
Trans. Nonferrous Met. Soc. China 24(2014) 3421-3428
Microstructure evolution and tensile mechanical properties of thixoformed AZ61 magnesium alloy prepared by squeeze casting
Tian CHEN, Zhi-wen XIE, Zhuang-zhu LUO, Qin YANG, Sheng TAN, Yun-jiao WANG, Yi-min LUO
Chongqing Institute of Green and Intelligent Technology, Chinese Academy of Sciences, Chongqing 401122, China
Received 20 January 2014; accepted 28 July 2014
Abstract:
A novel process that combines squeeze casting with partial remelting to obtain AZ61 magnesium alloy with semi-solid microstructures was proposed. In this route, the squeeze casting was used to predeform the magnesium alloy billets to obtain small dendritic structures. During subsequent partial remelting, small dendritic structures transform into globular grains surrounded by liquid films. The results show that the squeeze casting AZ61 alloy after partial remelting produces more ideal, finer semi-solid microstructure compared with as-cast AZ61 alloy treated by the same isothermal holding conditions. Moreover, the mechanical properties of the thixoformed AZ61 alloy prepared by squeeze casting plus partial remelting are better than those of the thixoformed alloy prepared by conventional casting plus partial remelting.
Key words:
AZ61 magnesium alloy; squeeze casting; partial remelting; mechanical properties;
1 Introduction
Magnesium alloys are the lightest structural alloys commercially available and have greatly potential for applications in automotive and aerospace industries. In recent years, improving the mechanical properties has become a critical issue for the further application of magnesium alloys [1-4]. In general, magnesium alloys are fabricated by die casting. However, compared with die casting, semi-solid processing has many advantages, such as reduction of macrosegregation, less entrapped air, better mechanical properties and longer die life [5-9]. The key issue of semi-solid processing is the preparation of nondendritic structure [10,11]. Several researchers [12-18] have reported the preparation of nondendritic structure by the semi-solid processing in the magnesium alloys. ZHAO et al [15] have reported the microstructure evolution of AM60B magnesium alloy prepared by the SIMA route. They found that the pre-deformation refined the semi-solid microstructure. With the increase of the equivalent strain, coarse grains were refined, which were favorable for the formation of spheroidal grains during partial remelting. LUO et al [16] reported the effects of isothermal temperature and isothermal holding time on the semi-solid microstructures of AZ91D alloys prepared by the SIMA route. The results indicated that recrystallization firstly occurred in deformed areas and increasing isothermal temperature shortened the time of complete recrystallization in the semi-solid state. ZHAO et al [17] firstly proposed a new route that integrated near-liquidus forging with partial remelting to produce fine spheroidal microstructures in the AZ91D magnesium alloys with addition of Y.
The aim of the present work is to use squeeze casting plus partial remelting to produce globular grains surrounded by liquid films. The microstructure evolution of AZ61 alloy prepared by squeeze casting plus partial remelting and the mechanical properties of thixoformed AZ61 alloy treated by squeeze casting plus partial remelting were also examined. For comparison, the microstructure evolution of the AZ61 alloys prepared by conventional casting plus partial remelting and the mechanical properties of thixoformed AZ61 alloy treated by conventional casting plus partial remelting were also investigated.
2 Experimental
The composition of AZ61 magnesium alloy used in the present work was Mg-8.9%Al-0.56%Zn- 0.42%Mn-0.02%Si-0.002%Fe (mass fraction). The AZ61 alloys were melted in a resistance furnace under the protection of SF6 and CO2 mixed gas with the volume ratio of 1:100. The temperature of the melt was monitored through three thermocouples placed in the melt at various places. The melt was heated to 760 ��C for the preparation of billets. The billets of as-cast AZ61 alloy were prepared by pouring the molten melt into a steel model with a diameter of 100 mm and a height of 150 mm. The billets of squeeze casting were prepared by pouring the molten melt into the open impression with a diameter of 100 mm and a height of 150 mm. Then, a pressure of 30 MPa was exerted to the billets for 60 s during squeeze casting. Before squeeze casting, the die was preheated to 350 ��C and lubricated by graphite solvent. Figure 1 shows the morphology of AZ61 alloys prepared by squeeze casting.

Fig. 1 Morphology of AZ61 alloy prepared by squeeze casting
Billets treated by conventional casting and squeeze casting were machined into specimens with a diameter of 10 mm and a height of 12 mm for partial remelting experiments. Specimens were heated to 580 ��C in a box-like chamber of resistance furnace. The specimen temperature was measured by means of thermocouple which was fixed on the specimen surface. After specimens reached the experimental temperature, they were respectively isothermally held for 5, 10, 20 and 40 min, and then quenched in water immediately. The specimens for the following semi-solid microstructure analysis were obtained. Figure 2 shows the schematic drawing of the specimen location for the semi-solid microstructure analysis. The mass fractions of solid were calculated by Scheil��s equation:
 (1)
(1)
where Tm is the melting temperature of pure Mg, TL is the liquidus temperature and k0 is the equilibrium distribution coefficient. In this work, Tm and k0 are taken as 650 ��C and 0.36, respectively. And the temperature of 580 ��C during partial remelting was predetermined in the present work. According to the Scheil equation, the corresponding theoretical solid fractions were calculated as 0.63.
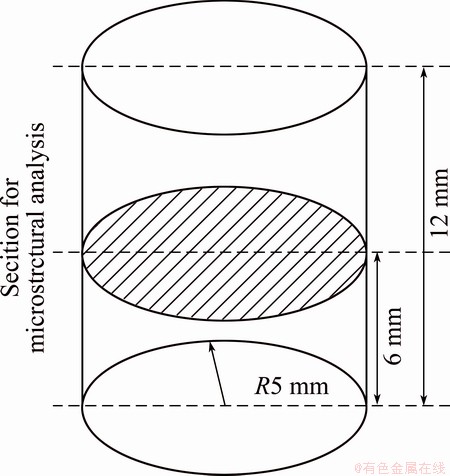
Fig. 2 Schematic drawing of specimen location for semi-solid microstructure analysis
Before thixoforming, the die was preheated to 380 ��C for 1.5 h. Slugs of 45 mm in diameter and 80 mm in length were cut from the as-cast alloy and the squeeze casting formed alloy. Both the slugs of as-cast alloy and the squeeze casting formed alloy were heated to 580 ��C for 10 min and then thixoformed into the die. After the as-cast and semi-solid samples were chemically etched in 4% solution of nitric acid in ethanol, the central microstructure evolution of these samples was investigated by optical microscopy. Tensile testing was conducted on an Instron 5569 material testing machine at a cross head speed of 1 mm/min. Mean size and shape factor of solid grains were calculated in each case by Eqs. (2) and (3), respectively:
 (2)
(2)
 (3)
(3)
where A and P are area and perimeter of grains, respectively; N is the number of grains.
3 Results and discussion
3.1 Microstructure of conventional casting and squeeze casting AZ61 alloy
Microstructures of AZ61 alloys treated by conventional casting and squeeze casting are shown in Fig. 3. As shown in Fig. 3(a), coarse dendritic structure exhibited in the as-cast alloy. The microstructure of as-cast AZ61 alloy consisted of ��-Mg and the intermetallic phase (Mg17Al12). The intermetallic phase (Mg17Al12) mainly distributed along the grain boundaries. The presence of intermetallic phase (Mg17Al12) was due to non-equilibrium solidification caused by the fast cooling rate of casting process. Comparing Fig. 3(a) with Fig. 3(b), it is indicated that coarse and net-shaped dendritic structures were replaced by fine and discrete dendritic structures due to squeeze casting.
3.2 Microstructure evolution of as-cast and squeeze casting formed AZ61 alloys during partial remelting
Isothermal holding time has significant effects on the microstructural characterization. Figure 4 illustrates the semi-solid microstructure evolution of conventional casting formed alloy, which was subjected to treat at 580 ��C for different isothermal holding time. During the initial period of holding (5 min), the liquid was dispersed discontinuously, and the solid grains with blocky structures were not fully penetrated by liquid films. This can be attributed to the limitation of liquid fraction and non-uniform temperature field. With the holding time increasing from 10 to 20 min, the blocky structure gradually disintegrated into individual polygonal solid grains. At the meantime, the amount of liquid also increased. Note that entrapped liquid pools were also present inside the grains. These entrapped liquid pools underwent a significant degree of spheroidization. During partial remelting, normally liquid phase was entrapped in the solid phase as a result of coalescence mechanism. However, when the isothermal holding time was extended to 40 min, solid grains underwent coarsening and became the irregular-shaped grains.
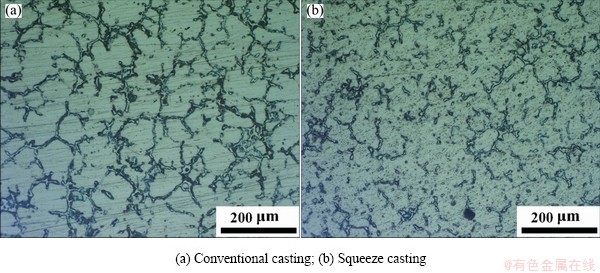
Fig. 3 Microstructures of AZ61 alloys
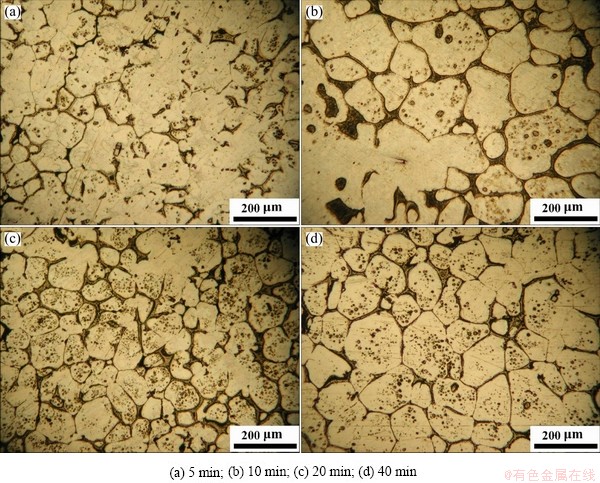
Fig. 4 Microstructure evolution of as-cast AZ61 alloy after partially remelting at 580 ��C for different time
Figure 5 illustrates the semi-solid microstructure evolution of squeeze casting formed alloy remelted at 580 ��C for different time. The microstructure of squeeze casting formed alloy mainly consisted of individual polygonal solid grains after 5 min holding (Fig. 5(a)). Moreover, the amount of liquid in the squeeze casting formed alloy was higher than that in the as-cast alloy. Due to little amount of liquid, there were some blocky structures in some areas. It was also obviously observed that the solid grain size was slightly decreased and the degree of spheroidization was improved when the isothermal holding time was extended to 10 min (Fig. 5(b)). However, obvious grain coarsening occurred and the spheroidal grains were replaced by the irregular-shaped grains with the holding time increasing from 20 to 40 min (Figs. 5(c)-(d)).
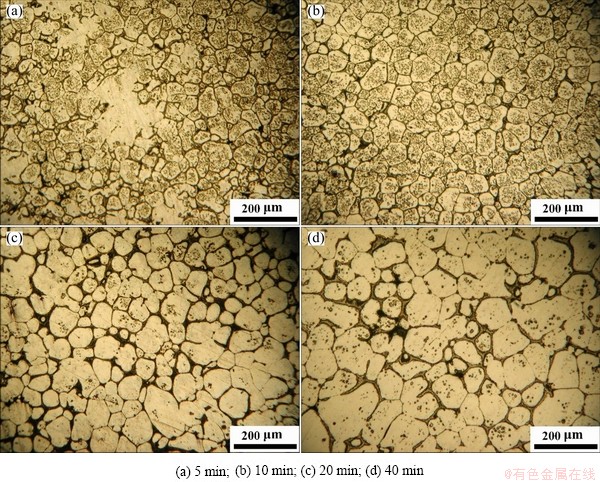
Fig. 5 Microstructure evolution of squeeze casting formed AZ61 alloy after partially remelting at 580 ��C for different time
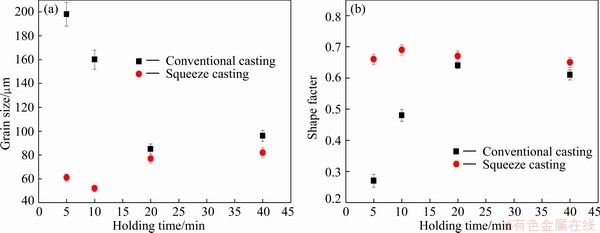
Fig. 6 Grain size (a) and shape factor (b) for as-cast and squeeze casting formed alloy during partial remelting at 580 ��C for different holding time
Figure 6 gives the variations of grain size and shape factor for conventional casting formed alloy and the squeeze casting formed alloy during partial remelting at 580 ��C for different holding time. As shown in Fig. 6(a), the tendency of grain size from two experimental materials was similar. The solid grain size decreased initially, and then increased with prolonging the isothermal holding time. However, the solid grain sizes in the squeeze casting formed alloy were smaller than those in conventional casting formed alloy. For example, the minimum value of grain size (52 ��m) from the squeeze casting formed alloy was obtained after 10 min isothermal holding, but the minimum value of grain size (85 ��m) from conventional casting formed alloy obtained extended to 20 min isothermal holding. The change of shape factor from two experimental materials also followed the same tendency. With increasing the holding time, the shape factor increased firstly and then decreased. However, the shape factor value obtained in the squeeze casting formed alloy was higher than that of the as-cast formed alloy. For instance, the shape factor value of the squeeze casting formed alloy was 0.69 after 10 min isothermal holding. However, the shape factor value of the as-cast formed alloy only was 0.48 after 10 min isothermal holding.
In general, the microstructure evolution of the as-cast alloy with isothermal holding time was different from that of the squeeze casting formed alloy due to the obvious difference of their starting microstructures. The possible reason to explain the phenomena is the applied pressure on structures during the squeeze casting. The applied pressure resulted in the decrease of solute diffusion coefficient. The effects of pressure on solute diffusion coefficient can be determined from the following equation:
 (4)
(4)
where DL is the solute diffusion coefficient under the pressure of p; �� is the free path of atom; ��0 is the viscosity under atmosphere at the temperature of T; R is mole gas constant. From Eq. (4), it can be concluded that under high pressure, the solute diffusion coefficient decreases exponentially. As we all know that the AZ61 magnesium alloy consists of ��-Mg matrix and ��-Mg17Al12 phase. Compared with conventional solidification condition, under high pressure, the solute diffusion of Al becomes more difficult, which promotes the occurrence of constitutional undercooling. In this way, the solute segregation is suppressed and solutes distribute in matrix uniformly. Under high pressure, the Al content in ��-Mg matrix increases obviously, which in turn decreases the amount of ��-Mg17Al12 in the structure [19-22]. Therefore, the fine dendritic structure was obtained in the alloy prepared by squeeze casting. The semi-solid microstructures in the squeeze casting formed alloy were finer and more spheroidal than those treated by conventional casting at the same isothermal holding time. As shown in Figs. 4-5, during partial remelting, the fine dendritic ripened and evolved into the blocky structure after a short period of time. With prolonging the holding time, the blocky structure started to disintegrate due to liquid penetration. When the blocky structure disintegrated into individual solid particles, grain coarsening and spheroidization operated independently. Two mechanisms are generally considered to control solid particle coarsening and spheroidization: coalescence and Ostwald ripening [23-26]. Solid particle coarsening by coalescence is dominant at short time after liquid is formed, at low volume fractions of liquid. With the volume fractions of grain boundary liquid increasing, the contribution of coalescence to the coarsening is suppressed and Ostwald ripening is activated. At the same time, the solid particle becomes more spheroidal. Ostwald ripening mechanism promoted the spheroidization of grains. However, with prolonging the holding time, it is observed that a lot of irregular-shaped grains were present in the microstructure (Fig. 4(d) and Fig. 5(d)). The formation of these irregular-shaped grains can be attributed to the coalescence of two spheroidal grains to minimize the interface energy. In addition, these irregular-shaped grains may also originate from neighboring grains which have not yet been completely wetted. Solid grains, which are not wetted by liquid phase if ��gb<2��sl, where ��gb and ��sl are grain boundary energy and solid-liquid interface energy, respectively, tend to agglomerate. When two spheroidal grains which are similar in size merge into a larger grain with a longer holding, it is difficult for the irregular-shape grain to become spheroidal.
3.3 Thixoforming and tensile mechanical properties of thixoformed AZ61 alloy
Figure 7 presents photographs of successfully thixoformed components. The components of starting materials were AZ61 alloy (conventional casting plus partial remelting and squeeze casting plus partial remelting). It revealed that both as-cast alloy and squeeze casting alloy were well fabricated. However, the tensile mechanical properties were remarkably different. The values of the ultimate tensile strength, yield strength and elongation of thixoformed AZ61 alloy produced by squeeze casting plus partial remelting were 280 MPa, 192 MPa and 14%, respectively (Fig. 8). The ultimate tensile strength (UTS), yield strength (YS) and elongation of thixoformed AZ61 alloy produced by conventional casting plus partial remelting were 210 MPa, 131 MPa and 5%, respectively (Fig. 8).
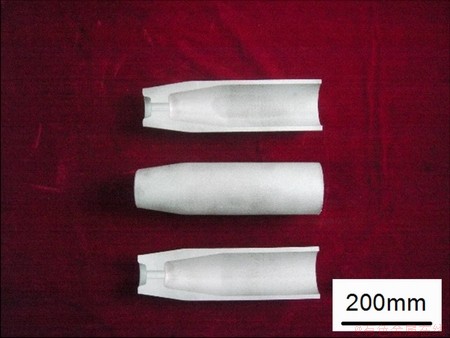
Fig. 7 Photographs of successfully thixoformed components
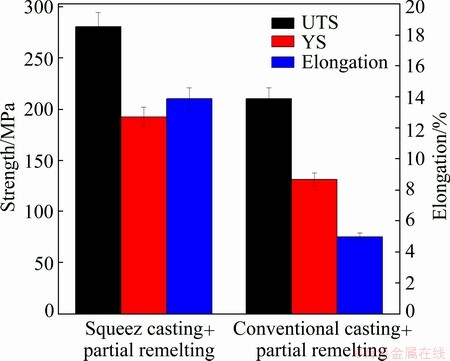
Fig. 8 Tensile mechanical properties of components thixoformed from starting materials produced by squeeze casting plus partial remelting and by conventional casting plus partial remelting
Figure 9 shows typical fracture surfaces of as-cast and squeeze casting formed AZ61 alloys. The SEM image of as-cast AZ61 alloy in Fig. 9(a) shows a transcrystalline fracture, in which a few cracks could be observed. Moreover, the as-cast AZ61 alloy contained coarse brittle intermetallic particles, which inhomogeneously distributed in the microstructure. Therefore, AZ61 alloy exhibited a little plastic deformation before fracture. It can be seen from Fig. 9(b) that tiny and uniform dimples can be obviously observed on the fracture surface of the squeeze casting formed AZ61 alloy, corresponding to refined and equiaxed grains after squeeze casting. Comparison of Figs. 3(a) and (b) also showed that a finer microstructure was obtained for the squeeze casting formed AZ61 alloys. The remarkably improved ductility was obtained in the squeeze casting formed AZ61 alloy because more fine grains contributed to the macroscopic deformation. As shown in Fig. 9(b), the breakage of intermetallic particles into smaller parts facilitated the dislocation motion. Therefore, good ductility was obtained for squeeze casting formed AZ61 alloy.
The tensile mechanical properties of thixoformed components in the squeeze casting alloy exhibited a considerable improvement over that of as-cast alloy. It is well known that the tensile mechanical properties of thixoformed components are governed by the microstructure [20,21]. The relationship between the tensile properties and the microstructure can be described by Hall-Petch equation:
 (5)
(5)
where ��y is the yield strength, ��0 and Ky are material constants, and d is the mean grain size. Better tensile properties in final thixoformed components inherited from the finer microstructure before thixoforming. Compared with those of the alloy prepared by conventional casting, finer microstructures were obtained in the alloy prepared by squeeze casting. The superior tensile properties of the components thixoformed from the squeeze casting formed alloy were attributed to the favorable effect of the application pressure on structures. The elongation to fracture of the alloys has a strong dependence on the shape of microstructure [11,18]. The fine dendritic microstructure evolved into fine and spheroidal solid grains surrounded by grain boundary liquid films during partial remelting. In this work, the shape factor of the squeeze casting formed alloy after partial remelting was obviously smaller than that of the as-cast alloys. The good degree of spheroidization in the squeeze casting formed alloy after partial remelting was helpful for obtaining good elongation to fracture after thixoforming. Moreover, the as-cast alloys contained a substantial amount of porosity due to gas entrapment during casting. Such porosity not only adversely affected tensile properties of casting parts but also exerted unfavorable effect on the tensile mechanical properties of the thixoformed as-cast alloy. After the squeeze casting, some casting defects, such as gas porosity and shrinkage cavity, have been eliminated to some extent. As expected, better tensile mechanical properties were obtained in the alloy prepared by squeeze casting.
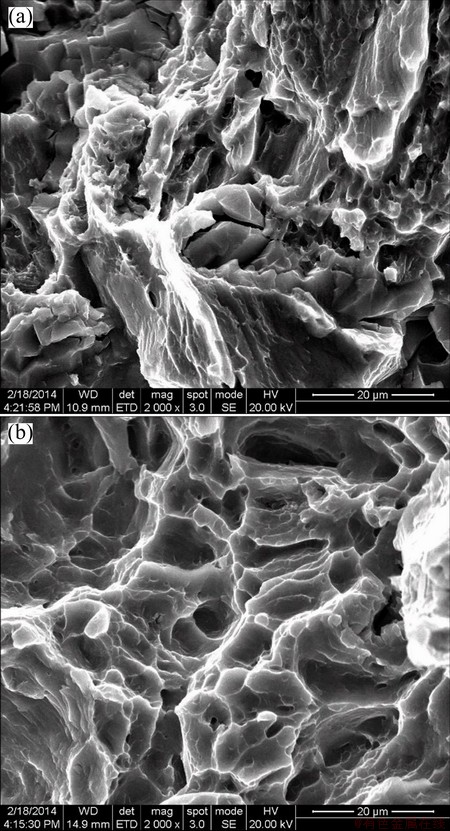
Fig. 9 Fractographs of as-cast (a) and squeeze casting formed (b) AZ61 alloys
4 Conclusions
1) An innovative process that combines squeeze casting and partial remelting is successfully proposed to obtain fine semi-solid microstructures of AZ61 magnesium alloy. With prolonging holding time, both the grain sizes of as-cast AZ61 alloy and squeeze casting formed AZ61 alloy increase initially, and then decrease with further increasing holding time. And the degrees of spheroidization in the as-cast AZ61 alloy and squeeze casting formed AZ61 alloy are also improved initially, and then deteriorate with the increase of holding time.
2) Thixoforming results in successful filling of the die. The tensile mechanical properties of thixoformed components strongly depend on the tensile mechanical properties of billets before thixoforming. Squeeze casting followed by partial remelting is an effective route to produce semisolid AZ61 alloy for thixoforming. The squeeze casting formed alloys are better suited for semi-solid forming than the conventional casting formed alloys. The ultimate tensile strength, yield strength and elongation of thixoformed AZ61 alloy treated by squeeze casting plus partial remelting are 280 MPa, 192 MPa and 14%, respectively. The ultimate tensile strength, yield strength and elongation of thixoformed AZ61 alloy produced by conventional casting plus partial remelting are 210 MPa, 131 MPa and 5%, respectively.
References
[1] CHEN Qiang, YUAN Bao-guo, LIN Jun, XIA Xia-sheng, ZHAO Zu-de, SHU Da-yu. Comparisons of microstructure, thixoformability and mechanical properties of high performance wrought magnesium alloys reheated from the as-cast and extruded states [J]. Journal of Alloys and Compounds, 2014, 584: 63-75.
[2] Kim W J, Hong S I, Kim Y S, Min S H, Jeong H T, Lee J D. Texture development and its effect on mechanical properties of an AZ61 Mg alloy fabricated by equal channel angular pressing [J]. Acta Mater, 2003, 51: 3293-3307.
[3] GENG Lin, ZHANG Hong-wei, LI Hao-ze, GUAN Li-na, HUANG Lu-jun. Effects of Mg content on microstructure and mechanical properties of SiCp/Al-Mg composites fabricated by semi-solid stirring technique [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(10): 1851-1855.
[4] Jiang Ju-fu, WANG Ying, DU Zhi-min, QU Jian-jun, LUO Shou-jing. Microstrcture evolution of AM60 magnesium alloy semisolid slurry prepared by new SIMA [J]. Journal of Alloys and Compunds, 2010, 497(1-2): 62-67.
[5] CHEN Qiang, Xia Xia-sheng, Yuan Bao-guo, Shu Da-yu, Zhao Zu-de. Hot work fability behavior of as-cast Mg-Zn-Y-Zr alloy [J]. Materials Science and Engineering A, 2014, 593: 38-47.
[6] SU Gui-hua, CAO Zhan-yi, LIU Yong-bin, WANG Yu-hai, ZHANG Liang, CHENG Li-ren. Effects of semi-solid isothermal process parameters on microstructure of Mg-Gd alloy [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S2): s402-s406.
[7] Jiang Ju-fu, WANG Ying, QU Jian-jun, DU Zhi-ming, SUN Yi, LUO Shou-jing. Microstructure and mechanical properties of AZ61 magnesium alloy parts formed by thixo-extruding semisolid billets prepared by new SIMA [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(3): 576-585.
[8] LIN Jin-bao, WANG Qu-dong, LIU Mang-ping, CHEN Yan-jun, ROVEN H J. Finite element analysis of strain distribution in ZK60 Mg alloy during cyclic extrusion and compression [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(8): 1902-1906.
[9] Jiang Ju-fu, LIN Xin, WANG Ying, QU Jian-jun, LUO Shou-jing. Microstrcture evolution of AM60 magnesium alloy predeformed by ECAE during isothermal treatment [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(3): 555-563.
[10] Ashouri S, NILI-Ahmadabadi M, Moradi M, Iranpour M. Semi-solid microstructure evolution during reheating of aluminum A356 alloy deformed severely by ECAP [J]. Journal of Alloys and Compounds, 2008, 466: 67.
[11] CHEN Qiang, Yuan Bao-guo, Zhao Gao-zhan, Shu Da-yu, Hu Chuan-kai, Zhao Zu-de, Zhao Zhi-xiang. Microstructural evolution during reheating and tensile mechanical properties of thixoforged AZ91D-RE magnesium alloy prepared by squeeze casting-solid extrusion [J]. Materials Science and Engineering A, 2012, 537: 25-38.
[12] HU Y, HE B L, YAN H. Rheological behavior of semi-solid Mg2Si/AM60 magnesium matrix composites at steady state [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S3): s883-s887.
[13] ZHANG Qiang-qiang, CAO Zhan-yi, LIU Yong-bing, WU Jun-hai, ZHANG Yi-feng. Study on the microstructure evolution and rheological parameter of semi-solid Mg-10Al-4Zn alloys [J]. Materials Science Engineering A, 2008, 478: 195.
[14] CHEN Qiang, LIN Jun, SHU Du-yu, HU Chuan-kai, ZHAO Zu-de, KANG Feng, HUANG Shu-hai, YUAN Bao-guo. Microstructure development, mechanical properties and formability of Mg-Zn-Y-Zr magnesium alloy [J]. Materials Science Engineering A, 2012, 554: 129-141.
[15] ZHAO Zu-de, CHEN Qiang, HU Chuan-kai, TANG Zi-jun. Microstructural evolution and tensile mechanical properties of AM60B magnesium alloy prepared by the SIMA route [J]. Journal of Alloys and Compounds, 2010, 497: 402-411.
[16] LUO Shuo-jing, CHEN Qiang, ZHAO Zu-de. Effects of processing parameters on the microstructure of ECAE-formed AZ91D magnesium alloy in the semi-solid state [J]. Journal of Alloys and Compounds, 2009, 477: 602-607.
[17] Zhao Zu-de, Chen Qiang, Hu Chuan-ki, Huang Shu-hai, Wang Yan-bin. Near-liquidus forging, partial remelting and thixoforging of an AZ91D + Y magnesium alloy [J]. Journal of Alloys and Compounds, 2009, 485: 627-636.
[18] MA Yan-long, PAN Fu-sheng, ZUO Ru-lin, ZHANG Jin, YANG Ming-bo. Effects of heat-treatment on microstructure of wrought magnesium alloy ZK60 [J]. Transactions of Nonferrous Metals Society of China, 2006, 16(S3): 1888-1891.
[19] YANG Ming-bo, PAN Fu-sheng, CHENG Ren-jun, SHEN Jia. Effects of holding temperature and time on semi-solid isothermal heat-treated microstructure of ZA84 magnesium alloy [J]. Transactions of Nonferrous Metals Society of China, 2008, 18(3): 566-572.
[20] ZHAO Zu-de, CHEN Qiang, HUANG Shu-hai, CHAO Hong-ying. Microstructural evolution and tensile mechanical properties of thixoforged ZK60-Y magnesium alloys produced by two different routes [J]. Materials and Design, 2010, 31: 1906-1916.
[21] ZHAN Mei-yan, ZHANG Wei-wen, ZHANG Da-tong. Production of Mg-Al-Zn magnesium alloy sheets with ultrafine-grain microstructure by accumulative roll-bonding [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(5): 991-997.
[22] Kleiner S, Beffort O, Uggowitzer P J. Microstructure evolution during reheating of an extruded Mg-Al-Zn alloy into the semisolid state [J]. Scripta Mater, 2004, 51: 405-410.
[23] ZHAO Zu-de, CHEN Qiang, TANG Ze-jun, WANG Yan-bin, NING Hai-qiang. Microstructure evolution and mechanical properties of Al2O3sf/AZ91D magnesium matrix composites fabricated by squeeze casting [J]. Journal of Materials Science, 2010, 45: 3419-3425.
[24] GAO Lei, CHEN Rong-shi, HAN Een-hou. Enhancement of ductility in high strength Mg-Gd-Y-Zr alloy [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(4): 863-868.
[25] XIA Kai, WANG Jun-ti, WU Xue, CHEN Guang, GURVAN M. Equal channel angular pressing of magnesium alloy AZ31 [J]. Materials Science and Engineering A, 2005, 410-411: 324-327.
[26] FENG Xiao-ming, AI Tao-tao. Microstructure evolution and mechanical behavior of AZ31 Mg alloy processed by equal-channel angular pressing [J]. Transactions of Nonferrous Metals Society of China, 2009, 19(2): 293-267.
��ѹ�����Ʊ����̬AZ61þ�Ͻ����֯�ݱ估��ѧ����
�� ������־�ģ����P���� �գ�̷ �������S毣���һ�F
�й���ѧԺ������ɫ���ܼ����о�Ժ������ 401122
ժ Ҫ�����ü�ѹ�����ֱ�Ӷ������۵ķ����Ʊ����̬AZ61þ�Ͻ�����ͨ����ѹ����Ԥ������̬AZ61þ�Ͻ��Ի��ϸС��֦����Ȼ���ڰ��̬������ж������ۣ�ϸС��֦���ݱ����״������ȫ�ľ�����Һ����Ȱ������о����������ͨ����ѹ����Ԥ���ε���̬AZ61þ�Ͻ��봫ͳ����Ԥ���ε���̬AZ61þ�Ͻ���ȣ�����ͬ�Ķ������������£���ѹ����Ԥ���ε���̬AZ61þ�Ͻ��ø�ϸС�İ��̬��֯�����⣬��ѹ������϶������۴�����ε�AZ61þ�Ͻ���ѧ�������ڴ�ͳ�����������۴�����ε�AZ61þ�Ͻ�
�ؼ��ʣ�AZ61þ�Ͻ𣻼�ѹ���죻�������ۣ���ѧ����
(Edited by Yun-bin HE)
Foundation item: Project (51405466) supported by the National Natural Science Foundation of China; Project (Y32Z010F10) supported by the Western Light Program of the Chinese Academy of Sciences; Project (cstc2014jcyjA50009) supported by Chongqing Research of Application Foundation and Advanced Technology, China; Project (cstc2014jcyjA50037) supported by Chongqing Research of Application Foundation and Advanced Technology, China
Corresponding author: Zhi-wen XIE; Tel: +86-23-65935561; E-mail: xzw@cigit.ac.cn
DOI: 10.1016/S1003-6326(14)63485-3
Abstract: A novel process that combines squeeze casting with partial remelting to obtain AZ61 magnesium alloy with semi-solid microstructures was proposed. In this route, the squeeze casting was used to predeform the magnesium alloy billets to obtain small dendritic structures. During subsequent partial remelting, small dendritic structures transform into globular grains surrounded by liquid films. The results show that the squeeze casting AZ61 alloy after partial remelting produces more ideal, finer semi-solid microstructure compared with as-cast AZ61 alloy treated by the same isothermal holding conditions. Moreover, the mechanical properties of the thixoformed AZ61 alloy prepared by squeeze casting plus partial remelting are better than those of the thixoformed alloy prepared by conventional casting plus partial remelting.
