
���±�ţ�1004-0609(2012)04-1053-10
TA1-Al˫�������Ϲ�������ģ�⼰����
��ѵ��1���� ��1��������2�����1�������1���� ��2
(1. �Ͼ����պ����ѧ ���Ͽ�ѧ�뼼��ѧԺ���Ͼ� 210016��
2. ���ջ��������ܼ�����˾���� 212400)
ժ Ҫ��
Ϊ̽��TA1-Al˫������ͷ�ܼ������Գ��ι��ɣ���������Ԫģ������ȷ��˫�������Ϲ�������εĽ�����ǿ���ٽ�ֵ������о����������ٶȡ�Ħ�������Խ���������Ӧ����������ͷ�ں�ֲ���Ӱ�졣ģ����������������ͷ������ε��ٽ���ǿ��Ϊ50 MPa�����⣬Ҫ�Ʊ������ֲ�ĸ�����ͷ�����Ƴ����ٶȺ�Ħ������Ӧ�ֱ�С��10 mm/s��0.125��������ͷ�ڼ��γߴ缰�ں�ֲ����棬ʵ����������Ԫģ��ֵ�����Ǻϡ�
�ؼ��ʣ�
TA1-Al���Ϲ�����ͷ�ܼ�������������ֵģ����
��ͼ����ţ�TG 394 ���� ���ױ�־�룺A
Cold push-bending simulation and experiment on TA1-Al bimetallic clad tube
GUO Xun-zhong1, TAO Jie1, TANG Qiao-sheng2, LI Hua-guan1, BIAN Jia-min1, LI Ming2
(1. College of Material Science and Technology, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China;
2. Jiangsu Huayang Metal Pipes Co., Ltd, Zhenjiang 212400, China)
Abstract: To explore the plastic forming characteristics of TA1-Al bimetallic elbow, the critical bonding strength of the interface for the clad tube in the push-bending process was determined firstly by numerical simulation. Secondly, the effects of axial push velocity and friction coefficient on the maximum value of shear stress and the thickness distribution of the clad elbow were investigated. The simulation results show that the critical interface bond strength needed in the push-bending process is 50 MPa. Furthermore, the push velocity and the friction coefficient should be less than 10 mm/s and 0.125 for producing TA1-Al clad elbows without separation at the interface. The experimental results are approximately accordant with the simulative ones in the geometry size and thickness distribution.
Key words: TA1-Al clad tube; elbows; cold push-bending; numerical simulation
���պ��졢�����Լ�ʯ������Ĺܵ�ϵͳ��ʹ�ô����ѺϽ����ӹܼ����������������ӹܼ���������ת�����½�Ϊ���صij�ˢĥ�𣬼�֮�ѺϽ������Ŀ�ĥ�����ܽϲ�ܼ�һ����ܵ����صļ����ƻ�������Ӱ��ܵ�ϵͳ��������Ϊ��߹ܵ�ϵͳ�Ŀ�ĥ�����ܣ��ڹܼ��ڱ����Ʊ��������մ�Ϳ����һ����Ч�ķ���[1-2]�������������Ϳ���Ʊ������У�����һ�ָ��Ϲ���Ϊ���Դ���Ϊ�����˫�������Ϲܽ������Ա��Σ�����Ϊ˫�������Ϲܼ������Ϲܼ����ڱ��������ͨ��ԭλ������ʹ֮ת��Ϊ��������[3]��ͨ���÷���������ʵ�����ѺϽ�ܼ��ڱ����Ʊ����������Ŀ�ġ�
Ȼ����˫�����ܵ����Գ��ι����뵥һ�����ܲ�ͬ��˫�����ܵ���ֲ������Ա���������ͬ�����ֽ����ı���Э���Բ�����Ѷȴ��泣���ֿ���������ȫ�ֲ�[4-5]�����Գ��ι����У�˫���֮��Ľ�����ǿ���ܷ����ס������Ա��Σ��ǹ�ע���ص㡣Ŀǰ����˫�����ܵ����Գ��η��棬ISLAM��[6]�Ի�ͭ-��ͭ˫��������(������ڻ�е���)���ڸ�ѹ���ν�������ֵģ�⡣������Ԫģ���У��ڡ�������������ñ�����-������ĽӴ��ԣ���ܵ��ڱ������ڹܵ������������ճ��Ħ���ĽӴ���ʽ��ģ����������ͨ���������Ƴ��ι��ղ��������Գɹ��Ʊ����и��ӽṹ��˫����X����ͨ�ܼ���ʵ�ʳ��εĽ����ģ���������Ǻϣ�˵���˱�����֮��ĽӴ�״̬�Լ�����Ħ����������Ч�ԣ�HASHMI��[7]��������Ԫ����������˫������ͨ�ܳ��ι����ж��ڲ�ͬ�����������ѹ�µķ�-����˹Ӧ���ֲ������ͬʱ������˫���������������г�����ʧЧ��ʽ��ALASWAD��[8]��Ҫ�о��ڸ�ѹ���ι������漰�ļ��γߴ�������������ȡ��⾶�������ں��֧�ܸ߶ȡ��ں�����ʵ�Ӱ�죻SHIGEKI��[9]�����ĵ������Լ�����ѹ������������˫�������Ϲܵij��������Լ��������������Կ���[10]������ֵģ���о���ը����˫����Fe-Al���Ϲܳ�����ͨ�ܼ������ι��ա��о�������ͨ����������Ħ�������ͳ���ѹ�����Ի�ø�������T����ͨ�ܼ����������[11]�����ڸ�ѹ���ι����Ʊ���TA1-Al˫������ͨ�ܼ������ҽ����˻�����Ӧ��˫�������ε���ѹ�����㹫ʽ����ʵ�ʳ��ξ�����Ҫ��ָ�����ã���ѵ�ҵ�[12]���þ���ѹ���Լ��������������˱�ը����316L�����-Al˫�����ܵij������ܡ��о�������������ѹ����Ϊ57.4%ʱ��������Բ����Ķ˲�δ���������ƣ�˫��������������δ���ֲַ㡣�����о����������о�˫�����ܵ����Գ��ι��ɾ�����Ҫ��ָ�����á�
��ͷ�ڹ�·ϵͳ�о�����Ҫ���ã�ֱ�ܵ����ӣ��ı����������������·�����͡������ȣ�������߹�·ϵͳ�����ԺͰ�ȫ�Ծ�����Ҫ���塣Ŀǰ���ܲ�����������Ҫ��������[13-15]��ѹ��[16]�����ȳ�ѹ����������[17]�Լ�����[18-21]�ȡ����������ι�����ȣ������������ģ�߽ṹ�������ٶȿɵ���������Բ��С���ں������С[18-23]���ʺ���Ti-Al������ͷ�����Գ��Ρ�
�ڹܲ������䷽�棬�Ѿ��в���ѧ�߽�������Ӧ���о�������BAUDIN��[24]�о��˲��þ۰�������Ϊ�����ʱ�����������Ч����������Ԫģ���У�ģ�ߡ������Լ�����о�������嵥Ԫ��ɢ���о��������������Blatz-Ko����ģ������о����ģ��֮��Ĵ���������Mooney-Rivlin����ģ������ԽϺõ�����о�����ϵ�������Ϊ��ZHANG��REDEKOP[23]��BAUDIN��[25]���о��Ĺ�����������ν�������ֵģ�⡣������Ԫģ���У��Գ���ģ�����������˿ǵ�Ԫ��ɢ���Ծ۰�����о������֧�����ã�����Ƶز�����5 MPa����ѹ���������ڹ����ڱ��档��������������ͷ�ں�ֲ�������BAUDIN�Ľ������һ�¡�XIAO��[18]�ڴ�ͳ������Ļ���������˱����ʰ뾶���䷨���ù��շ������ڽ������Ա��Σ�����˹ܲĵij��ͼ��ޡ��÷���������Ӧ�����ν���ܼ����ν����Ͳĵ��������Σ�������[22]�����������������������¹��գ�ϵͳ�о��˹��ղ�������ܱ����������ں�ֲ��Լ���Բ�ȵ�Ӱ����ɡ�ZHANG[25]��Բ�ܵ���������������۷���������������Ԫ���������乤�ս����˷������ֱ��о��������ת�뾶�����ϼ��Գ���Ч����Ӱ�졣
�����е��о����ѿ���������˫����������ͷ��������ι��ɵ��о���Ŀǰ��δ���κ���ر�������˫������ͷ��������ι����У��ڻ����ȡ��⻡���ȡ��ڲ�ں����ں���ת�뾶�������ٶȡ�Ħ�����������ƾ���ȣ��Գ��ι����и�����ͷ�Ľ������Ӧ���Լ��ں�ֲ���������ҪӰ�죬�ʱ��ĵ��о�����ָ��˫�����ܼ����������ξ�����Ҫ���塣�����������÷���������Ԫ����MSC. Marc��TA1-Al˫������ͷ�ܼ�����������̽�����ֵģ�⣬ȷ���ٽ������ǿ�ȣ�ͬʱ�о��������ٶȡ�Ħ�������Գ���Ч����Ӱ�졣������ģ��������ʵ�ʵ����������飬�Ʊ�TA1-Al˫����������ͷ��
1 ��������ι���ԭ��
�����������ý��������ԣ��ڳ���״̬�½�ֱ��������ѹ�����������ǻ��ģ�����γ������ܼ�������Ĺ���ԭ����ͼ1��ʾ������װ����Ҫ�ɳ�ͷ�����ס�о���Ͱ�ģ��ɡ�����ʱ�ѹ������ڵ������ж�λ��ͷ���У��Թ����˿�ʩ������������ǿ�ȹ�������������ǻ���Ӷ������������Ρ����������������У������������������⣬���ܵ��������������������������෴��Ħ�������á���������������������ܣ���ʹ�������Բ����������ƫ�ƣ������ڼ����������ıں���������Ӷ���֤�ܼ��ij�����������������ι��յ��ŵ���������ģ�Թ������ڡ���ͬʱԼ���ɷ�ֹ�ܼ��������״�����仯���������������ÿɼ��ٻ�����⻡��ں�ļ�����������������ι����������ͷ�ӽ���Ʒ������״�ͳߴ磬��һ���Ƚ������Գ��μ�����
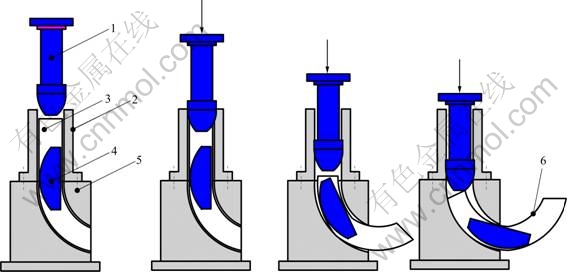
ͼ1 �����乤��ԭ��
Fig. 1 Push-bending principle: 1��Punch; 2��Guide pin; 3��Tube blank; 4��Mandrel; 5��Die; 6��Elbow
2 ����Ԫģ��
������������ι���ԭ����������άCAD����Solidworks������������еij�ͷ������+����ģ(ģ��������ϡ���ģ�ϲ�)���ڲ㡢�������ֱ���м��ν�ģ������ѹܵijߴ�Ϊd 18.6 mm��2.4 mm���ڲ����ܵļ��γߴ�Ϊd 14 mm��0.8 mm�����Ϲ������⻡���⻡���ֱ�Ϊ90 mm��58.6 mm��������ģ�͵���MSC.Marcģ��������ǰ����ģ���У����Ϲ������������嵥Ԫ�������֣�����Ԫģ����ͼ2��ʾ��TA1�Ͻ���봿���ܵ�Ӧ����Ӧ������ͨ����������ʵ���ã�������ͼ3��ʾ���ڡ������ϵ������������1���С����������ѻ���ĽӴ�ΪGLUE��ϵ������˫�����Ľ�����ǿ���趨Ϊ�ٽ����ǿ�ȡ�
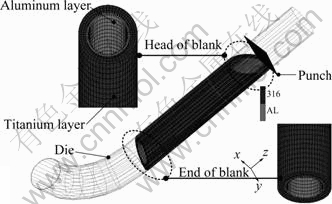
ͼ2 TA1-Al���Ϲ��������������Ԫģ��
Fig. 2 FE model of TA1-Al clad tube push-bending
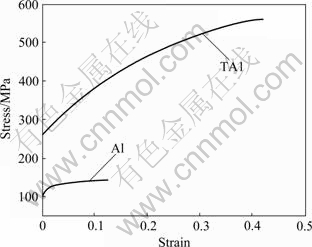
ͼ3 TA1�ܼ�������ʵӦ����Ӧ������
Fig. 3 True stress��strain curves of TA1 and Al pipe
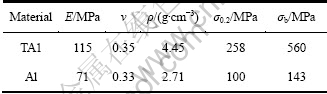
��1 ���Ϲ���ɲ��ϵ����ܲ���
Table 1 Material properties of TA1 and aluminum
3 ģ����
3.1 ����������ǿ�ȵ��ٽ�ֵҪ��
���ǿ��ֱ��Ӱ������Ч�����Ǹ�����ͷ���εĹؼ���������Ԫģ���У��趨�������ǿ�ȷֱ�Ϊ20��30��40��50 MPa��ͼ4(a)��ʾΪ�������ٶ�Ϊ2 mm/s��Ħ������Ϊ0.04�����ǿ��Ϊ40 MPaʱ�����Ľ���Ӵ�״̬�����к�ɫ�����ʾ������롣�����ƾ���Ϊ30 mm���ҽ�����ǿ��С��50 MPaʱ�������ͷ����֧�ܶ��в��Լ��������⻡�IJ�λ������������Կ��ѣ���ʱ�����Ƕ�ԼΪ��=30�㡣ͼ4(b)��ʾΪ�������ǿ�ȴ���50 MPa�����ƾ���Ϊ90 mmʱ�Ľ���Ӵ�״̬����ʱ��=90�㡣�ӽӴ�״̬�пɿ����������������ʱ��������ͷδ�����κηֲ㡣���ԣ�TA1-Al������ͷ������������У�������ǿ��Ӧ������50 MPa�����о���˫��������Ϊ��ը���Ϲ����Ʊ���ͨ��ѹ��������Խ������ǿ��Ϊ75 MPa������������������ζ�˫�������Ϲ���������ǿ�ȵ�Ҫ��
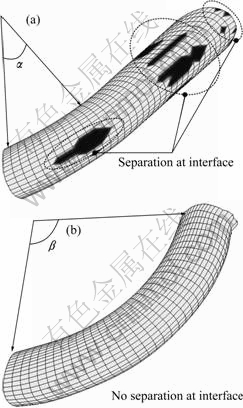
ͼ4 TA1-Al˫����������ͷ��������εĽ���״̬
Fig. 4 Interface status of clad elbow in end of push-bending: (a) Separation at interface; (b) No separation at interface
3.2 �����ٶȶ���������ε�Ӱ��
�ڶԵ�����ͷ����ʵ���������ʱ�������ٶ�ԼΪ20 mm/s���ӳ���Ч����˵�������ٶ�Խ�ӹ�Ч��Խ�ߡ�˫����������ͷ�ij��β�ͬ�ڵ�һ������������Σ�ѡȡ��С��20 mm/s�IJ�ͬ�����ٶȣ����о���ͬ�����ٶ��µĸ�����ͷ�������Ч����ͼ5��ʾΪ�������Ӧ���������ٶȵı仯���ߡ���ͼ5�п�֪���������Ӧ���������ٶȵ���������������ٶ�Ϊ10 mm/sʱ�����������Ӧ��Ϊ72.4 MPa���������ٶ�Ϊ15 mm/s��20 mm/sʱ�����Ľ������Ӧ���ֱ�Ϊ78.5 MPa��85.1 MPa��ģ���������������ٶȹ���ᵼ���ڡ�����������β�Э���̶ȼӾ磬�������������������ӣ������ļ���Ӧ������Ӧ��λ���׳��ֿ��ѻ�ֲ㡣�������ٶ�Խ�Խ�����ǿ��Ҫ��Խ�ߡ����ڱ��о����õı�ը����˫���������������ǿ��Ϊ75 MPa�����ڳ��ι�����Ӧʩ��С��10 mm/s�����Ƴ����ٶȡ�
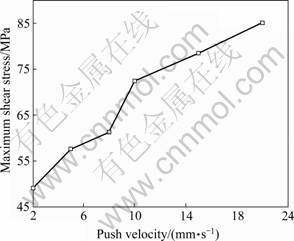
ͼ5 TA1-Al������ͷ����������Ӧ���������ٶȵı仯����
Fig. 5 Change of maximum shear stress with push velocity in push-bending process
ͼ6��ʾΪTA1-Al������ͷ�Ѳ���ڡ��⻡�ں�ֲ��������ٶȱ仯�����ߡ��ڹܲ���������У����������Ӧ������Ϲ㣬�������ڼ���״̬�����ڼ����������ʵ�ʵķ��ۻ����з���ʧЧ�����Ա����ϸ���ƴ������������״������ͼ6(a)�п��Կ������ڸ��������ٶ��£�����������72 mm���ң���Ƚ�����ͣ�����������ͷ�����к�������Ϊ���ء����Ż����Ľ�һ�����ӣ����䵽��ͷ��β�����ں�ֵ�����������������������ڲ�����β���ܵ���Ħ�����ϴ�����˲��Ͼֲ��ѻ������⣬��ͬ�������ٶ��£��⻡�ں�ֵ����˵�������ٶȶ��Ѳ�ıں�ֲ�Ӱ���С�������ٶȶ��Ѳ���ڻ��ں�ֲ�Ӱ��Ҳ��С���ڲ�ͬ�������ٶ��£��ں�������ıں�ֲ�������ͼ6(b)��ʾ�����⣬��ͼ6(a)���Կ������Ѳ����⻡�в����������������������Ϊ6.3%����Ӧȡ��λ��5�����⻡����ͷ��λ�����ڴ��ڳ�ͷ������ѹ����(����ЧӦ��ֵΪ0.88����ͼ7��ʾ)�����ڽӴ���λ���ٽ��Ӵ�������϶ѻ���������˲�ͬ�̶ȵ�����������������ʴ�87.5%���������⻡��β����������8λ�ó�������������
ͼ8��ʾΪ������ͷAl���ڻ����⻡�ں��������ٶȱ仯�����ߡ���ͼ8���Կ���������ں�ֲ���ԽϾ��ȣ�������������֡�����������������������㲻ֱ����ģ�߽Ӵ�������Ħ���������ã��ڳ�ͷ���Ѳ��ǣ�������±��Ρ����⣬��ͼ�п��Կ������ڻ���ѹ���������£��ں�ı仯��Ҫ����Ϊ���������в��ﵽ���ֵ��
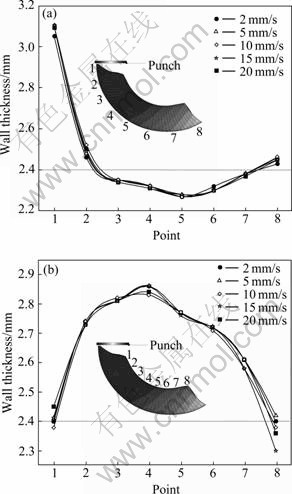
ͼ6 ������ͷTA1��ں��������ٶȱ仯����
Fig. 6 Change of wall thickness of TA1 layer with push velocity in push-bending process: (a) Extrados; (b) Intrados
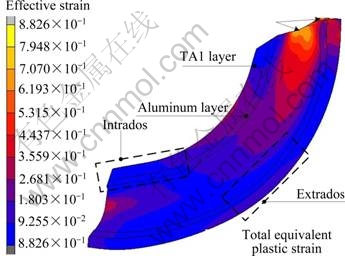
ͼ7 TA1-Al������ͷ��ЧӦ����ͼ
Fig. 7 Effective strain distribution of TA1-Al clad elbow

ͼ8 ������ͷAl��ں��������ٶȱ仯����
Fig. 8 Change of wall thickness of aluminum layer with push velocity in push-bending process: (a) Extrados; (b) Intrados
3.3 Ħ����������������ε�Ӱ��
Ħ�������Ը�����ͷ��Ӱ�첻ͬ�ڵ�һ�������ڵ�һ��������ͷ���������У���Ҫ��ע��Ħ���������ڱں�ֲ������Ե�Ӱ�졣����˫�������Ϲܵ��������ι����У�����Ҫ���DZں�����ԣ���Ҫ���ǽ����Ƿ��ѡ��ֲ㣬�����Ѷ����Բ�ͬ��0.125������ι����йܼ����ģ������Ħ��������ͨ�������������Ħ�������ɵ�����0.07~0.1֮�䡣ͼ9��ʾΪ����������Ӧ����Ħ�������ı仯���ߡ�ģ��������������Ħ�����������ӣ����������Ӧ��һֱ����Ħ���������ӣ�������TA1-Al˫�������(���ѹ�)��ģ����ǻ֮���Ħ���������ڽӴ�������ģ����ǻ�������ǿ��Ħ������ֹ���ϵ�������������Զ��Ӵ�����λ�ã����ϵ���������������С����ˣ����Ϲ��ڱں����ϳ������ٲ�����˲�����Ӧ���IJ���������״��˫�������ϹܵĽ������ǿ�Ƚ�С��������������ģ��ǿ��Ħ�����ۺ����û������俪��ֱ���ֲ㣬���յ���˫�������Ϲܼ�����ʧЧ����ͼ�п��Կ�������Ħ������Ϊ0.1ʱ�����������Ӧ��ԼΪ63 MPa����Ħ������С��0.1ʱ������Ӧ�����С����Ħ����������0.125ʱ������������Ӧ��ԼΪ78 MPa���ѳ������о���ը���Ϲ������ٽ����ǿ��75 MPa�������ڳ��ι����У�Ӧ��������С���Ϲ����������ģ����ǻ֮���Ħ������Ħ��������Сʱ���ں����ϲ������������Ե������ݶȣ��Ӷ���������������Э�����Σ����ͽ������Ӧ�����Ӷ������俪�ѡ��ֲ㡣
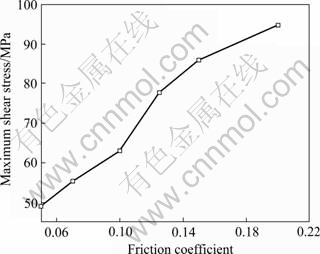
ͼ9 ����������Ӧ����Ħ�������ı仯����
Fig. 9 Change of maximum shear stress with friction coefficient in push-bending process
��������ι����У�Ħ�����öԱں�ֲ���Ӱ��Ҳ�ܴ�ͼ10��ʾΪ������ͷ���Ѳ��ڻ����⻡�ں���Ħ�������ı仯���ߡ���ͼ10(a)�п�֪������Ħ�����������ӣ����ͷ�Ӵ��Ķ˲��ں�������(Ӱ������)���в��ں���������ͬ����β���仯�����ԡ���ѡȡ��Ħ�������У�0.1��0.07��Ӧ�ϴ�ıں��������Ҫ�������Ѳ��⻡���к�λ�ã���������Ϊ6.25%���������GB/T 12459��2005��С�ߴ���ͷ��������12.5%��Ҫ��ͼ10(b)���Կ�����Ħ���������Ѳ��ڻ��ıں������Žϴ��Ӱ�죬��Ħ�������ϴ�ʱ���Ѳ��ڻ�����ͷ����λ��(���ͷ�Ͻ�)�������ԣ���Ħ��������Сʱ���ں���Ծ��ȡ�

ͼ10 ������ͷTA1��ں���Ħ�������仯����
Fig. 10 Change of wall thickness of TA1 layer with friction coefficient in push-bending process: (a) Extrados; (b) Intrados
ͼ11��ʾΪ������ͷ�Ĵ������⻡���ڻ��ں���Ħ�������仯�����ߡ���ͼ11�п��Կ�����Ħ�������ı仯����������ڻ����⻡�ں��������Ӱ�졣������ģ����ǻ�䲻ֱ�ӽӴ�����������˫�����Ľ���ұ���ϣ�����������ܵ�����ѽ���������Ӱ�죬���ڳ��ι����У��Ѳ�ı���ʵʱǣ���ڲ���������ı仯���ܵ���Ħ����Ӱ�졣��ͼ�п��Կ�������Ħ����������ʱ��ͷ��λ����������(��ͼ12(a)��ʾ)����Ħ��������Сʱ������ں�ֲ�����(��ͼ12(b)��ʾ)��

ͼ11 ������ͷAl��ں���Ħ�������仯����
Fig.11 Change of wall thickness of aluminum layer with friction coefficient in push-bending process: (a) Extrados; (b) Intrados
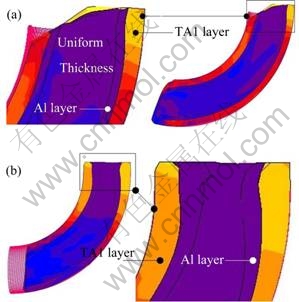
ͼ12 ��ͬĦ�������µ�TA1-Al������ͷ�ں�ֲ�
Fig. 12 Wall thickness distributions of clad elbow at different friction conditions: (a) ��=0.05; (b) ��=0.2
4 TA1-Al������ͷ�ܼ��������������
�����Ϻ�ĸ��Ϲ���������ϴ��ͿĨ��Ϳ�㣬��Ϳ�������Ȳ�С��40 ��m��CaSO4��2H2O����е�͡���֬����ְ�������Ϊ1:(3~10):(0.1~0.8)��϶��ɣ���Ϳ�����ɺ��ٴ���Ϳ�������⡣�þ���ϩ��Ĥ�Ը��Ϲ�����ڽ��а���������ģ�ߺ�ɽ�һ����������ģ����ǻ֮���Ħ���������������ģ����ͼ13(a)��ʾ���ڹ���װ��ģ�߶�λ����ͷ����ģ���ϲ�����λ���븴�Ϲ���ͷ���Ӵ���Ȼ�����������ѹ����(ͼ13(b))����̨�ϡ�ѹ������ѹ�ƶ���ͷ�˶����ڳ�ͷ�������¹�����������Σ���ͷ�˶�һ�������ֹͣ��ѹ�����ڳ�ͷΪֱ���ͣ���ģ����ǻ���������Σ�������90 mm����ʱֹͣ�˶���������ģ�õĹ����飬��������ͷ��ģ�����ѳ����ѳ����Ϲ�������������ϴ�����������ʿ������˫�������ϹܵĽ�����״�������������Ϲܼ��ڡ����ں�ֵ��
ͼ14(a)Ϊ������������15 mm/s�ٶ��������ʱTA1-Al˫����������ͷ�������ʼ���Ƭ����ͼ�п��Կ��������⻡���֣��Ѳ���������ֿ��ѡ����ν��˵����Ħ���������������ٶȹ��������£����Ϲ�����������Ρ�ͼ14(b)��ʾΪ����Ϳˢ��Ϳ�������Ϳ������ĸ��Ϲ����������ٶ�Ϊ4 mm/sʱ��ʵ�ʳ��ν������ͼ�п��Կ������������ѻ�ֲ��˫����������ͷ���⻡���֣�����δ�����κο��ѣ�����Ч�����ã�������ں�ֲ����ȡ�
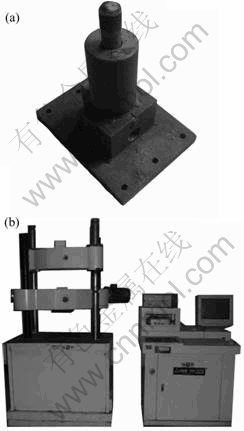
ͼ13 ���Ϲ���������豸
Fig. 13 Push-bending facilities: (a) Forming die; (b) Press
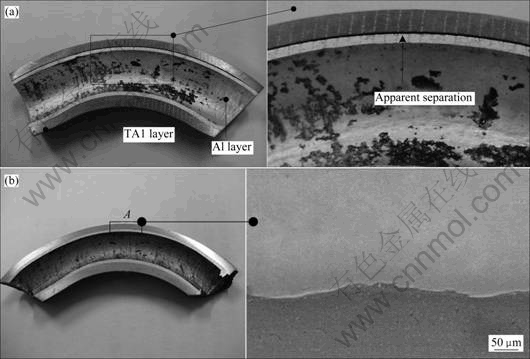
ͼ14 TA1-Al������ͷ���������Ч��
Fig. 14 Push-bending forming effect of TA1-Al clad elbow: (a) Separation of two layers; (b) Bonding well at interface
ͼ15��ʾΪ�����ٶ�Ϊ4 mm/s��Ħ������Ϊ0.1ʱ��TA1-Al������ͷģ����������������ͼ15�п��Կ�����ģ������ʵ�ʳ��ν���ڼ������η������һ�¡�ͼ16��ʾΪ�Ѳ��ڡ��⻡�Լ������ڡ��⻡��ģ����ʵ��ԱȽ���Ա�ͼ����ͼ16�п��Կ�����ģ��ֵ������ֵ�ֲ����ƻ����Ǻϡ����⣬�Ѳ��ģ��ֵ��ʵ��ֵ��Խӽ��������ģ��ֵ��ʵ��ֵ��ֵ��Խϴ������ڲ��õı�ը���Ϲ���������������ڱ�ըӲ������Ӳ��������ڽϺ��TA1����ϵ���������Ӱ���С�����Ա��������Ӱ��ϴʿ��������ģ��ֵ��ʵ��ֵ�IJ�ֵ��Խϴ���Ӳ����Ը�����ͷ����Ч����Ӱ�죬����ʵ���о����һ��չ����
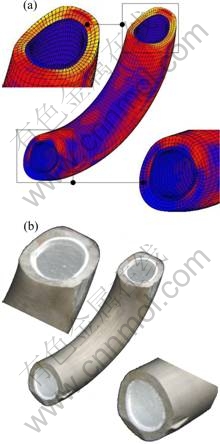
ͼ15 TA1-Al������ͷ���������Ч��
Fig. 15 Push-bending forming effect of TA1-Al clad elbow: (a) Simulation results; (b) Experimental results
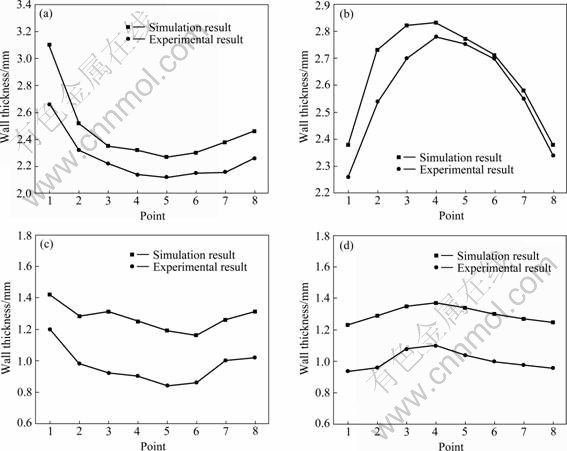
ͼ16 TA1-Al������ͷ�ں�ֲ��Ա�
Fig. 16 Comparison of wall thickness distribution of TA1-Al clad elbow: (a) Extrados of TA1 layer; (b) Intrados of TA1 layer; (c) Extrados of aluminum layer; (d) Intrados of aluminum layer
5 ����
1) TA1-Al������ͷ��������ι����У�˫�����Ľ�����ǿ���벻����50 MPa�������ǿ��С��50 MPaʱ��������ֿ���������Ҫ�Ľ��������������ͷ����֧�ܶ��в��Լ��������⻡��λ��
2) ���������ٶ�Խ�������Ӧ��Խ����Ӧ�ض�˫�������Ϲ����Ľ�����ǿ��Ҫ��Խ�ߣ�Ӧ�ڳ��ι�����ʩ��С��10 mm/s�����Ƴ����ٶȡ������ٶȶ��Ѳ�ıں�Ӱ���С���Ѳ����⻡�в����������������������Ϊ6.3%���ڽӴ���λ��������������ʴ�87.5%��
3) Ħ���������ӣ����������Ӧ����������Ħ�����������ӣ��Ѳ����ͷ�Ӵ��Ķ˲��ں�������β���仯�����ԡ�Ħ�������ı仯����������ڻ����⻡�ں��������Ӱ�졣ʵ�ʳ��ε�˫�������Ϲܼ��ڼ��γߴ硢��״������ں�ֲ�����ģ���������Ǻϡ�
REFERENCES
[1] MAHIEU J, MAKI J. Development of aluminized multi-phase steel with dual phase properties for high temperature corrosion resistance applications[J]. Steel Research International, 2003, 74(4): 225-236.
[2] SOLIMAN H M, MOHAMED K E, ABDEI-AZIM M E, HAMMAD F H. Oxidation resistance of the aluminide coating formed on carbon steels[J]. Journal of Materials Science & Technology, 1997, 13: 383-388.
[3] �� ��, ��ѵ��. �Ⱥ˾۱�ʵ����÷������U�ι�·���Ʊ�����. �й�ר��: ZL 200910264126.9[P]. 2011-08-31.
TAO Jie, GUO Xun-zhong. Preparation method of U-shape seamless pipe for tritium permeation resistance applied in fusion reactor. CN: ZL 200910264126.9[P]. 2011-08-31.
[4] ����Դ. �������Ϲ�����������ֵģ����ʵ����֤[D]. �Ϻ�: �Ϻ���ͨ��ѧ, 2008.
L? Hai-yuan. Numerical simulation and experiment verification of two-layered tube bending[D]. Shanghai: Shanghai Jiao Tong University, 2008.
[5] �� ��. ���ܸ��Ϲ��������̵���ֵģ��[D]. �人: ���пƼ���ѧ, 2004.
FANG Xiong. Numerical simulation of the polyethylene- aluminium composite pipe��s testing process[D]. Wuhan: Huazhong University of Science & Technology, 2004.
[6] ISLAM M D, OLABI A G, HASHMI M S J. Feasibility of multi-layered tubular components forming by hydroforming and finite element simulation[J]. Journal of Materials Processing Technology, 2006, 174: 394-398.
[7] HASHMI M S J, ISLAM M D, OLABI A G.. Experimental and finite element simulation of formability and failures in multilayered tubular components[J]. Journal of Achievements in Materials and Manufacturing Engineering, 2007, 24(1): 212-218.
[8] ALASWAD A, OLABI A G, BENYOUNIS K Y. Integration of finite element analysis and design of experiments to analyze the geometrical factors in bilayered tube hydroforming[J]. Materials & Design, 2011, 32: 838-850.
[9] SHIGEKI M, KEN-ICHI M, HISASHI N, KENJI H. Experimental analysis of the flattening of the cross-section, the springback and the bending moment of clad tubes in uniform bending[J]. Journal of Materials Processing Technology, 1997, 66: 270-276.
[10] ���Կ�, �� ��, ��ѵ��, ������. Fe/Al���Ϲ�Һѹ������ֵģ�⼰�����о�[J]. ��ѹ����, 2010, 35(3): 66-70.
SUN Xian-jun, TAO Jie, GUO Xun-zhong, ZHANG Li-wu. FE simulation and practice of the hydro-bulging process for Fe/Al clad tube T-shape[J]. Forging and Stamping, 2010, 35(3): 66-70.
[11] ������, �� ��, ��ѵ��, �� ��, ���Կ�. TA1/Al˫������ͨ�ܼ�����μ��ȴ�������[J]. �����ȴ���, 2010, 35(8): 65-69.
ZHANG Li-wu, TAO Jie, GUO Xun-zhong, LI Ming, SUN Xian-jun. Cold deformation and heat treatment process of Ti/Al bimetallic tee pipe fitting[J]. Heat Treatment of Metals, 2010, 35(8): 65-69.
[12] ��ѵ��, �� ��, ���Կ�, ������. ��ը����316L�����/Al���ϹܵĽ��漰�����о�[J]. �Ͼ����պ����ѧѧ��, 2010, 42(5): 641-644.
GUO Xun-zhong, TAO Jie, SUN Xian-jun, ZHANG Li-wu. Investigation on interface and performance of explosive welded SS316L/Al clad tube[J]. Journal of Nanjing University of Aeronautics & Astronautics, 2010, 42(5): 641-644.
[13] LI H, YANG H, ZHAN M, KOU Y L. Deformation behaviors of thin-walled tube in rotary draw bending under push assistant loading conditions[J]. Journal of Materials Processing Technology, 2010, 210: 143-158.
[14] ������, �� ��, ղ ÷, �� ��, �� ��, ���. ���Ͻ��ھ����ڹ���������ʵ���о�[J]. ���Թ���ѧ��, 2007, 14(6): 78-82.
SHEN Shi-jun, YANG He, ZHAN Mei, LI Cheng, LI Heng, LI Hai-feng. Experimental study on large diameter and thin-walled aluminum tube NC bending process[J]. Journal of Plasticity Engineering, 2007, 14(6): 78-82.
[15] LEE H K, VAN TYNE C J, FIELD D. Finite element bending analysis for oval tubes using rotary draw bender for hydroforming applications[J]. Journal of Materials Processing Technology, 2001, 117: 28-31.
[16] �� ��, ��С��, ������, Է����. ��ѹ�Ա������Ͻ�ܲij�Һѹ����̵�Ӱ��[J]. �й���ɫ����ѧ��, 2011, 21(2): 311-317.
SONG Peng, WANG Xiao-song, XU Yong-chao, YUAN Shi-jian. Influence of internal pressure on hydro-bending of thin-walled aluminum alloy tube[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(2): 311-317.
[17] YUAN S J, TENG B G, WANG Z R. A new hydroforming process for large elbow pipes[J]. Journal of Materials Processing Technology, 2001, 117: 28-31.
[18] XIAO X T, LIAO Y J, SUN Y S, ZHANG Z R, KERDEYEV Y P, NEPERISH R I. Study on varying curvature push-bending technique of rectangular section tube[J]. Journal of Materials Processing Technology, 2007, 187/188: 476-479.
[19] ����ƽ, �� Ȩ, ���ı�, ������. С�뾶���ڹܲ���������������칤���о�[J]. ��ѹ����, 2008, 33(5): 106-109.
XU Wei-ping, WU Quan, BAI Wen-bin, QIU Wang-biao. Study on bulging and trust bending process with small radius of thin-wall tubes[J]. Forging and Stamping, 2008, 33(5): 106-109.
[20] ZENG Y S, LI Z Q. Experimental research on the tube push-bending process[J]. Journal of Materials Processing Technology, 2002, 122: 237-240.
[21] �� ��. ��ֵģ�⼼���ڹܲ���������е�Ӧ��[D]. �Ϸ�: �Ϸʹ�ҵ��ѧ, 2009.
CAO Jun. Application of numerical simulation technique in pipe push-bending[D]. Hefei: Hefei University of Technology, 2009.
[22] ������. �ر��ڽ����ܼ�������������¹����о�[D]. ����: ����������ѧ, 2010.
CHEN Shi-qing. Research on a new process of filler push bending for very thin metal tubes[D]. Dalian: Dalian University of Technology, 2010.
[23] ZHANG Y, REDEKOP D. Shell element simulation of the push method of tube bending[J]. Materials and Manufacturing Engineering, 2006, 17(1/2): 301-304.
[24] BAUDIN S, RAY P, MAC DONALD B J, HASHMI M S J. Development of a novel method of tube bending using finite element simulation[J]. Journal of Materials Processing Technology, 2004, 128: 153-154.
[25] ZHANG Y. Finite element simulation of innovative manufacturing process for tube fittings[D]. Canada: University of Ottawa, 2008.
(�༭ ����)
������Ŀ������ʡ��ʿ�����»���������Ŀ(CX09B_077Z)������ʡ�ش�ɹ�ת��ר�����������Ŀ(BA2006067)
�ո����ڣ�2011-02-22�������ڣ�2011-07-27
ͨ�����ߣ��� �ܣ����ڣ��������绰��13347800587��E-mail: taojie@nuaa.edu.cn
ժ Ҫ��Ϊ̽��TA1-Al˫������ͷ�ܼ������Գ��ι��ɣ���������Ԫģ������ȷ��˫�������Ϲ�������εĽ�����ǿ���ٽ�ֵ������о����������ٶȡ�Ħ�������Խ���������Ӧ����������ͷ�ں�ֲ���Ӱ�졣ģ����������������ͷ������ε��ٽ���ǿ��Ϊ50 MPa�����⣬Ҫ�Ʊ������ֲ�ĸ�����ͷ�����Ƴ����ٶȺ�Ħ������Ӧ�ֱ�С��10 mm/s��0.125��������ͷ�ڼ��γߴ缰�ں�ֲ����棬ʵ����������Ԫģ��ֵ�����Ǻϡ�
