
���±�ţ�1004-0609(2016)-08-1607-08
Al-Cu-Mg�Ͻ��������ȴ�������
������1���� ��2, 3��������1, 3��������1, 3
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤�̣���ɳ 410083��
2. ���ϴ�ѧ ��Ͻ��о�Ժ����ɳ 410083��
3. ���ϴ�ѧ �����ܸ�����������ص�ʵ���ң���ɳ 410083)
ժ Ҫ��
����ɨ��羵����羵���������졢�������ԡ�ƣ��������չ���ʵȲ��Է����Ա��о����ʱ�䡢��ȻʱЧ���˹�ʱЧ��Al-Cu-Mg�Ͻ������κ����ѧ���ܡ�ƣ��������չ���ܺ�����֯��Ӱ�졣�����������ͬ������ʱ��ԺϽ�ij�����ѧ����Ӱ���С������ǿ�Ⱥ�����ǿ�ȵIJ������Ⱦ���4%���ڣ�������˹�ʱЧ״̬���Ͻ�����ȻʱЧ״̬���ۺ����ܸ��ã�������413 �桢12 h�����κ��ٽ���T4ʱЧ�����õ���ѵ��ۺ����ܣ�ͨ����ʵ�����������������������нϸߵ���ѧ���ܣ������нϸߵ���չ�Ժ�ƣ��������չ���ܡ�
�ؼ��ʣ�
Al-Cu-Mg�Ͻ�������������ƣ����������չ������
��ͼ����ţ�TG146.2���� ���ױ�־�룺A
�ִ����պ��칤ҵ�Ŀ��ٷ�չ�������Ͻ���ۺ���������˸��ߵ�Ҫ��ǿ�����͡��������Ͻ��ѳ�Ϊ���պ����������Ҫ�ṹ����[1]��Al-Cu-Mg�Ͻ����ǿ�ȸߡ���ƣ�����ܺá��������������ص㣬���ִ�������Ƥ��������ܡ���������Ƥ�����ߺ�������β������Ҫ�ṹ����[2-4]�����ֺ������Ͻ𱡰幹���������������ʽϴ��ұ仯���ӣ������Žϴ����ѹ�غɣ�����ƣ��Σ������������Ƽӹ�Ӧ��ˮƽ���������ɼ����Ա�֤��ʹ������[5]����ͳ�ij��η��������˻�̬���峣�����ӹ��գ����ڲ��ϱ�������չ���뿹ƣ����������Ҫ��ܸߣ��ҽ��ѿ��Ʋ��ϵ������ȶ��ԣ�������ʧ�ϴ�[6]��
�����������ý����������ȴ����¶�����������Ӧ���ɳ���������ԣ��ﵽ����Ŀ���ͬʱ��ò����ȴ���������ܸ���[7-10]������ڴ�ͳ���Գ��η����������μ����ɼӹ����и���������������������˲������ܣ�����������ξ���Ҫ���տ��ظ��Ըߵ�Ҫ���ž���[11]�Ե���˫���������κ��ĵ����ܽ����о����������ʱ�估ʱЧ�ƶȶ�ĵ������нϴ�Ӱ�졣�Էɵ�[12]����ʱЧ�ƶȶԺϽ�����֯��Ӱ�죬��������������ο�ʹ�úϽ�������һ��ѹ�����������ڳ������ɵ�״��Ϊ����״�ҳ��ֳ�һ���ķ����ԡ���˶��[13]�Ե����������κ���Ʒ�Ļص��ʽ����о���ȷ����2324���Ͻ���䱾�������еIJ��ϳ���������������Ԫ�����������ι��վ��г���Ӧ���͡��ӹ����Ƽ��ʵ͡�����Ӧ��ˮƽ�ͣ���ƣ�ͺͿ�Ӧ����ʴ�����õ��ص㣬���ѳɹ�Ӧ����A330/340��A380�ȷɻ���������ڰ�������У���δ����������/���ú��պ������칤ҵ�о����൱���DZ��[14-16]��
�������������˻��¶������Ͻ���������ԣ���������η����ڽ�����Ӧ�������Ƽ��ʷ�������ƣ������һ���˻�̬Al-Cu-Mg�Ͻ������η�����̽�����Al-Cu-Mg�Ͻ𱡰幹���ۺ����ܵ���·�ߣ�Ϊ���պ��챡�幹�������ṩ�ο���
1 ʵ��
�����������ò���Ϊ2124���Ͻ������壬��ѧ�ɷ����1���С��ӳߴ��СΪ1500 mm��600 mm�� 5 mm�����Ͻ��������ϣ��ü��л������Ʒ���ȡ����ѡȡʵ�������ijߴ��СΪ280 mm��95 mm��5 mm��
��1 2124���Ͻ�������Ļ�ѧ�ɷ�
Table 1 Chemical composition of 2124 aluminum alloy hot rolled plate (mass fraction, %)

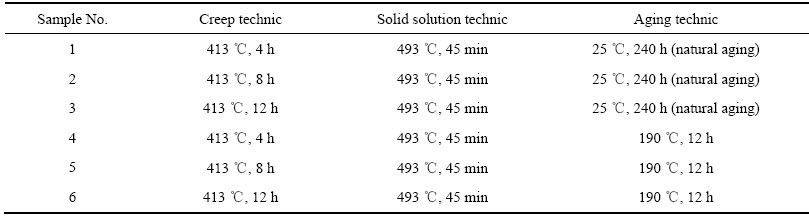
ʹ��ʵ����������ĵ�����ʵ���豸���������е����ʵ��������ʱЧ���Σ�ģ�߹�װ��ͼ1��ʾ���������������֧�ܰ����ڣ�ͨ����˨�������϶�ѹ���е��������װ�ڵ����ĵ�����ѹ��ĵ��ײ��ù�ӯ��ϣ����������������ã��ɱ�֤�̶���ѹ���ϵ�����Բ��ͬʱ��ֱ�����ڰ�ġ�ͨ�����ڵײ�˿�˽���Ʒѹ�����뾶Ϊ1 m��Ȼ������ģ��������Ƶ¯�ڽ��и��������Ρ�����ȡ������413 ���˻��¶��½��������Σ�����ʱ��ֱ�Ϊ4��8��12 h�����ԺϽ����493 �桢45 min���ܴ�����ʹ��ˮԡ��������Ʒ��Ϊ2�飬�ֱ������ȻʱЧ��190 �桢12 h�˹�ʱЧ������������������ʵ���������2���С�
����CSS-44100�����ܲ������������2 mm/min���������ʽ��������������飬ÿ������ѡȡ5��ƽ����Ʒ��ͨ��ƽ��ֵ����ó���Ӧ��ѧ���ܣ���MTS810��̬ƣ�͵����������1 mm/min���������ʲ��Բ��϶������ԣ���MTS810-50kN��������Ͻ��а�ĵ�������չ���ʲ��ԡ�����Philips Sirion200��ɨ��羵(SEM)�۲���Ʒ�ĶϿ���ò�����ѵĴ�С���ֲ�����JEOL-2100F����羵(TEM)�¹۲����������ò�ͷֲ������ٵ�ѹΪ150 kV��TEM��Ʒ����˫���ⷨ�Ʊ������Һ���Ϊ20%HNO3+ 80%CH3OH(�������)���¶ȿ�����-30 �����ҡ�
2 ���������
2.1 ������������
��3����Ϊ�Ͻ���ȻʱЧ���˹�ʱЧ����״̬�³����������ܵIJ��Խ�����ɱ�3��֪������ȻʱЧ�ƶ��£��Ͻ�Ŀ���ǿ��Ϊ475.5~483.2 MPa����������Ϊ1.6%������ǿ��Ϊ301.1~312.7 MPa����������Ϊ3.8%��ͬʱ���Ͻ�ӵ�����õ���չ�ԣ����쳤�ʴﵽ19.4%~20.7%�������˹�ʱЧ�ƶ��£���Ʒ�Ŀ���ǿ���ȶ���480~483.7 MPa������0.7%�IJ���������ǿ������Խϸߣ��ֱ�Ϊ407.3��389.4��396.9 MPa���쳤�ʷ��棬��������5�ﵽ11.7%������4��6��Ϊ9.2%��9.7%��ʵ��������ʾ���˹�ʱЧ״̬������4��5��6������ǿ�ȱ���ȻʱЧ״̬������1��2��3�ĸ�Լ80 MPa����Ϊ���ԣ�������ǿ�������5MPa֮�ڣ�������ͬ������ȻʱЧ״̬�ºϽ���쳤��Լ���˹�ʱЧ״̬��100%���������������ɴ˿ɼ����ڿ���ǿ�ȼ�����ͬ������£��Ͻ�����ȻʱЧ״̬�¾��и��õ���չ�ԡ�
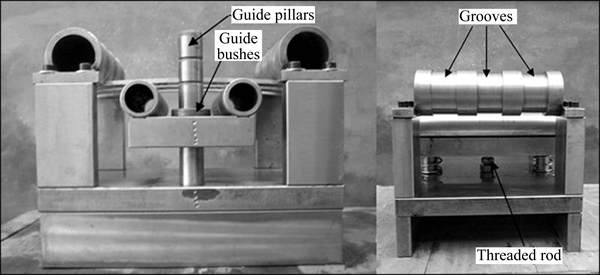
ͼ1 �������ĵ�����������װ��
Fig. 1 Single curvature four-point bending creep forming device
��2 2124���Ͻ�������������������ʵ������
Table 2 Sample number and specific experimental conditions of 2124 aluminum alloy hot rolled plate
��3 ��ȻʱЧ���˹�ʱЧ״̬�µij�����������
Table 3 Room temperature tensile properties under natural aging and artificial aging

ͼ2��ʾΪ��ͬ������ʱ�估ʱЧ�ƶ��ºϽ��TEM����Ӧ����ߵ㡣ͨ��ͼ2���������ع۲쵽��ͬ���ʱ�估ʱЧ�ƶ��ºϽ���ǿ����������̬���������������ǺϽ�ǿ������Ҫ����[17-18]����ͼ2(a)��(b)��(c)�п��Կ���������ȻʱЧ״̬�£��Ͻ��ڶ��ֲ��������ִ�İ�״��Բ������(��ͼ2(b)�м�ͷ)����Щ��״����Ϊ��Mn�����࣬��Բ������Ϊ��Fe�����ࡣ��A1-Cu-Mg�Ͻ�����ܻ���������������ȻʱЧ�����У��Ͻ��еĵ�Cuԭ�Ӻ�Mgԭ�ӽ��ڻ�������<100>�������γɼ�ϸС��GPB ��������GPB��������Ӧ��ĶȺ�С���������ͨ��羵������ֱ�ӹ۲�����ò��ͼ2(c)�еĻ���ߵ����ֵ�����â������GPB���Ĵ��ڡ���ͼ2(d)��(e)��(f)�пɹ۲쵽����190 �桢12 h�˹�ʱЧ�������ڲ�������ϸ�������ֱ����״������(��ͼ2(f))����Щ��״������ΪAl2CuMg(S����)����{210}��ϰ������[100]Al������������Ҳ��������1~3������ǿ�����Ե�������4~6��ԭ��ͼ2(d)��(e)��(f)��Ҳ���Կ��������ʱЧ����ʱ��Խ���������λ��Խ�࣬λ���ܶ�Խ��λ���ֲ���������ʱ�����������ܡ�
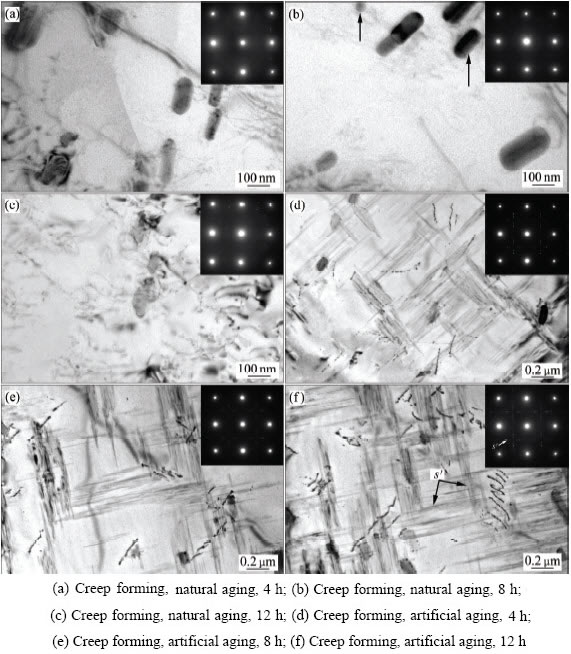
ͼ2 ��ͬ������ʱ�估ʱЧ�ƶ��ºϽ��TEM����Ӧ����ߵ�
Fig. 2 TEM images and SAED patterns of alloys under different creep forming time and aging processing
2.2 ��������(Kahn˺��)
Kahn˺������㷺���ڱ���ʱЧӲ�������Ͻ�Ķ������ԣ���ͨ��˺��ǿ��(��T)�͵�λ��������κ˹�(EU)�����������ԣ�����UIE��KQ2(KQΪ��������)֮������Թ�ϵ[19-20]����ͱ���UIEֵ�Ĵ�С�����Է�ӳ���Ͻ�������Եĸߵ͡�
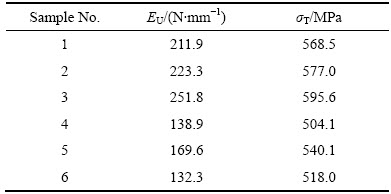
���ݱ�4�е����ݿ��Կ���������ȻʱЧ��(����1~3)������������ʱ���4 h������8 h��12 h���Ͻ�˺��ǿ�ȼ�EUֵҲ����ߡ����������ȻʱЧ�����£�����������ʱ�������ںϽ�������Ե���ߡ�ͨ���������ݿɷ��֣�493 �桢12 h�����μӹ������£��Ͻ�ӵ����õĶ������ԣ�����EU����ȻʱЧ״̬��������4 h����39.9 N/mm����T����27.1 MPa��������ͬ�������ƶ��£��Ͻ�ͨ����ȻʱЧ�ӹ���˺��ǿ�ȼ�EU�����˹�ʱЧ�����������������������12 h������˹�ʱЧ�ĺϽ�˺��ǿ�����77.6 MPa��EU���119.5 N/mm������Ϊ�˹�ʱЧEU��2�������˹�ʱЧ�ƶ��£����Է��ֺϽ��˺��ǿ�ȼ�EU����������ʱ������ӳ������������������493 ��������8 h���ﵽ�����Ӧ��EUΪ169.6 N/mm��˺��ǿ��Ϊ540.1 MPa��
��4 ��ͬʱЧ�ƶ���Al-Cu-Mg�Ͻ�Ķ�������
Table 4 Fracture toughness of Al-Cu-Mg alloy under different ageing processes
ͼ3��ʾΪ��ͬ�ȴ���״̬��Kahn˺�ѶϿ���ò��SEM������ȻʱЧ״̬�£���ͼ3(a)�Ͽ���ò�пɿ��������ѷ�ʽ�������ʹ������Ѻ��ؾ�������ɣ����ѽ��٣�����Խ�С���ߴ�����10 ��m���ң�����������ʱ������������ѷ�ʽת��Ϊ�������ѣ������Կ��������еĵڶ�������(��ͼ3(b)��ʾ)����λ�����˶��������˵ڶ�������ʱ�����ڵڶ������Ӷ�λ�����谭�����ã���ˣ����ڴ˴��������ơ�����������ʱ�����������12 hʱ���ɹ۲쵽���ѳߴ���������������ȱ�����ڴ����Ѹ�����Χ�ֲ�������С����(��ͼ3(c)��ʾ)�����ԣ���ʱ�Ͻ����ԽϺã���չ�Խϴ����������Ե�EUֵҲ�ϴ�
���˹�ʱЧ״̬�£�ͨ���Ͽ���ò�ɿ����Ͻ��������Ե��������ؾ�����(��ͼ3(d)��(f))���Ͻ�������Լ����νϲͨ��ͼ3(f)�ɹ۲쵽�Ͽڴ����ѽ��٣����������Ե�˺���⡣����ͼ3�ɷ��֣��˹�ʱЧ����ߺϽ�ǿ�ȵ�ͬʱ��Ҳ���Խ����˺Ͻ�����Σ���λ��������κ˹�EUֵ�Ľ���Ҳ���˵������һ�㡣
2.3 ƣ��������չ����
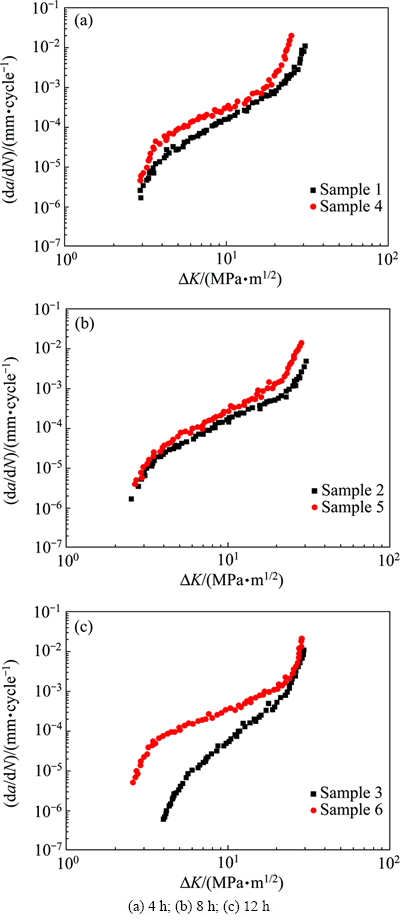
ͼ4��ʾΪ������ʱ��ԺϽ�ƣ��������չ���ʵ�Ӱ�죬������Ӧ����R=0.1������Ƶ��f=10 Hz��������F=2.15 kN�������½��У�����ѡ�����Ҳ�����ͼ4�ɿ������Ͻ��ƣ��������չ�������߳��֡�S���ͱ仯���ɣ��������߷�Ϊ3������ƣ�����������Ρ���̬��չ�κ�ʧ����չ��[21]������ȻʱЧ״̬�£�������ʱ��ԺϽ�ƣ��������չ�����нϴ��Ӱ�죬�����ʱЧʱ��Ϊ12 hʱ���Ͻ�������չ�����������Ե���4��8 h(��ͼ4(a))���Ӳ�õ�ʵ�����ݿ�֪������K��5 MPa��m1/2ʱ��3��״̬��da/dN��С��4��10-5 mm/cycle��Ϊ������չ�ڢ�Σ�����K=5 MPa��m1/2ʱ������1��ƣ��������չ����Ϊ2.8��10-5 mm/cycle������2��ƣ��������չ����Ϊ3.6��10-5 mm/cycle��������3��ƣ��������չ���ʽ�Ϊ3.3��10-6 mm/cycle������Ӧ��ǿ�ȷ�ֵ��K������3���������ƶȵ�ƣ��������չ���ʼ�IJ������С��ֱ�����ջ������ڦ�KԼΪ30 MPa��m1/2�����ѡ�
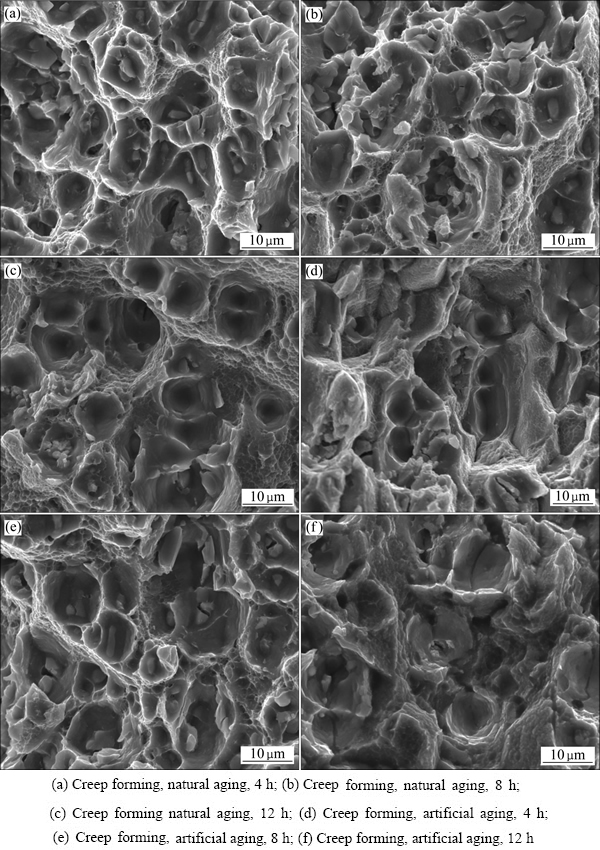
ͼ3 ��ͬ�ȴ���״̬�ºϽ��Kahn˺�ѶϿ���ò
Fig. 3 Kahn tearing fracture morphologies of alloys under different heat treatments

ͼ4 ������ʱ��ԺϽ�ƣ��������չ���ʵ�Ӱ��
Fig. 4 Effect of creep forming time on fatigue crack propagation rate of alloy
���˹�ʱЧ״̬�£�������ʱ��ԺϽ�ƣ��������չ���ʵ�Ӱ���С��3���������غ�(��ͼ4(b)��ʾ)������������8 h��da/dNֵ�����������ƶȸ�С�ҷdz��ȶ�������̬��չ��da/dN����������1��10-4~2��10-4 mm/cycle֮�䡣
ͼ5��ʾΪʱЧ�ƶȶԺϽ�������չ���ʵ�Ӱ�졣��ͼ5�ɼ�����3�������ι����£���ȻʱЧ�ƶȵ�da/dN-��K���߾������˹�ʱЧ�ƶȣ�������ȻʱЧ�ƶ��£��Ͻ��ƣ��������չ���������˹�ʱЧ�ƶ��µ����ܡ�����������12 h������ʱЧ�ƶ������ֵ�ƣ��������չ���ʲ�������K=4 MPa��m1/2ʱ����ȻʱЧ�ƶ��µ�ƣ��������չ����Ϊ6��10-7 mm/cycle���˹�ʱЧ�ƶ��µ�ƣ��������չ����Ϊ7.6��10-5 mm/cycle��������K=10 MPa��m1/2ʱ����ȻʱЧ�ƶ��µ�ƣ��������չ����Ϊ5.4��10-5 mm/cycle���˹�ʱЧ�ƶ��µ�ƣ��������չ����Ϊ3.8��10-4 mm/cycle����Ҳ������ͬʱЧ״̬�ԺϽ��ƣ��������չ����Ӱ��ܴ�
ͼ5 ��ͬʱ����ʱЧ�ƶȶԺϽ�������չ���ʵ�Ӱ��
Fig. 5 Effect of aging process on fatigue crack propagation rate of alloy
3 ����
1) ��ͬ������ʱ��ԺϽ�ij�����ѧ����Ӱ���С������ǿ�Ⱥ�����ǿ�ȵIJ������Ⱦ���4%���ڣ����ڶ������Լ�ƣ��������չ���ʷ��棬��ȻʱЧ״̬�£���������12 hʱ���Ͻ������ѵ�ƣ�����ܣ����˹�ʱЧ״̬�£�����������������ƶȣ�������8 hʱ��ƣ�����ܽϺá�
2) ��413 ��������12 h������ȻʱЧ�������ۺ���ѧ������ã��ڸüӹ������£��Ͻ�Ŀ���ǿ��Ϊ475.5 MPa������ǿ��Ϊ312.7 MPa���쳤�ʴﵽ��20.7%��EUΪ251.8 N/mm��˺��ǿ��Ϊ595.6 MPa����ƣ��������չ������ͣ��ڦ�K=4 MPa��m1/2ʱ��da/dN��Ϊ6��10-7 mm/cycle���ڸüӹ��ƶ��£��Ͻ����нϸߵ�ǿ�ȣ�ͬʱ������չ�Ժ�ƣ��������չ����Ҳ�����ߡ�
3) ������˹�ʱЧ״̬���Ͻ�����ȻʱЧ״̬�£�����ǿ�����˹�ʱЧ״̬������ͬ����Ȼ����ǿ�ȵ�80 MPa�����쳤�ʸ߳���100%������������12 h�ƶ��£���T���˹�ʱЧ״̬��77.6 MPa��EU��119.5 N/mm������Ϊ�˹�ʱЧEU��2������ƣ��������չ�ڢڢ�Σ��Ͻ��da/dN���Ե����˹�ʱЧ״̬�ġ�
REFERENCES
[1] SONG Feng-xuan, ZHANG Xin-ming, LIU Sheng-dan, HAN Nian-mei, LI Dong-feng. Anisotropy of localized corrosion in 7050-T7451 Al alloy thick plate[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(9): 2483-2490.
[2] �� ʤ. 2E12���Ͻ���ۻ����µ�������Ϊ���������۽ṹ���о�[D]. ��ɳ: ���ϴ�ѧ, 2008.
YANG Sheng. Research into the microstructure of damage behavior and resistance to damage under 2E12 aluminum alloy service environment[D]. Changsha: Central South University, 2008.
[3] LIU J, KULAK M. A new paradigm in the design of aluminum alloys for aerospace applications[J]. Materials Science Forum, 2000, 331(1): 127-140.
[4] BUCCI R J, WARREN C J, STARK E J. Need for new materials in aging aircraft structures[J]. Journal of Aircraft, 2000, 37(1): 122-129.
[5] ������, ��ʤ��. �������Ͻ�����ϼӹ�[J]. �й����Ͻ�չ, 2013, 32(1): 39-55.
ZHANG Xin-ming, LIU Sheng-dan. Aerocraft aluminum alloys and their materials processing[J]. Materials China, 2013, 32(1): 39-55.
[6] �� ��, ���ͱ�, ���. ������Ƥ��������ϵͳ�����ȷ���[J]. �������պ����ѧѧ��, 2004, 30(4): 334-338.
BAI Di, ZHOU Xian-bin, LI Dong-sheng. Development on numerical control testing system for skin stretch-forming and analysis of accuracy[J]. Journal of Beijing University of Aeronautics and Astronautics, 2004, 30(4): 334-338.
[7] WILLIAMS J C, STARKE Jr E A. Progress in structural materials for aerospace systems[J]. Acta Materialia, 2003, 51(19): 5775-5799.
[8] HO K C, LIN J, DEAN T A. Modelling of springback in creep forming thick aluminum sheets[J]. International Journal of Plasticity, 2004, 20(4): 733-751.
[9] JEUNECHAMPS P P, HO K C, LIN J. A closed form technique to predict springback in creep age-forming[J]. International Journal of Mechanical Sciences, 2006, 48(6): 621-629.
[10] HEINZ A, HASZLER A, KEIDEL C. Recent development in aluminium alloys for aerospace applications[J]. Materials Science and Engineering A, 2000, 280(1): 102-107.
[11] ZHANG Jin, DENG Yun-lai, LI Si-yu, CHEN Ze-yu, ZHANG Xin-ming. Creep age forming of 2124 aluminum alloy with single/double curvature[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(7): 1922-1929.
[12] �� ��, ������, ���и�, �¹���, �� ��, ��Ԫ��. ��ͬԤ��뾶��2A12���Ͻ�ʱЧ����[J]. �й���ɫ����ѧ��, 2011, 21(2): 303-310.
ZHAO Fei, ZHOU Wen-long, SUN Zhong-gang, CHEN Guo-qing, HUANG Xia, ZENG Yuan-song. Age forming of 2A12 aluminum alloy with different prebending radii[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(2): 303-310.
[13] �� ˶, ��Ԫ��, �� ��. 2324���Ͻ����ʱЧ��������Ԫ����[J]. ���Թ���ѧ��, 2009, 16(4): 129-133.
HUANG Shuo, ZENG Yuan-song, HUANG Xia. FE analysis of creep age forming for aluminum alloy 2324[J]. Journal of Plasticity Engineering, 2009, 16(4): 129-133.
[14] �� ��, ������, �� ��, �� ��, ������. 6156���Ͻ���˹�ʱЧ�����ʱЧ�о�[J]. ���ղ���ѧ��, 2011, 31(5): 18-22.
JIN Kun, DENG Yun-lai, ZHOU Liang, WAN Li, ZHANG Xin-ming. Investigation on artificial aging and creep aging of 6156 aluminum alloy[J]. Journal of Aeronautical Materials, 2011, 31(5): 18-22.
[15] ��Ԫ��, �� ��. ��������ڰ���μ���[J]. ����ѧ����2008, 29(3): 721-727.
ZENG Yuan-song, HUANG Xia. Forming technologies of large integral panel[J]. Acta Aeronautica et Astronautica Sinica��2008, 29(3): 721-727.
[16] �� ��, ����Ⱥ, ���ճ�, ��С��, ������. ��ɻ������Ͻ���о���״��չ��[J]. �й���ɫ����ѧ��, 2010, 20(9): 1705-1715.
LIU Bing, PENG Chao-qun, WANG Ri-chu, WANG Xiao-feng, LI Ting-ting. Recent development and prospects for giant plane aluminum alloys[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(9): 1705-1715.
[17] TEIXEIRA J, CRAM D, BOURGEOIS L. On the strengthening response of aluminum alloys containing shear-resistant plate-shaped precipitates[J]. Acta Materialia, 2008, 56(20): 6109-6122.
[18] ZHANG Jin, DENG Yun-lai, ZHANG Xin-ming. Constitutive modeling for creep age forming of heat-treatable strengthening aluminum alloys containing plate or rod shaped precipitates[J]. Materials Science and Engineering A, 2013, 563(7): 8-15.
[19] DUMONT D, DESCHAMPS A, BRECHET Y. On the relationship between microstructure, strength and toughness in AA7050 aluminum alloy[J]. Materials Science and Engineering A, 2003, 356(3): 326-336.
[20] LUMLEY R N, POLMEAR I J, MORTON A J. Development of properties during secondary ageing of aluminium alloys[J]. Materials Science Forum, 2003, 426(1): 303-308.
[21] SURESH S. ���ϵ�ƣ��[M]. ���й�, ��. ����: ������ҵ������, 1993: 193-214.
SURESH S. Fatigue of materials[M]. WANG Zhong-guang, transl. Beijing: The National Defence Industry Publishing House, 1993: 193-214.
Creep forming heat treatment technology of Al-Cu-Mg alloy
ZHOU Ze-peng1, ZHANG Jin2, 3, DENG Yun-lai1, 3, ZHANG Xin-ming1, 3
(1.School of Material Science and Engineering, Central South University, Changsha 410083, China;
2. School of Light Alloy Research, Central South University, Changsha 410083, China;
3. Key Laboratory of Nonferrous Materials Science and Engineering, Ministry of Education,
Central South University, Changsha 410083, China)
Abstract: Using scanning electron microscopy (SEM), transmission electron microscopy (TEM), room temperature tensile, fracture toughness and fatigue crack propagation rate and other test methods, the effects of natural aging and artificial aging on the mechanical properties, fatigue crack growth performance and the microstructure after creep time of Al-Cu-Mg alloy creep forming were investigated. The results show that the different creep forming time has less influence on the room temperature mechanical properties of alloy with the fluctuate of tensile strength and yield strength within 4%. Compared with the artificial aging, the comprehensive performance of alloy under natural ageing state is better. The best comprehensive performance of sample is obtained under the experimental conditions of (413 ��, 12 h) creep forming and T4 aging treatment. Through the experimental conditions, the forming sample has not only high mechanical properties, but also high ductility and fatigue crack propagation performance.
Key words: Al-Cu-Mg alloy; fracture toughness; fatigue crack; propagation rate
Foundation item: Project(2012CB619500) supported by the National Basic Research Development Program of China; Project(51375503) supported by the National Natural Science Foundation of China; Project (2016YFB0300901) supported by the National Key Research and Development Program
Received date: 2015-12-28; Accepted date: 2016-05-17
Corresponding author: DENG Yun-lai; Tel: +86-13873152095; E-mail: luckdeng@csu.edu.cn
(�༭ ����)
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2012CB619500)��������Ȼ��ѧ����������Ŀ(51375503)�������ص��з��ƻ�(2016YFB0300901)
�ո����ڣ�2015-12-28�������ڣ�2016-05-17
ͨ�����ߣ������������ڣ���ʿ���绰��13873152095��E-mail: luckdeng@csu.edu.cn
ժ Ҫ������ɨ��羵����羵���������졢�������ԡ�ƣ��������չ���ʵȲ��Է����Ա��о����ʱ�䡢��ȻʱЧ���˹�ʱЧ��Al-Cu-Mg�Ͻ������κ����ѧ���ܡ�ƣ��������չ���ܺ�����֯��Ӱ�졣�����������ͬ������ʱ��ԺϽ�ij�����ѧ����Ӱ���С������ǿ�Ⱥ�����ǿ�ȵIJ������Ⱦ���4%���ڣ�������˹�ʱЧ״̬���Ͻ�����ȻʱЧ״̬���ۺ����ܸ��ã�������413 �桢12 h�����κ��ٽ���T4ʱЧ�����õ���ѵ��ۺ����ܣ�ͨ����ʵ�����������������������нϸߵ���ѧ���ܣ������нϸߵ���չ�Ժ�ƣ��������չ���ܡ�
[2] �� ʤ. 2E12���Ͻ���ۻ����µ�������Ϊ���������۽ṹ���о�[D]. ��ɳ: ���ϴ�ѧ, 2008.
[5] ������, ��ʤ��. �������Ͻ�����ϼӹ�[J]. �й����Ͻ�չ, 2013, 32(1): 39-55.
[6] �� ��, ���ͱ�, ���. ������Ƥ��������ϵͳ�����ȷ���[J]. �������պ����ѧѧ��, 2004, 30(4): 334-338.
[13] �� ˶, ��Ԫ��, �� ��. 2324���Ͻ����ʱЧ��������Ԫ����[J]. ���Թ���ѧ��, 2009, 16(4): 129-133.
[15] ��Ԫ��, �� ��. ��������ڰ���μ���[J]. ����ѧ����2008, 29(3): 721-727.
[21] SURESH S. ���ϵ�ƣ��[M]. ���й�, ��. ����: ������ҵ������, 1993: 193-214.
