
Low-E�����������ŷ������������ϵͳ
�����棬�
(���ϴ�ѧ ��Ϣ��ѧ�빤��ѧԺ������ ��ɳ��410083)
ժ Ҫ��
���̲��������ߴ���ϵͳ���ص㣬���һ�ֻ���������S7-400PLC��SEW�ŷ�����ķֲ�ʽ��������ϵͳ������ϵͳ�����繹�ܺ͵ײ��ŷ�����Ŀ��Ʋ��ԡ������ŷ������ѡ�ͷ����Ͳ������㹫ʽ������ŷ��������ĵ��ͳ���ϵͳ���õ�CPUģ�飬˫��λ������������WINCC��STEP7������ƽ̨��ʵ�������ߴ���ϵͳ��ʵʱ��ء�����ʵ��������������ڸô�������ϵͳ�ṹ�걸�����ܷḻ�������ȶ��������������ﵽLow-E���̲����ſؽ��䷨�������ն������ߴ���ϵͳ������Ҫ��������ʵ�������ߵ��Զ�����
�ؼ��ʣ�
Low-E������������S7-400PLC���ŷ��������մſؽ�����
��ͼ����ţ�TB489 ���ױ�־�룺A ���±�ţ�1672-7207(2012)01-0189-06
Servo-motor transmission control system for Low-E glass production line
YU Shou-Yi, LI Chen
(School of Information Science and Engineering, Central South University, Changsha 410083, China)
Abstract: A distribution system control method based on Siemens S7-400 PLC and SEW servo-motor was proposed, according to the characteristics of the Low-E glass production line transmission system. The system network architecture and the control strategy of the underlying servo motors were described, the model selection method of the servo motors and the calculation formula were discussed, and a typical servo controller program was presented. A single CPU for lower system control and two industrial PC for upper system management were used in the system. Through the close integration of WINCC and STEP7, the real-time monitoring and control for the transmission process were implemented. The production results show that the transmission system based on this strategy has the following features: complete structure, multiple functions, stable working and well performance. The system meets the requirements of magnetic control sputtering emission method and finally realizes the automatic production line running.
Key words: Low-E glass; Siemens S7-400PLC; servo motors; vacuum magnetron sputtering
Low-E����[1]��һ�ֹ��ҹ�����չ����Ҫ���ܸ��¼�����Ʒ�������ڲ�����Ƭ����ͨ��������ѧ����Ϳ�ƶ��������ʻ��ﱡĤ���Ը��Ʋ����Ĺ⡢�����ܣ�ʹ��Ʒ���ж���ɫ�ʡ���������ߡ����������ߡ���ɼ�������ԡ���մſؽ��似��[2]���Է���ؿ��ƶƲ㱡Ĥ�ijɷֺͺ�ȣ�ʹ��Ʒ���нϹ����ɫѡ��Χ���Ϻõ���ĥ�Ժ���ʴ�ԣ���ĿǰӦ������Low-E���������������ù������������̳���������Ƭ���ڴ�������ջ����д�Խ��Ҫ��ϵͳ���ƾ��ȸߣ���Ƭ��λ����ȷ������ϵͳ�����Ѷȴ������������մſؽ��䷨�������յ��ص㣬���һ�ֻ���������S7-400PLC[3]��SEW�ŷ� ����ķֲ�ʽ�����ߴ�������ϵͳ[4]��
1 �����ߴ���ϵͳ�ṹ������Ҫ��
1.1 �����߽ṹ���Դ���ϵͳҪ��
�ſؽ��䷨Low-E����������[5]��������ʱ�����Ʋ�����Ƭ��װƬ̨�������ߣ����ξ���ǰ��ϴ�������ڹ����ҡ����ڻ����ҡ����ڹ������ڴſؽ�������ɶ�Ĥ���̺������ڹ����������ڻ����ҡ������ҡ����ڹ����ҡ�����ϴ����жƬ̨�������ߡ����У�װƬ̨��ǰ��ϴ�������ڹ����ҡ����ڹ����ҡ�����ϴ����жƬ̨Ϊ�����������������ҡ����ڻ����ҡ����ڹ��������ſؽ����ҡ����ڹ����������ڻ����ҡ�������Ϊ��ջ���������ջ�������նȸߴ�10-2~102 Pa���������Ҿ�Ϊȫ�ַ��ǻ�壬��Һѹ���������
Ϊ�������Ч�ʣ�Ҫ����Ƭ������Ƭ��Ϊһ��Ͷ�������ߡ�ȫ�Զ�����ʱ��Ҫ����������ÿ�鲣��֮��ľ�����ʣ�ȷ��ǰ���鲣���˶��в�������ײ����/���ڹ������ڸ�����һ���϶Σ��˴��IJ��������ٶ�Ϊ�������ٶȣ�����ǰ���鲣��������������Ӷ�������������������������ǰ���£���������߶Բ�����Ƭ�������������������Ч�ʣ������ܺģ����������ɱ���
1.2 ��������ϵͳ�ṹ
�ſؽ��䷨Low-E�������������̳�����Ҫ�����ʮ���ŷ�����ϵͳЭ�������������ߴ���ϵͳ��Ϊ�ſؽ��䷨�����߿���ϵͳ����Ҫ��ɲ��֣������ŷ���������������ŷ�������������ʽ�����紫������ET200M�ֲ�ʽԶ��I/Oģ�顢S7-416-DP PLC���ܿ��Ҽ��PC����ҵ��̫����������OLM������·ģ��ȡ�
��������ϵͳ����ṹ��ͼ1��ʾ��2̨���PC��Ϊ���ݣ�ͨ��Industrial Ethernet�������������CPU416-DP�齨��ҵ��̫���������ֳ�I/O��ͽ�����������ET200M�ֲ�ʽԶ��I/Oģ�顣�ŷ�������ŷ�������ͨ��profibus-DP����[6-7]ͨ�š������ֳ���Ÿ������أ�Ϊ��֤����ϵͳ�����ɿ������ŷ�������������Ϣ��״̬��Ϣͨ��OLM������·ģ��ת��Ϊ���źŴ��ͣ������ܿ��Һ��پ�OLMģ�黹ԭ�����⣬Industrial Ethernet��profibus-DP���߾�Ԥ��ͨ�Ŷ˿ڣ��Ա㴫������ϵͳ����������ն�Ĥ�����߿���ϵͳ���������豸����ϵͳЭ��������
ͼ2��ʾΪ��̨����ϵͳ�ֳ��ṹʾ��ͼ��������ʵʱ�ؽ��ŷ������ת��ת��Ϊ����������ŷ���������PLC��PLC�������㼰�������������豸״̬���ݣ�ͨ���ŷ��������������Ʋ��������ŷ�������бջ�����[8]��ͼ2�У�LS1��LS2��LS3��LS4��LS5��LS6Ϊ����ʽ�����紫��������ⲣ����Ƭ�˶�λ�á�
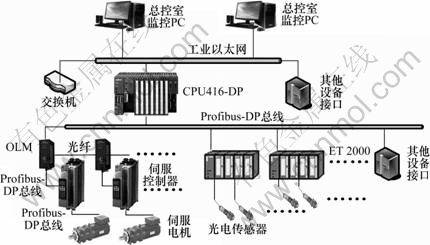
ͼ1 ����ϵͳ����ṹͼ
Fig.1 Transmission system network structure
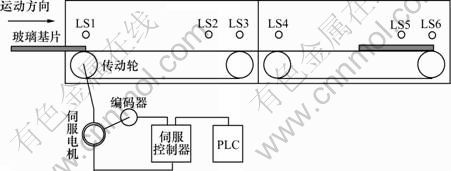
ͼ2 ��̨�ŷ�����ϵͳ�ֳ��ṹʾ��ͼ
Fig.2 Schematic diagram of basic structure of scene
1.3 ����ϵͳ�����趨
�����������У�ͨ��Ҫ���ƹ�������ŵ�������ά��һ���ȶ��Ľ������ʡ���Ĥ��ȼ���Ĥ�ĺ���������ɴ��ƻ�Ƭ�ڽ��������е�ͣ��ʱ�������
��������Ƭ���͵�LS1ʱ��LS1��·���ڶϣ�PLC�Ըô���̨��Ӧ��״̬����λ����ֹ��һ�鲣�����룻��������Ƭ����LS2ʱ���ŷ������ʼ���٣���������Ƭ���������LS3����λ��ʱ���ŷ����ֹͣ��������Ƭ����ֹͣ����������Ƭȫ��ͨ��LS3��λ�ô���̨��Ӧ��״̬����λ��������һ�鲣�����롣
ϵͳ�����趨Ϊ������մſؽ������У�������Ƭ�Ķ�Ĥ�����ٶ�Ϊ0.3~12 m/min���ڷǽ������У�������Ƭ�����ٶ�Ϊ60 m/min�����ٴ����ٶ�Ϊ30 m/min�����ٴ����ٶ�Ϊ10 m/min���ֶ�����ģʽʱ��������Ƭ�����ٶ�Ϊ20 m/min����������ǰ���鲣�����Ϊ(90��10) mm��
2 �����ŷ����ѡ�ͼ���̬����
2.1 �����ŷ����ѡ��
��֪�����ߴ����ֵ�ֱ��d=120 mm���ܳ�Ϊ376.8 mm����������Ƭ���ٶ�vj=12 m/minʱ�������ֵĽ��ٶ�Ϊ��
![]() (r/min) (1)
(r/min) (1)
�����ת�٦�0=3 000 r/minʱ�����ٻ��ļ��ٱ�Ϊ��
![]() (2)
(2)
��������Ƭ���ٶ�vz=60 m/minʱ�������ֵĽ��ٶ�Ϊ��
![]() (r/min) (3)
(r/min) (3)
�����ת�٦�1=4 500 r/minʱ�����ٻ��ļ��� ��Ϊ��
![]() (4)
(4)
��ϵͳ����SEW��˾ͬ�������ŷ������Kϵ������ɡ���ּ��ٻ���������MOVIDRIVE?������IPOSplus?������ʸ�����Ƽ���[9-10]����Ӧ�ٶȿ죬��λȷ�������ȶ���
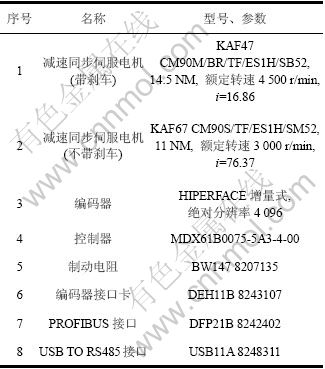
�������������ص㣬�����߽�����Ҫ�������������١��ȶ���Ҫ��ǽ�����������Ӧ�졢��λ��ȷ����ˣ��ǽ������ŷ�������䱸�ƶ������ƶ����裬�������ŷ���������ƶ������ƶ����衣���ŷ���������ϵͳ��Ҫ�������������1��ʾ��
��1 �ŷ���������ϵͳ��Ҫ����
Table 1 Main components of servo drive control system
2.2 ��̬����
�ŷ���������STEP7����ƽ̨����Ӳ����̬ʱ������Ҫ�����ŷ���������GSD�ļ�[11]�����ļ��ǰ����豸������Ϣ���豸�����ļ�������ͨ��profibus���߽���ͬ���ҵIJ�ͬ�豸����Ϊһ������ϵͳ��
������GSD�ļ�����ѡ����Ҫ��̬�Ĺ���ͨ����(PD)��һ������ͨ�����ڴ���һ������ֵ������ֵ��Ϊ���������PO����������PI���������ֵΪPLC�����ŷ�����������ֵ�����������ֺ��趨ֵ����������ֵΪ�ŷ�����������PLC����ֵ������״̬�ֺ�ʵ��ֵ����ͼ3��ʾ��
����Ҫ����3�����ϵĹ���ֵ����ǰ3������ֵ�����ڲ�����������MOVITOOLS���趨�����Ĺ���ֵ����IPOS�����е��á���ϵͳ�н��������ŷ������̬Ϊ3PD(��ͼ4)���ǽ�����Ϊ10PD����̬��ɺ�PLC���Զ�Ϊ�ÿ����������ַ(��3PDΪ��)������3���ֵ������3���ֵ������

ͼ3 ����ֵ����
Fig.3 Describes of process value
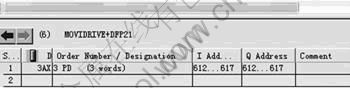
ͼ4 �ŷ���������̬(3PD)
Fig.4 Servo controller configuration (3PD)
����ֵ�Ķ���ͨ��������������������ɡ���MOVITOOLS��MT-MANAGER���棬�����Shell������������������û��棬�㿪��8�������87.Process data description�������ã���ͼ5��ʾ��ͼ5�У�PO1����Ϊ������1��PO2����Ϊ�ٶ��趨ֵ��PO3���壻PI1����Ϊλ��״̬��PI2����Ϊ�ٶȷ���ֵ��PI3����Ϊ��������ֵ��
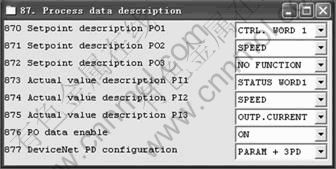
ͼ5 ����ֵ����
Fig.5 Definition of process of value
3 �ŷ��������������
3.1 ������Ƭ�Ƴ������
���������������У��������ϻ�ͬʱ���ڶ����ʮ���Ƭ��Ϊ��֤�����նι�������������������ϵ�ÿ�鲣����Ƭ���мdz��ͷ��飬��ͼ6��ʾ��
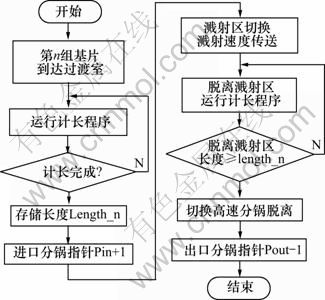
ͼ6 �����Ƴ���������ͼ
Fig.6 Flowsheet of glass metering and grouping
1�鲣���ij��Ȱ���ͨ����紫����ʱ��������������������ɷ���ؼ��㣬���㹫ʽΪ��
![]() (5)
(5)
ʽ�У�lΪһ�鲣�����ȣ�dΪ�ô���̨������ֱ����iΪ�ô���̨���ٻ����ٱȣ�p1Ϊ���鲣��ǰ�ص����紫����ʱ��������������p2Ϊ�ù����������뿪��紫����ʱ����������������ʽ(5)����IJ�����Ƭ���ȴ洢��PLC��50��DB���ݿ��У�����wincc��ؽ�����ʾ�����ٲ����Լ�STEP7���Ƴ���Ի�Ƭ��������ݡ�
3.2 ����������ֵ������
��ϵͳ��ѡHIPERFACE����ʽ���������Էֱ���Ϊ4 096��������ÿ��ת1�ܷ���4 096�������źš����������������ΧΪ0~2 147 483 647���������������ֵʱ�������������������¼��ʵ��λ�ñ����ڱ���H511�У����ڱ������Ĺ����ص㣬����ֱ����������ֵ����Ҫͨ����ƫ��������P905����������������ֵ���㡣
�ŷ��������Ա���������ֵ���������Ϊ��
tasc2() // ȡDI13_b�������������������
{
_WaitInput(IC_HIGH, DI13_b ); //���DI13_b������
_WaitInput(IC_LOW , DI13_b ); //���DI13_b�½���
_MoviLink( ReadP905 ); //��������ƫ��������P905
_GetSys(tData.WritePar,GS_ACTPOS );
//��ϵͳ���� GS_ACTPOS�д洢�ı�����ʵ��λ��
//�������tData.WritePar��
tData.WritePar=tData.WritePar+ReadP905_Data.ReadPar;
//P905+H511��Ϊʵ�ʵ�ƫ����
_BitSet( H484,30 ); //�趨IPOSplus������H484
//30��ʾʹ������Ϊ��ֹ����ģʽ
_MoviLink( ClearActPos ); //�������������ֵ
_BitClear( H484,30 ); //���IPOSplus������H484ֵ
//ʹ������Ϊ��������ģʽ
}
3.3 PLC���ŷ���������ͨ�ų���
PLC���ŷ�������ͨ�ţ���Ҫ����ͨ���������͡�PI/PO��������Ϣ������ͳ������¡�
tasc3()
{
H150=3; //����GetSys()���������ͣ�3Ϊ�ֳ�����
H151=10; //����GetSys()��PO������������10��PO
_GetSys( H150,GS_PODATA );
//��PO���ݻ�����
//��PLC�еı��������ŷ���������
//���壺PO1ΪControl Words 2 H152
// PO2Ϊ�ٶȸ��� H153
// PO3Ϊλ�õĸ�λ H154
// PO4Ϊλ�õĵ�λ H155
// PO5Ϊģʽ��ѡ�� H156
// PO6Ϊ�Ƴ�����ź�
H430=H153*2; //����λ����ת�ٶ�CW
H431=H430; //λ�ط�תCCW �ٶ�
H432=H154*65 536;
//PO3Ϊ�趨������λ�õĸ�16λ�������32 767
H433=(H155&(0x0000FFFF));
//PO4Ϊ�趨λ�õĵ�16λ
//��ֹ��PO4����32 767ʱ��H155Ϊ����
_GetSys( H210,GS_ACTSPEED );
//�õ�ϵͳ��ʵ���ٶ�
H410=10; //���� PD����Ϊ10
H412=H210/10; //ʵ���ٶ�ֵΪPI2
H413=H511/65 536; //ʵ������ֵ��λPI3
H414=H511%65 536; //ʵ������ֵ��λPI4
_SetSys( SS_PIDATA,H410 ); //����PI����
_BitMove(H420,0,H483,0); // DI״̬���뵽PLC��
}
4 ��������
2010-09-13��ͨ��PLC-ANALYZER pro5�����ɼ���ij�������Զ�����ʱ���ֳ��ŷ�����������ݡ�ͼ7��ʾΪ�õ����������ʱ�����֡��ٶȸ������ٶȷ���ʱ��ͼ����ͼ7�ɼ���������Ϊ6ʱ����������У�Ϊ0ʱ��ֹ������У��ٶȸ���ֵ13 415Ϊ�趨����̨���������ٶ�Ϊ60 m/min�����������Զ�����ʱ������PLCʵʱ����������ϸ��鲣����Ϣ��������ŷ�������д�������ֵ���ٶȸ���ֵ��������ֵ���ٶȸ���ֵ�����ظ�������ϵͳ�����ȶ������ŷ�������пɿ��ȶ���
ͼ8��ʾΪͼ7�п��������Ϊ1�鲣����Ƭͨ���õ�����ڹ���̨ʱ����������ߣ�ʱ���Ϊ40 ms������Ƶ��Ϊ25 Hz����������Ϊ6��������������ٶ��趨ֵд���ŷ�������ʱ�������������ͼ8�ɼ���������ٶ���0 m/min��60 m/min������ʱ��Ϊ840 ms�����ٶ��趨��60 m/min��Ϊ30 m/min������ٶ��½�ʱ��Ϊ520 ms����������Ϊ0��ֹ�������ʱ������ٶ���30 m/min���ٵ�0 m/min���½�ʱ��Ϊ640 ms������ٶ���ӦѸ�٣�����ƽ�ȡ�
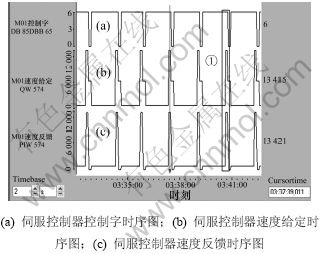
ͼ7 ��̨���������������
Fig.7 Data curves of single motor continuous operating
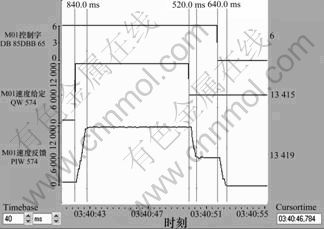
ͼ8 ���������������
Fig.8 Data curves of motor single operation
5 ����
(1) �����մſؽ��䷨Low-E���������߹������̳����豸�����������ࡢ��Ż������ӵ��ص㣬�����һ�ֻ���������S7-400PLC��SEW�ŷ�����ķֲ�ʽ��������ϵͳ��
(2) ���ڱ�������Low-E���������ߴ�������ϵͳ���������˴ſؽ��䷨�������ն��ڴ���ϵͳ��Ӧ�졢��λȷ��Ҫ����ʵ�����������̵��ȶ����к��Զ�������������������ߵĴ���Ч�ʣ��������ܺģ������˹�����Ա�Ĺ���ǿ�ȡ�
(3) ���������Ʒ����Ѿ��������ڹ��ڶ���Low-E���������ߡ���������ϵͳ��0.3~11 m/min���趨�����ٶȷ�Χ���϶�5~12 mm��ͬ��ȡ���ͬ����Ļ�Ƭʱ���ٶȲ���С��3 mm/min��ͨ��70 m�������ͬ���ڻ�Ƭ�������Ϊ��10 mm��ϵͳ�����ɿ��������ȶ������Low-E������������2 000��m2��ʵ����Ԥ�����Ŀ�ꡣ
�ο����ף�
[1] ����, �����. Low-E�����ƹ�Ӧ�ü����߶�Ĥ�������½�չ[J]. ���, 2007, 44(5): 1-7.
DONG Yong, ZHANG Zhe-jun. Low-E glass: Applications and off-line film coating technologies[J]. Vacuum, 2007, 44(5): 1-7.
[2] ��˹������������ɪ. �����������Ĥ[M]. ��ǿ, ��. �Ϻ�: �Ϻ���ͨ��ѧ������, 2006: 23-30.
Glaser H J. Large area glass coating[M]. DONG Qiong, trans. Shanghai: Shanghai Jiaotong University Publishing Company, 2006: 23-30.
[3] Dana S, Sagahyroon A, Elrayesa A. Development of a monitoring and control platform for PLC-based applications[J]. Computer Standards & Interfaces, 2008, 30(3): 157-166.
[4] Khalgui M, Thramboulidis K. An IEC-61499-based development approach for distributed industrial control applications[J]. International Journal of Modelling, Identification and Control, 2008, 4(2): 186-204.
[5] ������, ����. �ŷ�����ڲ�����Ĥ��������ϵͳ�е���ƺ�����[J]. ��������, 2007(3): 53-57.
DING Yong-xing, WANG Jie. The design and application of servo motor in electric automatic control system on glass coating line[J]. Electrical Technology, 2007(3): 53-57.
[6] ������, ��Ⱥ̫, �ľ�. ����Profibus���ߵ��ۺ��Զ���ʵ����Զ�̿���[J]. ���Ϲ�ҵ��ѧѧ��: ��Ȼ��ѧ��, 2003, 34(Z1): 173-175.
LIU Chang-yi, SHEN Qun-tai, WEN Jing. The remote control research of comprehensive automation laboratory based on Profibus bus[J]. Journal Of Central South University of Technology: Natural Science, 2003, 34(Z1): 173-175.
[7] ���̶�, ������, ��־��. ����Wincc��Profibus-DP��������������ʵ��[J]. ��ѹ����, 2007(15): 37-40.
L? Ji-dong, HE Wei-xing, CHEN Zhi-bo. Design and implementation of Profibus-DP control network based on Wincc[J]. Low Voltage Apparatus, 2007(15): 37-40.
[8] ������, ͯ����, ���ನ, ��. �߾���ֱ���ŷ���������ֿ���ϵͳ�о�[J]. �人��ѧѧ��: ��ѧ��, 2006, 39(2): 59-62.
XU Xian-ze, TONG Ai-qing, XU Yu-bo, et al. Research on digital control system of high precision DC servomoter[J]. Engineering Journal of Wuhan University, 2006, 39(2): 59-62.
[9] ��־��, �Ŵ�ɽ, ΡȻȻ. ���ڿռ�ʸ���㷨�����Ž����ŷ����������[J]. ɽ��������ѧѧ��: ��Ȼ��ѧ��, 2010, 24(4): 94-97.
ZHAO Zhi-tang, ZHANG Cun-shan, WEI Ran-ran. Design of permanent magnet AC servo motor controller based on space vector algorithm[J]. Journal of Shandong University of Technology: Natural Science Edition, 2010, 24(4): 94-97.
[10] Souad R, Zeroug H. Comparison between direct torque control and vector control of a permanent magnet synchronous motor drive[C]//2008 Power Electronics and Motion Control Conference. Poznan, Poland, 2008: 1209-1214.
[11] ������, ����. PROFINET ����ɼ���Ӧ��[J]. ��ҵ�DZ����Զ���װ��, 2006(1): 25-28, 38.
ZHANG Yong-de, LI Xin. PROFINET constituents and its application[J]. Industrial Instrumentation & Automation, 2006(1): 25-28, 38.
(�༭ ����ƽ)
�ո����ڣ�2011-01-25�������ڣ�2011-04-20
������Ŀ��������Ȼ��ѧ����������Ŀ(61074117)
ͨ�����ߣ�������(1940-)���У������ϲ��ˣ����ڣ���ʿ����ʦ����������Ӧ���ơ����������������Ӧ�á����ӻ���ϵͳ�Զ������о����绰��13973184545��E-mail: YUSHOUYI_CSU@163.com
ժҪ������Low-E���̲��������ߴ���ϵͳ���ص㣬���һ�ֻ���������S7-400PLC��SEW�ŷ�����ķֲ�ʽ��������ϵͳ������ϵͳ�����繹�ܺ͵ײ��ŷ�����Ŀ��Ʋ��ԡ������ŷ������ѡ�ͷ����Ͳ������㹫ʽ������ŷ��������ĵ��ͳ���ϵͳ���õ�CPUģ�飬˫��λ������������WINCC��STEP7������ƽ̨��ʵ�������ߴ���ϵͳ��ʵʱ��ء�����ʵ��������������ڸô�������ϵͳ�ṹ�걸�����ܷḻ�������ȶ��������������ﵽLow-E���̲����ſؽ��䷨�������ն������ߴ���ϵͳ������Ҫ��������ʵ�������ߵ��Զ�����
