
���±��: 1004-0609(2005)12-1910-07
TA15�ѺϽ��ͷ���Լ���������֯����
������1, �� ��1, ����1, �� ��2, �� ��2
(1. ����������ѧ �������ϱ�����Թ����ص�ʵ����, ���� 116024;
2. �����ɻ���������˾ ���칤�̲�, ���� 110034)
ժ Ҫ��
�����ִ������ֶη���TA15�ѺϽ���Լ�������ͷ����֯����, ̽���ѺϽ���û��Լ���β����Ŀ����ԡ� �������: Ϳ�л��Լ�������ͷ������������, ��Ӱ������С���뺸��������ƽ��, û�г������Էֽ�; Ϳ���Լ�������������֯��δ�����������Ӷ��ִ�; �����ͷ��ҪԪ��Ti�� Al�� Mo�� V��Zr���ֲ�����, û������û��Լ������������ƫ�۵�����; �����²���������֯�ɦ�-Ti���; Ϳ���Լ������������Ӳ��ֵ�ӽ�, �Ե�������������Ӳ�ȡ� ���û��Լ����ѺϽ���Խ��ж�β������ܹ���ø��������졣
�ؼ���: TA15�ѺϽ�; �ټ�벻���; ���Լ�; ����; ��֯���� ��ͼ�����: TG403
���ױ�ʶ��: A
Microstructure analysis of ctivated repair welding joint of TA15 titanium alloy
LIU Li-ming1, DU Xin1, ZHANG Zhao-dong1, WANG Min2, LI Feng2
(1. State Key Laboratory of Material Surface Modification by Laser,
Ion and Beams, Dalian University of Technology, Dalian 116024, China;
2. Department of Manufacturing Engineering,
Shenyang Aircraft Corporation, Shenyang 110034, China)
Abstract: The microstructure characteristics of TA15 titanium alloy joint multiple repaired with activated flux were analyzed by modern testing means. The results show that the interfaces of each repair zone welded with flux are joined well, the HAZ is narrow and the area from HAZ to bead transits smoothly. The microstructure of welding intracrystalline repair welded with flux does not grow up with increasing time. The major elements Ti, Al, Mo, V and Zr within the weld are distributed symmetrically, and the melting loss and segregation do not appear. In the room temperature repair joint structure is composed of ��-Ti. Meanwhile the micro-rigidities of each repair zone are parallel, and are a bit lower than initial weld zone��s. The repair welding of TA15 titanium alloy with flux is a mending method which can obtain high quality repairing bead.
Key words: TA15 Ti alloy; gas tungsten arc welding; flux; repair welding; structure character
�ѺϽ���б�ǿ�ȴ�, �ܶ�С�� ���µ��ŵ�, ���㷺��Ӧ���ں��졢 ���յ�����, �ر����ѺϽ���Ϊ�ɻ��ṹ����������ʹ��, ʹ�ɻ��ṹЧ�ʴ�������[1-5]�� �ɻ��ṹ��֮����Ҫ���ú��ӵķ�����������, �����ѺϽӹ����к��ӽ�ͷ�����������ס� ���ӡ� ���ơ� δ����ȱ��[1, 6], �Լ��ڷ��۹����к��ӽ�ͷ����ĥ��, ���ʹ�ṹ����ʹ����������, ͬʱҲ�Էɻ��ķ��а�ȫ����������в�� ���ڷɻ��ṹ���ɱ��dz���, ��������ȱ�ݵĽṹ������ɺܴ���ʧ, Ϊ��, �Խṹ����ȱ�ݺ�����ò�������������, �Ӷ��ӳ��ṹ��ʹ������, ���ͳɱ���
Ŀǰ, �����⺸�ӽ��ѧ�߶�һЩ��������(�����Ǹ���)���첹����ͷ�Ѿ��������о�, ����Ҫ�����ڲ�����ͷ����ѧ���ܵȷ���[7-12], ���ѺϽ���ж�β�����Ľ�ͷ��֯�о���δ�������� ���ڻ��Լ����˾������������������, �����Դ���ȵ�����������������ס� ��ߺ���Ч��, ͬʱҲ��Ժ�����Ρ� ���ܺ���֯����Ӱ��[13-16], ����Ҫ���Dz��û��Լ����в��������ȱ�ݲ�λ������������ �������߶��ѺϽ���Ժ�����β�����ͷ��֯���������о�, ̽���ѺϽ���Ժ�����β����Ŀ�����, ������ʡ� ������ѺϽ�ṹ����������ָ�����塣
1 ʵ��
1.1 ����
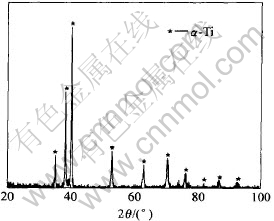
ʵ��ѡ�ú��Ϊ2.5mm����TA15�ѺϽ���, �仯ѧ�ɷּ���1, ĸ����֯Ϊ������ά״��֯, ������֯��ͼ1��ʾ�� ����벻�����˿��, ���Լ�Ϊ���ƻ�ϻ��Լ�, ����Ҫ�ɷ�ΪCaF2, ѡ�ô���Ϊ99.99%�ĸߴ������������, ���Ա����Լ������������屣��: ���졢 ��������֡�
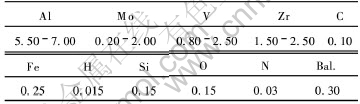
��1 ĸ��TA15�Ļ�ѧ�ɷ�
Table 1 Chemical composition of base metal(TA15)(mass fraction, %)
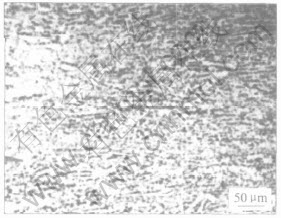
ͼ1 ĸ�ĵ�����֯
Fig.1 Microstructure of base metal
1.2 ʵ�鷽��
����, ����ĩ״���Լ�����ˮ�Ҵ���ϳ�����Һ, �ñ�ƽëˢ������Һ����Ϳ�����Լ�����, ��������������������в����Լ�, Ȼ���Լ�����������, ʹ��ˮ�Ҵ���ȫ�ӷ��� ����TIG������, ���ӵ���170A, �����ٶ�500mm/min, ���ȶ�Ϳ�л��Լ���TA15�ѺϽ��Ľ�����������, ����ѺϽ�A-TIG���Խӽ�ͷ, ����������ٶ�����ȱ�ݲ�λ��Ϳ����Լ�, Ȼ��ֱ�ӽ���һ����˿����, �ٶ�һ�β�������Ϳ���Լ����ж��β���, �ظ���������, ���ջ�����λ��Բ�������, ���β������ӵ�����Ϊ120A��
�Ʊ�δͿ���Լ����β�������, ���Ȳ��ú��ӵ���230A, �����ٶ�500mm/min������������, ����������ٶ�����ȱ�ݲ�λ������, ����һ����˿����, �ٶ�һ�β�������ֲ����������ж�����˿����, �ظ���������, ���ջ��δͿ���Լ������β�������, ���β������ӵ�����Ϊ160A��
������ù�ѧ������ ����̽���X��������)�ȷ��������ֶζԽ�ͷ��������֯�۲졢 ���ɷֺ�����ɷ���ʵ�顣
2 ��������
2.1 ���ӽ�ͷ����֯����
Ϊ�������Լ��Զ�β�����Ӱ��, ѡȡ���ӽ�ͷΪ���λ��Լ�������ͷ�� �ش�ֱ�ں��췽��ȡ��, ���Ʊ��õĽ��������ú�HF�� HNO3�����Һ��ʴ, �ڹ�ѧ�����¹۲캸�ӽ�ͷ����֯��
ͼ2��3��ʾ�ֱ�ΪͿ�л��Լ���δͿ���Լ������β������ӽ�ͷ�����֯�� ���ӽ�ͷ����ĸ�ġ� ��Ӱ������ ������������ һ�β������� ���β����������β�������ɡ� ����δͿ���Լ�����ʱ���Ƚ�ȱ�ݲ����������Ȼ���ٽ�����˿����, ���δͿ���Լ�������ͷ�������������벹������ �������벹����֮��ֽ�Ƚ�����, ��ͼ3��ʾ�� ����, δͿ���Լ�������ͷ����Ӱ�����뺸�����ֽ�Ҳ������, ����Ӱ������Χ�Ͽ�, ����Ϊ3.8mm�� Ϳ�л��Լ�����ʱ���ڲ�����Ϳ���ֱ�ӽ�����˿����, ����Ϳ�л��Լ�������ͷ�������������벹������ �������벹����֮��û�����Էֽ�, ��ͼ2��ʾ�� ͬʱ, Ϳ�л��Լ�������ͷ������ĸ�Ľ��״̬����, ��Ӱ��������ɾ���, ��Ӱ�����ķ�ΧҲ��խ, ����Ϊ2.9mm, ��δͿ���Լ���Χ��С23%; �ڲ�����ͷ�����ߴ緽��Ϳ�л��Լ�������ͷ���δͿ���Լ�������ͷ���в���, Ϳ�л��Լ���ͷ�����ߴ��Դ���δͿ���Լ��ġ� һ����˵, ��Ӱ�����Ǻ��ӽ�ͷ��Ϊ�����Ļ���, �����ڶ�β�����Ե��, ��Ӱ���������ܵ����ӵ绡������, ʹ����Σ�ճ̶ȴ������, ��Ϳ���Լ���, ���ں��ӵ绡����, ʹ�绡��ĸ�������÷�Χ��С, �Ӷ�ʹ��Ӱ�������խ, ���ںܴ�̶��Ͻ�������һ�������ڵ�Σ����, ��ͬʱ���ڵ绡������, ��������, ������ʽ���Dz��þֲ��㲹��, ʹ���ӵ绡������δͿʱ���Ӽ���, ��ʹͿ�л��Լ�������ͷ������δͿ���Լ�������ͷ�������ִ� ���ڲ�������, ��δͿ���Լ����, �������뺸����֮���ۺ�״̬Ҳ��������Ҫ��, ��Ϳ���Լ�ʹ������ͷ�������뺸�����ۺϸ������á� ���Ӿ���; ��ЩͬʱҲ�ֲ���Ϳ���Լ���ͷ�����������ߴ��Դ�IJ��㡣
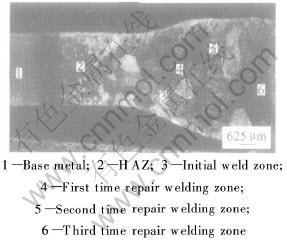
ͼ2 Ϳ�л��Լ���ͷ�ĺ����֯
Fig.2 Macrophotograph of joint welded with flux
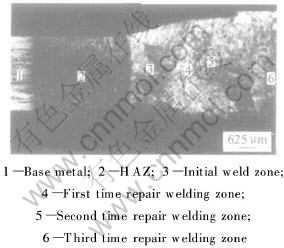
ͼ3 δͿ���Լ���ͷ�ĺ����֯
Fig.3 Macrophotograph of joint welded without flux
ͼ4��ͼ5�ֱ�ΪδͿ���Լ���Ϳ���Լ������β�������������֯��Ƭ, ͼ4(a)�� (b)�� (c)��ʾ�ֱ�Ϊ������������һ�β������� ���β������� ���β�����������֯, ͼ5(a)�� (b)�� (c)�� (d)��ʾ�ֱ�Ϊ������������ һ�β������� ���β������� ���β�����������֯�� ��ͼ4�п��Կ���, ����δͿ���Լ����ѺϽ���ͷ���������������״����, ��Ϊ�ߴβ������ڵʹβ����������������Ļ����������ۻ������γ�, ������֯�Ŵ��Ե�Ӱ��, ���µIJ����۳����̹�����, �²�������֯���ϴβ�����֯��ʽ���������������, ��˸ߴβ�������֯�㰴�ʹβ�����������������֯��ʽ����, �����µ�����������Ӱ��, ����ʹ�ߴβ�������֯����, �����ɸߴβ�������֯���ȵʹβ�������Ϊ�ִ�, ���ڲ�����״�������ಢ����, ͼ4(c)����Ϊ���ԡ� ��Ϳ���Լ���, ���ڻ��Լ��Ĵ���Ϊ���ڦ�����γ��ṩ�˴������κ��ʵ�, �������κ���, �Ӷ�ʹ������������������, �ڳ�������Ц���֮�佻������, �����谭����·��, ʹ����ܽ�һ������, �Ӷ�ʹ�����ڲ���֯����ϸ��, ��ͼ5��ʾ�� �Ա�ͼ4δͿ���Լ��ĺ��쾧������֯, Ϳ�л��Լ��ĺ��������֯��δͿ�������֯�н�Ϊ���Ե�ϸ������, �����Ƕ��β����������β�������Ϊ����; ͼ5��, Ϳ�л��Լ�����������������������������֯��Ϊ��ϸ��Ƭ״���������״��֯, ��û�г����油��������������֯���������, ��û�г��ִִ�Ħ��ࡣ ����״��֯�ɾ��дִ�¾�����ϸС��Ⱥ�����֯����, �Dz�ͬ��Ƭ����ʱֹͣ���� ��������֯���ѺϽ������֯����Ϊ�����һ��, �ڳ����������ܡ� ƣ��ǿ�ȺͶ������Եȷ��涼������������, ����֤�˲�����ͷ���и���ʹ�����ܵ����[17]��
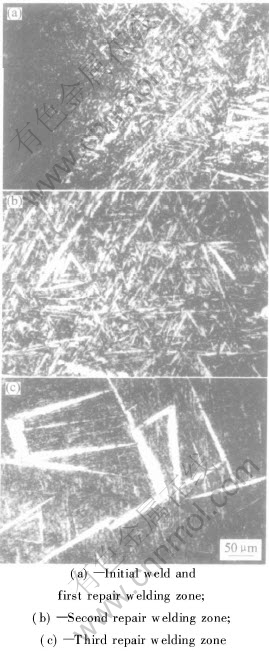
ͼ4 δͿ���Լ�������������֯
Fig.4 Microstructures of joint welded without flux
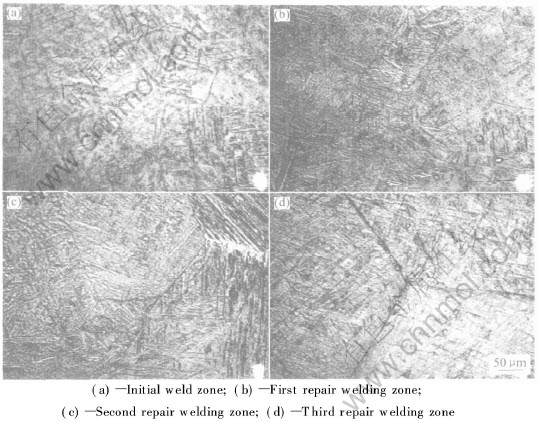
ͼ5 Ϳ�л��Լ�������������֯
Fig.5 Microstructures of joint welded with flux
Ϳ���Լ�������ͷ��ۼ�����֯�������֤���˲��û��Լ����ѺϽ���в����ǿ��е�, �����Ի�þ���������֯�IJ�����ͷ��
2.2 ��������Ԫ�ط���
Ϊ�˷������Լ��ѺϽ���ͷԪ�طֲ�, ʹ�õ���̽������β��������������߷�������, ��ͼ6��7��ʾ, �ֱ�Ϊ���Լ����������������ں;����Ԫ�ط�������� ���Կ���, �������ھ��ڻ�, Ti�� Al�� Mo�� V��Zr��5����ҪԪ�ص��߷ֲ����Ͼ���, û�г������Ե�Ԫ��ƫ������, ��˵��ͬʱ���û��Լ���������û��ʹ��������Ҫ�Ͻ�Ԫ��Ti�� Al�� Mo�� V�� Zr���������ƫ�ۡ� ��һ�����һ���������ѺϽ���Լ������ǿ��еġ�
2.3 �����������ɼ���ͷ��Ӳ�ȷ���
Ϊ�����������������, ������û��Լ������Ƿ������䲹�������������δͿ���Լ�������������ɴ��ڲ���, Ϊ��, ��Ϳ��δͿ���ֲ�����ͷ����X���������ǽ����˷���, ��������ͼ8��9��ʾ, ÿ��������Ӧ��Ϊ����, ������ֲ�����ͷ����������ɾ���Ҫ�ɦ����, ˵��Ϳ�л��Լ����������������δͿ���Լ�������������ɲ��������Բ�� ��ΪTA15Ϊ�����Ͻ�, �������õ��������ӵĺ�˿�Ͳ�����˿��Ϊ����ĺϽ�, ���ں���ʱ���촦�IJ��ϳɷ���Ҫ�����ں�˿�ijɷ�, �����ں��촦��X����������Ϊ���ࡣ
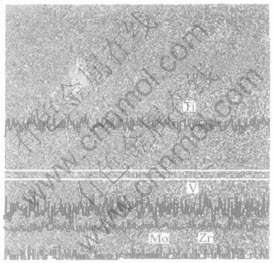
ͼ6 Ϳ���Լ����쾧��Ԫ���߷ֲ�
Fig.6 Elemental line scanning distribution
of intracrystalline alloy in activited welding bead

ͼ7 Ϳ���Լ����쾧��Ԫ���߷ֲ�
Fig.7 Elemental line scanning distribution of
intercrystalline alloy in activited welding bead
��ͼ10��ʾ, ĸ��Ӳ��ֵ��HV 320~350֮��; ��Ӱ�����ڸ������Ӳ��ֵ���, ��HV 360���¸���; ����������Ӳ���Ը���ĸ��, ΪHV 330~360; ��һ�Ρ� ���Ρ� ���β�����Ӳ�����Ե�������������, ��������Ӳ�Ƚӽ�, ����HV 270~310֮�䡣 �Ա�δͿ���Լ�������ͷӲ��ͼ11, Ϳ�л��Լ���δͿ���Լ���ͷ����Ӱ����������������Ӳ�Ƚӽ�, ��Ϳ�л��Լ���ͷ�IJ�����Ӳ�������δͿ���Լ���, ��������Ϳ�л��Լ���ͷ�����������ߴ��Դ���δͿ���Լ���ͷ�����������ߴ硣 Ϳ���Լ�������ͷ��δͿ���Լ�������ͷ��Ӳ�ȴ����������������β��������dz��½����Ƶ�, ������Ϊ���ֲ�����ͷ�ľ����߶ȴ����������������β������������, �������ڲ���֯Ҳͬ������, ֻ��Ϳ���Լ�������ͷ�����ڲ���֯����ʮ�����ԡ�
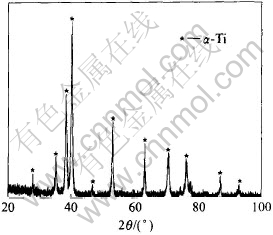
ͼ8 Ϳ���Լ�������ͷ��X����������
Fig.8 XRD pattern of joint repaired with flux
ͼ9 δͿ���Լ�������ͷ��X����������
Fig.9 XRD pattern of joint repaired without flux
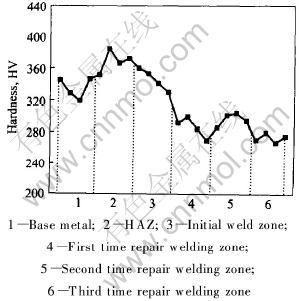
ͼ10 Ϳ�л��Լ����ӽ�ͷ��Ӳ��
Fig.10 Hardness of joint repaired with flux
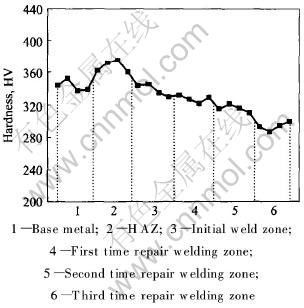
ͼ11 δͿ���Լ����ӽ�ͷ��Ӳ��
Fig.11 Hardness of joint repaired without flux
3 ����
1) Ϳ�л��Լ����������Ľ�ͷ���״̬����, ��Ӱ������Χ��δͿ���Լ���Ӱ������Χ��С23%; Ϳ���Լ���ͷ�����������ߴ��Դ���δͿ���Լ��ľ����ߴ�, ��Ϳ�л��Լ��IJ������쾧����֯��δ�����������Ӷ�����, �ҽ�δͿ���Լ�����֯����ϸ��, ��Ϊ��ϸ��Ƭ״���������״��֯, δ������״����״��-Ti��
2) Ϳ�л��Լ���������ҪԪ��Ti�� Al�� Mo�� V�� Zr�ֲ��Ͼ���, ��û������û��Լ�������ʹ��������Ҫ�Ͻ�Ԫ�ز��������ƫ��; ���Բ������������Ϊ���ࡣ
3) Ϳ�л��Լ�������ͷ������������Ӳ���Ե�����Ӱ����, ��ĸ��Ӳ�Ƚӽ�, ��������Ӳ�������Ե�������������; Ϳ���Լ�������Ӳ�ȵ���δͿ���Լ�������Ӳ�ȡ�
REFERENCES
[1]�й���е����ѧ�Ẹ��ѧ��. �����ֲ�(2)[M]. ����: ��е��ҵ������, 2001. 580-581.
Chinese mechanical engineering society welding society. Welding Handbook(2)[M]. Beijing: China Machine Industry Press, 2001. 580-581.
[2]������, ������, �����. �ѺϽӽṹ���Ƚ��ɻ��е�Ӧ�ü���չ[J]. ���ղ���ѧ��, 2003, 23(����): 239-243.
DONG Bao-ming, GUO De-lun, ZHANG Tian-cang. Application and development of titanium alloy weldstructure on advanced aircraft[J]. Journal of Aeronautical Materials, 2003, 23(S): 239-243.
[3]Boyer R. R. An overview on the use of titanium in the aerospace industry[J]. Mater Sci Eng A, 1996, A213: 103-114.
[4]������. ����˹�������ѺϽ�[J]. �ѹ�ҵ��չ, 1999, 4: 19-25.
NING Xing-long. Titanium alloy used in Russian aviation[J]. Titanium Industry Progress, 1999, 4: 19-25.
[5]����, �。��, �����. �ѺϽ��Ӧ����״����չǰ��[J]. �ѹ�ҵ��չ, 2004, 21(5): 19-24.
LI Liang, SUN Jian-ke, MENG Xiang-jun. Application state and prospects for titanium alloys[J]. Titanium Industry Progress, 2004, 21(5): 19-24.
[6]American Welding Society. Welding Handbook: Metals and Their Weldability[M]. Miami, Fla: American Welding Society, 1976. 576-577.
[7]Allen D J. Weld repair of steam drum downcomer nozzle cracking in coal-fired power plant[J]. Weld and Metal Fabrication, 1995, 63(6): 225-228.
[8]����, ���, ������, ��. ��վ��ڽṹģ�����������Ӧ���仯���о�[J]. �人��ѧѧ��, 2001, 34(3): 81-85.
DING Hui, YANG Bing, LI Xiao-hong, et al. Research on residual stress after simulating repetitious repairing of thick wall structure in power plants[J]. Engineering Journal of Wuhan University, 2001, 34(3): 81-85.
[9]�ϼ, ����, �ֱ���. ��β������ռ���Ը�ǿ�ֺ��ӽ�ͷ��ѧ���ܵ�Ӱ��[J]. ��ԭ��ѧԺѧ��, 2004, 15(2): 24-25.
LI Dong-xia, LI Yang, JIA Bao-chun. The effect of technology of multiple repairing weld on mechanical property of high strength steel weld bead[J]. Journal of Zhongyuan Institute of Technology, 2004, 15(2): 24-25.
[10]������, ����ͼ, ��֮��, ��. ����ƽ̨�ø�ǿ�ȸֶ�β�����ƣ�ͷ���[J]. ��еǿ��, 2002, 24(3): 433-435.
LIU Hai-tao, LIU Chun-tu, LI Zhi-qi, et al. Fatigue analysis of multiple repairing welding on high strength offshore structure steel[J]. Journal of Mechanical Strength, 2002, 24(3): 433-435.
[11]Bhaduri A K, Gill T P S, Albert S K, et al. Repair welding of cracked steam turbine blades using austenitic and martensitic stainless-steel consumables[J]. Nuclear Engineering and Design, 2001, 206(2): 249-259.
[12]Krishnakumar S, WU Wei-dong. Effect of welding and weld repair on crack propagation behaviour in aluminium alloy 5083 plates[J]. Materials and Design, 2002, 23(2): 201-208.
[13]����Ң, ������, ���, ��. TIG�����Լ��Ժ�����ε�Ӱ��[J]. ����ѧ��, 2002, 23(1): 1-3.
LIU Feng-yao, LIN San-bao, YANG Chun-li, et al. Effect of activating fluxes on TIG weld formation[J]. Transactions of the China Welding Institution, 2002, 23(1): 1-3.
[14]������, ���, ����Ң, ��. �����TIG�����Լ��Ժ������ܵ�Ӱ��[J]. ��������ҵ��ѧѧ��, 2002, 34(3): 308-311.
LIN San-bao, YANG Chun-li, LIU Feng-yao, et al. Effect of activating fluxes on weld properties during TIG welding of stainless steel[J]. Journal of Harbin Institute of Technology, 2002, 34(3): 308-311.
[15]LIU Feng-yao, YANG Chun-li, LIN San-bao, et al. Effect of weld microstructure on weld properties in A-TIG welding of titanium alloy[J]. Trans. Nonferrous Met Soc China, 2003, 13(4): 876-880.
[16]����, ������, ����, ��. þ�Ͻ�Ļ��Ե绡����[J]. �й���ɫ����ѧ��, 2005, 15(6): 912-916.
ZHANG Zhao-dong, LIU Li-ming, SHEN Yong, et al. Activating flux for arc welding of magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(6): 912-916.
[17]Bophcoba E A. �ѺϽ����ѧ[M]. ��ʯ��, ��. ����: ������ҵ������, 1980.
Bophcoba E A. Titanium Alloy Metallography[M]. CHEN Shi-qing, transl. Beijing: National Defence Industry Press, 1980.
������Ŀ: �����������������˲�֧�ּƻ�������Ŀ(NCET-04-0271)
�ո�����: 2005-02-28; ������: 2005-09-26
�����: ������(1967-), ��, ����, ��ʿ
ͨѶ����: ������, ����; �绰: 0411-84707817; E-mail: Liulm@dlut.edu.cn
[1]�й���е����ѧ�Ẹ��ѧ��. �����ֲ�(2)[M]. ����: ��е��ҵ������, 2001. 580-581.
[2]������, ������, �����. �ѺϽӽṹ���Ƚ��ɻ��е�Ӧ�ü���չ[J]. ���ղ���ѧ��, 2003, 23(����): 239-243.
[4]������. ����˹�������ѺϽ�[J]. �ѹ�ҵ��չ, 1999, 4: 19-25.
[5]����, �。��, �����. �ѺϽ��Ӧ����״����չǰ��[J]. �ѹ�ҵ��չ, 2004, 21(5): 19-24.
[8]����, ���, ������, ��. ��վ��ڽṹģ�����������Ӧ���仯���о�[J]. �人��ѧѧ��, 2001, 34(3): 81-85.
[9]�ϼ, ����, �ֱ���. ��β������ռ���Ը�ǿ�ֺ��ӽ�ͷ��ѧ���ܵ�Ӱ��[J]. ��ԭ��ѧԺѧ��, 2004, 15(2): 24-25.
[10]������, ����ͼ, ��֮��, ��. ����ƽ̨�ø�ǿ�ȸֶ�β�����ƣ�ͷ���[J]. ��еǿ��, 2002, 24(3): 433-435.
[13]����Ң, ������, ���, ��. TIG�����Լ��Ժ�����ε�Ӱ��[J]. ����ѧ��, 2002, 23(1): 1-3.
[14]������, ���, ����Ң, ��. �����TIG�����Լ��Ժ������ܵ�Ӱ��[J]. ��������ҵ��ѧѧ��, 2002, 34(3): 308-311.
[16]����, ������, ����, ��. þ�Ͻ�Ļ��Ե绡����[J]. �й���ɫ����ѧ��, 2005, 15(6): 912-916.
[17]Bophcoba E A. �ѺϽ����ѧ[M]. ��ʯ��, ��. ����: ������ҵ������, 1980.
