
���±�ţ�1004-0609(2014)08-2152-06
������ڷ���ͭ����������������
����Զ�����Ӣ���¹������� ����١����
(������ѧ ������ұ��ѧԺ������ 110819)
ժ Ҫ��
������ڷ��������������ͭ��������Ż�����������ͭ���ڡ����Ľ����ʽ�������ȷ����������������Һ�ȶ�ͭ���ڡ��������ʵĹ�����������ʷֱ�ﵽ60.83%��54.76%��62.05%����Һ����ͭ��������������������Ҫ�Ĺ��ղ�����ʱ�����ͭ���ڽ�����Ϊ����Ҫ���أ���Ũ�ȶ�����������Ϊ����Ҫ���أ������ʶ���ͭ���ڡ��������ʵĹ����ʶ���С���ֱ�Ϊ4.23%��12.37%��10.32%��ͭ���������������£�������450 W��ʱ��5 min����Һ��0.10 g/mL����Ũ��1.0 mol/L���ڡ������������������£�������700 W��ʱ��9 min����Һ��0.10 g/mL����Ũ��1.0 mol/L�����Ż���Ĺ��������½�����֤ʵ�飬ͭ�����ʴﵽ99.88%���ϣ��ڽ����ʴﵽ95.70%���ϣ��������ʴﵽ38.22%���ϡ�
�ؼ��ʣ�
��ͼ����ţ�TF111 ���ױ�־�룺A
Microwave assisted leaching of copper anode slime based on Taguchi methods
MA Zhi-yuan, YANG Hong-ying, CHEN Guo-bao,  Yang, TONG Lin-lin
Yang, TONG Lin-lin
(School of Materials and Metallurgy, Northeastern University, Shenyang 110819, China)
Abstract: An optimization method of microwave assisted leaching of copper anode slime was proposed based on Taguchi method for signal noise ratio (SNR) and variance analysis of the copper, tellurium and selenium leaching rates. The results shows that the solid-liquid ratio is the most important factor affecting SNR of the copper, tellurium and selenium leaching rates, and its contributions to the copper, tellurium and selenium leaching rates reach 60.83%, 54.76% and 62.05%, respectively. Solid-liquid ratio is a significant factor of the microwave leaching process of copper. Reaction time is a less significant factor of the leaching process of copper and tellurium and concentration of sulphuric acid is a less significant factor of the leaching process of selenium, while microwave power is an non-significant factor, its contributions to the copper, tellurium and selenium leaching efficiency reach 4.23%, 12.37% and 10.32%, respectively. The optimized parameters of the microwave assisted leaching of copper are as follows: microwave power 450 W, reaction period 5min, solid-liquid ratio 0.10 g/mL and concentration of sulphuric acid 1.0 mol/L. The optimized parameters of the microwave assisted leaching of tellurium and selenium are as follows: microwave power 700 W, reaction period 9min, solid-liquid ratio 0.10 g/mL and concentration of sulphuric acid 1.0 mol/L. The validation experiments under the optimized conditions was carried out, the leaching rates of copper, tellurium and selenium reach above 99.88%, 95.70% and 38.22%, respectively.
Key words: copper anode slime; Taguchi methods; microwave; signal noise ratio
ͭ��⾫�������в����������࣬�����һ��Ϊ���ͭ������0.2%~1.0%�����д����Ĺ������ϡ��Ԫ�ض���Ϊ��ȡϡ���������Ҫԭ�ϣ�����ɫ����ұ������е�һ����Ҫ�ĸ���Ʒ[1-3]��ͭ������ĺ������ò�������ʵ����Դ���ۺ����ã����ҿ��Դ������Եľ���Ч������Ч��[4]���봫ͳ��������ȣ�ʪ�����̾��н���ֱ���ʸߡ����̶̡��ܺĵ͡��������ڶ̡�����Ч��ü������ڻ�������������ŵ㣬�ѱ��㷺Ӧ���ڵ�Ʒλ��ʯ�������Դ�Ľ�����ȡ������ͳʪ������ͬʱҲ����ԭ����Ӧ�Խϲ���ղ����ơ������Ϸ�ɢ��ȱ�㣬��ˣ�����ͭ������ʪ��ұ���յĴ����뷢չʮ���б�Ҫ[5]������ҵ��������Ԫ�غ���Ԫ�ص���Ҫ��Դ��ͭ��⾫�������в����������࣬����Խ��Խ���ѧ�߶Դ�ͭ����������ȡ�ڡ������о���������Ȥ[6-8]���ڹ�ȥ20���ͭ������Ԥ���������Ѿ���չ��Ӧ���������µ�ʪ��ұ���գ�ּ��ʹ�������������ɫ����֮·[9-11]��
�������������գ�ͭ���ڡ����ܼ�����һ�������н����ѳ���ʹ���������У����Դ���ȼ�ͭ�����ദ�����գ��������ܺĺͳɱ�����һ�ָ�Ч����ࡢ��ȫ����Դ�ۺ����úõ�����ͭ������Ԥ�������ա��������������������ͭ������Ĺ��գ��������Եز�����ڷ������о��˸������ղ�����ʵ��Ӱ������ι�ϵ���Ż��˹��ղ�����
1 ʵ��
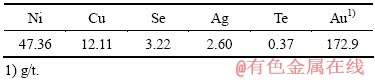
ʵ����õ�ͭ������Ϊ����ij���ṩ�������ࣻͭ�����ྭ�����ϴ�ӡ����ˣ�Ȼ����ʵ�����¶��¸���������Ȼ�Ϻ���Ʒ����Ҫ�ijɷֽ��л�ѧ��ֱ������������ԭ�����չ����ⶨ����1����Ϊ���ʻ���ͭ������Ļ�ѧ�ɷַ��������ͭ�����ຬ�е���Ҫ�ؽ���Ϊͭ��������Ҫϡ�н���Ϊ������Ҫ�����Ϊ�����������ͣ���Ҳ��������ȡ��������Ѷȡ�ͼ1��ʾΪͭ�������XRD�ס�
��1 ͭ������Ļ�ѧ�ɷ�
Table 1 Chemical composition of copper anode slime (mass fraction, %)
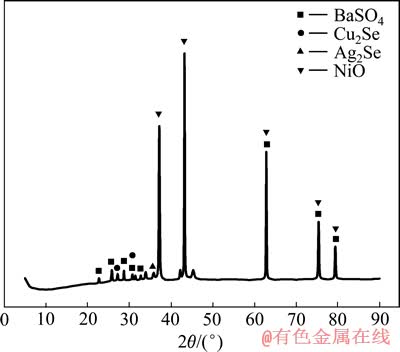
ͼ1 ͭ�������XRD��
Fig. 1 XRD pattern of copper anode slime
������ʵ������500 mL��ƿ�н��У���Ӧ�����м���һ������ϡ������Һ����֪��������Ʒ���뵽��Ӧ���н��е�����������ɺ����������Ӧ���н��н���ʵ�飬����������衣��ÿ��ʵ�������չ��˵ķ������������������ˣ�����ȥ����ˮ����Һϡ�͡�ϡ�͵Ľ���Һ��ͭ���ڡ�������Ũ���ɵ����ϵ������������Dzⶨ��
��ڷ���һ�ָ�Чϵͳ����ƺ�Ӧ�÷�����������߲�Ʒ����ΪĿ�ģ����Դ�����ʵ��Ч�ʣ�����ʵ����ƵĿ�ѧ��[12]����ڷ��еIJ��������ͨ�����ص��������Է����������Ż���ǿ�����������������ָ��IJ��������������Ϊ��Ʒ�������Ե����۱�����̬����������3�����͵�����ȣ�1) ��Ŀ��������ȣ�������ָ��Խ����Ŀ��ֵԽ�ã�2) ��С��������ȣ�������ָ��Խ��������ֵԽ�ã�3) ������������ȣ�������ָ��Խ��������ֵԽ�á���ʵ������������Ϊͭ���ڡ��������ʣ�������������ȣ������ʽΪ[13-14]
 (1)
(1)
ʽ�У�n��ʵ����ܴ�����Yi��ʾ��i��ʵ����ͭ���ڡ����Ľ����ʡ�
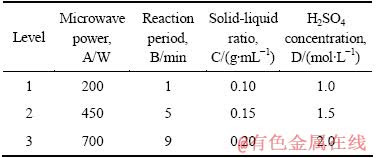
����ʵ��ƻ�ѡ����������ʵ����Ʒ��������ڱ�ʵ�������ʺ��о���ʵ�����Ϊ4����������3��ˮƽ����������ʵ����Ʒ�ѡ��L9(34)Ϊ��ʵ�鷽����ѡȡ�����ʡ�����ʱ�䡢������Һ�ȼ�����Ũ��4�����ղ�����Ϊ���أ��ֱ���A��B��C��D��ʾ��ÿ������ѡȡ3��ˮƽ�������̶���ʵ������Ϊ˫��ˮ������0.2 mol/L��Ϊ�˹۲�����Դ�������ڽ������̵�ʵ���ҽ����¶Ⱥ�ʪ�ȣ�����ͬ�������ڲ�ͬ��ʱ��ÿ��ʵ���ظ����Ρ�
��2 ͭ��������������������ʵ������ˮƽ��
Table 2 Orthogonal experiment factors and levels of microwave assisted leaching of copper anode slime
��3 ͭ����������������L9(34)����ʵ���
Table 3 Chosen L9(34) orthogonal experiment plan of microwave assisted leaching of copper anode slime
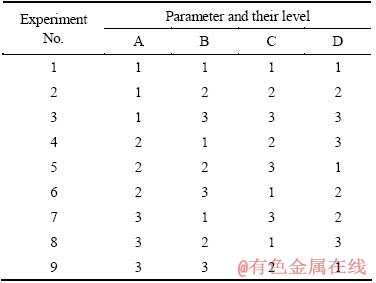
����ʵ���˳����ͨ������������ȷ����ѡ���ʵ�鷽��Ϊ���3��ʾ��L9(34)����Ϊ�˱�������Դ��ʵ���������ĸ���Ӱ�죬��ʵ��˳�����������䡣
��ʵ������У�û�п��ǵ������Ľ���Ӱ�죬��ΪһЩ������̽���о������������Ľ���Ӱ��ɺ��Բ��ơ���һ�������Ч�Կ���ͨ�������Ż������µ���֤ʵ������֤��
2 ���������
2.1 ������Ӧ
ͭ������������ʱ��Ҫ�Ļ�ѧ��Ӧ����ʽ���£�
Cu+H2O2+H2SO4��CuSO4+2H2O (2)
Cu2O+H2O2+2H2SO4��2CuSO4+3H2O (3)
Cu2Te+4H2O2+2H2SO4��2CuSO4+H2TeO3+5H2O (4)
Cu2Se+4H2O2+2H2SO4��2CuSO4+H2SeO3+5H2O (5)
Ag2Te+3H2O2+H2SO4��Ag2SO4+H2TeO3+3H2O (6)
Ag2Se+3H2O2+H2SO4��Ag2SO4+H2SeO3+3H2O (7)
2.2 �Ż�ʵ���о�
���ռ�������ͨ��Minitab 16���������з�������ÿ��������Ч���������ۡ�ͼ2~4��ʾ�ֱ�Ϊ��Ӱ�����ص�ƽ��ЧӦͼ����ʾ����ͼ��˳���Ǹ�������ͳ�Ƶ���Ϣ�ƶϳ�����������Ӱ��̶ȡ�
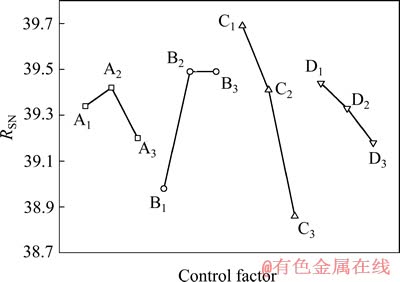
ͼ2 ͭ������ƽ��ЧӦͼ
Fig. 2 Average RSN-level curve of copper
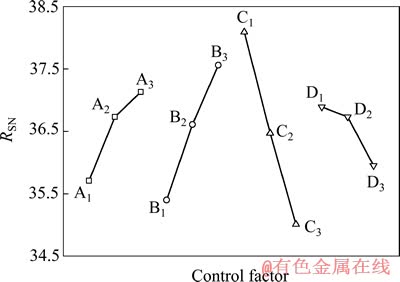
ͼ3 �ڵ�����ƽ��ЧӦͼ
Fig. 3 Average RSN-level curve of tellurium
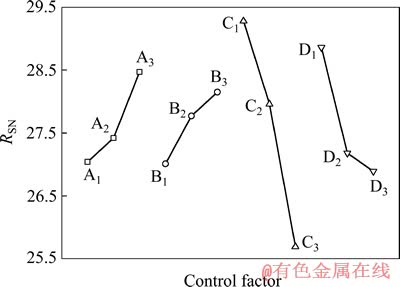
ͼ4 ��������ƽ��ЧӦͼ
Fig. 4 Average RSN-level curve of selenium
ͼ2~4�����˸�ˮƽ����Ӧ���ص�ƽ��ЧӦ��ȷ�������ض�ƽ��RSN������Ӱ��˳�������ʺ���Ũ����3��ˮƽ��ƽ���䶯���Ƚ�С�����������ʺ���Ũ�������������Ӱ�����ض�ͭ�����ʵ�Ӱ���С��Ϊ����Ҫ����(��ͼ2)��ʱ����3��ˮƽ��ƽ���䶯���ȴ��������ʺ���Ũ�ȵ�Ӱ�죬����ʱ���ͭ�����ʵ�Ӱ��ϴ�Ϊ��Ҫ���أ���Һ����3��ˮƽ��ƽ���仯�����������Һ�ȶ�ͭ�����ʵ�Ӱ�����Ϊ����Ҫ���أ���˶���ͭ�����ʵ�Ӱ�죬���ӵ�Ӱ���ɴ�С��˳��Ϊ��Һ�ȡ�ʱ�䡢��Ũ�ȡ������ʡ�ͬ������ͼ3��4���Կ����������ڽ����ʣ���Һ��Ϊ����Ҫ���أ�ʱ��Ϊ��Ҫ���أ������ʺ���Ũ��Ϊ����Ҫ���أ����ص�Ӱ���ɴ�С˳��Ϊ��Һ�ȡ�ʱ�䡢�����ʡ���Ũ�ȣ������������ʣ���Һ��Ϊ����Ҫ���أ���Ũ��Ϊ��Ҫ���أ������ʺ�ʱ��Ϊ����Ҫ���أ����ص�Ӱ���ɴ�С˳��Ϊ��Һ�ȡ���Ũ�ȡ������ʡ�ʱ�䡣
��������ƽ��ЧӦͼ����ֱ�۷�����ƽ��RSN�������ˮƽ�����Ĺ�ϵ��ȷ��������ˮƽ������ȷ����������ϡ���ʵ�����о���Ʒ������Ϊͭ���ڡ��������ʣ�����������������ȣ���ֵԽ�����Ʒ�����Ե�Ч��Խ�á���ʵ�����䷶Χ�ڣ�ͭ���ڡ��������ʶ����Ź�Һ�ȡ���Ũ�ȵ��������С�������½����Ƚϴ�(��ͼ2~4)��˵����Һ�ȶ�ͭ�������ڽ����ʵ�Ӱ��ϴ�Һ�Ⱥ���Ũ��ԽСԽ�����ڽ�����ͭ����������ʱ����ӳ���������ʱ�����5 minʱ��RSNֵ���䣬˵����ʱ�����5 minʱ��ͭ�Ľ������Ѿ��ﵽ���ͣ����ڡ����Ľ����ʶ�һֱ����ʱ������������ͭ���������������ʵı仯��һ��ת�۵㣬��������С��450 Wʱ�����Ź��ʵ�����ͭ���������������ʴ���450 Wʱ��ͭ�����ʿ�ʼ�½��������ڡ����Ľ����ʣ�������Խ��Խ�������ڡ����Ľ�����
���÷�������ɼ�������ղ����Ĺ����ʣ�3ˮƽ����ľ�����㷽�����4��ʾ��
A1ΪA������1ˮƽ�������֮�ͣ��Դ�����[15]��
T=A1+A2+A3 (8)
SA=(A1+A2+A3)/3-T2/9 (9)
ST=SA+SB+SC+SD (10)
����ʽ(8)~(10)����������������ղ����Ĺ����ʣ���Ӱ��Ĵ�С��ͼ5~7��ʾ�˸����ղ����ֱ��ͭ���ں��������ʵĹ����ʡ�
��4 ������㷽��
Table 4 Variance calculation method
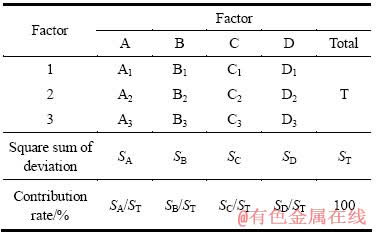
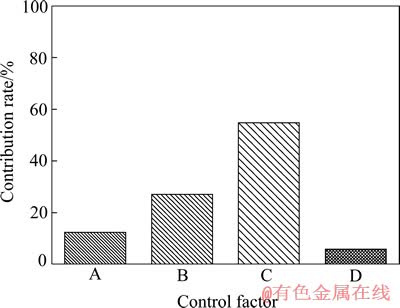
��ͼ5~7���Կ�������Һ�ȶ�ͭ���ں��������ʵĹ�����������ʷֱ�ﵽ60.83%��54.76%��62.05%������ͭ������������ʵ��������Ҫ�Ĺ��ղ�����ʱ�����ͭ���ڽ����ʵĹ�����Ҳ�ϴֱ�ﵽ29.58%��27.04%����ʱ������������ʵĹ�����ȴ��С��ֻ��6.34%��˵�������������ʣ�ʱ���Ӱ���С����Ũ�ȶ��������ʵĹ����ʽϴﵽ21.29%��������ͭ���ڽ����ʹ����ʺ�С��������6%���ֱ�ֻ��5.36%��5.84%��˵����Ũ�ȶ�����������Ϊ��Ҫ���أ�������ͭ���ڽ�����Ϊ����Ҫ���أ������ʶ���ͭ���ڡ��������ʵĹ����ʶ���С���ֱ�Ϊ4.23%��12.37%��10.32%��˵������ͭ���������������������ʶ���Ӱ���С��

ͼ5 ͭ�������ղ����Ĺ�����
Fig. 5 Contribution rate of process parameters in copper leaching
ͼ6 �ڽ������ղ����Ĺ�����
Fig. 6 Contribution rate of process parameters in tellurium leaching
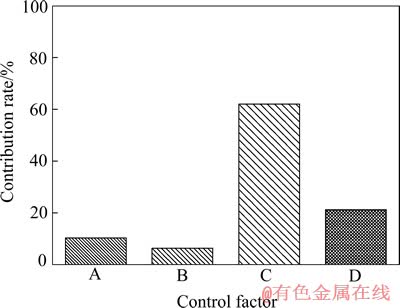
ͼ7 ���������ղ����Ĺ�����
Fig. 7 Contribution rate of process parameters in selenium leaching
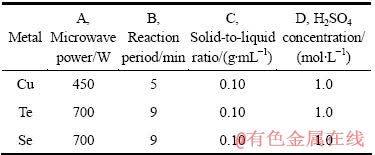
�������ϻ�����ڷ����ķ���������ȷ��ͭ���������������յ�����ˮƽ��ϣ����5��ʾ����������������û����֮���Ӧ��ʵ����ϣ����Ա��������֤ʵ�顣�����Ż������½�����3����֤ʵ�飬��ͭ���������Ż������£�ͭ�����ʷֱ�Ϊ99.92%��99.88%��99.96%�����ڡ������������Ż������£��ڽ����ʷֱ�Ϊ95.89%��95.70%��95.93%���������ʷֱ�Ϊ38.45%��38.22%��38.79%�����������ղ����²����Ľ�����ѣ���ֵ�ֲ�Ҳ���ȶ������нϺõ�ʵ��Ч����
��5 ͭ���������������Ż���������
Table 5 Optimum experiment conditions of microwave assisted leaching of copper anode slime
3 ����
1) �������������ͭ��������¹��գ�������ڷ���ȷ��ͭ������������ͭ���ڡ��������Ż�������ѡ�õ���Ч���ղ����ֱ��������ʡ���Ӧʱ�䡢��Һ�Ⱥ�����Ũ�ȡ�
2) ͭ���ڡ������������Ź�Һ�ȡ�����Ũ�ȵ����Ӷ����ͣ���ʱ��С��5 minʱ��ͭ����������ʱ��������������5 minʱ������ƽ�����ڡ�������������ʱ�䡢�����ʵ����������ͭ�����������������ʵ�������������ʳ���450 Wʱ�������ʿ�ʼ�½���
3) ��Һ�ȶ�ͭ���ڡ��������ʵĹ�����������ʷֱ�ﵽ60.83%��54.76%��62.05%����ͭ����������������Ҫ�Ĺ��ղ�����ʱ�����ͭ���ڽ����ʵĹ�����Ҳ�ϴֱ�ﵽ29.58%��27.04%����ʱ������������ʵĹ����ʽ�С��Ϊ6.34%����Ũ�ȶ��������ʵĹ����ʽϴﵽ21.29%��������ͭ���ڽ����ʹ����ʺ�С��������6%�������ʶ���ͭ���ڡ��������ʵĹ����ʶ���С���ֱ�Ϊ4.23%��12.37%��10.32%��
4) �����Ż������½�����3����֤ʵ�飬��ͭ���������Ż��������£�ͭ������Ϊ�ֱ�Ϊ99.92%��99.88%��99.96%���ڡ������������Ż��������£��ڽ����ʷֱ�Ϊ95.89%��95.70%��95.93%���������ʷֱ�Ϊ38.45%��38.22%��38.79%�����������ղ����²����Ľ�����ѣ���ֵ�ֲ�Ҳ���ȶ������нϺõ�ʵ��Ч����
REFERENCES
[1] ֣�Ž�, �� ��, ʷ��Զ, ������, ���ѳ�. ͭ������Ԥ���������������о�[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2010, 41(3): 865-870.
ZHENG Ya-jie, WANG Bei, SHI Jian-yuan, SUN Zhao-ming, LIU Zhao-cheng. Pretreatment of copper anode slime for concentrating gold and silver[J]. Journal of Central South University: Science and Technology, 2010, 41(3): 865-870.
[2] ��ΰ��, ������, ������, �� ��, �Ŷų�, �� ��. �ѳ�ͭ�������м�������Ԥ��������[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2013, 44(4): 1332-1337.
LIU Wei-feng, YANG Tian-zu, LIU You-nian, CHEN Lin, ZHANG Du-chao, WANG An. Pretreatment process for removing base metals from copper anode slime[J]. Journal of Central South University: Science and Technology, 2013, 44(4): 1332-1337.
[3] ���Ӣ, �¹���, ��Ԧ��, ��ѩ��. ����ͭ������Ԥ���������������о�[J]. ������ѧѧ��: ��Ȼ��ѧ��, 2013, 34(3): 399-403.
YANG Hong-ying, CHEN Guo-bao, PENG Yu-feng, LI Xue-jiao. Pretreatment of copper anode slime with high nickel content for concentrating gold and silver[J]. Journal of Northeastern University: Natural Science, 2013, 34(3): 399-403.
[4] ��ѧ��, Ф��÷, �Ӿ�ѿ, ���컪. ͭ�����ദ�������й��������Ϊ[J]. �й���ɫ����ѧ��, 2010, 20(5): 990-998.
GUO Xue-yi, XIAO Cai-mei, ZHONG Ju-ya, TIAN Qing-hua. Behaviors of precious metals in process of copper anode slime treatment[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(5): 990-998.
[5] ��С��, ��꿺�. ͭ�����ദ�����յ�̽��[J]. ��ұ, 2005, 14(4): 46-48.
WANG Xiao-long, ZHANG Xin-hong. Discussion on process for treating copper anode slime[J]. Mining & Metallurgy, 2005, 14(4): 46-48.
[6] SWINBOURNE D R, BARBANTE G G, AHEARN A. Tellurium distribution in copper anode slime smelting[J]. Metallurgical and Materials Transaction B, 1998, 28(6): 555-562.
[7] YAVUZ O, ZIYADANOGULLARI R. Recovery of gold and silver from copper anode slime[J]. Separation Science and Technology, 2000, 35(1): 133-141.
[8] SAPTHARISHI S, MOHANTY D, KAMATH B P. Process for selenium recovery from copper anode slime by alkali pressure leaching[C]// KONGOLI F, REDDY R G. Proceedings of Sohn International Symposium. New Orleans: TMS, 2006: 175-184.
[9] DONMEZ B, CELIK C, COLAK, S, YARTASI A. Dissolution optimization of copper from anode slime in H2SO4 solutions[J]. Industrial & Engineering Chemistry Research, 1998, 37(8): 3382-3387.
[10] HAIT J, JANA R K, KUMAR V, SANYAL S K. Some studies on sulfuric acid leaching of anode slime with additives[J]. Industrial & Engineering Chemistry Research, 2002, 41(25): 6593-6599.
[11] AMER A M. Processing of copper anodic-slimes for extraction of valuable metals[J]. Waste Management, 2003, 23(8):763-770.
[12] CHUANG Li-yeh, YANG Cheng-san, WU Kuo-chuan, YANG Cheng-hong. Gene selection and classification using Taguchi chaotic binary particle swarm optimization[J]. Expert Systems with Applications, 2011, 38: 13367-13377.
[13] SADEGHI S H, MOOSAVI V, KARAMI A, BEHNIA N. Soil erosion assessment and prioritization of affecting factors at plot scale using the Taguchi method[J]. Journal of Hydrology, 2012, 448/449: 174-180.
[14] WANG Ji-min, YAN Hong-jie, ZHOU Jie-min, LI Shi-xuan, GUI Guang-chen. Optimization of parameters for an aluminum melting furnace using the Taguchi approach[J]. Applied Thermal Engineering, 2012, 33/34: 33-43.
[15] ����Զ, ���Ӣ, �¹���, ���. ������ڷ����������Һ��ͭ���յ��Ż�[J]. ������ѧѧ��: ��Ȼ��ѧ��, 2013, 34(7): 990-993.
MA Zhi-yuan, YANG Hong-ying, CHEN Guo-bao, LI Hai-jun. Optimization of extraction of copper from bio-leaching solution based on the Taguchi methods[J]. Journal of Northeastern University: Natural Science, 2013, 34(7): 990-993.
(�༭ ������)
������Ŀ�����ҡ�ʮ���塱�Ƽ�֧�żƻ���Ŀ(2012BAE06B05)�����Ҹ����о���չ�ƻ�������Ŀ(2012AA061502)��������Ȼ��ѧ����������Ŀ(51174062��51374066��51304047)
�ո����ڣ�2013-10-20�������ڣ�2014-04-10
ͨ�����ߣ����Ӣ�����ڣ���ʿ���绰��024-83673932��E-mail: yanghy@smm.neu.edu.cn
ժ Ҫ��������ڷ��������������ͭ��������Ż�����������ͭ���ڡ����Ľ����ʽ�������ȷ����������������Һ�ȶ�ͭ���ڡ��������ʵĹ�����������ʷֱ�ﵽ60.83%��54.76%��62.05%����Һ����ͭ��������������������Ҫ�Ĺ��ղ�����ʱ�����ͭ���ڽ�����Ϊ����Ҫ���أ���Ũ�ȶ�����������Ϊ����Ҫ���أ������ʶ���ͭ���ڡ��������ʵĹ����ʶ���С���ֱ�Ϊ4.23%��12.37%��10.32%��ͭ���������������£�������450 W��ʱ��5 min����Һ��0.10 g/mL����Ũ��1.0 mol/L���ڡ������������������£�������700 W��ʱ��9 min����Һ��0.10 g/mL����Ũ��1.0 mol/L�����Ż���Ĺ��������½�����֤ʵ�飬ͭ�����ʴﵽ99.88%���ϣ��ڽ����ʴﵽ95.70%���ϣ��������ʴﵽ38.22%���ϡ�
