
���±�ţ�1004-0609(2007)12-2054-05
�������7075/SiCp�������ϲ��ϼ�ѹ���ε���ֵģ��
�� ������ �ԣ�������
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410082)
ժ Ҫ��
����Deform-2D����Ԫ�������������7075/SiCp�������ϲ��ϼ�ѹ���ν�����ֵģ�⡣ģ����õļ�ѹ��������Ϊ����ѹ��4~100������Ԥ���¶�300~450 �棬��ѹ���ٶ�2~20 mm/s������������ڼ�ѹ��������Ӧ�����¶ȱ仯���ң�����ģ����ڴ����������ֵ����ѹ�Ⱥͼ�ѹ�ٶ�Խ��Ӧ��Խ���¶�ЧӦҲԽ�������������7075/SiCp�������ϲ�����Ѽ�ѹ����Ϊ������Ԥ���¶�350~400 �桢��ѹ��16~50����ѹ���ٶ�5~15 mm/s����ֵģ��������ʵ�����ֵ�ǺϽϺá�
�ؼ��ʣ�
7075Al/SiCp���ϲ����������������ѹ������������Ԫ����ֵģ����
��ͼ����ţ�TG 146���� ���ױ�ʶ�룺A
Numerical simulation on extrusion deformation of
spray-deposited 7075/SiCp aluminum matrix composite
LEI Min, ZHANG Hui, LI Luo-xing
(College of Materials Science and Engineering, Hunan University, Changsha 410082, China)
Abstract: The extrusion deformation of spray-deposited 7075Al/SiCp composite was simulated by using rigid-plastic finite element method (FEM) on DEFORM-2D soft word. The condition of numerical simulation on extrusion deformation is that the extrusion ratio is 4-100, preheating temperature of billet is 300-450 �� and extrusion ram speed is 2-20 mm/s. The results indicate that the maximum stress and temperature occur in the die entry section. The stress and temperature effect increase with increasing extrusion ratio and ram speed. The optimal processing parameters for the extrusion of 7075Al/SiCp composite are obtained as follows: the billet preheating temperature of 350-400 ��, extrusion ratio of 16-50 and extrusion ram speed of 5-15 mm/s. The numerical simulation results agree well with experimental ones.
Key words: 7075Al/SiCp composite; spray-deposition; extrusion; rigid-plastic FEM; numerical simulation
�������ϲ��Ͼ��нϸߵı�ǿ�ȡ��ȸնȡ�����ģ������ĥ�Ժ͵͵�������ϵ�����ɲ��ô�ͳ�����ӹ����շ������졣̼�����������ϲ����ں��պ��졢�������������������DZ�����ҵ����ʾ�����Ӧ��DZ��[1-4]�����ż����ѧ�Ŀ��ٷ�չ������Ԫ����Ӧ�õ�������죬��������Ԫ��ģ��������Գ��ι����ǵ�ǰ���������Լӹ������ǰ���о����ݣ��ѳɹ����ڶ��ֳ��ι��յ����۷���[5-6]��Ŀǰ�������о��߶��������ϲ��ϵ��ȼӹ���Ϊ���˴����о�[7-9],�����ε�[7]�о�������乲��6066���Ͻ�/SiC��̨�����ڲ�ͬ�¶ȵİ��̬ģ�ͣ��о�����SiC�����ڰ��̬�ӹ����Էֲ����ȣ�����������á�Herba��[10]������Ԫ���������о�6061���Ͻ��ڼ�ѹ��������ǿ����Al2O3����������ε�Ӱ�죬�о�����������ǿ����Al2O3���������ӣ��Ͻ�Ŀ��������ҲԽǿ���ڱ����������ű��γ̶ȵ����Ӻͼ����¶ȵ����ߣ��Ͻ�Ŀ�����������ͣ���ѹ�Ⱥͼ�ѹ���ٶ�Խ���¶�ЧӦҲԽ������Cavaliere��[11]��2618�������ϲ��ϵ��¶�����̽���������Ԫ��ֵģ�⣬�ó�������Ѷ������������Ȼ��ȴδ����������Ԫ��������7075/SiCp�������ϲ����ȼ�ѹ���ε�����о�������
�������߲���Deform-2D����Ԫ�������������7075/SiCp�������ϲ��ϼ�ѹ���ν�����ֵģ�⣬������ѹ�ȡ�����Ԥ���¶Ⱥͼ�ѹ���ٶȵȹ��������Լ�ѹӦ�����¶ȵ�Ӱ�죬��ͨ������ʵ����֤��ֵģ���������ĺ����ԣ��Ի���������7075/SiCp�������ϲ�����Ѽ�ѹ������Ϊ�����ƶ����ȼӹ����պ�ģ����ơ���ֹ��ѹ���ι����в��������ṩָ����
1 ģ������
1.1 ����ģ��ѡ��
�о����ϱ�����Ϊʱ������ͨ��������ѧ��ʽ�Բ��ϱ��ι����е�����Ӧ��������������һ��ѧģ�;��Dz��ϵı���ģ�͡�ģ����Ҫ�ֳ�����[12-13]����һ��ģ��ֱ��������������(���¶ȡ�Ӧ�����ʵ�)������Ӧ����Ӱ�죻�ڶ���ģ���������ϵĽṹ�ı仯������Ӧ����Ӱ�졣
���ȼӹ������У��������ڴ�Ӧ�䣬Ӧ��Ӱ������Ӧ����Ч�����Ժ��ԣ�����������Zener��Hollomon������õ�һ��ģ��[14]��

ͨ����ʽ(1)д��

ͼ1��ʾΪ7075/SiCp�������ϲ����ڶ���Ԥ���¶�Ϊ300~450 ���Ӧ������Ϊ0.01 s-1ʱ��ѹ������ʱ��Ӧ����Ӧ�����ߡ�ͨ��7075/SiCp�������ϲ�����ѹ������Ӧ����Ӧ�����ߣ���������Ӧ�����з���������ȷ��ʽ(2)�и�������ֵ���ɴ˿��Եõ�7075/SiCp�������ϲ��ϼ�ѹ���εı������̣�
![]()
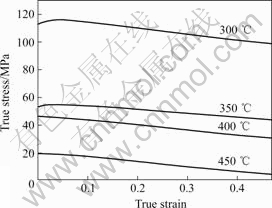
ͼ1 7075Al /SiCp�������ϲ�����ѹ������Ӧ����Ӧ������
Fig.1 Curves of true stress��strain for 7075Al/SiCp composite during hot compression
1.2 ģ�����
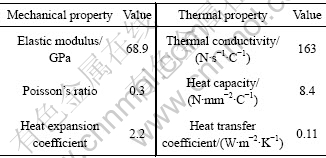
ʵ����7075/SiCp�������ϲ��ϻ��廯ѧ�ɷּ���1��SiCp�ĺ���Ϊ15��(�������)����ʼ���ܶ�Ϊ0.9����Ӧ������Ӧ��Ĺ�ϵ������Gleeblel500��ģ�������ɣ����ι���ȫ���ɼ�������Ʋ��Զ��ɼ�ʵ�����ݡ�������Ӧ��ģ�ͼ���DEFORM ����Ԫ�����������ڸ����ı���״̬�����µ�����Ӧ�������ݵ����ʽ����������DEFORM ����Ԫ���������������������Զ���ֵ���㡣�ڽ�����ģ�����ʱ��ģ�Ǿ�Ϊ90?��90?��ģ���ʵ���Բ�ǣ�����Բ��������ֱ��Ϊ160 mm����200 mm��ģ�����1/2ƽ��ģ��,Ħ������Ϊ0.3������ʾ��ͼ��ͼ2 ��ʾ���������ϲ������ڱ�2����ѹʱ����Ԥ���¶ȷֱ�Ϊ300��350��400��450 �棬��ѹ���ٶȷֱ�Ϊ2��5��10��20 mm/s����ѹ�ȷֱ�Ϊ 4?1��16?1��50?1��100?1��
��1 ʵ����SiCp/7075Al�������ϲ��ϵĻ�ѧ�ɷ�
Table 1 Chemical compositions of 7075Al/SiCp composite (mass fraction, %)


ͼ2 ��ѹ����Ԫģ��ʾ��ͼ
Fig.2 Scheme of extrusion FEM model
��2 ��ֵģ��ʱ���ϵĻ�������
Table 2 Parameters of materials for numerical simulation
2 ģ���������
2.1 Ӧ�����¶ȷֲ�
ͼ3(a)~3(b)��ʾ�ֱ�Ϊ����Ԥ���¶�Ϊ400 �棬��ѹ��Ϊ16����ѹ���ٶ�Ϊ5 mm/s�����¼�ѹ�����е�ЧӦ���ֲ����ߺ͵�Ч�¶����ߡ���ͼ3 ���Կ���������ģ��ģ�ڴ���Ӧ�����¶����������Ӧ��������¶Ⱦ�������ģ��ڴ������Ӧ��ֵΪ84.4 MPa������¶�ֵΪ415 �档������λ�ĵ�ЧӦ������Ч�¶����߷ֲ��Ͼ��ȡ���ģ��ڴ�������Ӧ������������ͼ3(a)��ʾ������Ҫ����Ϊ��ѹ�����м�ѹͲ�Ͱ�ģ��������֮��Ӵ�Ħ���������ã�ʹ��ѹ�������������ٶȵ������IJ��֣������ڱ�����ܸ�����Ӧ�������IJ����ܸ���ѹӦ�����˸�����Ӧ��Խ������ģ��ڴ�����ֵԽ�����¶�ЧӦҲԽ������
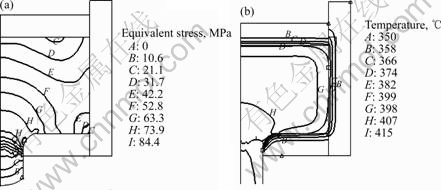
ͼ3 7075/SiCp������ѹ�����е�ЧӦ�����¶ȷֲ�
Fig.3 Distributions of equivalent stress and temperature during extrusion of 7075/SiCp composite
2.2 ��ѹ�ȶ��������ϲ��ϱ��ε�Ӱ��
��ѹ�ȶ��������ϲ�����ѧ���ܵ�Ӱ����Ҫ����γ̶ȡ�Ӧ��״̬�Լ�������֯�����йء����ż�ѹ�ȵ����ӣ��������γ̶����������߸���ϸ�ܣ���������ϸ�����ڴ�ͬʱ�����������ٶ����ӣ���ѹ��Ҳ��֮�������ɴ�������¶�ЧӦԽ������
ͼ4(a)��(b)��ʾΪ��ѹ���ٶ�Ϊ2 mm/sʱ7075/SiCp�������ϲ��ϸ���ѹ�ȵ����Ӧ��������¶�������¶ȵı仯���ߡ���ͼ4 ��ʾ����ͬ������Ԥ���¶������£���ѹ��Խ�����Ӧ��ֵ������¶�ֵҲԽ������Ԥ���¶�Ϊ300 ��ʱ����ѹ��Ϊ4ʱ�����Ӧ��ֵΪ128 MPa������¶�Ϊ308 �棻��ѹ��Ϊ100ʱ�����Ӧ��ֵΪ179 MPa������¶�ֵΪ373 �档����ѹ����ͬʱ,���Ӧ��ֵ������¶���������٣�������¶�ֵ������ζ���Ԥ���¶ȵ�������������ͼ4��ʾ����ѹ��Ϊ100������Ԥ���¶�Ϊ300 ��ʱ�����Ӧ��ֵΪ179 MPa������¶�ֵΪ373 �棻����Ԥ���¶�Ϊ450 ��ʱ�����Ӧ��ֵΪ53.7 MPa������¶�ֵΪ455 �档����Ҫ����Ϊ���ż�ѹ�ȵ������¶�ЧӦԽ���������Ŷ����¶ȵ����ߣ������������±仯��1) �����ظ����ٽᾧ���ظ�ʹ���ν����õ�һ���̶ȵ�������2) �ٽ��Ӧ�����ͣ�����ϵ���ӡ����ƿ����ı����ǽ���������ԭ�Ӽ�Ľ�������¶�Խ�ߣ�ԭ�ӵĶ���Խ��ԭ�Ӽ�Ľ������Խ�������ٽ��Ӧ�����͡����⣬���ڲ�ͬ�Ļ���ϵ�������¶ȵ����ߣ��ٽ��Ӧ�����͵��ٶȲ�ͬ������ڸ���ʱ�����ܳ����µĻ���ϵ��3) ��������֯�ṹ�����仯��4) ������(����ɢ����)���ü����绬��(���б�)���õļ�ǿ[15]��
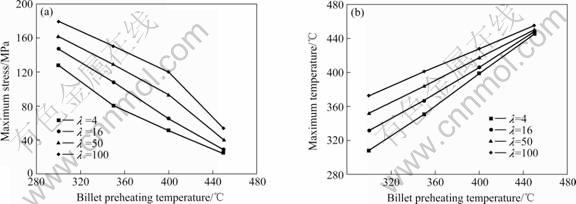
ͼ4 ��ѹ���ٶ�Ϊ2 mm/s ʱ���Ӧ��������¶��붧��Ԥ���¶ȵĹ�ϵ
Fig.4 Relationships between maximum stress (a), maximum temperature (b) and billet preheating temperature at ram speed of 2 mm/s
2.3 ��ѹ�ٶȶ��������ϲ��ϱ��ε�Ӱ��
������ѹ���ι����У�80% ���ϵı����������ܷ�ʽ�ͷ�, �Ӷ������������¶����ߡ������ٶ�Խ��, ��λʱ���ڵı�����Խ��, ������Խ��, ɢ��������ʱ��Խ����, �������Խ��������ѹ�ٶ�ͬ����Ա����������״̬������ҪӰ�졣
ͼ5(a)~(b)��ʾΪ��ѹ��Ϊ16 ʱ����ͬ��ѹ���ٶ�ʱ7075/SiCp�������ϲ��ϵ����Ӧ��������¶��涧��Ԥ���¶ȵı仯���ߣ������ͼ5��ʾ����ͼ��֪������Ԥ���¶���ͬʱ����ѹ���ٶ�Խ���ϲ��ϵ����Ӧ��ֵ������¶�ֵҲԽ������Ԥ���¶�Ϊ300 �棬��ѹ���ٶ�Ϊ2 mm/sʱ�����ϲ��ϵ����Ӧ��ֵΪ147 MPa������¶�Ϊ332 �棻��ѹ���ٶ�Ϊ20 mm/sʱ�����ϲ��ϵ����Ӧ��ֵΪ201 MPa������¶�ֵΪ384 �档��ѹ���ٶ���ͬʱ�����ϲ��ϵ����Ӧ��ֵ�涧��Ԥ���¶���������٣�������¶�ֵ���涧��Ԥ���¶ȵ�������������ͼ5��ʾ����ѹ���ٶ�Ϊ20 mm/s������Ԥ���¶�Ϊ300 ��ʱ�����ϲ��ϵ����Ӧ��ֵΪ201MPa������¶�ֵΪ384 �棻����Ԥ���¶�Ϊ450��ʱ�����ϲ��ϵ����Ӧ��ֵΪ60.2 MPa������¶�ֵΪ459 �档����Ҫԭ���������������棺1) ���ӱ����ٶ�ʹ����������ٽ��Ӧ�����ߣ�����Ϊһ����Ҫ��ʹ��Ŀ�����λ��ͬʱ�˶�����һ����Ҫ��λ���˶����ٶ��������ӱ����ٶȱ�����ʹ��Ŀ�����λ��ͬʱ�˶����Ӷ�ʹ�����ٽ��Ӧ���������ٶ�Խ���ٽ��Ӧ��ҲԽ��2) ���ӱ����ٶȣ��¶�ЧӦ�������������¶Ƚ����ߡ��¶�����ʱ�����������ظ����ٽᾧ���������ٽ��Ӧ�����͡�
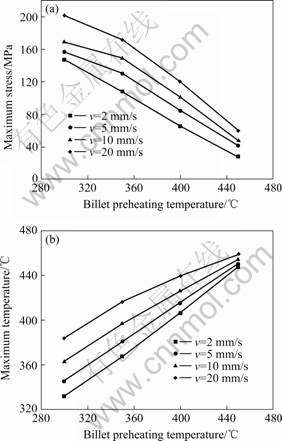
ͼ5 ��ѹ��Ϊ16 ʱ���Ӧ��������¶�ֵ�涧��Ԥ���¶ȵı仯
Fig.5 Relationship between maximum stress (a), maximum temperature (b) and billet preheating temperature at extrusion ratio of 16
3 ���ļ�ѹ����ʵ��
����7075/SiCp�������ϲ���Բ����ѹ�������ڼ�ѹ��Ϊ16������Ԥ�����¶�Ϊ350 �棬��ͬ��ѹ���ٶ������£����м�ѹʵ�顣����������Ƭ��ͼ6 ��ʾ��

ͼ6 7075Al /SiCp�������ϲ��ϼ�ѹ������Ƭ
Fig.6 Photo of extruded bar of 7075Al /SiCp composite
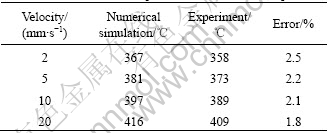
��3����Ϊ����¶ȵ���ֵģ��ֵ����ʵ����ıȽϡ�����������֪����ֵģ������ʵ��ʵ������������ϡ��ɴ˿ɼ���ʵ���ģ����������ʵ�ķ�ӳ�������ϲ��ϼ�ѹ���ι��̵ı仯�����
��3 ��ͬ��ѹ���ٶ�������¶���ֵģ��ֵ��ʵ��ֵ�ıȽ�
Table 3 Comparison of maximum temperature between numerical simulation and experiment at different ram speeds
4 ����
1) ����Deform-2D����Ԫ�������������7075/SiCp�������ϲ��ϼ�ѹ���ν�����ֵģ�⡣��ѹ��Ϊ4~100������Ԥ���¶�Ϊ300~450 �棬��ѹ���ٶ�Ϊ2~20 mm/s��
2) �ڼ�ѹ��������Ӧ�����¶ȱ仯���ң�����ģ��ڴ����������ֵ����ѹ�Ⱥͼ�ѹ�ٶ�Խ��Ӧ��ҲԽ���¶�ЧӦҲԽ������
3) �������7075/SiCp�������ϲ��ϵ���Ѽ�ѹ����Ϊ������Ԥ���¶�350~400 �桢��ѹ��16~50����ѹ���ٶ�5~15 mm/s����ֵģ��������ʵ�����ֵ�ǺϽϺá�
REFERENCES
[1] Miller W S, Zhuang I, Bottenm J, Wittebrood A J, de Smet P, Haszler A. Recent development in aluminum alloy for the automotive industry[J]. Mater Sci Eng A, 2000, 280(1): 37-49.
[2] Rakand H J, H iskanen P W. Deformation structures and flow stress in aluminum containing short whisker[J]. Light Metal Age, 1984(2): 223-226.
[3] Ibrahim I A, Mohamed F A, Lavernia E J, Kholeif S E. Particulate reinforced metal matrix composites a review[J]. J Mater Sci, 1991, 26(5): 1137-1155.
[4] �� ��. ̼���������ǿ�������ϲ��ϵĺ��պ���Ӧ��[J]. ���Ϲ���, 2002(6): 3-6.
CUI Yan. Aerospace application of silicon carbide particulate reinforced aluminium matrix composites[J]. Material Engineering, 2002(6): 3-6.
[5] Kobayashi S I, Ahan T. Metal forming and the finite element method[M]. New York: Oxford University Press, 1989: 1-13.
[6] �� ��, �� ��, ��ӱ��, ��ѩ��. ���������ģ�����Ͳļ�ѹ���ι���[J]. �й���ɫ����ѧ��, 2003, 13(11): 1165-1170.
ZHOU Fei, SU Dan, PENG Ying-hong, RUAU Xue-yu. Simulation of aluminum material extrusion process with finite volume method[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(11): 1165-1170.
[7] ������, �� ��, ����. 6066/SiCp���乲�������ϲ��ϵİ��̬�ӹ�[J]. �й���ɫ����ѧ��, 1998, 8(4): 595-599.
KANG Zhi-tao, ZHANG Hao, CHEN Zhen-hua. Semi-solid processing of spray co-deposited 6066/SiCp composites[J]. The Chinese Journal of Nonferrous Metals, 1998, 8(4): 595-599.
[8] CHEN Zhen-hua, HE Jian-jun, YAN Hong-ge, XIA Wei-jun. New technology for the preparation of fine-grained aluminum alloy[J]. Metal Casting Technologies, 2005, 12(12): 28-33.
[9] ZHAN Mei-yan, CHEN Zhen-hua, ZHANG Hui, YAN Hong-ge. Flow stress behavior of porous FVS0812 aluminum alloy during hot compression[J]. Mechanics Research Communications, 2006, 33(4): 508-514.
[10] Herba E M, McQueen H J. Influence of particulate reinforcements on 6061 materials in extrusion modeling[J]. Mater Eng, 2004, 372(1/2): 1-14.
[11] Cavaliere P, Cerri E, Evangelista E. Isothermal forging modeling of 2618+20%Al2O3p metal matrix composite[J]. Journal of Alloys and Compounds, 2004, 378(2): 117-122.
[12] Zener C, Hollomon J H. Effect of strain rate upon plastic flow of steel[J]. Journal of Applied Physics, 1943, 15(6): 22-32.
[13] Fields D S, Bachofen W A. Determination of strain hardening characteristics by torsion testing[J]. Proc Soc Test Mater, 1957, 57: 1259-1272.
[14] Gronostajski Z. The constitutive equations for FEM analysis[J]. Journal of Materials Processing Technology, 2000, 106(1/3): 40-44.
[15] �����, �� ��, ����, ������. 7075Al/SiCp���ϲ��ϵ���ѹ�����α�Ӧ������֯��Ϊ[J]. ���ϵ���, 2006, 20(5): 271-272.
LI Hong-zhang, ZHANG Hui, CHEN Zheng-hua, HE Yu-song. The flow stress and microstructure behaviors of 7075Al/SiCp composites during hot compression deformation[J]. Materials Review, 2006, 20(5): 271-272.
(�༭ ������)
ժ Ҫ������Deform-2D����Ԫ�������������7075/SiCp�������ϲ��ϼ�ѹ���ν�����ֵģ�⡣ģ����õļ�ѹ��������Ϊ����ѹ��4~100������Ԥ���¶�300~450 �棬��ѹ���ٶ�2~20 mm/s������������ڼ�ѹ��������Ӧ�����¶ȱ仯���ң�����ģ����ڴ����������ֵ����ѹ�Ⱥͼ�ѹ�ٶ�Խ��Ӧ��Խ���¶�ЧӦҲԽ�������������7075/SiCp�������ϲ�����Ѽ�ѹ����Ϊ������Ԥ���¶�350~400 �桢��ѹ��16~50����ѹ���ٶ�5~15 mm/s����ֵģ��������ʵ�����ֵ�ǺϽϺá�
