
���±�ţ�1004-0609(2012)05-1430-10
BFe10��ͭ�ܲ������������ˮƽ���������¶ȳ�ģ��
÷ �������»���л����
(1. �����Ƽ���ѧ �����Ƚ��Ʊ������������ص�ʵ���ң����� 100083��
2. �����Ƽ���ѧ �²��ϼ����о�Ժ������ 100083)
ժ Ҫ��
�����������������(HCCM)ˮƽ�����ܲ��¶ȳ�ģ��ģ�ͣ�����ʵ����ģ�����ϵķ�����������Ļ���ϵ����������������HCCMˮƽ����ȫ�ߴ�ģ��ģ�ͺ���ʩ�ӱ߽����������С��6%���ɽϺõ�ģ��ʵ�ʴ��ȹ��̵��¶ȳ���ģ�����������������ٶ���20 mm/min���ӵ�110 mm/minʱ��������������20 mm������30 mm�������Ͷμ����¶���1 150 ����ߵ�1 300 ��ʱ��������������30 mm��С��12 mm�������Ͷ���ȴˮ������300 L/h���ӵ�900 L/hʱ��������������30 mm��С��20 mm����������������ĸĽ����ͽṹʱ��������������25 mm��С��12 mm��d 50 mm��5 mm BFe10�ܲ�HCCMˮƽ�����������Ʊ�����Ϊ�����屣���¶�1 250 �棬���������ٶ�50~80 mm/min�����Ͷμ����¶�1 200~1 300 �棬���Ͷ���ȴˮ����500~700 L/h��
�ؼ��ʣ�
BFe10�Ͻ����������������ˮƽ�������¶ȳ�ģ����
��ͼ����ţ�TG249.7��TG146.1���� ���ױ�־�룺A
Solidification temperature field simulation of BFe10 cupronickel tube during heating-cooling combined mold continuous casting
MEI Jun, LIU Xin-hua, XIE Jian-xin
(1. Key Laboratory for Advanced Materials Processing, Ministry of Education,
University of Science and Technology Beijing, Beijing 100083, China;
2. Institute for Advanced Materials and Technologies, University of Science and Technology Beijing,Beijing 100083, China)
Abstract: The model of solidification temperature field simulation during Heating-Cooling Combined Mold (HCCM) continuous casting was established and the heat transfer coefficient of interface was revised by the method of experiment combined with simulation. The established full-size model of HCCM continuous casting and the imposed boundary conditions could reflect the actual transfer process better with the error less than 6%. The simulation results show that with increasing drawing speed from 20 mm/min to 110 mm/min, the width of two-phase regions increases from 20 mm to 30 mm; with raising heating temperature from 1 150 �� to 1 300 ��, the width of two-phase regions decreases from 30 mm to 12 mm; with increasing cooling water flow from 300 L/h to 900 L/h, the width of two-phase regions decreases from 30 mm to 20 mm; when an improved mold with a structure to add thermal resistance is adopted, the width of two-phase regions decreases from 25 mm to 12 mm. The appropriate parameters of d 50 mm��5 mm BFe10 tube by HCCM continuous casting are as follows: holding temperature of melt 1 250 ��, drawing speed 50-80 mm/min, heating temperature of heating section 1 200-1 250 ��, cooling water flow of cooling section 500-700 L/h.
Key words: BFe10 alloy; heating-cooling combined mold; horizontal continuous casting; temperature field simulation
BFe10��ͭ�Ͻ���нϸߵ�ǿ�ȡ����õĵ������ܺ���������ʴ���ܣ���ܲ���Ϊ�����ܡ��Ƚ������ܵȹ㷺Ӧ���ڻ�硢��������ˮ����������[1]����ͭ�ܲĴ�ͳ�������á�������ʵ���������ȼ�ѹ�ܲġ����������Ρ��Ĺ���(��Ƽ������ι���)����������/������ζ࣬������ϴ���м��˻�ȹ����ܼӹ�������20�������[2]�����¹������̳����ܺĴɲ��ʵ͡��ɱ��ߵ�һϵ�����⡣
�������ߵȿ�����һ�ְ�ͭ�ܲ������������(Heating-cooling combined mold, ���HCCM)ˮƽ��������[3]��ǰ���о����������øù��տ�������������������и�����ȡ����֯�����ܶȸߵİ�ͭ�ܲġ����ֹܲ�����ϳ��ȴ�������ֱ�ӽ��д�������������γ��Ρ�����HCCMˮƽ�����¹��ն������̴�ͳ��ͭ�ܲ������������̣���߳ɲ��ʡ����������ɱ�������Ҫ���塣
HCCMˮƽ�������̿��ƵĹؼ���ͨ�����ղ����ĺ���ƥ�䣬��ȷ���ƹ������̵Ĺ�Һ����λ�ú��¶��ݶȣ��Ӷ����ƾ����������������ı���������Ӱ��HCCMˮƽ���������ؽ϶࣬�����Ͷμ����¶�(�����¶�)�����Ͷ���ȴˮ�����Լ������ٶȵȡ����ڸ��ӱ߽������Ͷ�����������������µ��¶ȳ���������ֵģ������Ƿdz���Ч�ķ���[4-5]��
����������BFe10��ͭ�Ͻ�(10% Ni, 1% Fe, 1% Mn, ����Cu����������)Ϊ������Procast����[6]��HCCMˮƽ�������������ڵ��¶ȳ�����ģ��������о��Ʊ����������ͽṹ�Թ�Һ����λ�á����������ȵ�Ӱ����ɣ�Ϊ�����Ż���ȱ�ݷ����ṩ�������ݡ�
1 ģ����ģ�ⷽ��
1.1 HCCMˮƽ��������ԭ��
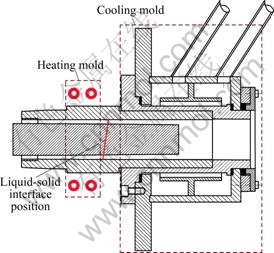
HCCMˮƽ�������յĻ���ԭ����ͼ1��ʾ���Ͻ�����������4���ۻ���������6���뱣������5�б��£��������������¶������Ͷ���¶ȴﵽ�趨ֵ����ǣ������10���йܲ��������Ρ�ʵ��ʱ����ͨ�����������¶ȡ����Ͷμ����¶ȡ����Ͷ���ȴˮ���������������ٶȵȣ��о��Ʊ������Թܲ�������Ӱ�졣
HCCMˮƽ�������յ���Ҫ�ص��������ɼ��ȶ�(������Ͷ�)����ȴ��(������Ͷ�)��ɡ������Ͷβ��ü���װ�ý���ǿ�Ƽ��ȣ��������Ͷβ���ˮ��ͭ����ǿ����ȴ�����ܲ����̽�����������Ͷκ����Ͷι��������ڣ��ڹ�Һ����ǰ�ؽ�����ϸߵ������¶��ݶȣ��Ӷ������ƾ����عܲľ����������ٽ��������������������������ȡ��Ľᾧ��֯��������ͨˮƽ����(��������)ʱ����ľ�����״����֯��ͬʱ���������ͶεĴ��ڣ��ܲĹ�Һ����λ�ÿ������Ͷκ����Ͷι�������ϴ�Χ�ڱ䶯���Ӷ������ڱ��������������̷�(��������, OCC��)[7]���׳��ֵ���©�¹ʣ����ýϴ�������ٶ�ʵ�ֽϴ�ֱ���ͱں�ܲĵ�������
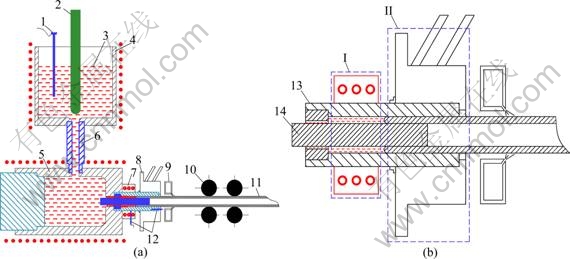
ͼ1 �����������ˮƽ��������ԭ��ʾ��ͼ
Fig. 1 Process principle schematic diagram for heating-cooling combined mold (HCCM) casting: (a) Schematic diagram of process principle; (b) Structure schematic diagram of HCCM; 1��Temperature measuring device; 2��Stopper; 3��Alloy melt; 4��Melting crucible; 5��Holding crucible; 6��Diversion pipe; 7��Mold heating device; 8��Water-cooled copper sleeve; 9��Secondary cooling water; 10��Traction device; 11��Tube; 12��Temperature measuring device; 13��Mold; 14��Core rod;��Section of heating mold;��Section of cooling mold
1.2 ���ȷ��̼��¶ȳ�ģ�͵Ľ���
��������¶ȳ��ļ�����û��������غ���ȴ����ַ���[8-10]
![]() (1)
(1)
ʽ�У���Ϊ�ܶȣ�kg/m3��cpΪ��ѹ�����ݣ�J��kg/K��TΪ�¶ȣ�K��t��ʱ�䣬s��x��y��z�ǿռ������LΪDZ�ȣ�J/kg��fs���̹����еĽ������������
���ȴ��������У���������߽紦���ȵ��ص㲻ͬ���߽������ɷ�Ϊ�������ࣺ
1) ��һ��߽���������������߽����κ�ʱ�̵��¶ȷֲ�T=T0;
2) �ڶ���߽���������������߽����κ�ʱ�̵������ܶȷֲ�-nq=q0��
3) ������߽���������������߽�����Χ������ı��洫��ϵ��-nq=h(Text-T)��
�ܲĹ�Һ����λ��ʯī�����ڣ���ˣ��������͡�о����ˮ��ͭ�ܲĵ�һ�������������Ϊ����������ģ�ͣ��������ͳ��ȷ�Χ�ڹܲ��¶ȳ�������ˮƽ���������йܲĵ��������������ͽᾧ���������϶�������ڽᾧ��ˮƽ���ã���������ʹ��϶�����ֲܷ�������[11]�����¹ܲ�����ʱ���´��ȴ��ڲ��죬��ˣ���ģ�ͽ�����ѡ��ȫ�ߴ�ģ�ͣ��Ա�����ִ��ȵķǶԳ��Խ���ģ�⡣�ļ���ģ����ͼ2(a)��ʾ��
1.3 �������輰�߽�����
��ģ��֮ǰ����BFe10�ܲ�HCCMˮƽ�������������¼�����
1) ������̬���̣���ֻ�������趨�ı߽������´ﵽ�ȶ�ʱ���¶ȳ���
2) ���Խ���Һ�ڲ��Ķ������Ⱥ���Ȼ������
3) ���в�������ͬ�ԣ����Բ��������¶��йأ�
4) ���ᾧDZ���⣬�������������DZ�ȡ�
ͼ2(b)��ʾΪģ�����ּ��߽�������ʵ��ģ��ʱ���ܲIJ��ñ߳�Ϊ1 mm���ı��Σ����͡�о����ͭ�ײ��ñ߳�Ϊ2 mm�������ν������֡����ڱ߽������ǶԳ�ʩ�ӵģ����ͼ2(b)��ֻ������ģ���ϰ벿�ֵı߽����������б߽�1��2��3��Ϊ���½��棬���ڵ�һ��߽��������߽�1��2Ϊ����Һ�������͵Ķ��棬�¶ȵ�ͬ�ڽ���Һ���¶ȣ��߽�3Ϊ���Ͷμ����¶ȣ��߽�4�Ϸ���ͭ������ȴˮ֮��Ķ������ȣ��߽�5��6�Ͻ��з��䴫�ȣ������ڵ�����߽��������䴫��ϵ��ͨ������ȷ��[12-13]���߽�7�����ڹܲ��ڲ����ɱ���Ϊ�Ǿ����档
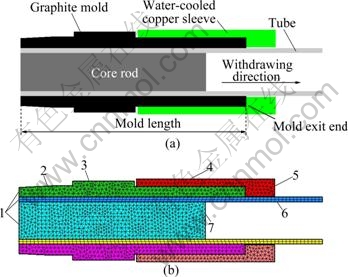
ͼ2 �����¶ȳ�ģ��ʾ��ͼ
Fig. 2 Schematic diagram for simulation model of solidification temperature field: (a) Simplified model; (b) Meshing and boundary conditions; 1, 2 and 3��Isothermal interface; 4��Convective heat transfer interface; 5 and 6��Radiation heat transfer interface; 7��Insulation interface
1.4 �ܲ���ģ����滻��ϵ���Ĵ���
������ͨˮƽ�������̹ܲ��������������ص�Ӱ�죬�ܲ������ͺ�о��֮��Ļ��Ƚ�Ϊ���ӡ���ͼ3��ʾ�����Ƚ�������ܲ�����������Ͷ����ڱ���(��ͼ3(a)��)���ܲ�����������͵ײ��ڱ���(��ͼ3(d)��)���ܲ��ڱ�����о�����������(��ͼ3(b)��)���ܲ��ڱ�����о���ײ��ڱ���(��ͼ3(c)��)�ȵ���������ܲ�����������������ʱ����о�����ܽӴ������������������ã��ܲĵײ�������ͬ�����ܽӴ����ڴ���������滻��ϵ��(��ͼ3(b)��(c)��(d)��)ʱ���ɲ���ʵ��ײ�ʯī�������������Ŷ���¶�(��ͼ3��ʾ), ͨ����������ⷨ�Ƴ�ʯī�����ڲ�ȱ߽�����, �Դ���Ϊ�ܲ���о�����ܲĵײ������ͼ���滻��ϵ��[14-16]���ڴ����ܲ�������붥�������ڱ������滻��ϵ��(��ͼ3(a)��)ʱ�����ڽ���Һ������֮ǰ�����ͽӴ����ܣ���ʱ����֮��Ĵ������ȴ����ķ�ʽ���У����滻��ϵ���ϴ�ͭ�ܷ������̺�������������������������Ӱ�죬ʹ��ͭ�ܱ�����ʯī��֮���γ�����϶����ʱ����֮��Ĵ�����Ҫ��ͨ����϶���ȴ������У���ˣ����о��趨����Һ��ʯī���ͼ�Ļ���ϵ��Ϊ����������Һ���̳ɹܲĺ������ͼ�Ļ���ϵ������϶���ȼ���[17]��
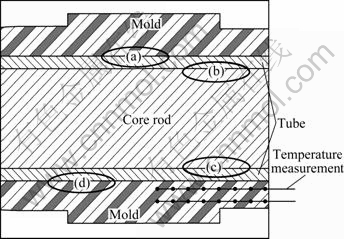
ͼ3 �ܲ���ģ�任�Ƚ���ʾ��ͼ
Fig. 3 Schematic diagram of heat transfer interface between tube and dies: Zone (a) Tube top between mold; Zone (b) Tube top between core rod; Zone (c) Tube bottom between core rod; Zone (d) Tube bottom between mold
1.5 ģ��������
���Ʊ�����Ϊ�ۻ��¶�1 250 �桢�����¶�1 250 �桢���Ͷμ����¶�(�����¶�)1 200 �桢���Ͷ���ȴˮ����700 L/h�������ٶ�50 mm/min�����½���Ԥ��ʵ�飬ʵ�������ͼ4(a)��ʾ��ʯī����ȡ�������������У��ɹ۲쵽��ͼ4(b)��ʾ������
��ͼ4(b)�л��۳�ʼλ���Լ�������Ĥ��λ�ã�ͨ���ֱ����L1��L2����ȷ����Һ����λ�ã���ͼ4(b)�а�ɫ����λ�ã��������Ϊδ������(Һ��+��Һ����)���Ҳ�Ϊ������(����)��
��������L1��L2��HCCMװ��ͼ�б�ǣ����ɵõ�ͼ5��ʾ��Һ����λ��ʾ��ͼ����ͼ5��֪���ܲ����̵Ĺ�Һ����λ�����Ͷκ����Ͷ�֮��������ҹ�Һ������ˮƽ�����С��90��ĽǶȡ�
��������ȷ���ܲĹ�Һ����λ�õķ�������Ԥ��ʵ�鲻ͬ�Ʊ����������µĹܲĹ�Һ����λ�ý���ʵ�⣬��ʵ������ģ�������жԱȣ��Խ��滻��ϵ����������������ģ������ȷ�����ӽ�ʵ�ʴ���״̬�Ĵ���ģ�͡�
ͼ6��ʾΪ�ۻ��¶�1 250 �桢�����¶�1 250 �桢���Ͷμ����¶�1 200 �桢���Ͷ���ȴˮ����700 L/h�������ٶ�50 mm/min�����µ�ģ����ʾ��ͼ������ͼ6(a)��ʾΪ�¶ȷֲ���ͼ��ͼ6(b)��ʾΪ�������ͼ������¶ȷֲ��������ͼ������ȷ�����Ʊ����������µĹ�Һ����λ�á�
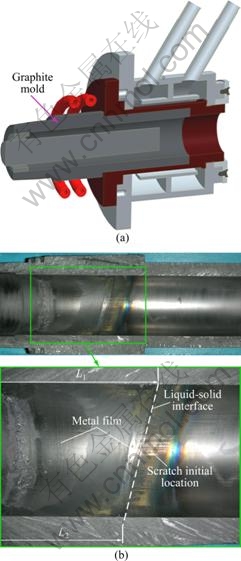
ͼ4 ����������ͽṹʾ��ͼ��ʵ���ʯīģ������������ͼ
Fig. 4 Schematic diagram of mold location (a) and profile along axis after casting experiment (b)
ͼ5 ��Һ����λ��ʾ��ͼ
Fig. 5 Schematic diagram of liquid-solid interface position
����Procast���Դ��������ٶȲ������ã����в�ͬ�����ٶ��������¶ȳ���ģ�⣬����ģ������װ��ͼ�й�Һ����λ�õ���ʽ��ʾ��ͨ����ʵ���õ����ݶԱȣ������ж�ģ�͵Ŀɿ��ԡ�
ͼ7��ʾΪ��ͬ�����ٶ������¹�Һ����λ��ʾ��ͼ����ͼ7��֪��ģ������ʵ�����ǺϽϺã������ϲ���Һ����λ���Ǻ϶Ƚϸߣ�����С�������²����ϴ�������Ϊ6%��������ͼ��ԲȦ��ǵ�����λ�á��ɴ˿�֪�����о���������ģ���Լ�ʩ�ӵı߽������ܹ���ӳʵ�ʴ���������������¶ȳ�ģ�⡣���ڹܲ�����������Ӱ�죬�ܲ��ϲ��Ĺ�Һ����λ�ñ��²����������ͳ��ڡ�ֻҪ���ƹܲ��ϲ��Ĺ�Һ����λ�������Ͷκ����Ͷν��紦�����²����в��Ĺ�Һ����λ�ñض�������һ��������Ͷ����䣬������λ�����Ͷ����䡣��ˣ����µ��¶���ȡ��ģ����������Ҫ����ܲ��ϲ������Ρ�
1.6 ģ������
�¶ȳ�ģ��ʱ�Ĺܲijߴ�Ϊd50 mm ��5 mm���ۻ��¶�1 250 ��ͱ����¶�1 250 ��̶����䡣���� �Ʊ������仯��Χ���£������ٶ�20~110 mm/min�����Ͷμ����¶�1 150~1 300 �棬���Ͷ���ȴˮ����300~900 L/h��
2 ������������
2.1 �Ʊ������Թ�Һ����λ�õ�Ӱ��
���ñ��о�������ģ�ͣ����㲻ͬ�Ʊ����������µ������¶ȳ����о��Ʊ������Թܲ����̽����Ӱ����ɡ�
2.1.1 �����ٶȵ�Ӱ��
���ۻ��¶�1 250 �桢�����¶�1 250 �桢���Ͷμ����¶�1 200 �桢���Ͷ���ȴˮ����700 L/h�������£������˲�ͬ�����ٶ�ʱ�ܲĵ��¶ȷֲ��������ͼ8��ʾ���������ͳ���Ϊ237 mm���Ҳ�Ϊ���ͳ��ڶˣ����Ͷκ����Ͷε�λ�úͿ��ȷֱ���ͼ8��ʾ��ͼ��˫��ͷ����ΪҺ�����������֮��ľ��룬����Һ���������ȣ�������Խ�����ܲ����̽���ǰ�ص��¶��ݶ�ԽС��Խ�����������ȴ����Ľ����������������ڹܲĹ�Һ��棬������Խ���������ơ�����ֲڵ�ȱ�ݲ����ļ���Խ��Ϊ�˻��������ȡ�����������������ߵĹܲģ���Һ����Ӧ���������Ͷκ����Ͷ�֮��Ĺ��������ڣ�����С���������ȣ���߹ܲ����̽���ǰ�ص��¶��ݶȣ��Ӷ������֯������ȡ�������Ĺܲġ�

ͼ6 ģ����ʾ��ͼ
Fig. 6 Schematic diagram of simulation results: (a) Temperature contours; (b) Solid fraction contours
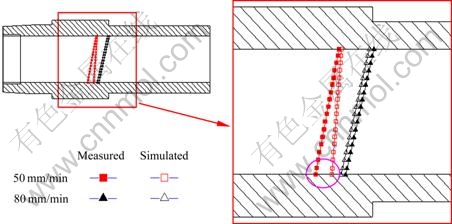
ͼ7 ��ͬ�����ٶ������¹�Һ����λ��ʾ��ͼ
Fig. 7 Schematic diagram of liquid-solid interface position under different casting speeds
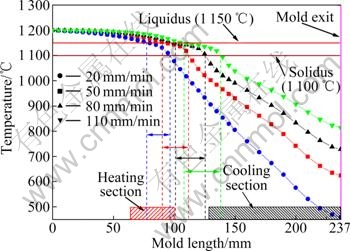
ͼ8 ��ͬ�����ٶȹܲ��¶ȷֲ�
Fig. 8 Temperature distributions of tube under different drawing speeds in HCCM continuous casting process
��ͼ8��֪���������ٶ�Ϊ20 mm/minʱ����Һ����λ��λ�����ͶΣ�����������ԼΪ20 mm�����������ٶȵ���ߣ���Һ���������ͳ��ڵķ����ƶ����������������ӡ��������ٶ�Ϊ50 mm/minʱ����Һ����λ��λ�����Ͷκ����Ͷ�֮��Ĺ��������ڣ�����������ԼΪ25 mm���������ٶ�Ϊ80 mm/minʱ����Һ���漰������������λ�ڹ��������ڣ�����������ԼΪ25 mm�����������ٶ�Ϊ110 mm/minʱ����Һ����������ͶΣ�����������ԼΪ30 mm��ͨ��������֪�����ٶȶԹ�Һ����λ�õ�Ӱ��ϴ������������ٵĵ���ߣ����ͳ��ڴ��ܲ��¶����ߣ�ʵ��ʵ���������Ҫ������ˮ��ȴϵͳ���Է�ֹ�ܲij����ͺ�Ĺ���������
�����������ڿ��ǹ�Һ����λ�ú������������Լ��Ʊ�Ч�ʵ�����£��ڱ��о�ģ�������£����������������ٶȷ�ΧΪ50~80 mm/min��
2.1.2 ���Ͷμ����¶ȵ�Ӱ��
���ۻ��¶�1 250 �桢�����¶�1 250 �桢���Ͷ���ȴˮ����700 L/h�������ٶ�50 mm/min�������£������˲�ͬ���Ͷμ����¶�(�����¶�)ʱ�ܲĵ��¶ȷֲ�����ͼ9��ʾ����ͼ9��֪�����������¶���1 150 ��������1 300 �棬��Һ���������ͳ��ڷ����ƶ������������Ͷκ����Ͷ�֮��Ĺ��������ڣ�δ�������ͶΣ����������ȼ�С����1 150 ��ʱ��30 mm��С��1 300 ��ʱ��12 mm�������ͳ��ڹܲ��¶ȱ仯�����ɴ˿�֪�������¶ȶԹ�Һ����λ��Ӱ��ϴ������ͳ��ڴ��ܲ��¶�Ӱ���С����������¶ȣ������ڴٽ��ᾧ������(��������)����������߽ᾧ������ȡ��ȡ�

ͼ9 ��ͬ���Ͷμ����¶ȹܲ��¶ȷֲ�
Fig. 9 Temperature distributions of tube under different mold heating temperatures in HCCM continuous casting process
�����������ڿ��ǹ�Һ����λ�ú����������ȣ��Լ������ڽ�һ����������ٶȵ�����£��ڱ�ģ�������£����������Ͷμ����¶�Ϊ��ΧΪ1 200~ 1 300 �档
2.1.3 ���Ͷ���ȴˮ������Ӱ��
���ۻ��¶�1 250 �桢�����¶�1 250 �桢���Ͷμ����¶�1 200 �桢�����ٶ�50 mm/min�������£����������Ͷβ�ͬ��ȴˮ�����Թܲ��¶ȷֲ���Ӱ�죬��ͼ10��ʾ����ͼ10��֪�������Ͷ���ȴˮ����Ϊ300 L/hʱ������������ԼΪ30 mm����Һ����λ�����ͶΣ��������ͳ��ڴ��ܲ��¶Ƚϸߡ�������ȴˮ������500 L/h����900 L/h����Һ���������Ͷκ����ͶεĹ���������������ڷ����ƶ��������������ȱ仯����ά����20 mm���ҡ���ȴˮ��������700 L/h��Һ����λ�ñ仯�����ԡ�����������ȴˮ�����������������������Ͷε��¶��ݶȡ�
�����������ڱ��о�ģ�������£�������������ȴˮ������ΧΪ500~700 L/h��
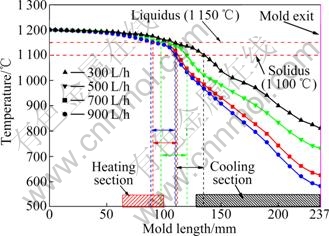
ͼ10 ��ͬ���Ͷ���ȴˮ�����ܲ��¶ȷֲ�
Fig. 10 Temperature distributions of tube under different cooling water flow rates in HCCM continuous casting process
2.2 ģ�߽ṹ�Թ�Һ����λ�õ�Ӱ��
����ʯī���Ͼ������õĵ��������������Ͷκ����Ͷ�ʯīģ��Ϊһ�壬����ȻΪ���νṹ�����������ܽӴ�ʱ����ʯīģ�߳��ȷ����������ȴ����������ڽ����ߵ������¶��ݶȡ�Ϊ��������Ͷκ����Ͷι��������ڵ��¶��ݶȣ������������������ʹٽ��ᾧ������ȡ���������ɲ�ȡ��ʩ�����Ͷκ����Ͷ�֮���������裬��Сʯī����������Ĵ��ȣ��Ӷ����������¶��ݶȡ����ۻ��¶�1 250 �桢�����¶� 1 250 �桢���Ͷμ����¶�1 200 �桢���Ͷ���ȴˮ����700 L/h�������ٶ�50 mm/min�������£�ģ���˲�ͬ���ͽṹ�������¶ȳ���Ӱ�죬�����ͼ11��ʾ���������ͽṹ�IJ�����ڣ���������(��ͼ11(a))����ʯī�����õ��ȣ����Ͷκ����Ͷ�֮����ȸ���Ӱ��ϴ���ͼ11(b)��ͼ12��ʾ�����������Ƚϴ�(ԼΪ25 mm)����Һ����ǰ���¶��ݶȽ�С�����Ľ�������ͽṹ(��ͼ11(c))ͨ�������Ͷκ����Ͷ���Ϊ�������裬�ܹ���Ч��С���ͼ��Ⱥ���ȴ֮��ĸ��ţ���ͼ11(d)��ͼ12��֪������������(Լ12 mm)���Լ�С����Һ����ǰ���¶��ݶ����ӡ�

ͼ11 ��ͬ���ͽṹģ����(�¶���ͼ)
Fig. 11 Simulation results of different mold structures (temperature contours): (a), (b) Mold model of whole structure; (c), (d) Mold model of improved structure
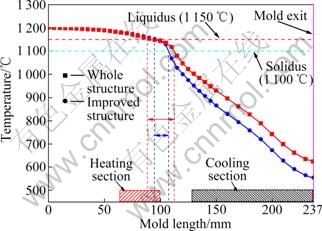
ͼ12 ��ͬ���ͽṹ�ܲ��¶ȷֲ�
Fig. 12 Temperature distributions of tube under different mold structures in HCCM continuous casting process
��������������ڲ���������¶Ȼ����Ͷμ����¶ȵ�����£�ͨ��������������ƿ�����Ч��߹ܲ����̽���ǰ�ص��¶��ݶȣ��������ƹܲĵ���֯ȡ��
����ģ���������Ʊ��������������·�Χ�����屣���¶�1 250 �棬���������ٶȿ�����50~80 mm/min�����Ͷμ����¶�1 200~1 300 �棬���Ͷ���ȴˮ����500~700 L/h���ܲĵ����̽���ɿ��������Ͷκ����Ͷι������ڣ�HCCMˮƽ�������ȶ����У���þ������ñ��������������������ȡ����֯��
3 ʵ����֤
�����������ͣ����ۻ��¶�1 250 �桢�����¶� 1 250 �桢���Ͷμ����¶�1 150 �桢���Ͷ���ȴˮ����700 L/h�������ٶ�50 mm/min�����½�����HCCM����ʵ�飬�����ܲ���ò��ͼ13(a)��ʾ����ͼ13(a)��֪���ܲı�����������Ե��������ơ�����ͼ8��ʾ��ģ������֪����Ȼ��ʱ�ܲ��������������Ƚ�խ�����̽���ǰ�ؾ��нϴ���¶��ݶȣ���������������������Һ����λ�þ��������ͶΣ��ܲ����̹����������ͶΣ����̺�����ɶκ����ͶεĽӴ�Ħ�����ȴ���������ܲı�������������ƣ���Ӱ�����͵�ʹ��������
���ۻ��¶�1 250 �桢�����¶�1 250 �桢���Ͷμ����¶�1 200 �桢���Ͷ���ȴˮ����700 L/h�������ٶ�110 mm/min�������£�������HCCM����ʵ�飬�����ܲ���ò��ͼ13(b)��ʾ����ͼ13(b)��֪���ܲı�������˺������ơ�����ͼ8��ʾ��ģ������֪����ʱ�ܲĵĹ�Һ������������ͶΣ����������Ͽ���������������ȱ�ݵij��֡�
���øĽ�������ͽṹ�����ۻ��¶�1 250 �桢�����¶�1 250 �桢���Ͷμ����¶�1 200 �桢���Ͷ���ȴˮ����700 L/h�������ٶ�50 mm/min�����£��Ʊ��˸������İ�ͭ�ܲģ��ܲ���ò��������ͼ14��ʾ��
��ͼ14(a)��֪�������ܲĵ�����������������Ƥ�����Ƶȱ���ȱ�ݣ��ɲ�����ϳ��ֱ�ӽ��к�������[3]����ͼ14(b)��֪���ܲĺ�����ϱں���ȡ���ͼ14(c)��֪�������ܲ���֯Ϊ����������ȡ����������״����֯��֦�����ɷ�����ܲ��������һ���Ƕȣ�����������������ȫ������һ��֦�����ɼ��100~150 ��m����������ˮƽ�������´��Ȳ����ȣ���Һ������ˮƽ�����һ���Ƕȣ�ͬʱ֦���ؽ�����ֱ�ڹ�Һ����ķ�����������ˣ�֦������������һ���Ƕȣ�����������������������
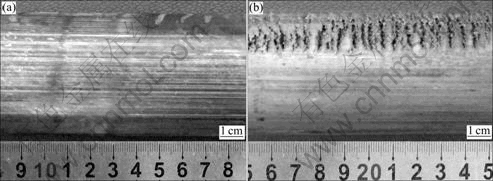
ͼ13 �����ܲı�����������ƺͺ�������
Fig. 13 Morphologies of cast tube: (a) Scratch under condition of melting temperature 1 250 ��, holding temperature 1 250 ��, heating temperature of mold 1 150 ��, water flow of cooling mold 700 L/h, drawing speed 50 mm/min; (b) Hot cracking under condition of melting temperature 1 250 ��, holding temperature 1 250 ��, heating temperature of mold 1 200 ��, water flow of cooling mold 700 L/h, drawing speed 110 mm/min
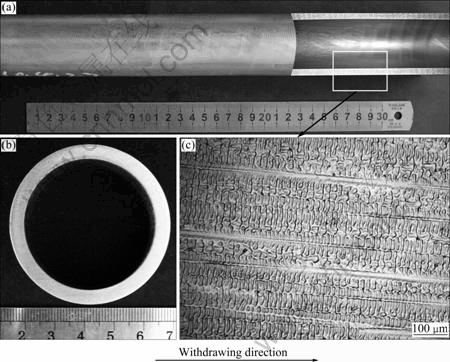
ͼ14 �����ܲ���ò������
Fig. 14 Morphology and Metallographic of cast tube: (a) Exterior and internal surface of tube; (b) Transversal section of tube; (c) Microstructure of tube, under condition of improved mold, melting temperature 1 250 ��, holding temperature 1 250 ��, heating temperature of mold 1 200 ��, water flow of cooling mold 700 L/h, drawing speed 50 mm/min
ģ�����������ʵ����������ֻҪ���ܲ����̽���λ�ÿ��������Ͷκ����Ͷι��������ڣ��������������ȿ�����10~25 mm��Χ�ڣ����ܱ�֤�����ܲľ���������ȡ����֯�����õı��������������øĽ������ͽṹʱ��d 50 mm��5 mm BFe10�ܲĺ�����HCCMˮƽ�����Ʊ�������ΧΪ�����屣���¶�1 250 �棬�����ٶ�50~ 80 mm/min�����Ͷμ����¶�1 200~ 1 300 �棬���Ͷ���ȴˮ����500~700 L/h��
4 ����
1) ��������HCCMˮƽ����ȫ�ߴ�ģ��ģ�ͺ���ʩ�ӱ߽����������С��6%���ɽϺõ�ģ��ʵ�ʴ��ȹ��̵��¶ȳ���
2) ���������ٶȵ���ߣ��ܲ����̽��������ͳ��ڷ����ƶ����������������ӣ��������ٶ�20 mm/minʱ��20 mm���ӵ�110 mm/minʱ��30 mm���������Ͷμ����¶ȵ���ߣ��ܲ����̽��������ͳ��ڵķ����ƶ������������ȼ�С����1 150 ��ʱ��30 mm��С��1 300 ��ʱ��12 mm��������ȴˮ����������Һ������������ڷ����ƶ������������ȱ仯������Ϊ20 mm���ҡ�
3) ��ͬ���ͽṹ��HCCMˮƽ�����¶ȳ������Ե�Ӱ�죬���������Ͷκ����Ͷ�֮����Ϊ��������ĸĽ����ͽṹ����������߹ܲ����̽���ǰ�ص��¶��ݶȣ�������������25 mm��СΪ12 mm��
4) �¶ȳ�ģ�⼰ʵ����������d50 mm��5 mm BFe10�ܲ�HCCMˮƽ�����������Ʊ�������Χ���£��Ͻ����屣���¶�1 250 �棬���������ٶ�50~80 mm/min�����Ͷμ����¶�1 200~1 300 �棬���Ͷ���ȴˮ����500~700 L/h��
REFERENCES
[1] GLOVER T J. Copper-Nickel alloy for the construction of ship and boat hulls [J]. British Corrosion Journal, 1982, 17(4): 155- 157.
[2] ����ڣ�¦���ң����ɶ�. ͭ�ӹ����������ʴ�[M]. ����: ұ��ҵ������, 2008: 89-92.
LI Hong-lei, LOU Hua-fen, MA Ke-ding. Question and answer of copper production technology [M]. Beijing: Metallurgical Industry Press, 2008: 89-92.
[3] л����, ÷ ��, ���»�, ��ѩ��. һ�ְ�ͭ�ܲ������������ˮƽ�����������豸[P]. �й�, ZL 201010501407.4, 2012.
XIE Jian-xin, MEI Jun, LIU Xin-hua, LIU Xue-feng. A kind of process and equipment for fabricating cupronickel pipes with heating-cooling combined mold casting [P]. CN, ZL 201010501407.4, 2012.
[4] TIEU A K, KIM I S. Simulation of the continuous casting process by a mathematical model [J]. International Journal of Mechanical Sciences, 1997, 39(2): 185-192.
[5] CHABCHOUB F, ARGYROPOULOS S A, MOSTAGHIMI J. Mathematical modeling and experimental measurements on the horizontal Ohno continuous casting process for pure tin [J]. Canadian Metallurgical Quarterly, 1994, 33(1): 73-88.
[6] �����, ������, �� ��, ������, �� ��. ProCAST��������������ģ���е�Ӧ��[J]. ���Ͽ�ѧ�빤��, 2006, 14(3): 293-295.
HU Hong-jun, YANG Ming-bo, LUO Jing, WANG Chun-huan, CHEN Kang. Application of the software ProCAST in the casting of solidification simulation [J]. Materials Science & Technology, 2006, 14(3): 293-295.
[7] �ʴ���, ��ѩ��, �ƺ���, л����. BFe10-1-1�Ͻ�ܲ��������������Ʊ����ռ���֯��ѧ����[J]. ����ѧ��, 2010, 46(12): 1549-1556.
GAN Chun-lei, LIU Xue-feng, HUANG Hai-you, XIE Jian-xin. Fabrication process, microstructure and mechanical properties of BFe10-1-1 alloy tubes by continuous unidirectional solidification [J]. Acta Metallurgica Sinica, 2010, 46(12): 1549-1556.
[8] JANIK M, DYJA H. Modelling of three-dimensional temperature field inside the mould during continuous casting of steel [J]. Journal of Materials Processing Technology, 2004, 157/158: 177-182.
[9] ALVAREZ B D, MARTMHN M L, QUINTANA J M. Mathematical modeling of the process of continuous casting of aluminium and its alloys [J]. Finite Elements in Analysis and Design, 1999, 33: 43-59.
[10] XIE S S, XIE W H, HUANG S H. Numerical simulation of temperature field of copper and copper alloy in horizontal continuous casting [J]. Rare Metals, 1999, 18(3): 195-196.
[11] NISHIDA Y, DROSTE W, ENGLER S. The air-gap formation process at the casting-mold interface and the heat transfer mechanism through the gap [J]. Metallurgical and Materials Transactions B, 1986, 17(4): 833-844.
[12] ������, Ҧ ɽ, ��͢��, ���˹�, ����.һ�����Ͻ�ˮ����滻��ϵ���������о�[J]. �����ȴ���ѧ��, 2008, 29(1): 157-161.
HOU Zhong-lin, YAO Shan, WANG Ting-li, ZHANG Xing-guo, JIN Jun-ze. A method of inverse evaluation for interface heat transfer coefficient between aluminium alloy and cooling water [J]. Transactions of Materials and Heat Treatment, 2008, 29(1): 157-161.
[13] LEE J E, HAN H N, OH K H, YOON J K. A fully coupled analysis of fluid flow, heat transfer and stress in continuous round billet casting [J]. ISIJ International, 1999, 39(5): 435-444.
[14] ���ܻ�, ������, �տ���. ˮƽ�����������Ĺ�����ֵģ��[J]. ����ѧ��, 1990, 26(3): 171-176.
ZHU Xian-hua, DONG Zeng-zhang, SU Jun-yi. Numerical simulation of solidification process of iron bar by horizontal continuous casting [J]. Acta Metallurgica Sinica, 1990, 26(3): 171-176.
[15] �� ��, ���˹�, �� ��, ����. AZ31þ�Ͻ�Բ�����������¶ȳ�����ֵģ��[J]. �й���ɫ����ѧ��, 2006, 16(9): 1570- 1576.
GUO Peng, ZHANG Xing-guo, HAO Hai, JIN Jun-ze. Temperature simulation of direct chill casting of AZ31 magnesium alloy billets [J]. The Chinese Journal of Nonferrous Metals, 2006, 16(9): 1570-1576.
[16] �ŷ�ɽ, �� ��, ��־ǿ, ������. ���������̱߽��Ƚ������ɼ��¶ȳ�ģ��[J]. �й���ɫ����ѧ��, 2007, 17(11): 1750-1754.
DU Feng-shan, ZHANG Pei, XU Zhi-qiang, ZHAO Ling-ling. Law of heat transfer and simulation of temperature field for aluminum ingot solidification [J]. The Chinese Journal of Nonferrous Metals, 2007, 17(11): 1750-1754.
[17] ������, ������, �����, �տ���, ���ܻ�. ����ˮƽ������������ʯī���滻�ȵ���ѧģ��[J]. ������ͨ��ѧѧ��, 1998, 32(7): 90-93.
ZHANG Yun-peng, LIANG Hai-qi, YANG Bing-jian, SU Jun-yi, ZHU Xian-hua. Modeling of interface heat exchange between casting bar and graphite sleeve of horizontal continuous casting [J]. Journal of Xi��an Jiao Tong University, 1998, 32(7): 90-93.
(�༭ ��ѧ��)
������Ŀ�����ҿƼ�֧�żƻ�������Ŀ(2011BAE23B00)
�ո����ڣ�2011-05-29�������ڣ�2012-04-09
ͨ�����ߣ�л���£����ڣ���ʿ���绰��010-62332254��E-mail: jxxie@mater.ustb.edu.cn
ժ Ҫ�������������������(HCCM)ˮƽ�����ܲ��¶ȳ�ģ��ģ�ͣ�����ʵ����ģ�����ϵķ�����������Ļ���ϵ����������������HCCMˮƽ����ȫ�ߴ�ģ��ģ�ͺ���ʩ�ӱ߽����������С��6%���ɽϺõ�ģ��ʵ�ʴ��ȹ��̵��¶ȳ���ģ�����������������ٶ���20 mm/min���ӵ�110 mm/minʱ��������������20 mm������30 mm�������Ͷμ����¶���1 150 ����ߵ�1 300 ��ʱ��������������30 mm��С��12 mm�������Ͷ���ȴˮ������300 L/h���ӵ�900 L/hʱ��������������30 mm��С��20 mm����������������ĸĽ����ͽṹʱ��������������25 mm��С��12 mm��d 50 mm��5 mm BFe10�ܲ�HCCMˮƽ�����������Ʊ�����Ϊ�����屣���¶�1 250 �棬���������ٶ�50~80 mm/min�����Ͷμ����¶�1 200~1 300 �棬���Ͷ���ȴˮ����500~700 L/h��
