
DOI: 10.11817/j.issn.1672-7207.2016.08.016
����GA��Һѹ����PID�����������Ż�
�Ծ���1, 2������2��������2��Ҧ��1, 2
(1. ��ɽ��ѧ �Ƚ���ѹ���μ������ѧ�������ص�ʵ���ң��ӱ� �ػʵ���066004��
2. ��ɽ��ѧ �ӱ�ʡ���ͻ�е���嶯�����������ʵ���ң��ӱ� �ػʵ���066004)
ժ Ҫ��
�������ؿڶ������ƿ��Һѹ��ϵͳ�ж��PID�����������벻ͬ������ƥ�����⣬���Һѹ���ڸı乤����Ķ��쾫�ȣ����øĽ���GA���Ŵ��㷨)�Զ�PID��������������������������ͬ�����²����������ݿ⡣���ȣ�����0.6 MN���Һѹ��ϵͳ�Ļ���ģ�ͣ��ڴ˻����ϣ�ͨ��ϵͳ��ʶ�����õ���ʵ�ʵ���ѧģ�͡���Σ���Բ�ͬ�����г̺Ͷ���Ƶ�ʣ����øĽ��Ŵ��㷨�Զ�PID���������������Ż��������0.6 MN���Һѹ��ʵ��ƽ̨�Է���������ʵ����֤���о����������ͨ���Ŵ��㷨���ж�PID�����������Ż�ʹ���Һѹ��ϵͳ�ڶ������Ƶ�ʺͶ����г��µĶ��쾫�ȴﵽ�ˡ�1 mm����߿��Һѹ���Բ�ͬ��������Ӧ�ԡ�
�ؼ��ʣ�
���Һѹ����ϵͳ��ʶ���Ŵ��㷨����PID�������������Ż���
��ͼ����ţ�TP271+.3��TG316.8 ���ױ�־�룺A ���±�ţ�1672-7207(2016)08-2650-11
Multi-PID controller parameters optimization of fast forging hydraulic press based on GA
ZHAO Jinsong1, 2, ZHANG Yang2, CAO Xiaoming2, YAO Jing1, 2
(1. Key Laboratory of Advanced Forging & Stamping Technology and Science,
Ministry of Education of China, Yanshan University, Qinhuangdao 066004, China;
2. Hebei Provincial Key Laboratory of Heavy Machinery Fluid Power Transmission and Control,
Yanshan University, Qinhuangdao 066004, China)
Abstract: Parameters optimization method of multi-PID controller based on improved genetic algorithm was presented in response to the mismatch problems between PID parameters and working conditions and the improvement in forging precision. The expert database of parameter adjustment was established for different working conditions to optimize speed forging hydraulic press control characteristics. Firstly, the mathematical model of electro-hydraulic servo system controlled independently by Four-channel-load ports was founded based on the mechanism modeling method. On this basis, the identification experiment based on 0.6 MN fast forging hydraulic press electro-hydraulic servo system experimental platform was completed. Secondly, the parameters of PID controller were optimized by improved genetic algorithm under different working conditions, and the effectiveness of the genetic algorithm was analyzed via simulation. Finally, the control effect of optimized PID was verified on 0.6 MN fast forging hydraulic press electro-hydraulic servo system experimental platform. The results show that multi-PID controller optimized by genetic algorithm makes forging precision of fast forging hydraulic press system improved to ��1 mm, which can widely improve the adaptability in different work conditions.
Key words: fast forging hydraulic press, system identification, genetic algorithm, multi-PID controller, parameter optimization
���Һѹ����һ�����ڽ�����ѹ���͵����ͻ�е�豸�����ڶ����ٶȿ졢���ƾ��Ⱥá��Զ����̶ȸߡ����շ�Χ������㷺���ں��ա����졢������ұ�������Ĺ�ҵ������[1]�������ִ�����ҵ��Ѹ�ٷ�չ�������ٶȿ졢���ȸߡ��Զ����̶ȸߵ��ִ������Ͷ�ѹ��е������Ҫ����ʵ�����Ӧ�ü�ֵ[2]�����Һѹ����Һ�ŷ�ϵͳ��һ�ֵ��͵ķ����ԡ�ʱ��ϵͳ���Ҳ�ͬ���ն�Ӧ�Ļ�����г̡�ѹ����������Ƶ�ʵ���������Ҳ����ͬ[3-5]���о��ʺϿ��ѹ�����պ������Ե�PID������������������߿��Һѹ�����Զ����̶ȣ����ҿ���ʹ���ڲ�ͬ������ʱ�为���Ŷ��¾��н�ǿ��³���ԣ�������߿������ܺͶͼ�����[6-7]����������ģ�����ơ������硢ר��ϵͳ���Ѿ���Ϊ�������������·��������[8-9]Ϊ�����ˮѹ���Ŀ��ƾ��ȣ�����ģ��PID�����㷨�������϶�������ȣ���С˲�为�ظ����µ�³���ԣ��η�����[10]����˻���BP�������PID���������������ž���[11]������һ����������⣬�����˸Ľ��Ķ�Ŀ������㷨��˫PID�������IJ����������Ż���������֤���˸÷�������Ч�ԣ�CHEN��[12]�����������������������ĸ���������÷�ɢPID�������������߷����������ԣ�����Ӣ��[13]���ũ����Һ�ŷ�ϵͳPID�����������������Ż�����ơ��ۿ��� ��[14]�ڶԵ�Һ�ŷ�����ϵͳ��ʶ�Ļ������������У��ģ��PID�������������˿���ϵͳ�����ܡ���������о�����������Թ��������ϵͳ�Ŀ��ƾ��Ȼ����³���ԣ���������Բ�ͬ������PID����������ƥ�䣬�Դﵽϵͳ�����ſ������ܡ���ˣ���Ӧ��ǿ���������ܸ��ŵ�PID��������Ƴ�Ϊ��������һ�������о�����Ŀ��⡣Ϊ����߿��Һѹ���ڲ�ͬ�����¿������Ŀ������ܣ����㲻ͬ���칤��Ҫ����������Ҫ�о������ǻ����Ŵ��㷨��0.6 MN���Һѹ����PID������������������߿������ڲ�ͬ�����µ���Ӧ�ԣ�����Ϊ����Ӧ���ṩָ�����á�
1 ���Һѹ��Һѹϵͳ��ģ
1.1 0.6 MN���Һѹ��ϵͳ��ģ
0.6 MN���Һѹ����Һ�ŷ�ϵͳΪ�ǶԳ���Ϸ����ƷǶԳ�Һѹ��ϵͳ�����ԭ����ͼ1��ʾ����ϵͳ��Ҫ���������á�ѹ�¸ס��س̸ס���������ж����������λ�ƴ��������ǶԳ���Ϸ���ָ��������Һѹ����ǻ�ͻ���ǻ��2�����������ڶȲ�ͬ��
���ڿ��Һѹ��ϵͳ���ø��ؿڶ��������������ǶԳƸ��������Գ����ԡ����ؿڶ�������ϵͳ������Һѹ���Ŀ������ɶȣ�����˸��ؿڶ�������ϵͳ�Ľ��ܺͿ������ԡ��ڿ��Һѹ��ѹ�ºͻس�2�����й����У�Ϊ�ﵽ���õĿ���Ч�������Һѹ��һ����ö෧��ѹ��ʵʩ���������ڿ��ơ�4���������ֱ�װ���и�ǻ����ǻ��·�ϣ�ģ��ѹ�¸�Һ������Һ���ͻس̸�Һ������Һ�������ɸ��ؿڶ������ƣ�����˵�Һ�ŷ�ϵͳ�Ľ������Ϳڽ����������������⣬����ŷ�����ϵͳ���ɶȡ����������У���ͷ�4.1��4.4���������ʵ��ѹ�¶�������ͷ�4.2��4.3���������ʵ�ֻس̶����������������������ʽλ�ƴ�������ʵʱ�����������λ�Ʊ仯��
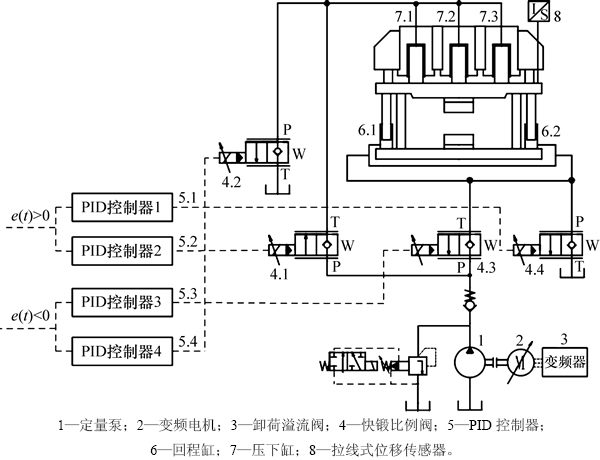
ͼ1 ����Һѹ���������ؿڿ���ԭ��ͼ
Fig. 1 Schematic diagram of forging press with separate control of actuator ports
1.2 0.6 MN���Һѹ����Һ�ŷ�ϵͳ��ѧ��ģ
���þ���������۽������ؿڶ��������ƷǶԳ�Һѹ����ѧģ�ͣ�Ϊ0.6 MN���Һѹ��ѹ�ºͻس̽ε�Һ�ŷ�ϵͳ���Ʋ����о��춨������
����ͼ1��֪��ѹ��ѹ�¹���ʱ��������4.1Ϊѹ�¸�Һ����������4.4Ϊ�س̸���Һ�������蹩��ѹ��ps�㶨��ѹ�¸�ѹ��Ϊp1���س̸�ѹ��Ϊp2������ѹ��Ϊp0���������Ʒ������Ի��������̷ֱ�Ϊ��
 (1)
(1)
 (2)
(2)
���У�Q1��Q2 �ֱ�Ϊ������1��4������m3/s��Kq1��Kq4�ֱ�Ϊ������1��4�������棬m2/s��x1��x4 �ֱ�Ϊ������1��4��оλ�ƣ�m��Kp1��Kp4�ֱ�Ϊ������1��4����-ѹ��ϵ����m3/(s��Pa)��
���Թܵ���ѹ����ʧ��ϵͳй©���ɵõ�Һѹ����������Ϊ��
 (3)
(3)
 (4)
(4)
���У�A1��A2�ֱ�Ϊѹ�¸ס��س̸���Ч�����m2��yΪ�����λ�ƣ�m����eΪ��Һ����Ч�������ģ����Pa��
Һѹ��������븺����ƽ�ⷽ��Ϊ
 (5)
(5)
���У�mtΪҺѹ������������kg��BpΪ�������ϵ����N��s/m��KΪ���ص��ɸնȣ�N/m��FLΪ�����ڻ����ϵ������⸺������N��
Ϊ�˱��ڷ����ǶԳƷ����ƷǶԳƸĶ�̬���ԣ�����ǶԳ�Һѹ����ǻ��Ч�����m=A2/A1(0��m��1)������ѹ��pL=p1-mp2������������������ݶȱ�Ϊk1=W4/W1������W1��W4�ֱ�Ϊ������1��4�ķ�о������������ݶȣ�m����оλ�Ʊ�n1=x4/x1���������ĸ�����������Ϊ
 (6)
(6)
���ڷ��ضԳƸף����ڶԳƸ�Һѹ����ǻ�����ȣ��������m=1����ʱ�为������QL=(Q1+Q4) /2����ˣ�ʽ(6)�Ķ�����ڷ��ظ��������ԡ�����
 (7)
(7)
���У�CdΪ�������ķ�������ϵ������ΪҺѹ�͵��ܶȣ�kg/m3��
������ѹ���������ʽ(7)��
 (8)
(8)
��ʽ(8)�������������1��4���������������-ѹ��ϵ����
 (9)
(9)
 (10)
(10)
 (11)
(11)
 (12)
(12)
��ˣ����Գ��ı�����������ϵ�����ܵ�����-ѹ��ϵ��Ϊ��
 (13)
(13)
 (14)
(14)
��ǶԳ���Ϸ��������Ի�����Ϊ
 (15)
(15)
Һѹ����������Ϊ
 (16)
(16)
����ѹ���ݻ�ΪVt������ʽ(5)��(15)��(16)���������ϱ任����ȥqL��pL��õ�ѹ�¹��̵Ĵ��ݺ���Ϊ

 (17)
(17)
һ�㣬 ����1����K=0ʱ��ʽ�ɼ�Ϊ
����1����K=0ʱ��ʽ�ɼ�Ϊ
 (18)
(18)
ѹ�¹���Һѹѹ����Ƶ�ʦ�h+��Һѹ����Ȧ�h+�ļ��㹫ʽ�ֱ�Ϊ��
 (19)
(19)
 (20)
(20)
Һѹ�س̶�����ѹ�¹������ƣ�����2���������Ʒ��ķ�о�˶�λ�Ʊ�Ϊn2=x3/x2��ͬ���ó��س�ʱ�ǶԳƷ��ظķ���Ϊ��
 (21)
(21)
 (22)
(22)
 (23)
(23)
�����ɵõ��س�ʱ�Ĵ��ݺ���Ϊ

 (24)
(24)
2 ���Һѹ��ϵͳ��ʶ
���ݻ�����ģ�õ��Ŀ��Һѹ����ѧģ�ͣ��ǶԳƷ����ƷǶԳƸ�ϵͳ��ѹ�ºͻس̹��̾��в�ͬ�Ĵ��ݺ�����������ϵͳ��ʶ�����������ɽ��ǶԳƷ�����2��ͨ����ͬ�ı�������2���������ķ��ڿ��Ⱥ�����ݶȴ���һ���ı�����ϵ���ɶ����������źż������ϵ����ʹѹ�ºͻس̹��̾�����ͬ�Ĵ��ݺ���ϵͳ��ʶһ�㲽����Ҫ����ʵ����ơ�����/������ݵIJɼ���������ʶģ�ͽṹ��ѡȡ��ϵͳģ�Ͳ�����ʶ����ʶģ�͵���֤�Լ����ģ��[15]��
����ʶʵ��õ�������������ݵ���MATLABϵͳ��ʶ�����䣬��������Ԥ������ѡ�����Բ���ģ���е�ARXģ�ͽṹ�����ģ�Ͳ�����ʶ��ѡ����϶���ߴﵽ90.02%�ı�ʶ���Ϊ
 (25)
(25)
����ϵͳ��ʶ�õ�����ѧģ�ͽ���Ƶ��������õ�Ƶ�����ԶԱ����ߣ���ͼ2��ʾ��
��ͼ2��֪���ڵ�Ƶ��Χ�ڶ������Ǻϣ����Ҹ�����ѧģ�ʹ��뾭������õ��Ĺ���Ƶ��Ҳ��Ƶ���������г��Ƶ�ʷ�Χ����һ�¡�
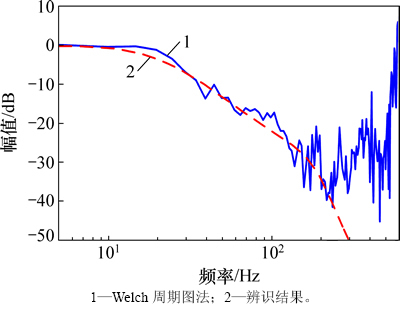
ͼ2 Ƶ��������߶Ա�����
Fig. 2 Contrasts curve of frequency domain analysis
3 ��PID�����������Ż�
�Ŵ��㷨ģ����������������̣�����Ⱥ�������л����Ŵ�ѧ�IJ���[16-17]���Ŵ��㷨�Ļ���������ͼ3��ʾ��
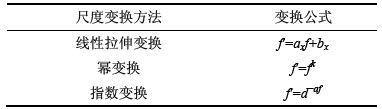
���Ŵ��㷨��ʼ�Σ���������Ӧ�Ȳ��ܴ��������Ŵ��㷨������������ֲ����ţ���ˣ��轫��Ӧ����С������Ⱥ���в�ͬ�������Ӧ�Ȳ��[18]�����Ŵ��㷨���ڣ�Ⱥ�����������������Ӧ������С��Ϊ��ͻ������֮��IJ����ʤ��̭��Ӧ�ʵ�����Ӧ��������������Ӧ�Ⱥ�����ƻ���˼·���Ŵ��㷨��Ӧ�Ƚ��г߶ȱ任�����巽�������Ա����任���ݱ任��ָ���任�ȣ���任��ʽ���1��ʾ��
����������ʽ�ֱ����Ӧ�Ⱥ������в�ͬ�ij߶ȱ任����30���PID������������Ϊ��ʼ��Ⱥ�壬ѡ���Ŵ�����Ϊ400�����������ȡ0.75���������ȡ0.01��
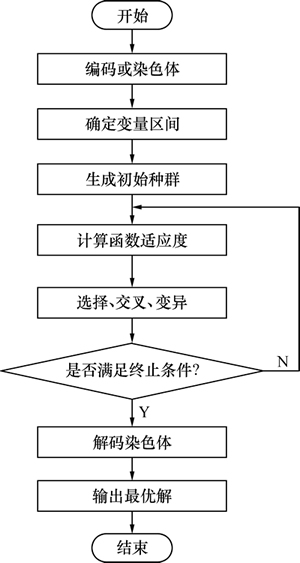
ͼ3 �Ŵ��㷨����ͼ
Fig. 3 Flowchart of genetic algorithm
��1 ��ͬ��Ӧ�ȱ任��ʽ����任��ʽ
Table 1 Different transformations and relevant formulas of fitness function
��Զ����г�Ϊ30 mm������Ƶ��Ϊ1 Hz��ϵͳ����������MATLAB/Simulink���з��棬�õ��Ķ�PID����������Ч����ͼ4��ʾ��
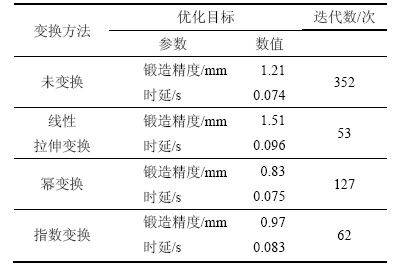
����Ӧ�Ⱥ������в�ͬ��Ӧ�ȱ任��������Ա����2��ʾ��
�Աȷ���3�ֲ�ͬ��Ӧ�ȱ任��ķ�������
1) ���Ŵ��㷨��Ӧ�Ⱥ��������������취�任����δ�任���жԱ���Ȼ�������ٶ�����ˣ����Ƕ��쾫�Ƚ��ͣ�ʱ������
2) ���Ŵ��㷨��Ӧ�Ⱥ�������ָ���任������Ŵ��㷨Ѱ�Ź��̵������ٶȣ����������˶���������ͺ�
3) ���Ŵ��㷨��Ӧ�Ⱥ��������ݱ任����������Ŵ��㷨Ѱ�Ź��̵������ٶȣ���������˶��쾫�ȣ�������ϵͳ�Ŀ������ܡ�
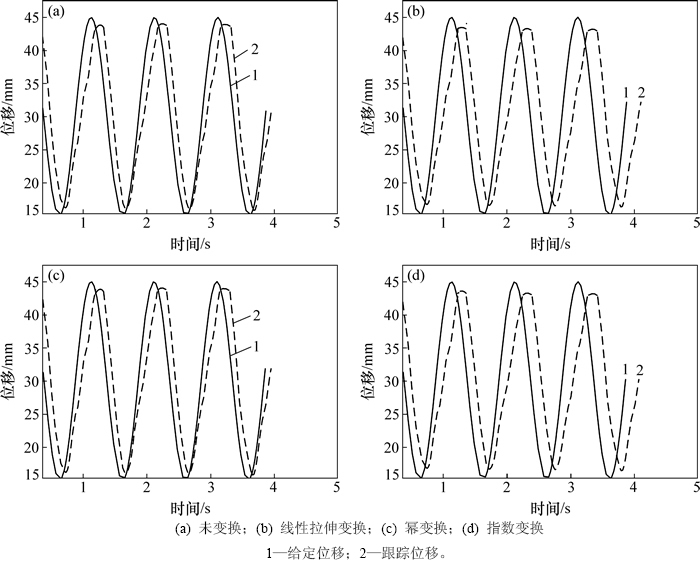
ͼ4 ��ͬ��Ӧ�ȱ任��ʽ��ϵͳλ�Ƹ��ٷ�������
Fig. 4 Simulation curves of displacement tracking under different transformations of fitness function
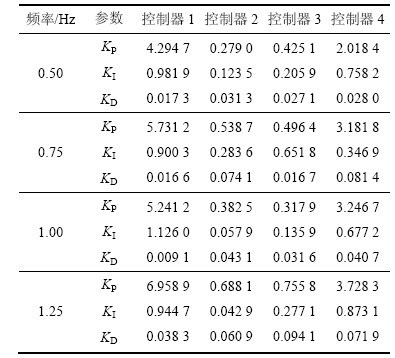
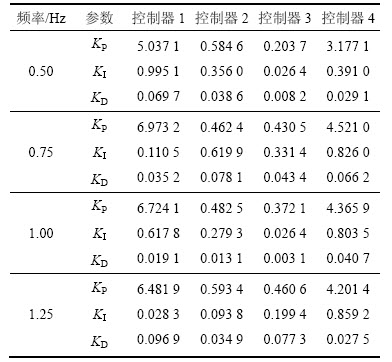
��Ա���Ŀ�꺯���ı�����ʽ�����쾫�ȣ����ö��Ŵ��㷨��Ӧ�Ƚ����ݱ任�ĸĽ���ʵ�ֲ�ͬ�����¶�PID�����������Ż����ڿ��Һѹ�������г�Ϊ20 mm����ͬƵ��(0.50��0.75��1.00��1.25 Hz)�Ĺ����·ֱ�����Ŵ��㷨��PID�����������Ż����õ��Ż���Ķ�PID�������������3��ʾ��
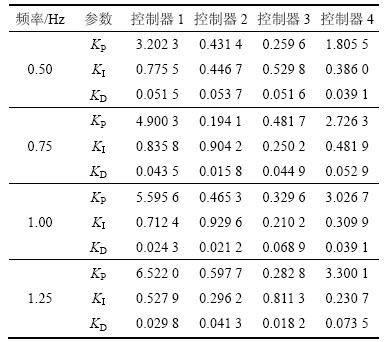
���û�����Ӧ�Ⱥ����ݱ任����Ŵ��㷨����Կ��Һѹ�������г�Ϊ30 mm����ͬƵ��(0.50��0.75��1.00��1.25 Hz)��4�ֹ����ֱ���øĽ�����Ŵ��㷨�Զ�PID���������������Ż����Ż���Ŀ��Ϊ���쾫�Ⱥ�ʱ�ӷֱ�ﵽ1 mm��0.1 s�����յõ��Ż���Ķ�PID�������������4��ʾ��
��2 ��ͬ��Ӧ�ȱ任�������Ա�
Table 2 Comparisons of simulation results of different transformations of fitness function
��3 �����г�20 mm�Ķ�PID�����������Ż����
Table 3 PID controller parameters optimization results with different forging frequency over 20 mm stroke
��Զ����г�Ϊ40 mm����ͬƵ��(0.50��0.75��1.00��1.25 Hz)�Ĺ������л����Ŵ��㷨�Ķ�PID�����������Ż����Ż�������5��ʾ��
���������������ݣ�����ͬ�����£������г̷ֱ�Ϊ20��30��40 mm������Ƶ�ʷֱ�Ϊ(0.50��0.75��1.00��1.25 Hz)��֮���Ӧ���Ż����PID�����������Ƴ�ר�ҿ⡣��ϵͳ����Ӧ�ù����У���ר�ҿ����Զ���������Ӧ������Ӧ���Ż���PID��������������ϵͳ���ơ�
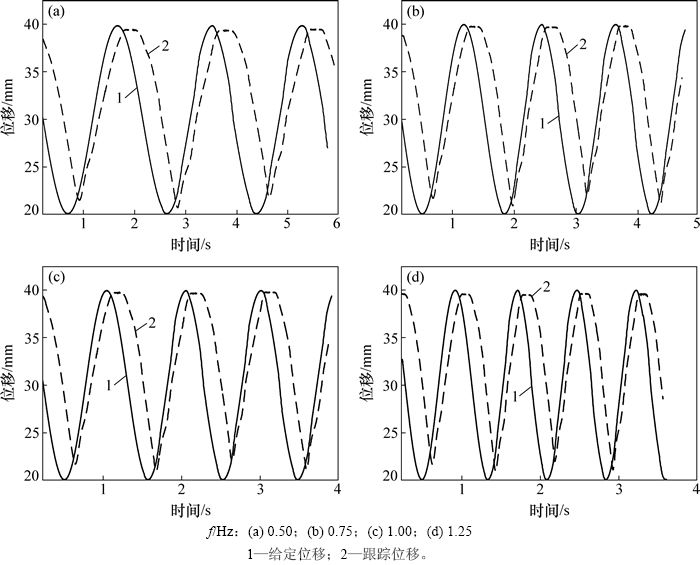
�ڽ�����0.6 MN���Һѹ����Һ�ŷ�ϵͳ����ģ��֮�У�����ר�ҿ��в�ͬ������Ӧ���Ż���PID���������з��档�ڶ����г�Ϊ20 mm����ͬƵ�ʵĶ��ֹ����£��õ���λ�Ƹ���������ͼ5��ʾ��
��4 �����г�30 mm�Ķ�PID�����������Ż����
Table 4 PID controller parameters optimization results with different forging frequency over 30 mm stroke
��5 �����г�40 mm�Ķ�PID�����������Ż����
Table 5 PID controller parameters optimization results with different forging frequency over 40 mm stroke
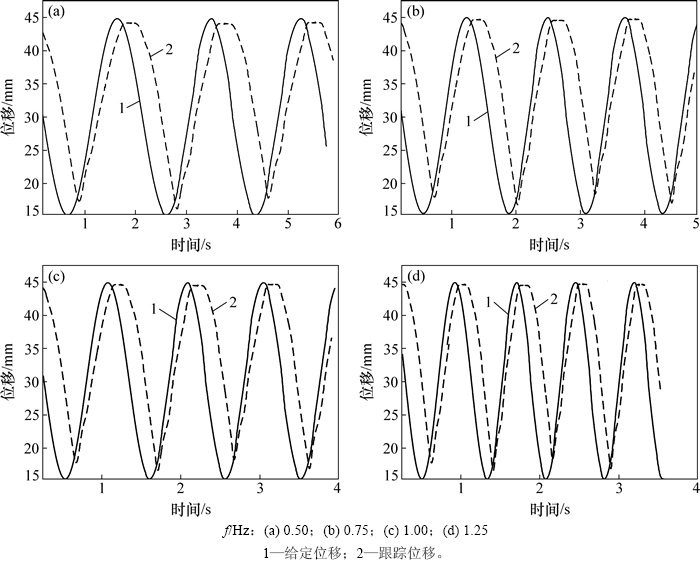
����ר�ҿ��в�ͬ������Ӧ���Ż���PID���������з��档�ڶ����г�Ϊ30 mm����ͬƵ�ʵĶ��ֹ����£��õ���λ�Ƹ���������ͼ6��ʾ��
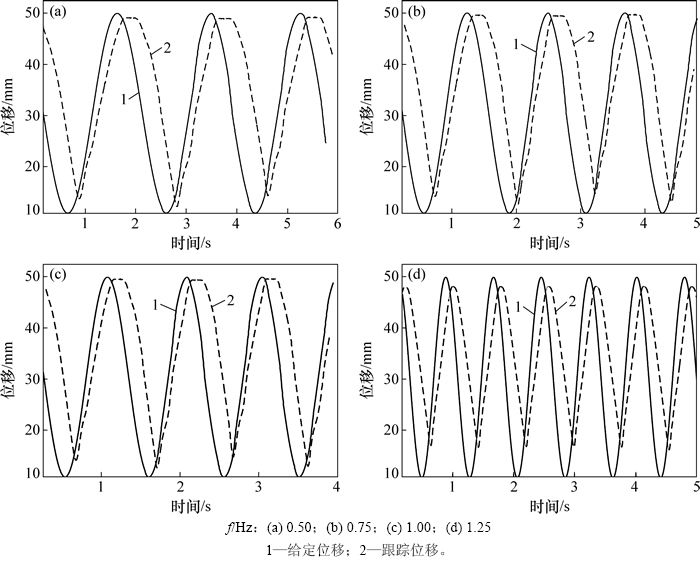
�ڶ����г�Ϊ40 mm����ͬƵ�ʵĶ��ֹ����£��õ���λ�Ƹ���������ͼ7��ʾ��
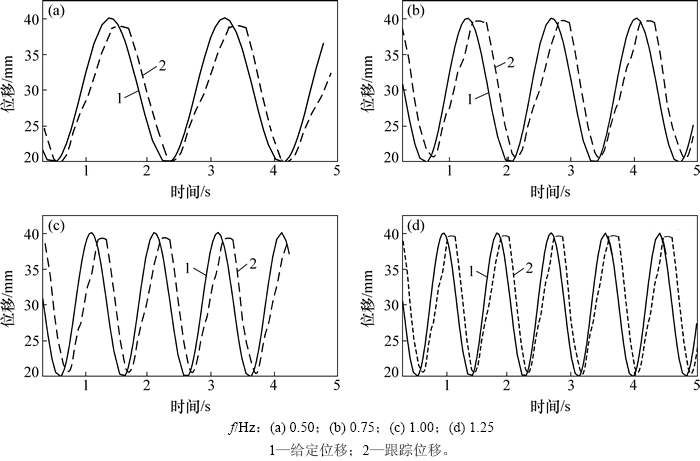
ͼ5 �����г�Ϊ20 mm��ͬƵ����ϵͳλ�Ʒ�������
Fig. 5 Simulation curves of displacement tracking under different frequencies when forging stroke is 20 mm
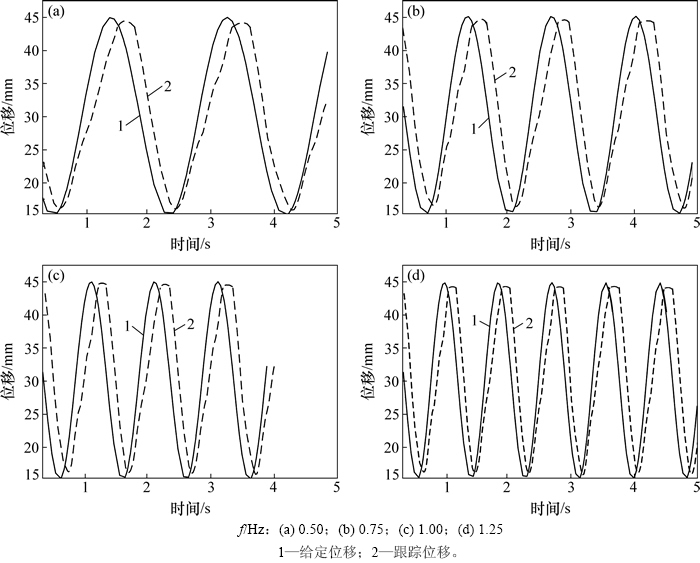
ͼ6 �����г�Ϊ30 mm��ͬƵ����ϵͳλ�Ʒ�������
Fig. 6 Simulation curves of displacement tracking under different frequencies when forging stroke is 30 mm
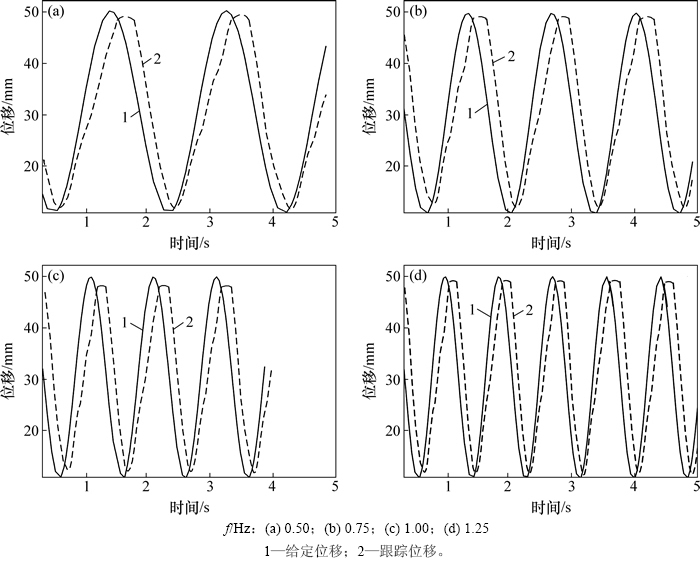
ͼ7 �����г�Ϊ40 mm��ͬƵ����ϵͳλ�Ʒ�������
Fig. 7 Simulation curves of displacement tracking under different frequencies when forging stroke is 40 mm
�ӷ��������Եó�1�������ڵIJ���ֵ����֮���Ӧ��ʱ�̣��Ӷ��õ��������ڵĶ��쾫�Ⱥ�ʱ�ӡ�����쾫�Ⱦ����Դﵽ1 mm����ʱ����0.1 s֮�ڡ�
����������ͨ��������12�ֳ����Ĺ������з��棬���ý��֤�����Ŵ��㷨�Զ�PID�����������Ż�����Ч�ԡ�˵��������Ķ�PID��������ʱ�为���Ŷ��¾��н�ǿ��³���ԣ��ڲ�ͬ�����г̡���ͬƵ�ʵĶ��ֹ����¾���һ������Ӧ�ԣ�����0.6 MN���Һѹ����Һ�ŷ�ϵͳ�Ŀ�������Ҫ��
4 ʵ��
Ϊ��֤�Ż���Ķ�PID�����������Ƿ��ܹ���������Ҫ����ʵ�鲽�����£�
1) ����LabVIEW��̻�����FPGAģ���дλ�Ʒ����������ؿڿ��ƶ�PIDʵ��ϵͳ���źŲɼ����Ƴ����趨�ÿ�ѹ��Ϊ8.0 MPa����Ƶ�������Ƶ��Ϊ25 Hz����Ӧ���ת��Ϊ750 r/min��
2) �趨ϵͳ�����г�Ϊ20 mm������Ƶ��Ϊ1 Hz����Ǧ��ģ�⸺�ؽ��м���ʵ�飬�����Ż���Ķ�PID�������������ɼ�λ�Ƹ���ʵ�����ݣ��۲���������Ƿ�������쾫��Ҫ��
3) �趨�����г̷ֱ�ΪΪ20��30��40 mm������Ƶ�ʷֱ�Ϊ0.50��0.75��1.00��1.25 Hz��12�ֲ�ͬ�����������ظ�����2)��
�ڶ����г�Ϊ20��30 mm��ͬƵ�ʵĶ��ֹ����£������Ż����PID��������������ʵ��õ�λ�Ƹ������߷ֱ���ͼ8��9��ʾ��
���������ó������г̷ֱ�ΪΪ20��30 mmʱ��et��0����λ�Ƹ������ߴ���ʱ�ӡ�����ʵ�������Լ�������ݣ�������ȡ��1�������ڵIJ���ֵ�Լ��������Ӧ��ʱ�䣬�Ӷ��õ��������ڵĶ��쾫�Ⱥ�ʱ�ӡ�����쾫�ȿ��Դﵽ1 mm��ʱ��0.1 s��˵��������Ķ�PID��������ʱ�为���Ŷ��¾��н�ǿ��³���ԣ��ڸö��ֹ����¾���һ������Ӧ�ԣ�����������ܵ�Ҫ��
�ڶ����г�Ϊ40 mm��ͬƵ�ʵĶ��ֹ����£�����������PID��������ʵ��õ���λ�Ƹ���������ͼ10��ʾ���������㣬�ó�ͼ10(a)��(b)��(c)��ʾ����Ƶ���½��������쾫�ȿ��Դﵽ1 mm��ʱ����0.1 s֮�ڡ�
ͼ8 �����г�Ϊ20 mm��ͬƵ����ϵͳλ��ʵ������
Fig. 8 Experimental curves of displacement tracking under different frequencies when forging stroke is 20 mm
ͼ9 �����г�Ϊ30 mm��ͬƵ����ϵͳλ��ʵ������
Fig. 9 Experimental curves of displacement tracking under different frequencies when forging stroke is 30 mm
ͼ10 �����г�Ϊ40 mm��ͬƵ����ϵͳλ��ʵ������
Fig. 10 Experimental curves of displacement tracking under different frequencies when forging stroke is 40 mm
��ͼ10(d)���������Ŷ���Ƶ�ʵ���ߣ�ϵͳλ�Ƹ������ܱ�������Ƶ��Ϊ1.25 Hzʱ��ϵͳѹ��λ�����ﵽ2.5 mm���س̽����ڻ����������Ӱ�죬ѹ�����ܻص�ָ��λ�ã����Ϊ7.5 mm�����ͺ��������أ���������ѹ����������Ҫ������������ڶ����������������㸺��Ҫ���Լ�Һѹ����Ԫ�����ز�ƥ��ԭ����ɵġ�
ͨ��0.6 MN���Һѹ����Һ�ŷ�ϵͳ�Ľṹ�����Լ�ʵ�ʹ������˶�������Χ���Խ��й��㣬������Ԫ����������֪����������Զ������Ӧ�����»��������ٶ�������������ϵͳ�������Խ�����ط������ڶ����г�Ϊ40 mm��Ƶ��Ϊ1.25 Hz�Ĺ����£�Һѹ����Ԫ��������������߿�����������ٶȺ��������������Ҫ���Dz���������ϵͳ������������ʵ��Ҫ�����Գ�������λ�ͺ�ͷ�ֵ˥��������ˣ��Կ��Һѹ�����и���ƥ��������о���ؿ��Ʋ��Ե�ǰ��������
ʵ������֤�˶�PID�����������Ż����ڲ�ͬ�����г̡�Ƶ�ʵĶ��ֳ�������������Ч�ġ���ˣ���ʱ�为���Ŷ��¾��н�ǿ��³���ԣ��ڲ�ͬ�����¾���һ����Ӧ�ԣ������0.6 MN���Һѹ�����쾫�ȺͿ������ܡ�
5 ����
1) ���0.6 MN���Һѹ����Һ�ŷ�ϵͳ������ϵͳ����ԭ�������ڻ�����ģ�������ֱ�Կ��Һѹ��ѹ�ºͻس�2�����й��̽����˲�������ѧģ�͡�
2) ��0.6 MN���Һѹ����Һ�ŷ�ϵͳ������ϵͳ��ʶ���õ���ϵͳƵ���������ģ�ͣ����ֱ���ʱ���Ƶ��Ա�ʶ������ѧģ�͵���ȷ�Խ�����֤�������ʾ��ʶ�õ���ϵͳģ����϶ȴﵽ90.02%��
3) ���Ŵ��㷨����Ӧ�Ⱥ��������˸Ľ�����Ե������ķ���������������Ӧ�Ⱥ����߶ȱ任�Ľ����Ŵ��㷨���������Ч�ʣ���Ч��ƥ���˹����仯��ʹ���Һѹ��ϵͳ�ڲ�ͬ�����µĶ��쾫�ȴﵽ�ˡ�1 mm����������ڲ�ͬ�����µ���Ӧ�ԡ�
�ο����ף�
[1] �߷�, ��Ϊ��, ������, ��. ��������װ���������о��뷢չ[J]. ��е����ѧ��, 2010, 46(19): 92-107.
GAO Feng, GUO Weizhong, SONG Qingyu, et al Current development of heavy-duty manufacturing equipments[J]. Journal of Mechanical Engineering, 2010, 46(19): 92-107.
[2] л��, ������, ½�½�,��. ����ģ��ѹ������ϵͳ�ķֲ���Ʋ���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2014, 45(5): 1463-1468.
XIE Jinjing, HUANG Minghui, LU Xinjiang, et al. Hierarchical control strategy of large forging equipment drive system[J]. Journal of Central South University (Science and Technology), 2014, 45(5): 1463-1468.
[3] �°ؽ�, ������, ����, ��. 16 MN���Һѹ������ϵͳ�о�[J]. �й���е����, 2008, 19(8): 990-993.
CHEN Baijin, HUANG Shuhuai, JIN Long, et al. Development of the control system for 16 MN fast forging hydraulic press[J]. China Mechanical Engineering, 2008, 19(8): 990-993.
[4]  T. PID controllers: theory, design and tuning[J]. Journal of Process Control, 1995, 7(2): 29-34.
T. PID controllers: theory, design and tuning[J]. Journal of Process Control, 1995, 7(2): 29-34.
[5] �°ؽ�, ������, �߿���, ��. ���ɶ���Һѹ�����Ʋ���[J]. ��е����ѧ��, 2008, 44(10): 304-307.
CHEN Baijin, HUANG Shuhuai, GAO Junfeng, et al. Control strategy for free forging hydraulic press[J]. Journal of Mechanical Engineering, 2008, 44(10): 304-307.
[6] YAO Jing, KONG Xiangdong. Study on process control characteristics of 22 MN fast forging hydraulic press[J]. Advanced Materials Research, 2011, 201: 2258-2262.
[7] DAI Minqiang, ZHAO Shengdun, YUAN Xiaomei. The application study of accumulator used in hydraulic system of 20 MN fast forging machine[J]. Applied Mechanics and Materials, 2011, 80: 870-874.
[8] �, ̷��ƽ, ����ǿ. ����ˮѹ������ϵͳ��϶���߲���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2015, 46(2): 479-484.
YANG Jun, TAN Jianping, SHU Zhaoqiang. Online compensation of gap in large hydraulic press operation system[J]. Journal of Central South University (Science and Technology), 2015, 46(2): 479-484.
[9] �, ̷��ƽ, ����, ��. ����ˮѹ������ϵͳ˲�为�صĿ��Ʋ���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2014, 45(2): 421-427.
YANG Jun, TAN Jianping, Chen ling, et al. Control strategy of hydraulic operation system under transient load in large hydraulic press[J]. Journal of Central South University (Science and Technology), 2014, 45(2): 421-427.
[10] �η���, Ф��. ���� BP ������ PID �������������о�[J]. ϵͳ����ѧ��, 2005, 17(7): 1711-1713.
LIAO Fangfang, XIAO Jian. Research on self-tuning of PID parameters based on BP neural networks[J]. Journal of System Simulation, 2005, 17(7): 1711-1713.
[11] �ž�, ��ѩ��. ���� RBF ���߱�ʶ�� PID ����[J]. ��������ѧ��, 2009, 13(1): 157-160.
ZHANG Jing, PEI Xuehong. Self-tuning PID controller of RBF based on-line identification neural networks[J]. Electric Machines and Control, 2009, 13(1): 157-160.
[12] CHEN Yanmin, HE Yongling, ZHOU Minfeng. Decentralized PID neural network control for a quadrotor helicopter subjected to wind disturbance[J]. Journal of Central South University, 2015, 22(1): 168-179.
[13] ����Ӣ, ����, �ͽ�ΰ, ��. �����Ŵ��㷨�ĵ�Һ����ʩ�ʿ���ϵͳPID�����Ż�[J]. ũҵ��еѧ��, 2013, 44(S1): 89-93+88.
LIANG Chunying, L Peng, JI Jianwei, et al. Optimization of PID Parameters for electro-hydraulic variable rate fertilization system based on genetic algorithm[J]. Transactions of Chinese Society for Agricultural Machinery, 2013, 44(S1): 89-93+88.
Peng, JI Jianwei, et al. Optimization of PID Parameters for electro-hydraulic variable rate fertilization system based on genetic algorithm[J]. Transactions of Chinese Society for Agricultural Machinery, 2013, 44(S1): 89-93+88.
[14] �ۿ���, ������, �Ӣ, ��. ��Һλ���ŷ�ϵͳ�Ĺ�����У��ģ��PID������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2010, 41(3): 960-965.
SHAO Junpeng, WANG Zhongwen, LI Jianying, et al. Rule self-tuning fuzzy-PID controller of electro-hydraulic position servo system[J]. Journal of Central South University (Science and Technology), 2010, 41(3): 960-965.
[15] ���к�. ϵͳ��ʶ������Ӧ����MATLAB����[M]. ����: �������պ����ѧ������, 2009: 14-16.
PANG Zhonghong. System identification and adaptive control MATLAB simulation[M]. Beijing: Beijing University of Aeronautics and Astronautics Press, 2009: 14-16.
[16] XIAO Liqing, SHAO Xiaogen, ZHANG Liang, et al. PID parameter optimization using improved genetic algorithm[J]. Computer Engineering and Applications, 2010, 46(1): 200-202, 220.
[17] ���, �ﴺ��, ����. �Ŵ��㷨����Ӧ�Ⱥ����ĸĽ�[J]. ��е���������, 2010(3): 218-219.
JIN Fen, SUN Chunhua, ZHONG Ming. Improvement of fitness function in genetic algorithm[J]. Machinery Design & Manufacture, 2010(3): 218-219.
[18] ��˼��, �ŷ���. һ���Ŵ��㷨��Ӧ�Ⱥ����ĸĽ�����[J]. �����Ӧ��������, 2006, 23(2): 108-110.
ZHANG Sicai, ZHANG Fangxiao. A modified method to fitness function of genetic algorithms[J]. Computer Applications and Software, 2006, 23(2): 108-110.
(�༭ �°���)
�ո����ڣ�2015-10-09�������ڣ�2015-12-28
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51575471��51505412)����ɽ��ѧ�����ʦ�����о��ƻ���Ŀ(14LGB004)(Projects(51575471, 51505412) supported by the National Natural Science Foundation of China; Project(14LGB004) supported by Independent Study Program for Young Teachers in Yanshan University)
ͨ�����ߣ�Ҧ������ʿ�������ڣ��������ͻ�е��Һ�ŷ�����ϵͳ�о���E-mail��jyao@ysu.edu.cn
ժҪ��Ϊ�˽����ͨ���������ؿڶ������ƿ��Һѹ��ϵͳ�ж��PID�����������벻ͬ������ƥ�����⣬���Һѹ���ڸı乤����Ķ��쾫�ȣ����øĽ���GA���Ŵ��㷨)�Զ�PID��������������������������ͬ�����²����������ݿ⡣���ȣ�����0.6 MN���Һѹ��ϵͳ�Ļ���ģ�ͣ��ڴ˻����ϣ�ͨ��ϵͳ��ʶ�����õ���ʵ�ʵ���ѧģ�͡���Σ���Բ�ͬ�����г̺Ͷ���Ƶ�ʣ����øĽ��Ŵ��㷨�Զ�PID���������������Ż��������0.6 MN���Һѹ��ʵ��ƽ̨�Է���������ʵ����֤���о����������ͨ���Ŵ��㷨���ж�PID�����������Ż�ʹ���Һѹ��ϵͳ�ڶ������Ƶ�ʺͶ����г��µĶ��쾫�ȴﵽ�ˡ�1 mm����߿��Һѹ���Բ�ͬ��������Ӧ�ԡ�
[1] �߷�, ��Ϊ��, ������, ��. ��������װ���������о��뷢չ[J]. ��е����ѧ��, 2010, 46(19): 92-107.
[3] �°ؽ�, ������, ����, ��. 16 MN���Һѹ������ϵͳ�о�[J]. �й���е����, 2008, 19(8): 990-993.
[5] �°ؽ�, ������, �߿���, ��. ���ɶ���Һѹ�����Ʋ���[J]. ��е����ѧ��, 2008, 44(10): 304-307.
[8] �, ̷��ƽ, ����ǿ. ����ˮѹ������ϵͳ��϶���߲���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2015, 46(2): 479-484.
[9] �, ̷��ƽ, ����, ��. ����ˮѹ������ϵͳ˲�为�صĿ��Ʋ���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2014, 45(2): 421-427.
[10] �η���, Ф��. ���� BP ������ PID �������������о�[J]. ϵͳ����ѧ��, 2005, 17(7): 1711-1713.
[11] �ž�, ��ѩ��. ���� RBF ���߱�ʶ�� PID ����[J]. ��������ѧ��, 2009, 13(1): 157-160.
[15] ���к�. ϵͳ��ʶ������Ӧ����MATLAB����[M]. ����: �������պ����ѧ������, 2009: 14-16.
[17] ���, �ﴺ��, ����. �Ŵ��㷨����Ӧ�Ⱥ����ĸĽ�[J]. ��е���������, 2010(3): 218-219.
[18] ��˼��, �ŷ���. һ���Ŵ��㷨��Ӧ�Ⱥ����ĸĽ�����[J]. �����Ӧ��������, 2006, 23(2): 108-110.
