

Temperature effect in thermosonic wire bonding
WU Yun-xin(������), LONG Zhi-li(¡־��), HAN Lei(�� ��), ZHONG Jue(�� ��)
School of Electromechanical Engineering, Central South University, Changsha 410083, China
Received 24 August 2005; accepted 12 January 2006
Abstract:
The temperature effect on bonding strength and ultrasonic transmission in a PZT transducer system was investigated. The results show that, the temperature change influences the material features of the bonding interface, such as elastic modulus, tensile strength of gold ball and Ag substrate, which results in different bonding strengths. Moreover, the temperature change also influences the impedance and dissipative ultrasonic energy in the PZT system. The current signal of PZT transducer was analyzed by join time-frequency analysis, which can reveal the current change in a bonding process more clearly and completely. The analysis shows that the bonding parameters influence mutually. These results can help build some criteria for parameter match and optimization in wire bonding processes.
Key words:
thermosonic wire bonding; filp chip bonding; bonding temperature; bonding strength; ultrasonic energy;
1 Introduction
Currently, thermosonic wire bonding and flip chip bonding are the main electrical packaging types in first level IC chip manufacture domain. Wire bonding is simple and somewhat mature, and nowadays it holds 75% in all electrical packaging market[1]. Flip chip is a growing chip interconnection style in recent years, which includes solder reflow, thermosonic flip chip, thermo- compression bonding and adhesive bonding. The main feature of flip chip is multi-ball bonding and high efficiency, so flip chip bonding is regarded as the development trend of IC chip manufacture in the future.
In the domain of chip packaging, the bonding parameter match is very important, because the bonding parameters can influence the bonding strength between IC chip and substrate directly. In thermosonic bonding processes, there are several kinds of parameters that influence bonding quality. For example, many factors, such as ultrasonic energy, temperature, pressure, quality of gold ball, the arch of gold wire, and the motion stability of the machine may influence bonding quality directly [2,3]. Nowadays, researches about the parameter match and optimization in thermosonic wire bonding are somewhat limited because of the time-consuming reason [4,5]. Moreover, few research reports about the effects between each other are available.
In a thermosonic wire bonding process, ultrasonic energy, temperature, and pressure are the three main bonding parameters. The temperature is a critical factor that influences the bonding quality and ultrasonic transmission directly. The temperature will influence the bonding material and device if it is too high, or it will lead to undesirable bonding quality if too low[6]. In this study, the temperature effect on bonding strength was investigated, and the effect of temperature parameter on impedance and ultrasonic energy of the transducer was analyzed by join time-frequency analysis.
2 Bonding system and process
Thermosonic wire bonding is a process where gold ball and Ag substrate are joined together by ultrasonic energy and heat under certain pressure. A typical ultrasonic wire bonding system shown in Fig.1 consists of a phase locked loop ultrasonic generator, a piezoelectric driver, a barrel, a tapered horn, and a bonding capillary. The ultrasonic transducer converts electrical energy into mechanical vibration waves. The axial vibration obtained from piezoelectric driver was transmitted and amplified by the tapered horn. The wave was converted to flexural vibration in the bonding capillary and transmitted to the bond interface during a bonding process. So, under the environment of certain ultrasonic energy, temperature, pressure, the atoms between gold ball and substrate will diffuse and penetrate into each other, which forms a bonding interface of I/O in IC chip.

Fig.1 Thermosonic wire bonding system (Typical bonding parameters: frequency: 60 kHz; pressure: 5 N; time: 50 ms; d 30 ��m gold ball): (a) System structure; (b) Bonding Interface model
3 Experimental
The bonding temperature was tuned to carry out different thermosonic bonding processes while all other bonding parameters, such as bonding power, bonding time, and pressure were kept unchanged. The bonding strength was measured and the input voltage and current of PZT transducer were recorded.
All the experiment processes were achieved with a TS2100 thermosonic wire bonder. The experimental conditions were as follows: the diameter of gold wire was 25 ��m, substrate size was 25 mm��12 mm, and substrate material copper was sputtered by Ag. The bonding parameters are listed in Table 1. The bonding experiments were repeated 50 times under each testing condition for statistic analysis.
Table 1 Bonding parameters

3.1 Measurement of bonding strength
For a thermosonic bonding process, the pull and shear limits are the main judge of bonding strength[7]. Because the pull process is influenced by many factors such as the pull point, gold wire length, and pull angle, it is very difficult to control the pull process accurately. The pull test does not aim to first bonding or second bonding point, while the shear test have the advantage to choose a certain point to measure, which is more suitable to analyze the bonding strength. So the shear test is chosen to measure bonding strength. The principle of the shear measurement is shown in Fig.2. A shear meter named DTB-30 was used to measure the bonding strength.

Fig.2 Bonding strength measurement
3.2 Measurement of bonding temperature
The bonding temperature is measured by K-type thermocouple sensor within a measurement range of 0- 500 ��. The temperature sensoris contacted to the sub- strate directly. The experiments are performed in the temperature range of 40-360 �� with a step of 20 ��.
3.3 Data acquisition of PZT��s voltage and current signal
Data acquisition of PZT transducer��s voltage and current signal is achieved with an NI data acquisition card (2 channels with the highest sample frequency 5 MHz) with Labview software developing environment.
4 Data processing and analysis
4.1 Relationship between temperature and strength
The analysis results are shown in Fig.3. There appears some unsuccessful bonding or low bonding strength at 40 ��, and the average strength is only 6.774��10-2 N, which belongs to the owed bonding[4]. At temperature rage from 200 to 240 ��, the bonding strength reaches its highest, with the average bonding strength to about 20��10-2 N, which suggests that this bonding temperature range be favorable to thermosonic wire bonding. The bonding strength goes down when with temperature is higher, which belongs to the over bonding[8].
Table 2 lists the comparison results of bonding strength at different temperature. Compared with the recommended production standard of minimum 5.4��10-2 N for 25 ��m diameter wire used[6], the percentage less than 5.4��10-2 N below 100 �� is not less than 4%, which means that temperature range is not suitable for bonding. The bonding strength at above 120 �� bonding temperature is higher than 5.4��10-2 N, which means that the suitable temperature window under the given ultrasonic power and pressure condition is between 120 �� and 360��.
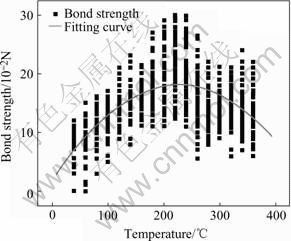
Fig.3 Relationship between bond strength and temperature
Table 2 Statistic comparisons of temperature and bonding strength (50 times repeated experiment at each temperature)

During the bonding processes of Au and Ag in thermosonic bonding, the temperature factor plays an important role. That is, too low or too high temperature can lead to unsuccessful bonding or low bonding strength, and the most suitable temperature is between 200 and 240 ��. This experiment phenomenon may be explained by the following reasons[9-11].
1) The oxides and other forms of contamination can not be removed under too lower temperature condition, and is unfavorable to the diffusion between the Au and Ag metal, which leads to lower strength or unsuccessful bonding. The bonding process between Au and Ag is an atom combination process, which requires that no contamination and air bubble exist in the metal surface. But Ag is oxidized in the air, and its surface is often covered by oxidation film or other contamination. At low temperature, the oxidation film of Ag and Au is difficult to break, so there are few contacted atoms between Ag and Au, which cannot expand the diffusion atom numbers. So low temperature will lead to unsuccessful bonding or low bonding strength.
2) Appropriate temperature can soften the metal material, and accelerate the diffusion between the Au and Ag atom, which results in good bonding. According to atom diffusion coefficient expression D=D0exp(-Q/RT), where D0 is diffusion coefficient, and Q is diffusion activation energy. From this point, the metal atoms will tend to diffuse to each other with temperature increasing. Moreover, when temperature goes up, it can soften the metal, and accelerates the atom diffusion between different metals. Fig.4 is the relationship of elastic modulus(E), tensile strength(��) of gold versus tem- perature factor, where shows that the elastic modulus and tensile strength goes down when temperature goes up.
3) At higher temperature, the atom diffuse to each other too quickly to break or remove completely the oxidation film in 60 kHz high frequency ultrasonic vibration environment, which leads to lots of cavity in the bonding interface, and causes low bonding strength.
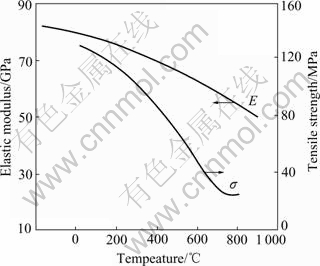
Fig.4 Relationship among elastic modulus(E), tensile strength (��) of gold and temperature
4.2 Effect of temperature factor on ultrasonic energy of transducer
4.2.1 Joint time-frequency analysis of current signal of transducer
Compared with pure time or frequency domain analysis, the joint time-frequency analysis can reveal the time varying signal in thermosonic wire bonding processes more clearly and completely, including the shift of frequency, change of harmonic components and its corresponding energy in bonding processes, which helps understand the bonding process between gold ball and substrate deeply. There are quite a number of joint time-frequency analysis methods, such as short time Fourier transform(STFT), Gabor expansion, wavelets, Wigner-Ville distribution. In our work, we apply STFT to the current signal of ultrasonic transducer. Although the resolution of STFT is not high, it does not induce interference due to the simplicity of the signals. The expression of STFT is described as[12]
![]() (1)
(1)
The power supply used for our thermosonic wire bonding system maintains a constant voltage, regardless of what kind of bonding condition. So, the electric current of transducer will be changed when bonding parameters changes. Fig.5 shows the STFT results of the current signal at 80, 220 and 300 ��, respectively. It can be seen that the change of temperature leads to different current signals. That is, the current of transducer is about 0.2 A at 80 �� and goes down to 0.16 A at 220 �� and 0.13 A at 300 ��. Also, we can find that the frequency of current signal is about 63 kHz, and there is not any high frequency harmonic component in the current signal, and the working frequency of ultrasonic transducer changes slightly during bonding processes.
4.2.2 Impedance and consumed ultrasonic energy analysis of PZT transducer
The input electric energy of PZT transducer is the source of ultrasonic energy for the whole system. And the impedance of PZT transducer is expressed as the dynamic feature of the transducer system. When the bonding parameters are changed, the input ultrasonic energy of PZT transducer will be different because the impedance match between generator power and PZT transducer has been changed. The impedance and power can be calculated by the voltage and current signal[13].
Fig.6 shows the input ultrasonic energy and impedance of transducer at 80, 220 and 300 ��, respec- tively. It shows that, at 80 ��, the average bonding strength is 11.58��10-2 N, and the average impedance of PZT during the steady period is 17.002 ��, and the average consumed power of PZT is 0.830 07 W. At 220 ��, the average bonding strength is 20.826��10-2 N, and the average impedance of PZT is 24.213 ��, and the average consumed power of PZT is 0.617 56 W. At 300 ��, the average bonding strength is 14.53��10-2 N, and the average impedance of PZT is 27.624 ��, and the average consumed power of PZT is 0.549 72 W. That is, at low temperature condition that cause unsuccessful bonding or low bonding strength, the impedance of PZT system is low, and the consumed ultrasonic power of PZT is high. While in the suitable temperature range that results in good bonding, the impedance of PZT is high, and the consumed power of PZT is low. But at higher temperature that causes low bonding strength, the impedance of PZT is higher, and the consumed power of PZT is lower. It is concluded that the temperature changes not only influence the bonding strength, but also influence the input impedance and consumed ultrasonic energy of PZT transducer.

Fig.5 STFT analysis of current signal of transducer at different temperatures: (a) 80 ��; (b) 220 ��; (c) 300 ��
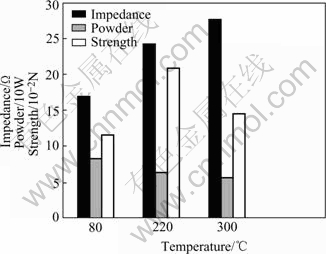
Fig.6 Average bonding strength, impedance and power of PZT at different temperatures
5 Conclusions
1) Too low or too high temperature for bonding can lead to unsuccessful bonding or low bonding strength, and the suitable bonding temperature range is from 200�� to 240 ��, where the bonding strength is about 20��10-2 N for the experiment bonding conditions.
2) For the unchanged voltage output of the transducer system, the temperature changes not only influence the bonding strength, but also influence the impedance and ultrasonic energy of PZT transducer. That is, at low temperature that causes unsuccessful bonding or low bonding strength, the impedance of PZT is low, and the consumed power of PZT is high. While at the suitable temperature that causes good bonding, the impedance of PZT is high, and the consumed power of PZT is low. And at higher temperature that causes low bonding strength, the impedance of PZT is higher, and the power of PZT is lower.
3) Joint time-frequency analysis can more clearly and more completely reveal the changing process of current signal of PZT transducer caused by different temperatures, including the shift of frequency, change of harmonic components and its corresponding energy in bonding processes.
References
[1] TUMMALA R R. Microelectronics Packaging Handbook [M]. Now York: McGraw-Hill, 2001. 8.
[2] ANTONY J. Improving the wire bonding process quality using statistically designed experiments [J]. Microelectronics Journal, 1999, 30: 161-168.
[3] LIANG Z N, KUPER F G. A concept to relate wire bonding parameters to bondability and ball bond reliability [J]. Micro- electronics Journal, 1998, 38: 1278-1291.
[4] HAMIDI A, BECK N, THOMAS K. Reliability and lifetime evaluation of different wire bonding technologies for high power IGBT modules [J]. Microelectronics Journal, 1999, 39: 1553-1158.
[5] ANDERSON W R, GONZALEZ W M. Anderson.Reliability considerations for ESD protection under wire bonding pads [J]. Microelectronics Journal, 2001, 41: 367-373.
[6] HU S J, LIM G E, FOONG K P, et al. Study of temperature parameter on the thermosonic gold wire bonding of high-speed CMOS [J]. IEEE Transactions on components, hybrids, and manufacturing Technology, 1991, 14(4): 855-858.
[7] MEDDING J, MAYER M. In situ ball bond shear measurement using wire bonder head [A]. IEEE/CPMT/SEMI, 28th International Electronics Manufacturing Technology Symposium [C]. SAN Jose, CA: IEEE, 2003. 59-63.
[8] RAMMINGER S, SELIGER N, WACHUTKA G. Reliability model for Al wire bonds subjected to heel crack failures [J]. Microelectronics Reliability, 2000, 40(8): 1521-1525.
[9] HOU Zeng-shou, LU Guang-xu. Principles of Metallography [M]. Shanghai: Shanghai Technology Press, 1990.
[10] ZHAO Huai-zhi, NING Yuan-tao. Gold [M]. Changsha: Central South University Press, 2003.
[11] KANG F, WILLIAMS P M, MCLAREN T S, et al. Studies of thermosonic bonding for flip-chip assembly [J]. Materials Chemistry and Physics, 1995, 42(1): 31-37.
[12] COHEN L. Time-Frequency Analysis [M]. New Jersey: Prentice- Hall, Englewood Cliffs, 1995.
[13] LONG Zhi-li, WU Yun-xin, HAN Lei. Measurement of driving electrical signal and input impedance analysis of PZT transducer in thermosonic bonding [A]. High Density Microsystem Design and Packaging and Component Failure Analysis, the Sixth IEEE CPMT Conference [C]. Shanghai: IEEE, 2004. 322-325.
[14] ZHANG Hai-bo, ZHAI Qi-jie, QI Fei-peng. Effect of side transmission of power ultrasonic on structure of AZ81 magnesium alloy [J]. Transa Nonferrous Met Soc China, 2004, 14(2): 302-305.
[15] TANG Yong, WAN Zhen-ping, LIU Ya-jun. Ultrasonic seam welding technologies of copper plate and tube for collecting solar energy [J]. Trans Nonferrous Met Soc China, 2003, 13(2): 403-406.
[16] GANG Tie, TAKAHASHI Y. Ultrasonic echo signal fetures of dissimilar material bonding joints [J]. Trans Nonferrous Met Soc China, 2004, 14(6): 1051-1054.
Foundation item: Projects(50390064; 50575230) supported by the National Natural Science Foundation of China; Project(2003CB736202) supported by the National Basic Research Program of China
Corresponding author: WU Yun-xin; Tel: +86-731-8830813; E-mail: longzhili@mail.csu.edu.cn
Abstract: The temperature effect on bonding strength and ultrasonic transmission in a PZT transducer system was investigated. The results show that, the temperature change influences the material features of the bonding interface, such as elastic modulus, tensile strength of gold ball and Ag substrate, which results in different bonding strengths. Moreover, the temperature change also influences the impedance and dissipative ultrasonic energy in the PZT system. The current signal of PZT transducer was analyzed by join time-frequency analysis, which can reveal the current change in a bonding process more clearly and completely. The analysis shows that the bonding parameters influence mutually. These results can help build some criteria for parameter match and optimization in wire bonding processes.
