
DOI: 10.11817/j.issn.1672-7207.2017.12.017
��ͨ�����Ͳļ�ѹ���ߴ����̵���ֵģ���ʵ����֤
����1, 2��������1, 2��Ҧ����1, 2, 3
(1. ���ϴ�ѧ ���������Ƚ������������ص�ʵ���ң����� ��ɳ��410082��
2. ���ϴ�ѧ ��е�����ع���ѧԺ������ ��ɳ��410082��
3. ���������о�Ժ �������ܿ��������㽭 ���ݣ�311228)
ժ Ҫ��
���Ͳļ�ѹ���ߴ��ʵ���������̵�����Ԫģ�ͣ����÷���Ľ��滻��ϵ����Ϊ���滻�Ȳ�����ģ������Ͳļ�ѹ���߷����̡��о�����������ںϽ��������¶������ڣ�ģ���¶���ʵ���¶�ƽ��������ԼΪ8.5%��֤ʵ��ģ�͵Ŀɿ��ԣ����ӽ������Ͳĸ���λ��Ȳ��ϴ�������ȴ�����ȣ����ײ����ϴ����Ӧ���������ͲIJ������ε�ȱ�ݵķ��ա�
�ؼ��ʣ�
���Ͳ���ĩ�˴�������滻��ϵ����������������ֵģ����
��ͼ����ţ�TG156.3 ���ױ�־�룺A ���±�ţ�1672-7207(2017)12-3263-08
Numerical simulation and experimental verification of extrusion online quenching process of aluminum profile used for traffic
XU Rong1, 2, LI Luoxing1, 2, YAO Zaiqi1, 2, 3
(1. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body,Hunan University, Changsha 410082, China;
2. College of Mechanical and Vehicle Engineering, Hunan University, Changsha 410082, China;
3. Virtual Performance Development Division, Geely Automobile Research Institute, Hangzhou 311228, China)
Abstract: A finite element model for the on-line quenching process of aluminum profile extrusion with complex cross section was established. In this model, the inverse identified interfacial heat transfer coefficient was used as an important parameter to simulate the on-line quenching process of profile extrusion. The results show that the average relative error between the calculated temperature and the measured temperature is about 8.5% within the temperature range of quenching sensitivity, which verifies the reliability of the model. As a result of the characteristics of complexity in shape and difference in wall thickness, the aluminum profile produces the larger thermal stress easily during the quenching process, which makes the probability of quenching distortion increase.
Key words: aluminum profile; end quenching; interfacial heat transfer coefficient; inverse analysis method; numerical simulation
���Ž�ͨ������ҵ��Ѹ�ٷ�չ����ͨ�����ͲĵIJ�����������[1-4]���ں������������У��������Ͳ���Ҫ������������ṹ����[5]������·��·���������У����ͲĹ㷺Ӧ���ڸ�������������졢��������Լ���;�����ȴ��ͳ������������νṹ������Ҫ���������ʹ���װ�β���[6-8]����ˮ·���������У����Ͳ���Ҫ������������ͧ����ͧ����ͧ��ˮ��ͧ�ͺ���ĸ�����ϲ�ṹ���װ塢����͵ذ��[9]�����Ͳ�ͨ�����ܺ�ʱЧ�ȴ����ɴ������߲�Ʒ����ѧ���ܣ�������ʹ��Ҫ���ڴ������У�������ȴ�IJ�Ʒ�ڲ����ײ����ܴ�IJ���Ӧ�������������Ͳ��ڴ��ͺ����ӹ������б��Σ�������ӽ������Ͳ��ڴ������Ҫ����������Ť��������[10]����ˣ��о����ͲĴ����̡���ߴ����Ʒ�����ѳ�Ϊ��ǰ���ӹ�ҵ����Ҫ����[11-12]����ͨ�����Ͻ��Ͳ����ڳߴ�ں��Ⱥ���״�ǶԳƵ�����ԭ���ô�ͳ�������о�������̲����ɱ��ߡ����ڳ�������Ч�ʵ͡����ż�������������IJ�����ߣ���ֵ���漼���ձ�Ӧ���ڽ����ȴ�������Ϊ�о��ͽ�����Ͻ�������еı��ε������ṩ��һ�ָ�Ч�����õķ�����Ȼ����ģ�⾫���ںܴ�̶���ȡ���ڱ߽��������趨�������ǶԽ��滻��ϵ�����趨�ر����У���ˣ���λ�ø߾��ȵĽ��滻��ϵ����Ϊ������Ͻ�����̼����ģ�⾫�ȵ���Ҫ����֮һ������Ӱ�������ڶ࣬���滻��ϵ����ͨ����ȷ���������ۼ����ã�ֻ��ͨ��ʵ���о���ã���Ŀǰ�����ܽ�ʵ�����õ��Ľ��滻��ϵ��Ӧ����ʵ��������Ϊ�ˣ������������ij���ӽ������Ͳ����߷����̣�����ʵ�鷴��Ľ��滻��ϵ����Ϊ�Ͳļ�ѹ���߷�����ģ��ı߽���������ʵ�ָ��ӽ������Ͳ����ߴ�����ģ�⡣
1 ���Ͻ���ʵ��
1.1 ���Ͳ����߷��ʵ��
�����о������ͲĽ���ߴ���ͼ1��ʾ�������Ͳļ�ѹ���߷����ij��ҵ7 500 t��ѹ����������ɡ���������7 500 t���ͼ�ѹ���ͷ�-��-��ѹ��ˮ����һ����װ����ɡ����ߴ��װ����ȴ�����������Ͽɷ�Ϊ4��(��ͼ2��ʾ)����1�κ͵�2����������ȴ������ѡ��Ĵ��ʽ��ˮ�䡢��������䣻��3�͵�4�ξ�Ϊ��������ֻ�Ƿ����������Ƴ��Ȳ�ͬ��
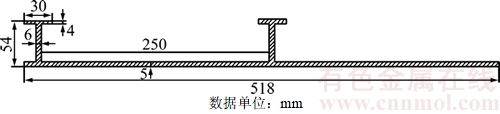
ͼ1 �������Ͻ��ͲĽ���ߴ�
Fig. 1 Section size of aluminum profile

ͼ2 �Ͳ����ߴ��װ������ֶ�ʾ��ͼ
Fig. 2 Longitudinal sketch of profile online quenching
�ô��װ����ȴ�ٶȿ�ѡ��Χ���Ҿ��кܺõĵ����ԺͲ����ԣ��ɸ��ݺϽ�������ͲĶ�����״��ѡ����ʵ���ȴ��ʽ���趨�����Ĵ���ղ�����
1.2 ���Ͻ�ĩ�˴��ʵ��
Ϊģ�����Ͳ����߷����̣���������Ӧ���Ƚ����߽���������������ͬ��������ͬ���������µ�ĩ�˴��ʵ��Ϊ���������÷����������ʵ��Ľ��滻��ϵ������������Ϊ���߷�����ģ��ı߽�������ĩ�˴��ʵ����������Ϊ�����ø��ӽ������Ͳĵ�6082��ѹ̬���ģ��仯ѧ�ɷ����1��ʾ��
��1 6082���Ͻ�ѧ�ɷ�(��������)
Table 1 Chemical composition of 6082 %

����ĩ�˴���ʵ��װ����ͼ3��ʾ������������ϵͳ(ͼ��������߿�)���������¶����ݲɼ�ϵͳ(ͼ���ұ����߿�)���ķ�������ֱ��Ϊ45 mm������ڵ�����������ľ���Ϊ60 mm�������ٶ�Ϊ30 m/s��������ʼ�¶�Ϊ520 �档
����ֱ��Ϊ30 mm������Ϊ120 mm����������ʯ���Ը��������뻷���Ļ��ȣ�ʹ�����̽��洫�ȿɽ��ƿ���һά���ȣ���ͼ4��ʾ���ھ�����������ֱ�Ϊ3��10��20 mm����ȡֱ��Ϊ3 mm�����Ϊ15 mm���ȵ�ż��װ�ף��Է���ʵ�������ʵʱ�ɼ�������T1��T2��T3���¶ȱ仯���ߡ�ʵ���¶���ͼ5��ʾ��

ͼ3 ����ĩ�˴��װ��ͼ
Fig. 3 Set-up diagram of spray quenching
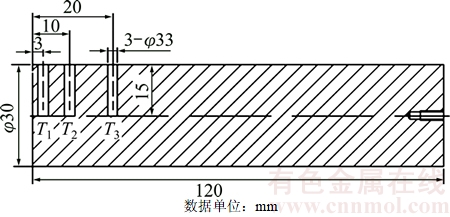
ͼ4 ����������ͼ
Fig. 4 Section size of design sample

ͼ5 ����ĩ�˴���������������ȴ����
Fig. 5 Cooling curves of T1-T3 points during air spray quenching
2 �Ͳ����ߴ���������Ԫģ�͵Ľ�������֤
2.1 ģ�͵Ľ���
��������DEFORM�������ij�������Ͻ��Ͳ����ߴ����̣����������̵�����Ԫģ�͡�
2.1.1 ��������
�Ͳĵ����ߴ������漰�ڶ������Ϊ��ģ�ͣ����ͼ���������ģʱ�������¼��裺
1) ���ǰ�������¶Ⱦ���һ�£�
2) �������ϸ���ͬ�ԣ�
3) �������������У������ʱ����¶Ⱥ㶨��
4) ֻ�����Ͳ��������֮��Ļ��ȣ����Լ�ѹ�����ȣ�
5) �����������Դ���ȵ�Ӱ�죻
6) �������Ͳ��ƶ��Խ��滻�ȵ�Ӱ�졣
2.1.2 ����ģ�͵Ľ���
���Ͻ��ͲĽ���ͼ��ͼ1��ʾ����������ע�ߴ罨���Ͳ����ߴ��ļ���ģ�͡����ڼ���ģ�ͽϸ��ӣ����IJ���UG�����Ͳĵļ���ģ�ͣ��ٵ���DEFORM�С����ں����Ͳļ�ѹ�����ȣ����ڼٶ�����������Ͳľ�ֹ����ˣ�Ϊ����ģ�����������ȡģ�ⳤ��Ϊ1 000 mm���Ͳ���Ϊģ�������ģ�͵������Ҫ��鼸�����Ƿ����ѷ졢�ص����������ȸ���ȱ�ݣ���ͨ�����������������ȱ�ݣ���������ֵ��ٶȺ�������
2.1.3 ����Ԫ����Ļ���
���������ǽ�������Ԫģ�͵�һ����Ҫ���ڣ�������ʽ�ʹ�С�Լ��㾫�Ⱥ�ģ������ֱ��Ӱ�졣��Deform�л�������ʽ��2�֣�������ַ��;������ַ���ǰ�߽���Ҫָ����Ԫ����Ŀ������������״��ô���ӣ���Ԫ�������Ǻ㶨�ģ�������ϵͳ������������������Խ���ӣ���Ԫ����Խ�ࡣ�ڶԸ��ӹ�����������ʱ��Ϊ����㾫�Ⱥͼ���Ч�ʣ��Աں��С����״���ӵIJ�λ�������ϸ�����ں�Ϻ����״�IJ�λ�������ϡ��һЩ�������Ͳij������ϴ�Ⱥ�С����������������;������ַ��Ϻá��������С�ߴ�Ϊ7 mm������������Ϊ93 071������DEFROM�ж�����ά����Ԫģ������Ļ�����ͼ6��ʾ��

ͼ6 ���Ͻ��Ͳĵ�����
Fig. 6 Mesh division of aluminum profile
2.1.4 ����������߽�������ȷ��
���߷��ģ����̵ı߽��������ذ���2���棺�������Ե��趨���Ͳı����������֮��Ӵ��������趨�����ϵĵ���ϵ���ͱ������ǶԴ���Ӱ��ϴ�������Բ�������ˣ���Լ��ز������Խ��о�ȷ�趨��ͼ7��ͼ8��ʾ�ֱ�Ϊ6082���Ͻ�ĵ����ʺͱ��������¶ȵı仯��ϵ[13]��
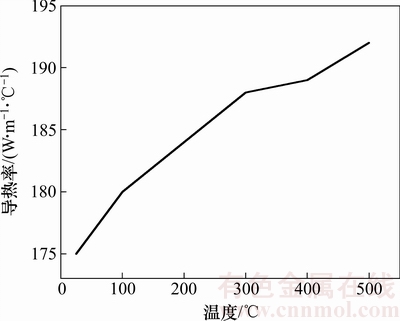
ͼ7 6082���Ͻ�����
Fig. 7 Thermal conductivity of 6082 aluminum alloy

ͼ8 6082���Ͻ������
Fig. 8 Specific heat capacity of 6082 aluminum alloy
�ͲĴ����̵Ľ��滻��ϵ����ģ�����������Ҫ����������ʵ�������в�����ã�Ҳû�����۹�ʽ���ھ�ȷ���㣬Ŀǰ��ʵ�鷴���ǽϿ��еķ�������Ȼ�÷�����ȡ�Ľ��滻��ϵ�����ȸߣ�����������ڹ�����״���ߴ��С���������ʵ���������������ڱ��ĵ��ͲĽṹ���ӣ��ߴ���������ߴ�������ֱ�Ӳ���ʵ�鷴��ý��滻��ϵ����̫��ʵ��ֻ�ܲ��ù����������Ƶļ�ʵ�鷴����滻��ϵ��������ģ��ʱ���õĽ��滻��ϵ������ͼ5�еIJ�����T1�¶ȷ������ã���ͼ9��ʾ�����巴����̿ɼ�����[14]��
Ϊ�˸��١��Ƚ��ͲIJ�ͬλ����ȴ�ٶȵIJ�������Ͳ���ѡȡ���������㣬��ͼ10��ʾ�����У�����ԭ��Ϊ�Ͳĵ��漸�����ģ��ұ�ΪX��������5�������������ֱ�Ϊ��A(21��0��54)��B(244��0��5)��C(137��0��5)��D(15��0��27)��E(244��0��2.5)��

ͼ9 ���Ͻ��Ͳ����߷��ģ��Ľ��滻��ϵ��
Fig. 9 Specific heat capacity of 6082 aluminum alloy
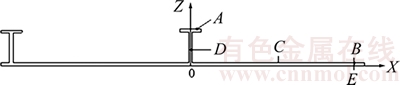
ͼ10 ���Ͻ��ͲĽ���������ʾ��ͼ
Fig. 10 Feature points distribution of aluminum profile
2.2 ģ�͵���֤
��������Ԫģ�ͣ�ͨ��ģ������÷��������Ͳĵ��¶ȳ���Ӧ�����ķֲ����ɣ�����ȷ�Ա������ʵ����֤���ڴ������У��¶ȳ��ļ�����ģ��Ӧ��Ӧ�䳡�Ļ��������������澫��Ӱ���������ʵ���ֳ���������ˣ����IJ��öԱ��Ͳ�����������¶���ģ���¶ȵķ�ʽ����֤����Ԫģ�͵Ŀɿ��ԡ���ʵ�������������ޣ�ֻ��������B��D���¶Ƚ��в�����
��ʵ������ʱ�����Ͳļ�ѹ��ģ�ں������������ߴ��ϵͳ���������С��1 m���Ͳ��ƶ��ٶ�Ϊ4.5 m/min���ڴ����1.0��1.5��3.0 m�������ȵ�ż�����Ƕ�B��D��2����в��£���ʱ�ͲĵĴ��ʱ��ֱ�Ϊ13.3��20.0��40.0 s��Ϊ�������Ͳ�����ÿ�������������5�Ρ�B��D��2����1.0��1.5��3.0 m����ģ������¶���ʵ���¶ȷֱ����2�ͱ�3��ʾ����ʵ��ֵ��ȣ�ģ�����õ���B��D��2���¶ȵľ���������-16~-36 �淶Χ�ڡ�Ϊ��һ������3��ģ������ʵ�ʽ���IJ�𣬽�ģ�����õ�B��D��2���¶Ⱥ�ʵ���¶Ƚ��бȽϣ���ͼ11��
��ͼ11(a)��(b)���Կ�����������B�㻹��D�㣬ģ�������¶���ʵ��ֵ����һ�£����Ŵ����У�������������¶�Խ�ͣ����Խ��������[15]��6082���Ͻ�TTP���ߵıǼ��¶�Ϊ335 �棬��������¶�����Ϊ225~445 �档��Ȼ���ڱ�2�ͱ�3�У���������¶��������¶ȳ���ģ�⾫�Ƚϸߣ�ƽ��������ԼΪ-8.5%�����Ǽ��¶ȴ�������������ͣ�ԼΪ-5.6%��
��2 ������B��ʵ���¶���ģ���¶�
Table 2 Measured and simulated temperatures of point B

��3 ������D��ʵ���¶���ģ���¶�
Table 3 Measured and simulated temperatures of point D

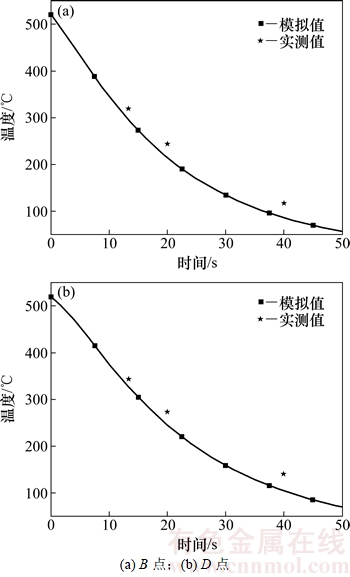
ͼ11 ������ʵ���¶���ģ���¶ȱȽ�
Fig. 11 Comparison of measured and simulated temperatures
�����Ϸ�����֪���ںϽ��������¶������ڣ��¶�ģ������ʵ�ʽ��ƽ��������ԼΪ-8.5%��˵������������Ԫģ�;��нϸߵ�ȷ�ԺͿɿ��ԡ���ˣ��Ը�ģ��Ϊ�����������Ͻ��Ͳ����ߴ����̽���ģ���о��Ǻ����ġ�
3 ģ���������
�����ͲĽṹ���ӣ��ں��ȣ��ڴ������в�ͬ��Ȳ�λ����ȴ���ʲ�ͬ��������¶Ȳ����ȱ�Ȼ���ڱں��б仯��λ����Ӧ��Ӧ�䣬�����յ����Ͳı��Ρ���ʵ�������У��趨�Ĵ�����Ϊ30 m/s�����ľݴ˶Դ����̽�����ֵģ�⣬������ͬʱ���Ͳ��ڲ��¶Ⱥ�Ӧ��Ӧ��ķֲ����ɡ�
3.1 �¶ȳ�
�ڴ������У��Ͳ����¶ȷֲ���ʱ��ı仯ֱ�ӷ�ӳ���Ͳı�������ȴ���ʼ�Ļ�����������Ǽ���Ӧ��������֯����ʱ��仯�ĸ��ݡ�Ϊ�������Ͻ��ͲĴ������¶ȳ��ı仯���ɣ�ѡȡ10��20��30��40 sʱ�Ͳ��¶ȳ����жԱȣ���ͼ12��ʾ����ͼ12��֪���Ͳ��¶����Ŵ��ʱ�����Ӷ����Ͻ��ͣ��ڴ��10��20��30��40 sʱ�����Ͻ��Ͳ�����¶ȷֱ�Ϊ400��277��192��134 �棬����¶ȷֱ�Ϊ363��241��163��111 �棬������²���ֱ�Ϊ37��36��29��23 �棬�ɼ�����¶Ȳ�������ʱ�����Ӷ���С���ͲIJ�ͬ��λ���¶Ȳ�������ȴ�ٶȲ�һ�����£�ͨ���ڱ�������Ե�ͱ�����ȴ���졣�����Ͻ�����Կ��������[0��10)��[10��20)��[20��30)��[30��40) s��4�����Ͳĵ������ȴ���ʷֱ�Ϊ15.7��12.3��8.5��5.8 ��/s����С��ȴ���ʷֱ�Ϊ12.0��12.2��7.8��5.2 ��/s���ɼ��������Ͳ���ȴ����졣���ڴ�ʱ�Ͳ��¶Ƚϸߣ�����ǿ�Ⱥܵͣ���ˣ����������Ρ�
�ڴ������У�Ϊ�˸������ط�ӳ�Ͳ��¶ȳ���ʱ��ı仯���ɣ��ؽ�ͼ10��������A��B��C��D��E���¶ȱ仯��ͼ����ͼ13��ʾ����ͼ13�ɼ�����5����������¶�������о����ȿ����½��������ɵ������½����ڴ����ڣ�A��B��2���¶���ȴ��죬D����ȴ������5��������֮����²������������С�����ƣ�������²�С��30 �棻��50 sʱ�������������¶Ⱦ�����100 �棻��100 sʱ�������������¶Ȼ����ﵽ��ӽ����¡�
ͼ12��ͼ13ֱ�۵ط�ӳ�����Ͻ����ͲĴ������е��¶ȳ��仯���ɺͲ�ͬ��λ����ȴ���ʲ�������˵�����ͲĽϱ���λ�úͿ�����Եλ�ã��������������Ƚϴ��¶��½����죻�෴�����ͲĽϺ��λ�úͿ����м�λ�ã���λ���������Ӧ�������������������ʹ����ͬ���������µ��ص��¶��½�����������Ӧ�Ͳ���ͬ��λ�����������B���¶�Ҫ�ȴ������ĵ�E���¶���ȴ�Կ죬�����ڴ˴��ں�����С����ʹ�����²��С�����Ͽ�֪�����Ͻ��ͲIJ�ͬ��λ�ĺ�Ȳ���Լ�������״�ĸ������ǵ����ͲIJ�ͬ��λ�����ȴ���ʲ�����ͬ����Ҫԭ��
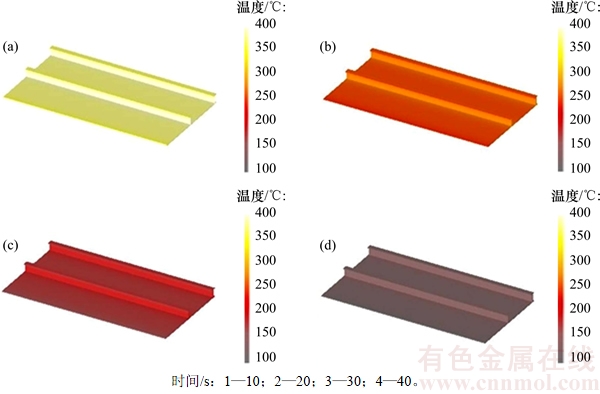
ͼ12 ���ͬʱ���Ͳ��¶ȷֲ�
Fig. 12 Temperature distribution of aluminum profile in different quenching time

ͼ13 ���Ͻ��ͲĴ������в�ͬ��λ�������¶ȱ仯����
Fig. 13 Cooling curves of feature points during quenching
3.2 Ӧ��Ӧ�䳡
���ߴ��������ͲĻ�е���ܵ�ͬʱ��Ҳ��Ȼ�����Ͳ��ڲ���һ���IJ���Ӧ��������Ӧ����Ӱ���Ͳĵ�ƣ��ǿ�ȺͿ�Ӧ����ʴ�����������Ͳĵ���ѧ���ܣ���ˣ��б�Ҫ���������ֵģ�������Ϊ�����ͲĴ������ṩ�ο���
�ڴ������У��Ͳ��ڲ����ܲ�����֯Ӧ������Ӧ����ǰ�����Ͳ�������֯ת�䲻��������ģ��������Ͳ���ȴʱ��ͬ��λ������һ������ġ������������Ͻ�û��Ӱ�죬���ԣ����о�ֻ�����¶Ȳ������������Ӧ�������Ͻ����ͲIJ�ͬ���ʱ�̵ĵ�ЧӦ���ֲ���ͼ14��ʾ��
�ڴ������У�Ӧ����Ҫ���зֲ����Ͳı�Ե�����ڲ�λ���ҳ��������ټ�С�����ƣ�������λ��Ӧ����С����ͼ14(c)��ͼ14(d)��֪��5 sʱ���Ͳĵ����Ӧ���Ѿ��ܽӽ����������̵����Ӧ����2/3��10 sʱ�Ͳĵ����Ӧ���Ѵﵽ���������������Ӧ����83.5%��˵��0~10 s���Ͳ��ڲ�Ӧ���Ŀ��ٷ�չ�Σ�����ǰ������������ȴ���ʺ�����²��0~10 s����һ�µġ��Ͳ��ڳ������100 sʱ��������ȴ������Ӧ����Ҫ�ֲ����Ͳ�����ǿ��Ķ����ͱ�Ե��λ����ֵ��5 MPa���ڡ�
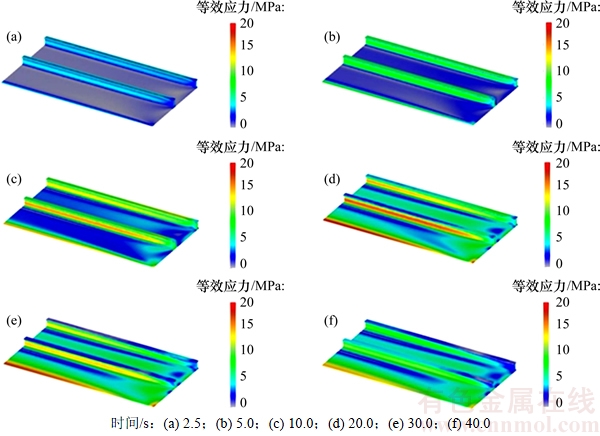
ͼ14 ���ͬʱ���Ͳĵ�ЧӦ���ֲ�ͼ
Fig. 14 Equivalent stress distributions of aluminum profile in different quenching time
������A��B��C��D��E��Ӧ���仯������ͼ15��ʾ����ͼ15��֪��B��C��D��E���Ӧ���仯����һ�£������������ټ�С��ֻ��A�������2������ͼ�С���̣��ڴ��0~10 s�Σ���C���⣬����4��Ӧ���ϴ���10~25 s�Σ�B��C��D��E��Ӧ���������������ֵ����A��������ֵ�½�����Сֵ����25~50 s�Σ�B��D��E��Ӧ��Ѹ���½���C���Ӧ��Ҳ�Էdz��������ٶ��½�����A��Ӧ�����ٴδﵽ���2����ֵ����50~100 s�Σ�����5���Ӧ���������½���
��ͼ14��ͼ15��֪���Ͳ���״���ӵIJ�λ�Լ�������Ե�IJ�λ������Ӧ���ϴ�������У�Ӧ���仯����Ҳ�ϴ���״�ϼIJ�λ������Ӧ����С��������Ϊ���ʱ���ͲĵĽ�����״Խ���ӡ���ȴ�ٶ�Խ�죬������ȴԽ�����ȣ���������Ӧ��ҲԽ����Ӧ���������ϵĸ�������ǿ��ʱ���佫�������Ա��Σ������α��λ��۵�һ���̶�ʱ���ͲĽ�����Ť�����ƻ���
���Ͻ��Ͳ���ȫ��ȴ���Ӧ��ֲ������ͼ16��ʾ����ͼ16��֪���Ͳ�ֻ�ڲ��ֺ�Ƚϱ���������ں�СӦ�䣬���������Ӧ�䷢��������Ҫ����Ϊ�ͲĽṹ���Ӻͷ����ȴ�ٶȽ�����һ���棬�ṹ

ͼ15 ���Ͻ��ͲĴ����̲�ͬ��λ������Ӧ���仯����
Fig. 15 Stress curves of feature points during quenching
�ĸ����Իᵼ�´������Ͳĸ���λ��ȴ�����ȳ̶ȼӴ�ʹ���ͲĽϱ���λ�ͱ�Ե��λӦ��ƫ�����ڷ������Σ���һ���棬�ڷ�������£��Ͳ��������ȴ�ٶȽ�����ʹ���Ͳĸ���λ֮����¶Ȳ���̫�Ӷ��ھֲ���������Ӧ��Ҳ��С�������˱��εķ�����

ͼ16 ���Ͻ��ͲĴ����ȫ��ȴ��ĵ�ЧӦ��ֲ�
Fig. 16 Equivalent strain distribution of aluminum profile after quenching cooling completely
4 ����
1) ���ij���ӽ������Ͳļ�ѹ���߷��ʵ���������̣�����������Ԫģ�ͣ����÷������ͬ����������ĩ�˴��ʵ����滻��ϵ������ģ�ͣ�ģ��������Ͳ����ߴ����̡�
2) �ںϽ��������¶������ڣ�ģ������¶���ʵ������¶�ƽ��������ԼΪ8.5%����֤��ģ�͵Ŀɿ��ԡ�
3) ���ӽ������Ͳĸ���λ��Ȳ��ϴ�������ȴ�����ȣ����ײ����ϴ����Ӧ��������Ӧ���������ϵĸ�������ǿ��ʱ���佫�������Ա��Σ������α��λ��۵�һ���̶�ʱ���ͲĽ�����Ť�����ƻ���
�ο����ף�
[1] ������. �������ͨ����[J]. �й����̿�ѧ, 2008, 10(5): 79-85.
YANG Yuchun. Aluminium and rail vehicle transportation[J]. Chinese Engineering Science, 2008, 10(5): 79-85.
[2] ������. ���Ͻ��ѹ������״���ͼ�Ӧ��ǰ������[J]. ���ӹ�, 2005(2): 5-9.
LIU Jingan. Current situation of aluminum forging production and application prospect of forgings[J]. Aluminium Fabrication, 2005(2): 5-9
[3] ������, ������. �������Ͻ��Ͳļ�����;[J]. ��ɫ�����ӹ�, 2002, 31(3): 40-46.
LIU Jingan, WANG Jiaxin. Large aluminium alloy profiles and their applications[J]. Nonferrous Metals Processing, 2002, 31(3): 40-46.
[4] ����, лˮ��. ���������Ͻ��Ͳļ�ѹ������ֵģ�⼼����չ�ſ�[J]. ���ӹ�, 2011(6): 16-22.
LIU Peng, XIE Shuisheng. Development situation of large-scaled aluminum profiles and its numerical simulation technology[J]. Aluminium Fabrication, 2011(6): 16-22.
[5] ����. ���Ͻ��ں��캽���е�Ӧ��[J]. ���ӹ�, 2009(3): 50-53.
ZHANG Yu. Application of aluminum alloy to aerospace industry[J]. Aluminium Fabrication, 2009(3): 50-53.
[6] ����. �����ڳ�������ҵ�е�Ӧ��[J]. ������������, 1999(5): 29-33.
WU Liben. Application of Aluminum material in the manufacture industry of rolling stock[J]. Foreign Rolling Stock, 1999(5): 29-33.
[7] ��÷��. ���Ͻ����촬ҵ�е�Ӧ���뷢չ[J]. ������ɫ����, 2005(11): 26-28.
HE Meiqiong. Application of Aluminum alloy in ship building[J]. World Nonferrous Metals, 2005(11): 26-28.
[8] ������. ���Ͻ�ѹ�����²��ϵ��з��ſ���Ӧ��ǰ��[J]. ���ӹ�, 2014(6): 12-18.
LIU Jingan. Research & development and application for aluminium alloy extrusion and its new material[J]. Aluminium Fabrication, 2014(6): 12-18.
[9] ��ѧ��. ���Ͻ��ڽ����е�Ӧ��[J]. ���ӹ�, 2003(1): 10-12.
LING Xuefeng. Application of aluminum alloy in vessel[J]. Aluminium Fabrication, 2003(1): 10-12.
[10] ���, ���ľ�, �̳�. �������Ͳ����ߴ������װ�����о���״[J]. �����о���Ӧ��, 2011, 5(3): 186-189.
ZHOU Nan, QI Wenjun, CAI Chang. Research status of on-line quenching technology and equipment of aluminum alloy profiles in China[J]. Materials Research and Application, 2011, 5(3): 186-189.
[11] ��в�, ������, ��ʤ��, ��. ��ȻʱЧ��Al-Zn-Mg-Cu�Ͻ��������Ե�Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2015, 46(6): 2007-2014.
LI Chengbo, ZHANG Xinming, LIU Shengdan, et al. Influence of natural aging on quench sensitivity of Al-Zn-Mg-Cu alloy[J]. Journal of Central South University (Science and Technology), 2015, 46(6): 2007-2014.
[12] ������, �Ŷ���, ��ʤ��, ��. ����ĩ�˴�������о�3��7000ϵ���Ͻ�Ĵ���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2015, 46(2): 421-426.
ZHANG Xinming, ZHANG Duanzheng, LIU Shengdan, et al. Hardenability of three 7000 series aluminum alloys based on Jominy end quench test[J]. Journal of Central South University (Science and Technology), 2015, 46(2): 421-426.
[13] Ԭ��, ��ΰ��, ��ռ��, ��. ��ͬ��ȴ��ʽ�»���ϵ���IJ��������[J]. �����ȴ���ѧ��, 2005, 26(4): 115-119.
YUAN Jian, ZHANG Weimin, LIU Zhancang, et al. Measurement and calculation of heat transfer coefficient under different cooling modes[J]. Transactions of Materials and Heat Treatment, 2005, 26(4): 115-119.
[14] ZHANG L Q, LI L X. Determination of heat transfer coefficients at metal/chill interface in the casting solidification process[J]. Heat Mass Transfer, 2013, 49(4): 1071-1080.
[15] ��¶¶. 6xxxϵ���Ͻ����ߴ��TTP���ߵ��о�[D]. ��ɳ: ���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ, 2012: 41-44.
LIU Lulu. Investigation of the TTP curve of 6xxx aluminum alloys for on-line quenching[D]. Changsha: Central South University. School of Materials Science and Engineering, 2012: 41-44.
(�༭ �²ӻ�)
�ո����ڣ�2016-12-22�������ڣ�2017-03-04
������Ŀ(Foundation item)�����ҡ�ʮ���塱�Ƽ�֧�żƻ���Ŀ(2011BAG03B02)��������Ȼ��ѧ��������������Ŀ(51075132)(Project(2011BAG03B02) supported by the National Science and Technology Pillar Program during ��Twelfth Five-Year�� Plan Period of China; Project(51075132) supported by the National Natural Science Foundation of China)
ͨ�����ߣ�Ҧ���𣬲�ʿ���������������������о���E-mail��yaozaiqi@163.com
ժҪ������ij���ӽ������Ͳļ�ѹ���ߴ��ʵ���������̵�����Ԫģ�ͣ����÷���Ľ��滻��ϵ����Ϊ���滻�Ȳ�����ģ������Ͳļ�ѹ���߷����̡��о�����������ںϽ��������¶������ڣ�ģ���¶���ʵ���¶�ƽ��������ԼΪ8.5%��֤ʵ��ģ�͵Ŀɿ��ԣ����ӽ������Ͳĸ���λ��Ȳ��ϴ�������ȴ�����ȣ����ײ����ϴ����Ӧ���������ͲIJ������ε�ȱ�ݵķ��ա�
[1] ������. �������ͨ����[J]. �й����̿�ѧ, 2008, 10(5): 79-85.
[2] ������. ���Ͻ��ѹ������״���ͼ�Ӧ��ǰ������[J]. ���ӹ�, 2005(2): 5-9.
[3] ������, ������. �������Ͻ��Ͳļ�����;[J]. ��ɫ�����ӹ�, 2002, 31(3): 40-46.
[4] ����, лˮ��. ���������Ͻ��Ͳļ�ѹ������ֵģ�⼼����չ�ſ�[J]. ���ӹ�, 2011(6): 16-22.
[5] ����. ���Ͻ��ں��캽���е�Ӧ��[J]. ���ӹ�, 2009(3): 50-53.
[6] ����. �����ڳ�������ҵ�е�Ӧ��[J]. ������������, 1999(5): 29-33.
[7] ��÷��. ���Ͻ����촬ҵ�е�Ӧ���뷢չ[J]. ������ɫ����, 2005(11): 26-28.
[8] ������. ���Ͻ�ѹ�����²��ϵ��з��ſ���Ӧ��ǰ��[J]. ���ӹ�, 2014(6): 12-18.
[9] ��ѧ��. ���Ͻ��ڽ����е�Ӧ��[J]. ���ӹ�, 2003(1): 10-12.
[10] ���, ���ľ�, �̳�. �������Ͳ����ߴ������װ�����о���״[J]. �����о���Ӧ��, 2011, 5(3): 186-189.
[13] Ԭ��, ��ΰ��, ��ռ��, ��. ��ͬ��ȴ��ʽ�»���ϵ���IJ��������[J]. �����ȴ���ѧ��, 2005, 26(4): 115-119.
[15] ��¶¶. 6xxxϵ���Ͻ����ߴ��TTP���ߵ��о�[D]. ��ɳ: ���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ, 2012: 41-44.
