
���±��: 1004-0609(2006)05-0835-06
�����벻������þ�ֺϽӽ�ͷ����֯������
������1, �� ��1, ��־��1, ��ѧ��1, 2, �� ��1, 3
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ, ��ɳ 410083;
2. ������ϼ������о���, ����100076;
3. ������Ͻ��������ι�˾, ������ 150060)
ժ Ҫ��
�ֱ����Al-Mg-Zr��Al-Mg-Zr-Sc�Ͻ�˿Ϊ������, ��2mm���Al-Mg-Sc�Ͻ𱡰���ж������屣������, Ȼ������ֺ��ӽ�ͷ������֯����ѧ���ܽ��жԱ��о��� �������: �������ֺ�˿���ӵ�Al-Mg-Sc�Ͻ𱡰�ĺ��ӽ�ͷǿ��ϵ��������0.9�� ������Al-Mg-Zr-Sc�Ͻ�˿Ϊ������ʱ, ���쾧����֯����ϸ��, �ۺ����γɵ�ϸС���ᾧ������˻����뺸�������ϵĽ����, ���ӽ�ͷ������ǿ�ȱȲ���Al-Mg-Zr�Ͻ�˿Ϊ������ʱ�����100MPa, ���������Al-Mg-Sc�Ͻӹ���������ǿ��, ��˺���Al-Mg-Sc��ĸ��˲���Al-Mg-Sc-Zr��˿��
�ؼ���: ��þ�ֺϽ�; ��˿; �ۺ���; ���ӽ�ͷ; ��֯������ ��ͼ�����: TG146
���ױ�ʶ��: A
Microstructure and properties of Al-Mg-Sc alloy weld joints filled with Al-Mg-Zr and Al-Mg-Zr-Sc weld wires
CHEN Su-li1, JIANG Feng1, YIN Zhi-min1, LEI Xue-feng1, 2, NIE Bo1, 3
(1. School of Materials Science and Engineering, Central South University,
Changsha 410083, China;
2. Institute of Spaceflight Material and Technology, Beijing 100076, China;
3. Northeast Light Alloy Co. Ltd., Harbin 150060, China)
Abstract: The Al-Mg-Sc alloy sheets with 2mm thickness were welded by manual labor inert-gas arc welding method, the mechanical properties and microstructures of Al-Mg-Sc alloy weld joints filled with Al-Mg-Zr or Al-Mg-Zr-Sc welding wires were studied comparatively. When the Al-Mg-Zr-Sc welding wire was used as filling material, the grains of welding seam were refined obviously, and the weld joint was greatly strengthened by forming of fine equiaxial grains layer in fusion zone. The results show that, the coefficients of welded joints are both greater than 0.9, but the yield strength of weld joint filled with Al-Mg-Zr-Sc welding wire is greater 100MPa than that of filled with Al-Mg-Zr welding wire. It indicates that the Al-Mg-Zr-Sc welding wire is the best alteration of filling materials to weld of Al-Mg-Sc alloy.
Key words: weld of Al-Mg-Sc alloy; weld wire; fusion zone; weld joint; microstructure and properties
�Դ�ǰ����ѧ���������, Sc��Al�Ͻ�ı��������Ѿ�����������о��ߵĹ�ע�������о��� ��ĿǰΪֹ, ScΪ����Ч���Ż����Ͻ����ܵĺϽ�Ԫ��, �����Ͻ�����������������������Ͻ���ۺ�����[1], �ر����������������ɽ���Ԫ��(��Zr, Ti)��������ʱ, Ч������[2]�� Sc�����Ͻ�����Ҫ����������̬��֯ϸ������, ��Al���干���L12��Al3Sc���ӵij���ǿ������, ��ɢ�ֲ���Al3Sc�ʵ�ǿ�Ҷ���λ������Ч�����ƺϽ��ٽᾧ������[3-5]��
Sc�������������Ͻ�ĺ�������, ����ʱ���׳���Һ������, ����Ч���ͺ��������Ƶ�����ϵ��, �����ȴ����ܱ��������ķ��ٽᾧ�ṹ, ��ǿ�ȸ���[6-9]�� �ڴ�ͳ�IJ����ȴ���ǿ����Al-Mg�Ͻ�����������, ʹ������ʴ����õ����Ͻ�ͬʱ���и��õ�ǿ�Ⱥͺ�����, ������������Ͻ��Ӧ�÷�Χ, Al-Mg-Sc�Ͻ����ڶ���˹��Ӧ���ں��캽�յ�����[10]��
�������߷ֱ����Al-Mg-Zr��Al-Mg-Zr-Sc�Ͻ�˿Ϊ�����϶�Al-Mg-Sc�Ͻ𱡰���ж������屣������, Ȼ������ֺ��ӽ�ͷ������֯����ѧ���ܽ����˶Ա��о�, ּ�ڴ�����֯�Ƕ��о�Sc���亸�����ܵ�Ӱ��, Ϊ��þ�ֺϽӹ���������ṩʵ�����ݡ�
1 ʵ��
1.1 ʵ�����
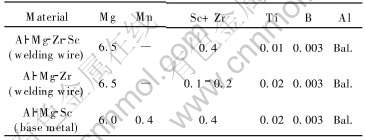
�����û���Ϊ2mm���Al-Mg-Sc�Ͻ𱡰�, �ֱ����Al-Mg-Zr��Al-Mg-Zr-Sc�Ͻ�˿(���ϴ�ѧ����)Ϊ�����Ͻ��ж������屣�����ӡ� ��˿�����ĵĻ�ѧ�ɷ����1���С�
��1 ���ĺͺ�˿�Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of base metal and welding wire (mass faction, %)
1.2 ��˿�Ʊ�����
��˿���Ʊ�����Ϊ�Ͻ�˿�ɷ���ơ����ϡ��ۻ����ۼ�������������ˡ������������������ѹ���������м��˻�����ģ���������澫�Ρ��̾�����հ�װ�� Sc����Al-2Sc�м�Ͻ�(���ϴ�ѧ�Ʊ�)����ʽ����, Zr����Al-10Zr�м�Ͻ����ʽ����, �ر���Ƶ����ģ���칤��˳����ɺ�˿�ļ����� ��������� ��������, �������տ��Գ���������˿��������ۡ� ��ʪ�����ɵ������㡣
1.3 ���ӽ�ͷ��֯���ܲ��Է���
�ں��Ӻõ�Al-Mg-Sc������ش�ֱ���췽���ȡ��������, ����Instron8019 �������������������ѧ���ܲ�����ȷ�����ӽ�ͷ��ǿ��ϵ���� ���õ���Ӳ�ȼ�(�غ�Ϊ29.4N)�غ��ӽ�ͷ��ֱ�����������Ӳ�Ȳ���, �۲캸�ӽ�ͷ��ͬ��λӲ�ȵı仯�� ͨ��������Լ�������Ĥ���Ʊ����ӽ�ͷ�Ľ�����Ʒ, �ù�ѧ����(POLTAR-MET)����ƫ��۲졣 Ϊ�˹۲�ͷ������ӽ�ͷ�Ϻ������Ӱ����������֯����仯, �ں��ӽ�ͷ��ͬ����ȡ���Ƴɵ羵��Ĥ��Ʒ, ����羵(Tecnai G220 S-TWIN)�Ϲ۲�������֯��
2 ���������
2.1 ���ӽ�ͷ������ѧ����
����Al-Mg-Zr��Al-Mg-Zr-Sc�Ͻ�˿Ϊ������ʱ, Al-Mg-Sc�Ͻ��ĺ��ӽ�ͷ�������������2���С� һ�㺸�ӽ�ͷ���������ܲ���������ǿ��, �������ױ����������������Al-Mg�Ͻ��ǿ��(�ر�������ǿ��), Ϊ���о����ֶԺ�����֯�����ܵ�Ӱ��, ���о�ͬʱ�Ժ��ӽ�ͷ������ǿ�Ƚ����˲��ԡ�
�ɱ�2�ɿ���, ���ֺ�˿�ĺ��ӽ�ͷǿ��ϵ��������0.9, ����Al-Mg-Zr-Sc�Ͻ�˿ʱ���ӽ�ͷ����ǿ�Ƚϸߡ� Ӧ��ע�����, ����Al-Mg-Zr�Ͻ�˿ʱ���ӽ�ͷ����ǿ��Ϊ188MPa, ������Al-Mg-Zr-Sc�Ͻ�˿ʱ���ӽ�ͷ����ǿ�ȸߴ�287MPa(Լ�����100MPa), �ɴ˿ɿ���, ���������ߺ��ӹ���������ǿ�ȡ�
��2 ���ӽ�ͷ����������
Table 2 Mechanical properties of welded joint

2.2 ���ӽ�ͷ��Ӳ�ȷֲ�������֯
�Բ���Al-Mg-Zr�Ͻ�˿��Al-Mg-Zr-Sc�Ͻ�˿Ϊ�����ϵĺ��ӽ�ͷ����������Ӱ����(heat affected zone, HAZ)��������Ӳ�Ȳ���, �ຸ�����IJ�ͬ���봦����Ӳ�ȷֲ���ͼ1��ʾ�� ��ͼ1�ɿ���, ��Al-Mg-Zr��Al-Mg-Zr-Sc�Ͻ�˿Ϊ������ʱ, ���ӽ�ͷ����Ӳ�ȷֲ�������һ�µ�, ���������������Ӳ�Ƚϵ�, �뿪������������Ĺ���ʱ, Ӳ�������ߡ� ����Ӳ��ֵ����ȷ����Ӱ������ΧԼΪ4mm, ����Al-Mg-Zr-Sc�Ͻ�˿Ϊ������ʱ, �������ĵ���Ӳ�ȱ���Al-Mg-Zr�Ͻ�˿ʱ�ߡ�
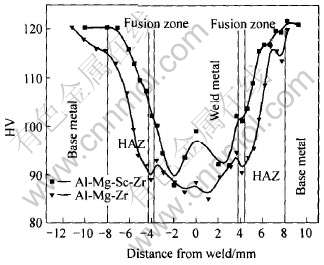
ͼ1 Al-Mg-Sc�Ͻ��ĺ��ӽ�ͷ��Ӳ�ȷֲ�
Fig.1 Vickers-microhardness distribution of
Al-Mg-Sc alloy welded joint
ͼ2��ʾΪ����Al-Mg-Zr�Ͻ�˿Ϊ������ʱ���ӽ�ͷ�������ġ� �ۺ�������Ӱ��������֯�� ��ͼ2�ɿ���, ���������������ϴ�, ������������ë״��֦��(ͼ2(a)); �����ۺ����ڿɹ۲쵽��ɢ���෴������������״����֯(ͼ2(b)), ���������ᾧ�ĵ�������֯�� ��ͼ2(c)��ʾΪ���IJ��ֵ���Ӱ����, ֻ�к�С��Χ�ľ����������ٽᾧ��
ͼ3��ʾΪ����Al-Mg-Zr-Sc��˿���ӵĽ�ͷ�������ġ� �ۺ����Լ���Ӱ����������֯�� ���������Ǵ�С��ͬ���ᾧ�������̬��֯(ͼ3(a)), ���쿿���ۺ�������֯û�м����������ͨ������ֵ������ᾧ����״��, ���Ƿdz�ϸС�ĵ��ᾧ(ͼ3(b))�� �������ۻ�������Ӱ�����ֲ��������ٽᾧ(ͼ3(c))��
ͼ4��ʾΪ��Al-Mg-Zr-ScΪ��˿ʱ���ӽ�ͷ��Ӱ��������������TEM�� ��ͼ4(a), (b)��(c)�п��Էֱ�۲쵽δ�ٽᾧ���������ά��֯�� ��ʼ�ٽᾧ�����Լ���ȫ�ٽᾧ�ľ����� ��ͼ4(d)���Կ�����ȴʱ������������һ��Al3(Sc, Zr)��������, �������ӳ�����״, ������������干��
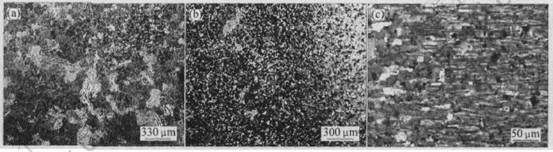
ͼ2 ����Al-Mg-Zr�Ͻ�˿Ϊ������ʱ���ӽ�ͷ�������� �ۺ�������Ӱ����������֯
Fig.2 Microstructures of welding zone(a), fusion zone(b) and soft zone in HAZ(c) of welded joint using Al-Mg-Zr welding wire as filling material
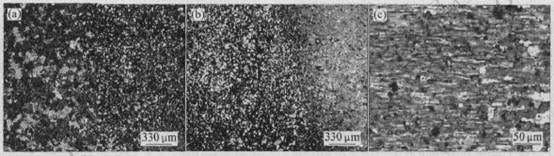
ͼ3 ����Al-Mg-Zr-Sc�Ͻ�˿Ϊ������ʱ���ӽ�ͷ������֯
Fig.3 Microstructures of welding zone(a), fusion zone(b) and soft zone in HAZ(c) of welded joint using Al-Mg-Zr-Sc welding wire as filling material
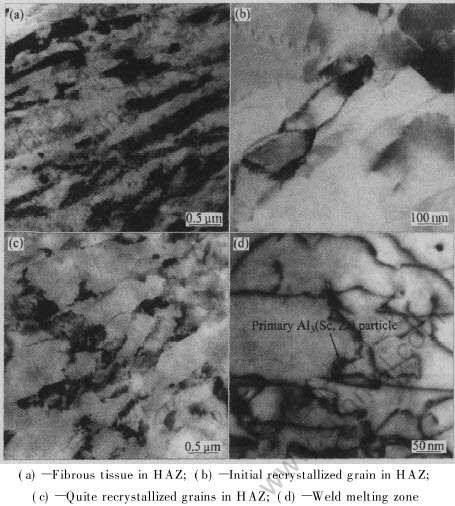
ͼ4 ����Al-Mg-Zr-Sc�Ͻ�˿Ϊ�����ϵĺ��ӽ�ͷ��TEM��
Fig.4 TEM images of welded joint using Al-Mg-Zr-Sc welding wire as filling material
3 ����
3.1 ��Al-Mg-Zr��˿���ӵĽ�ͷ����֯����
���ݺ��ӽ�ͷ��Ӳ�ȷֲ�����ͬ��������֯�����˺��ӽ�ͷ������֯ģ��ͼ(��ͼ5)��
ͼ5(a)��ʾΪAl-Mg-Zr��˿���ӽ�ͷ����֯ģ��ͼ�� ��ͼ5(a)�ɿ���, ������ͬʱ���ڴ����ִ�֦����ϸС���ᾧ, ���������˴�ߴ�(100~200��m)����ë״֦���� �������ں��ӹ������۳��ڸ��������ȴ�ٶȺ�����Ũ�Ȳ�ͬ�Լ��¶���ɷֵIJ������Ե��º����ڴ־���ϸ��������֡�
�ۺ�����Ҫ����ɢ���෴������������״���㼰�ܱ���һ��ϸ���ᾧ��ɡ� �������ں���ʱ����Һ���ȶȽϸ�, �ۻ��˲���ĸ�ġ� �ڿ���ĸ�IJ���, �����¶���Խϵ�, ĸ����Al3Sc�� Al3(Sc, Zr)�ڶ������ӳ�Ϊ�Ǿ����κ˺���, �γ�һ�����Ƽ�����ϸ����; ��Զ��ĸ�IJ��������¶Ƚϸ�, ����Ĵ�����ͨ��ϸ�����پ�ĸ������ɢʧ, ɢ�ȷ�������ǿ�� ���ڴ�ֱĸ�ĺ���淽��ɢ�����, ϸ�������������䴹ֱ��֦�������ȳ���, ���ܳ�Խȡ���������ھ�������, �γɽϴִ�ĵ�������״����
3.2 ��Al-Mg-Sc-Zr��˿���ӵĽ�ͷ����֯����
ͼ5(b)��ʾΪAl-Mg-Zr-Sc��˿���ӽ�ͷ����֯ģ��ͼ�� ��ͼ5(b)�ɿ���, �������IJ�������ƽ�������ߴ�60��m�Ĵ�С��ͬ�ĵ��ᾧ���, ���쾧��������ϸ���� �������ڸ�������Sc��Zr�ȵ�������Zr���и��õľ���ϸ��Ч���� ��������Zrʱ, ���̹����������ij���Al3Zr����Ϊ�ķ�DO23�ͽṹ, a=0.4013nm, c=1.732nm, ��Al����ṹ���Ƴ̶Ȳ���, ���ܴﵽ��õľ���ϸ��Ч��; ����������Sc��Zrʱ������Al3(Sc, Zr)��Al3(Ti, Sc)�������ӵľ�������(LI2)�������ߴ�[ 11 ]����弫Ϊ����, ����ȷdz�С, ����ܵõ���õľ���ϸ��Ч��[ 12 ]��
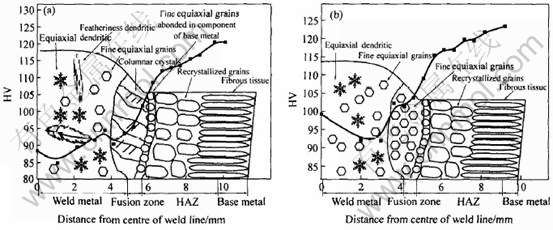
ͼ5 ��Al-Mg-Zr(a)��Al-Mg-Zr-Sc(b)��˿���ӵĺ�������֯ģ��ͼ
Fig.5 Microstructure models of weld line by Al-Mg-Zr(a) and Al-Mg-Zr-Sc(b) welding wire
�ۺ���Ҳ��ȫ��ϸС�ĵ��ᾧ���(ƽ�������ߴ�Ϊ20��m)�� �������첿�ֵ��ۺ�����, ������Al3Sc�� Al3(Sc, Zr)������Ϊ�Ǿ����κ˵ĺ����ʵ�, ͬʱ���ڽ���Һ�и��۵��Al3Sc�� Al3(Sc, Zr)�����谭����ǰ�ص��ƶ�, ��������״��������, �Ӷ��γ����ۺ����ڵĵ��ᾧ�㡣
����Ӱ����, �����е�Al3(Sc, Zr)�ڶ��������ں�����ѭ����ʱ�����������в���ֻ����ž�, ��Ȼ�����ڻ����ж�λ�����Ǿ�����������, ����˰�ĵ��ٽᾧ�¶�, ʹ�����ٽᾧ����Ӱ������Χ��С[13-15], ͬʱҲ��������Ӱ�����������̶ȡ�
3.3 Sc��Al-Mg-Sc�Ͻӽ�ͷ��ѧ���ܵ�Ӱ��
����Al3(Sc, Zr)�ڶ������������ٽᾧ������, ���ӽ�ͷ��Ӱ�����Ա��ֽϸߵ�ǿ��, ���������ľ�����߲�ǿ��, ���ӽ�ͷ����ʵ��ʱ���ѷ�������Խ������ۺ���(��Ӳ��ͼ1�п��Կ���)�� ���ò����ֵĺ�˿��������ʱ, �ۺ�����֯�Դִ��������״��Ϊ��; �����ú��ֺ�˿��������ʱ, �ۺ�����ϸС���ᾧ��ɡ� Hall-Petch��ʽ��ָ��, ������ϸ����������߽���������ǿ��, ͬʱ, Al3(Sc, Zr)�����ӶԾ����λ���Ķ�������Ҳ��ʹ��������ǿ������[16]��
���ӹ�����ǿ�������������ǿ��Ϊ�ο���, �������ǿ�ȼ�����˲��ϵ�����ǿ�ȡ� ����Al-Mg-Zr-Sc��˿��������ʱ������ǿ�ȱ���Al-Mg-Zr�Ͻ�˿��������ʱ�ĸ�100MPa(�����53%), ���Al-Mg-Sc�Ͻ�����ò���Al-Mg-Zr-Sc��˿���к��ӡ�
4 ����
1) Al-Mg-Zr-Sc��˿�����Ը��ƺ��ӽ�ͷ������֯, Sc������ϸ���������ĵ���֯�� �����ִ�֦���Լ������ۺ�������״���������γ�ϸ���㡣
2) Al-Mg-Sc�Ͻ��IJ���Al-Mg-Zr��Al-Mg-Zr-Sc��˿����ʱ, ���ӽ�ͷǿ��ϵ��������0.9; ������Al-Mg-Zr-Sc��˿����ʱ, ���ӽ�ͷ����ǿ�ȱȲ���Al-Mg-Zr��˿��100MPa, ����˺��ӹ���������ǿ��, ���Al-Mg-Sc�Ͻ��ĵĺ�����ò���Al-Mg-Zr-Sc��˿Ϊ�����ϡ�
3) Al3(Sc, Zr)��������Ч�����ƺ�����Ӱ������Ļ����ٽᾧ��Ϊ, �����������������֯, �����Al-Mg-Sc�Ͻ��Ŀ�����������������
REFERENCES
[1]YIN Zhi-min, JIANG Feng, PAN Qing-lin, et al. Microstructures and mechanical properties of Al-Mg and Al-Zn-Mg based alloys containing minor scandium and zirconium[J]. Trans Nonferrous Met Soc China, 2003, 13(3): 515-520.
[2]YIN Zhi-min, PAN Qing-lin, ZHANG Yong-hong, et al. Effect of minor Sc and Zr on the microstructure and mechanical properties of Al-Mg based alloys[J]. Mater Sci and Eng, 2000, A280(1): 151-155.
[3]JIANG Feng, YIN Zhi-min, HUANG Bai-yun, et al. Homogenization and recrystallization of Al-6Mg alloys with and without Sc and Zr[J]. Journal of Rare Earths, 2004, 22(5): 600-603.
[4]Parker B A, Zhou Z F, Nolle P. The effect of small additions of scandium on the properties of aluminum alloys[J]. Journal of Materials Science, 1995, 30(2): 452-458.
[5]Daizen W, Chihiro W. Ostwald ripening of Al3Sc particles in an Al-Mg-Sc alloy[J]. Journal of Japan Institute of Light Metals, 2005, 55(4): 169-174.
[6]Malinkina T I, Markachev N A, Kovtun V A, et al. Welded structures of 01570 aluminium alloy[J]. Welding International, 1998, 12(7): 566-569.
[7]Lathabai S, Lloyd P G. The effect of scandium on the microstructure, mechanical properties and weldability of a cast Al-Mg alloy[J]. Acta Materialia, 2002, 50(17): 4275-4292.
[8]Vilukin V I. Effect of alloying elements Sc, Mn and Zr on weldability of alloy of the Al-Mg-Sc-Mn-Zr system[J]. Welding International, 1996, 10(12): 987-989.
[9]Lapasset G, Girard Y. Investigation of the microstructure and properties of a friction stir welded Al-Mg-Sc alloy[J]. Materials Science Forum, 2003(426-432): 2987-2992.
[10]����. �������Ͻ���о���չ[J]. �Ϻ�����, 2003, 25(1): 36-39.
WANG Yue. The research progress of aluminum alloy containing scandium[J]. Shanghai Metals, 2003, 25(1): 36-39.
[11]����», ������, ������. Sc ��Ti �����Ͻ�Al-Mg�Ͻ���֯�����ܵ�Ӱ��[J]. �������Ͽ�ѧ�빤��, 2003, 26(1): 11-15.
LI Zhao-lu, PAN Qing-lin, CHEN Xian-ming. Effect of minor Sc and Ti on microstructures and mechanical properties of Al- Mg based alloys[J]. Material Science and Engineering of Weapon, 2003, 26(1): 11-15.
[12]Filatov Y A, Yelagin V I, Zakharov V V. New Al-Mg-Sc alloys[J] . Materials Science and Engineering, 2000, A280(1): 97-101.
[13]Riddle Y W, Hallem H, Ryum N. Highly recrystallization resistant Al-Mn-Mg alloys using Sc and Zr[J]. Materials Science Forum, 2002, 396(1): 563-568.
[14]��־��, �����, ����. Al-Mg-Mn ��Al-Mg-Mn-Sc-Zr �Ͻ���ٽᾧ[J]. ���Ϲ���, 2004, 6: 3-6.
YIN Zhi-min, ZHU Da-peng, JIANG Feng. Recrystallization of Al-Mg-Mn and Al-Mg-Mn-Sc-Zr alloys[J]. Material Engineering, 2004, 6: 3-6.
[15]Ocenasek V, Slamova M. Resistance to recrystallization due to Sc and Zr addition to Al-Mg alloys[J]. Materials Characterization, 2001, 47(2): 157- 162.
[16]������. ����ұ�����[M]. ����: ұ��ҵ������, 1997.
TANG Ren-zheng. Basis of Physical Metallurgy[M]. Beijing: Metallurgical Industry Press, 1997.
������Ŀ: ���ʺ����ص�ƻ�������Ŀ(2005DFA50550); �й���ʿ���ѧ����������Ŀ(20040352031)
�ո�����: 2005-09-08; ������: 2005-11-23
ͨѶ����: �� ��, ����, ��ʿ; �绰: 0731-8877682; E-mail: jfeng@mail.csut.edu.cn
