistic friction model for computer simulation of sheet metal forming processes [J]. Transactions of the ASME, 1995, 202(117): 202-209.
[34] TAN X C, YAN X T, JUSTER N P. Dynamic friction model and its application in flat rolling [J]. Journal of Materials Processing Technology, 2007, 207: 222-234.
[35] BAY N, ERIKSEN M, TAN X. A friction model for cold forging of aluminum, steel and stainless steel provided with conversion coating and solid film lubricant [J]. CIRP Annals Manufacturing Technology, 2011, 60: 303-306.
[36] YANG He, LI Heng, ZHAN Mei. Friction role in bending behaviors of thin-walled tube in rotary-draw-bending under small bending radii [J]. Journal of Materials Processing Technology, 2010, 210: 2273-2284.
[37] SHIVPURI R, ZHANG W F. Robust design of spatially distributed friction for reduced wrinkling and thinning failure in sheet drawing [J]. Materials and Design, 2009, 30: 2043-2055.
[38] DONNET C, ERDEMIR A. Historical developments and new trends in tribological and solid lubricant coatings [J]. Surface and Coatings Technology, 2004, 180-181: 76-84.
[39] PICASA J A, FORNA A,  G. HVOF coatings as an alternative to hard chrome for pistons and valves [J]. Wear, 2006, 261(5-6): 477-484.
G. HVOF coatings as an alternative to hard chrome for pistons and valves [J]. Wear, 2006, 261(5-6): 477-484.
[40] ZHOU Ke-song. Progress of thermal spray coating of hard Cr instead of plating [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(1): 182-191. (in Chinese)
[41] GHIOTTI A, BRUSCHI S. Tribological behaviour of DLC coatings for sheet metal forming tools [J]. Wear, 2011, 271: 2454-2458.
[42] MURAKAMA M, TAKEUCHI S. Evaluation of tribological properties of DLC films used in sheet forming of aluminum sheet [J]. Surface and Coatings Technology, 2003, 163-164: 561-565.
[43] GHARAM A A, LUKITSCH M J, BALOGH M P, IRISH N, ALPAS A T. High temperature tribological behavior of W-DLC against aluminum [J]. Surface and Coatings Technology, 2011, 206: 1905-1912.
[44] SAHOO R R, BISWAS S K. Microtribology and friction-induced material transfer in layered MoS2 nanoparticles sprayed on a steel surface [J]. Tribology Letters, 2010, 37: 313-326.
[45] GUIDRY D J, LIAN K, JIANG J C, MELETIS E I. Tribological behavior of nanocrystalline nickel [J]. Journal of Nanoscience and Nanotechnology, 2009, 9: 4156-4163.
[46] MISHRA R, BASU B, BALASUBRAMANIAM R. Effect of grain size on the tribological behavior of nanocrystalline nickel [J]. Materials Science and Engineering A, 2004, 373: 370-373l.
[47] HE J L, MIYAKE S, SETSUHARA Y. Improved anti-wear performance of nano-structured titanium boron nitride coatings [J]. Wear, 2001, 249: 498-502.
[48] MAYRHOFER H, HORLING A, KARLSSON L. Self-organized nanostructures in the Ti-Al-N system [J]. Applied Physics, 2003, 83: 2049-2051.
[49] GELL M, JORDAN E H, SOHN Y H. Development and implementation of plasma sprayed nanostructured ceramic coatings [J]. Surface and Coatings Technology, 2001, 146-147: 48-54.
[50] SHIPWAY P H, McCARTNEY D G, SUDAPRASERT T. Sliding wear behaviour of conventional and nanostructured HVOF sprayed WC-Co coatings [J]. Wear, 2005, 259: 820-827.
[51] WANG Y, LI C G, TIAN W, YANG Y. Laser surface remelting of plasma sprayed nanostructured Al2O3�C13wt% TiO2 coatings on titanium alloy [J]. Applied Surface Science, 2009, 255: 8603-8610.
[52] MOUSINHO A P, MANSANO R D, SALVADORI M C. Nanostructured diamond-like carbon films characterization [J]. Journal of Alloys and Compounds, 2010, 495: 620-624.
[53] PENKOV O V, PUKHA V E, ZUBAREV E N. Tribological properties of nanostructured DLC coatings deposited by C60 ion beam [J]. Tribology International, 2013, 60: 127-135.
[54] YASUMARU N, MIYAZAKI K, KIUCHI J. Control of tribological properties of diamond-like carbon films with femto-second- laser-induced nanostructuring [J]. Applied Surface Science, 2008, 254: 2364-2368.
[55] BARNETT S A, MADAN A, KIM I, MARTIN K. Stability of nanometer-thick layers in hard coatings [J]. MRS Bulletin, 2003, 28(3): 169-172.
[56] VOLLERTSEN F, HU Z, NIEHOFF H S, THEILER C. State of the art in micro forming and investigations into micro deep drawing [J]. Journal of Materials Processing Technology, 2004, 151(1-3): 70-79.
���Գ�����Ħ�����о���չ�ͷ�չ����
�� ������ �ϣ��� ��
������ҵ��ѧ ����ѧԺ�����̼��������ص�ʵ���ң����� 710072
ժ Ҫ�����Գ����е�Ħ����Ӱ������������ϱ��Ρ�����������ģ�������Ĺؼ����أ�Ҳ���ܵ�������Ӱ��ĸ߶ȷ����Ե��������⣬������ѧ�������Գ���Ħ�������о���Ħ�����Ƶȷ������˴������о������ķ����ܽ���������Գ�����Ħ�����о���չ���ֱ��ǣ�Ħ�����Է�����Ħ����Ϊ������Ħ��ģ���Լ�Ħ���Ż�/���ơ������ں��պ���������ȸ�������Ը��������������ӹ�������ɫ����Ч�;�ȷ�����������������������Գ�����Ħ���о��ķ�չ���ƺ���ս��
�ؼ��ʣ����Գ��Σ�Ħ��ģ�ͣ���Ħ������
(Edited by Chao WANG)
Foundation item: Projects (50905144, 51275415) supported by the National Natural Science Foundation of China; Project (B08040) supported by the Program for New Century Excellent Talents in University, China
Corresponding author: He YANG; Tel: +86-29-88495632; E-mail: yanghe@nwpu.edu.cn
DOI: 10.1016/S1003-6326(14)63188-5
Abstract: Friction is a critical issue in plastic forming which influences forming force, metal flow, forming quality and service life of die. Since friction is a highly nonlinear physical phenomenon which is interactively affected by so many factors, great efforts have been made to study the friction mechanism and controlling. The research progress of friction issues in plastic forming was summarized and discussed from four aspects: testing, characterizing, modeling and optimization /controlling. Considering urgent demands for green, efficient and precise forming of high-performance, lightweight and complex components in high-tech industries such as aerospace and automotive, the trends and challenges of friction study in plastic forming were proposed.
