
���±�ţ�1004-0609(2016)02-0310-07
Ԥ�ȶԼ��������TA15�ѺϽ���ò�ߴ����֯��Ӱ��
�����1���� ��1���� Ӣ2���� ��1��������1���� ά1
(1. �������պ����ѧ �������칤�����ֻ������ص�ѧ��ʵ���ң����� 110136;
2. �к���ҵ�����������շ�����(����)����˾ �����о��������� 110043)
ժ Ҫ��
���ø�Ӧ����װ��ʵ�ּ�����������ĵ�Ԥ�ȣ���ɻ���Ԥ���µļ�����������飬�о���ͬ����Ԥ���¶ȶ�������ò�ߴ硢����֯��Ӳ�ȵ�Ӱ����ɡ��������������Ԥ�Ⱥ�ij��������������ƽ���������ۿ����۸�������������Ԥ���¶ȵ����ߣ����������ײ�����״��Խ��׳���ߴ�Խ�̣�������֦������Խ�٣�����֯��Ƭ�����֯Խ�ִ��ҳ���������Ӳ�������͡�����Ԥ�ȿ����Ը��Ƴ���������
�ؼ��ʣ�
TA15�ѺϽ��������������Ԥ������ò�ߴ�������֯����Ӳ����
��ͼ����ţ�TG456.7��TG155.2��TG113���� ���ױ�־�룺A
�������������(Laser deposition repair��LDR)�ǻ��ڲ���������ԭ�����Լ���Ϊ��Դ����ͬ�����͵Ľ�����ĩ���ϰ��չ滮��ɨ��·��ʵ������ۻ������ļ�������������Ӱ����С���Զ����̶ȸߡ������ظ��Ժ��Լ���ʵ��ȱ��λ�������������ŵ㣬���ѺϽ�ȹ��ؽ����������������������Եļ������ƺ;��Ӧ��ǰ��[1-4]��
��������������ȴ��ݱ�����㡢��������ѻ��ӹ���ʼĩ���������̵��¶ȳ��ֲ����ڳ�����������ò�ߴ硢����֯��ֱ�ӵ�Ӱ�죬����Ӱ�������������ѧ���ܡ�ͬʱ���������������е������������롢���ټ�����ȴ���ص㣬ʹ�ó��������ڲ��Լ���������ļ�����ž���¶��ݶȣ�����������Ӧ��������Ӧ���ﵽ���ϼ���ʱ���������������������������ѡ�����Ԥ���ǽ����һ�������Ч;��֮һ���Ի���Ԥ�ȿ���Ч���ͳ�����������������ĵ��¶��ݶȣ�ʹ���������¶ȳ��ֲ����Ӿ����ȶ�[5-6]��
�봫ͳ�Ļ�����ȡ�������ȵ�Ԥ�ȷ�ʽ��ȣ���Ӧ���ȵ���Դ���������岻ֱ�ӽӴ������зǽӴ����ȡ������������ڿ��ơ�����Ч�ʸߡ���Ӧ�������ɸ��ݼ��ȹ�����״��λ�ý��з�����ƣ�ʵ�־ֲ����ȵ��ŵ�[7]��FARAHMAND��[8]�о����֣������۸����Ӧ���ȸ��ϲ���������۸���ľ����Լ��⻬�ȣ���������֯�õ����ƣ�������[9]�о����ָ�Ӧ���ȿ���������۸��ij���Ч�ʣ��γ�����������ұ���ϵ��������۸��㣻���ε�[10]��Ը�Ӧ������������ֹܺ���Ӧ������ģ�⣬ָ����Ӧ�������ڲ����Ϳ��ƣ���������Ӧ��Ч�������ԡ�
�������߲��ø�Ӧ����װ�öԼ�����������Ľ���Ԥ�ȣ��о���ͬ����Ԥ���¶ȶ���������ò�ߴ硢����֯��Ӳ�ȵ�Ӱ����ɡ�
1 ʵ��
���������TA15�ѺϽ����������������պ����ѧ������LDM-800ϵͳ����ɣ���ϵͳ��6 kW���˼�����������ʽ����ƽ���˶�ϵͳ��������ȴ�ͱ�����ϵͳ��ͬ���۸�ͷ��˫Ͱ�ͷ���������ѭ������ϵͳ�Լ�������������ɡ�
Ԥ�Ȳ��õĸ�Ӧ����װ�ð�����ͨ�����ڵ���(����������Ϊ37 A)�����Ƽ����¶ȼ������ٶȵĸ�Ƶ(30 kHz)��Ӧ�����豸���ɸ�����������λ��ʵ����״���з����������ĸ�Ӧ�������������������¶Ƚ���ʵʱ���ĺ���������(���·�Χ��200~1500 �棬������֡ƵΪ50 Hz)��
������ú��Ϊ5 mm��TA15�ѺϽ���ġ�����ǰ��ɰֽ��ĥ�����������Ƥ�����ñ�ͪ�;ƾ���ϴ�ɾ�����ɡ�ѡ�÷�ĩ���ȷֲ�Ϊ44~149 ��m�����η�ĩTA15��Ϊ�������ϣ���ĩ��ѧ�ɷּ���1����ĩ������պ�ɴ�����
��������������У���Ӧ����װ�ý����ļ��ȵ�Ԥ���¶Ȳ������¶Ⱥ㶨��Ȼ����������顣Ԥ���¼��������ʾ��ͼ��ͼ1��ʾ�����鹤�ղ������2���С�
����Olympus GX51��ѧ�������������������������֯�۲����������HXZ-1000����Ӳ�ȼƲ�����Ӳ�ȣ��غ�Ϊ9.8 N������ʱ��Ϊ12 s��
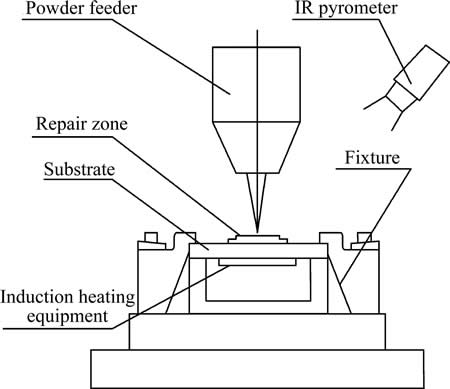
ͼ1 Ԥ���¼��������ʾ��ͼ
Fig. 1 Schematic diagram of laser deposition repair under induction heating
2 ��������
2.1 ����
ͼ2��3��ʾ�ֱ�Ϊ��ͬԤ���¶��µ�������(��ͼ������ij�����)����������(��ͼ������ij�����)������߲�ij���������ò��������������û�����ƺ�����ȱ�ݡ�Ԥ�ȵ�������ʱ������ͬ�̶ȵ���������Ԥ���¶�Խ�ߣ�����Խ���ء����ڶ���߲��������������δԤ��ʱ�ij����������湵�ַ���������Ԥ�ȵij������������ý�Ϊƽ��������״���ʼ��٣�ͬʱ���ȴ�С������������ȡ���Ҫԭ���ǻ���Ԥ��ʹ�������ռ�����������ӣ��۳���������˳����ʣ����ұ��������õ�һ���ĸ���[11]����������������������Ƚ��м����ף���һ�����ʱ�����һ�����㶥�����ۣ���������Ȼ��ʧ�����һ��������㣬ͨ��������е�ӹ�����ȥ��������Ӱ���������ܡ�
2.2 �ߴ����
��3��4����Ϊ�ֱ��Dz�ͬԤ���¶��µ�������͵��������Լ�����߲��ۿ����۸ߵ�ƽ���ߴ硣�ɱ�3��4�����ݷ�����֪������Ԥ�Ⱥ����������۸����Ⱥ��۸��߶�(�ֱ����ۿ����۸�)����������Ϊ�������϶Լ��������ϵ��(At)���Ż���Ԥ���¶�(t)�����߶���ߣ���仯������ʽ(1)��ʾ��
��1 TA15�ѺϽ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of TA15 titanium alloy (mass fraction, %)

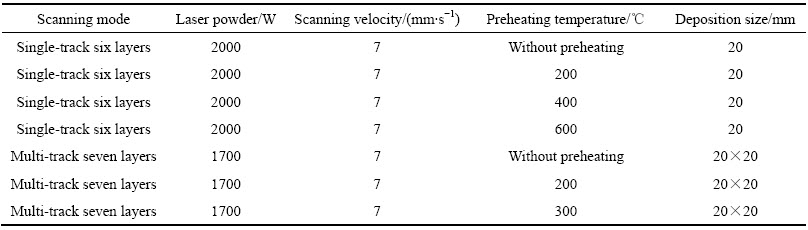
��2 ������������鹤�ղ���
Table 2 Process parameters of laser deposition repair experiment

ͼ2 ��ͬԤ���¶��µ���������������ò
Fig. 2 Single-track deposition morphologies of samples at different preheating temperatures
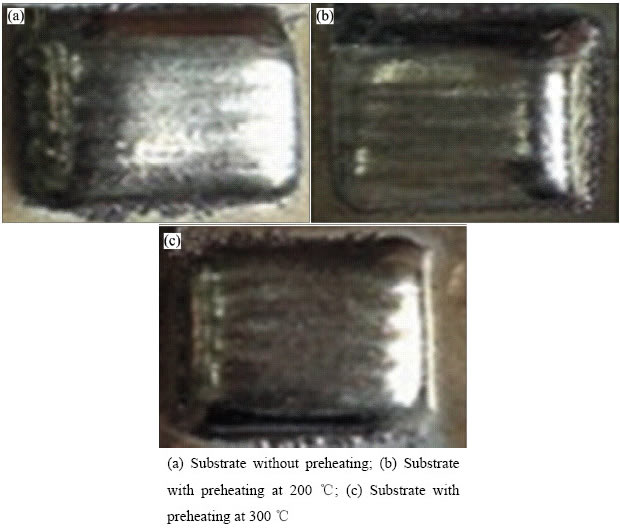
ͼ3 ��ͬԤ���¶��¶��������������ò
Fig. 3 Multi-track deposition morphologies of samples at different preheating temperatures
![]() (1)
(1)
ʽ�У�![]() ��һ������[12]��һ������£�A1000 ���� 5A20 ������������������ϵ��At��1��105~1��106 cm-1����ˣ��ڹ��ղ���һ���������£�Ԥ��ʹ�û������ռ����
��һ������[12]��һ������£�A1000 ���� 5A20 ������������������ϵ��At��1��105~1��106 cm-1����ˣ��ڹ��ղ���һ���������£�Ԥ��ʹ�û������ռ����
������ǿ���۳سߴ����һ�����ӣ��ۿ����۸�����������������߳���Ч�ʡ�
��������������ߴ��뵥�������ƽ���ߴ���жԱȣ�����������������Ŀ��ȱȵ�������Ŀ��ȴ�
��3 ��������뵥��������ۿ��۸�
Table 3 Cladding width and cladding height of single layer and six layers
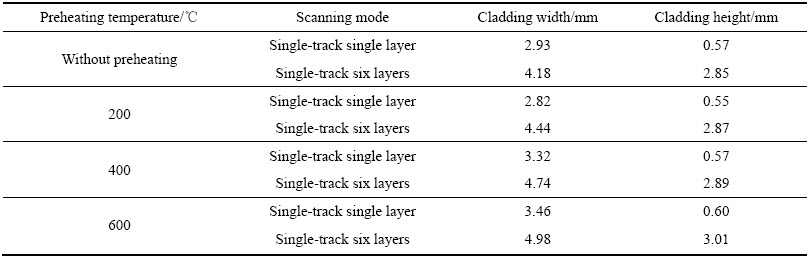
��4 ����߲���ۿ��۸�
Table 4 Cladding width and cladding height of multi-track seven layers

���������ƽ���߶�Ҫ�ȵ�������ĸ߶�С������ƽ���߶�ԼΪ0.48 mm��С����һ������߶ȡ���Ϊ���ų������������ӣ����������ۻ��������ڲ����¶������ߣ��������ʱ���۳ؾ�����ĽϽ���ɢ�ȽϿ죬�۳ؿ�����ȴ�����̣������ų������������ӣ������ۻ�ʹ�����¶�����ߣ������۳صijߴ�Խ��Խ�����ɽ�����ĩ������������ǿ�������������ӡ���ˣ�����ͬ���������£��뵥�����������ȣ����������ȸ���
Ԥ�Ⱥ����߲���ۿ��仯��С���۸߱仯��Ը����ԣ�����Ԥ��200 ���£��۸�����0.6 mm���仯��ԼΪδԤ��ʱ��4.8%���ۿ�����0.2 mm���仯��ԼΪδԤ��ʱ��1.0%�������˻���Ԥ�Ⱥ���Ч����Ӧ��ߡ�
2.3 ��֯����
�������и������1/4��λ�гɿ飬����ĥ���⣬������Kroll��ʴ���������Ϊ1:6:7��HF-HNO3-H2O��Һ��ѧ��ʴ���Ƴɽ���������ͼ4~6��ʾ�ֱ�Ϊ����δԤ�ȡ�200 �桢300 ��Ԥ���¼��������TA15��OM��
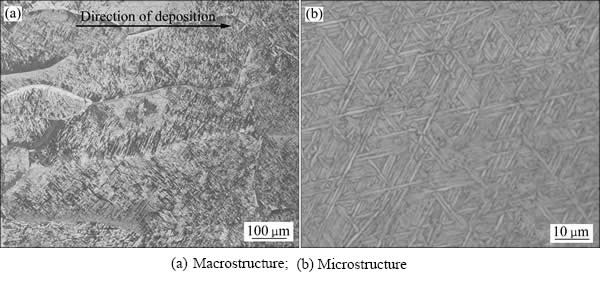
��ͼ4~6��ʾ������Ԥ�Ⱥ����������֯û�����Ա仯�������ɹᴩ���������Ĵִ�³�����״������ɡ����γ�ԭ�����ڼ����۳���ȴ�����У��۳��о����������ȴ����ķ�ʽͨ�������ش�ֱ����

ͼ4 ����δԤ���¼��������TA15��OM��
Fig. 4 OM images of laser deposition repair TA15 titanium alloy under substrate without preheating
ͼ5 ����Ԥ��200 ���¼��������TA15��OM��
Fig. 5 OM images of laser deposition repair TA15 titanium alloy under substrate with preheating at 200 ��

ͼ6 ����Ԥ��300 ���¼��������TA15��OM��
Fig. 6 OM images of laser deposition repair TA15 titanium alloy under substrate with preheating at 300 ��
�ķ���ɢʧ�����������������϶����������γ���״���������ڴӼ����۳صײ����������¶��ݶ����ͣ������ٶȼ�С���¶��ݶȵķ����ɵײ���ֱɨ�跽����ת��Ϊ�����Ľӽ�ƽ��ɨ�跽��ʹ�����۳ض���������״�������ᾧ��ת��[13]��
�ڳ���������֯�У�������ؿ���ƽ���ڼ���ɨ�跽��ij�������������������Ҫ��ǰһ�������������Ħ������ں�һ���������ʱ��ǰһ�����㶥�����۳���Ӱ�����Ħ��������ȴֻ���ɵ�[14]����ͼ4~6�п��Կ�������Ԥ���¶�Խ�ߣ����������ײ�����״����̬Խ�ִߴ�Խ�̣�����������״֦������Խ�١�
������������֯�����Ա仯����Ϊ��Ƭ״���������Ƭ״����䱡Ƭ��������ɵ�������֯�����ǿ������Կ���������Ԥ���³�����TA15�ѺϽ���������������֯�е�Ƭ״���ͦ���ij�������Խϴ�Ƭ�����֯����Ԥ���¶ȵ����߶������ֻ�����Ҫԭ��������Ԥ�ȵ��������۳ص���ȴ���ʽϿ죬������Ԥ�Ⱥ��������������¶��ݶȱ�С���۳���ȴʱ��Ҳ��Ӧ�ӳ������⼤������������д�����Ӱ����λ�õĻ����ܵ���һ������ļ������ã��൱�ڽ����˻��������¦���֯�������ӳ�ֶ���ôִ�
2.4 Ӳ�ȷ���
ͼ7��ʾΪ������δԤ�ȣ�Ԥ��200 �桢300 �����������Ӳ�ȱ仯���ߡ���һ���Ե��λ��λ�ڳ���������Ľ�Ͻ���1 mm �����Ժ����ֱ��� 0.1 mm �������ش�ֱ�ڽ�Ͻ�������������ķ���ȡ����ԡ����Կ���������������Ӳ��ֵ�仯��������Ԥ���¶ȵ����ߣ�����������Ӳ�ȳ��������½����ƣ�����ƽ��Ӳ�������Ϻܽӽ������Ӳ�Ȳ�Ϊ25 HV0.1��������Ϊ����Ԥ���¶�Խ�ߣ����������������࣬������������֮����ȴ���ʱ��������ߵ�Ӳ��ֵ��Ҫ�ߵ���ȴ����[15]�����Ի���Ԥ���¶�Խ�ߣ���Ӳ��ֵԽ�͡�
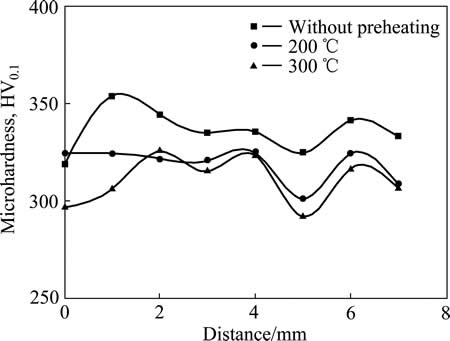
ͼ7 ��ͬ�¶���Ԥ�Ȼ�����Ӳ�ȱ仯����
Fig. 7 Microhardness curves of substrate with preheating at temperatures
3 ����
1) ����Ԥ�Ⱥ�ij��������������ƽ�����������ۿ����۸���������
2) ����Ԥ�Ⱥ�ij������������֯û�����Ա仯�������ɹᴩ���������Ĵִ�³�����״����ɣ�����֯Ϊ���͵�����״��֯�����Ż���Ԥ���¶����ߣ�����֯�е�Ƭ״���ͦ���ij�������Խϴ���Ƭ�����֯��ôִ�
3) ����Ԥ���¶����ߣ�����������Ӳ�ȳ������½����ơ�
REFERENCES
[1] ������, ����Ȫ, ������. �����ѺϽ�ṹ������ֱ������Ľ�չ����ս[J]. �й�����, 2009, 36(12): 3204-3209.
WANG Hua-ming, ZHANG Shu-quan, WANG Xiang-ming. Progress and challenges of laser direct manufacturing of large titanium structural components[J]. Chinese Journal of Lasers, 2009, 36(12): 3204-3209.
[2] ������, �� ��. ����������θ����ܽ�������о���չ[J]. �й����Ͻ�չ, 2010, 29(6): 12-27.
HUANG Wei-dong, LIN Xin. Research progress in laser solid forming of high performance metallic component[J]. Materials China, 2010, 29(6): 12-27.
[3] ϯ����, ������, ʯ����, �� ��. ������ٳ������ܽ���������о�[J]. �����Ƽ���ѧѧ��, 2002, 24(4): 441-444.
XI Ming-zhe, ZHANG Yong-zhong, SHI Li-kai, CHENG Jing. Investigation on the fully dense metal part by laser rapid prototyping[J]. Journal of University of Science and Technology Beijing, 2002, 24(4): 441-444.
[4] �պ���, ξ����, �� ΰ, ����ޱ, ������, �� ��, �� ��, �� ��, ����־. ������ٳ��μ����½�չ�����ڸ����ܲ��ϼӹ��е�Ӧ��[J]. �й���ɫ����ѧ��, 2013, 23(6): 1567-1574.
SU Hai-yang, WEI Kai-chen, GUO Wei, MA Ling-wei, YU Rui-long, ZHANG Bing, ZHANG Jun, LIU Lin, FU Heng-zhi. New development of laser rapid forming and its application in high performance materials processing[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(6): 1567-1574.
[5] ���ٻ�, ��ΰ��, ������. ��ͬ����Ԥ���¶ȶԼ�������������ι����¶ȳ���Ӱ��[J]. �������ѧ��, 2009, 16(1): 44-49.
SU Rong-hua, LIU Wei-jun, LONG Ri-sheng. Effects of different substrate preheating temperature on temperature field during laser metal deposition shaping[J]. Journal of Engineering Design, 2009, 16(1): 44-49.
[6] ������, ��ΰ��, �� ��, ������, �����. ����Ԥ�ȶԼ�������������ι�����Ӧ����Ӱ��[J]. ��е����ѧ��, 2009, 45(10): 241-247.
LONG Ri-sheng, LIU Wei-jun, XING Fei, WANG Hua-bing, BIAN Hong-you. Effects of substrate preheating on thermal stress during laser metal deposition shaping[J]. Journal of Mechanical Engineering, 2009, 45(10): 241-247.
[7] �����, ��˫¡, �� Ӣ, �� ��, ������, �� ά, ������. ��Ӧ���Ȳ����Լ�������������¶ȳ���Ӱ��[J]. ����������ѧ��չ, 2014, 51: 111403-1-7.
BIAN Hong-you, HAN Shuang-long, LI Ying, YANG Guang, QIN Lan-yun, WANG Wei, ZHAO Xiang-peng. Effect of different induction heating parameters on the substrate temperature field during laser deposition repair[J]. Laser& Optoelectronics Progress, 2014, 51: 111403-1-7.
[8] FARAHMAND P, LIU S, ZHANG Z, KOVACEVIC R. Laser cladding assisted by induction heating of Ni-WC composite enhanced by nano-WC and La2O3[J]. Ceramics International, 2014, 40(10): 15421-15438.
[9] ������. ����-��Ӧ�����۸����ռ������о�[D]. �人: ���пƼ���ѧ, 2009.
HUANG Yong-jun. Study on technology and mechanism of laser-induction hybrid cladding[D]. Wuhan: Huazhong University of Science & Technology, 2009.
[10] �� ��, �»���, �� Ӣ. ��Ӧ������������ֹܺ���Ӧ����ֵģ��[J]. ѹ������, 2009, 26(5): 38-43.
LIN Tao, CHEN Huai-ning, LIU Ying. Simulation of relieving welding residual stresses in the girth-weld stainless steel tube by induction heating method[J]. Pressure Vessel Technology, 2009, 26(5): 38-43.
[11] ��ʥ��, ������, ��Ǭ��, ������. ����-��Ӧ�����۸�Ni��WC���ϲ�Ĺ����о�[J]. ���⼼��, 2009, 33(2): 124-126.
ZHOU Sheng-feng, ZENG Xiao-yan, HU Qian-wu, HUANG Yong-jun. Process study of Ni-based WC composite coatings by means of laser-induction hybrid cladding[J]. Laser Technology, 2009, 33(2): 124-126.
[12] ������, �ܽ���, Ҷ��ϼ. ����ӹ�����[M]. ����: ��ѧ��ҵ������, 2004: 51-53.
ZHANG Yong-kang, ZHOU Jian-zhong, YE Yun-xia. Laser processing technology[M]. Beijing: Chemical Industry Press, 2004: 51-53.
[13] ��С��, �� ��, �� ��, ������. �ȴ����Լ����������TA15�Ͻ���֯����ѧ���ܵ�Ӱ��[J]. ϡ�н��������빤��, 2011, 40(1): 142-147.
ZHANG Xiao-hong, LIN Xin, CHEN Jing, HUANG Wei-dong. Effects of heat treatment on the microstructures and mechanical properties of TA15 titanium alloys by laser solid forming[J]. Rare Metal Materials and Engineering, 2011, 40(1): 142-147.
[14] QIAN Ting-ting, LIU Dong, TIAN Xiang-jun, LIU Chang-meng, WANG Hua-ming. Microstructure of TA2/TA15 graded structural material by laser additive manufacturing process[J]. Transactions of Nonferrous Metals Society of China, 2014, 24: 2729-2736.
[15] �� Դ. ������ٳ��η����Ʊ���������ؼ������о�[D]. ����: �й���ѧԺ�����Զ����о���, 2012: 87.
KONG Yuan. Research on the key technology of produce metal parts by laser rapid prototyping method[D]. Shenyang: Shenyang Institute of Automation, Chinese Academy of Sciences, 2012: 87.
Effects of preheating on morphology size and microstructure of laser deposition repair TA15 titanium alloy
BIAN Hong-you1, LEI Yang1, LI Ying2, YANG Guang1, QIN Lan-yun1, WANG Wei1
(1. Shenyang Aerospace University, Key Laboratory of Fundamental Science for National Defence of Aeronautical Digital Manufacturing Process, Shenyang 110136, China;
2. Welding Laboratory, AVIC Shenyang Liming Aero-Engine (Group) Corporation Ltd., Shenyang 110043, China)
Abstract: Laser deposition repair (LDR) experiments under substrate with preheating were completed assisted by induction heating equipment. The morphology sizes and microstructures of LDR TA15 titanium alloy with different preheating temperatures were characterized, and the microhardness of the deposition layers was tested. The results show that after the substrate is preheated, the deposition layer surface is smoother, cladding width and cladding height are increased. With increasing preheating temperature, macrostructure of the columnar crystal is thicker and shorter at the bottom, the amount of dendritic crystal at the top is reduced, microstructure of lamella �� becomes thicker, furthermore, the microhardness is slightly reduced. The substrate with preheating can obviously improve the deposition layer quality.
Key words: TA15 titanium alloy; laser deposition repair; preheating; morphology size; microstructure; microhardness
Foundation item: Projects(51375316, 51305280) supported by the National Natural Science Foundation of China; Project(201202173) supported by the Natural Science Foundation of Liaoning Province, China; Project(2014ZE54028) supported by Aeronautical Science Foundation of China; Project(L2014054) supported by Scientific Research of Higher Education of Liaoning Province, China
Received date: 2015-06-09; Accepted date: 2015-11-20
Corresponding author: BIAN Hong-you; Tel: +86-18040036511; E-mail: bianhongyou@sau.edu.cn
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51375316��51305280)������ʡ��Ȼ��ѧ����������Ŀ(201202173)�����տ�ѧ����������Ŀ(2014ZE54028)������ʡ�ߵ�ѧУ��ѧ�о�(L2014054)
�ո����ڣ�2015-06-09�������ڣ�2015-11-20
ͨ�����ߣ�����ѣ������ڣ���ʿ���绰��18040036511��E-mail: bianhongyou@sau.edu.cn
ժ Ҫ�����ø�Ӧ����װ��ʵ�ּ�����������ĵ�Ԥ�ȣ���ɻ���Ԥ���µļ�����������飬�о���ͬ����Ԥ���¶ȶ�������ò�ߴ硢����֯��Ӳ�ȵ�Ӱ����ɡ��������������Ԥ�Ⱥ�ij��������������ƽ���������ۿ����۸�������������Ԥ���¶ȵ����ߣ����������ײ�����״��Խ��׳���ߴ�Խ�̣�������֦������Խ�٣�����֯��Ƭ�����֯Խ�ִ��ҳ���������Ӳ�������͡�����Ԥ�ȿ����Ը��Ƴ���������
[1] ������, ����Ȫ, ������. �����ѺϽ�ṹ������ֱ������Ľ�չ����ս[J]. �й�����, 2009, 36(12): 3204-3209.
[2] ������, �� ��. ����������θ����ܽ�������о���չ[J]. �й����Ͻ�չ, 2010, 29(6): 12-27.
[3] ϯ����, ������, ʯ����, �� ��. ������ٳ������ܽ���������о�[J]. �����Ƽ���ѧѧ��, 2002, 24(4): 441-444.
[9] ������. ����-��Ӧ�����۸����ռ������о�[D]. �人: ���пƼ���ѧ, 2009.
[10] �� ��, �»���, �� Ӣ. ��Ӧ������������ֹܺ���Ӧ����ֵģ��[J]. ѹ������, 2009, 26(5): 38-43.
[12] ������, �ܽ���, Ҷ��ϼ. ����ӹ�����[M]. ����: ��ѧ��ҵ������, 2004: 51-53.
[15] �� Դ. ������ٳ��η����Ʊ���������ؼ������о�[D]. ����: �й���ѧԺ�����Զ����о���, 2012: 87.
