
���±�ţ�1004-0609(2009)06-0992-07
������θ�ǿ��AZ91þ�Ͻ����֯����ѧ����
�� ��1��������2���ƽ���1�������1���ܰ���3���ż�ɽ1
(1. �����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100083��
2. ��е��ѧ�о���Ժ �Ƚ����켼���о����ģ����� 100083��
3. ������ɫ�����о���Ժ������100088)
ժ Ҫ��
�ڱ��������в�����������Ʊ������Ʊ�����״������AZ91þ�Ͻ����Բ�������Գ�������������֯����������������������AZ91þ�Ͻ���о��ȡ�ϸС�ĵ��ᾧ��֯��ƽ�������ߴ�Լ17 ��m����Ч�ظ��������칲����-Mg17Al12���ھ����ƫ������ѹ���ι��������Ķ�̬�ٽᾧʹ�������AZ91þ�Ͻ����֯��һ��ϸ������175 ��ʱЧʱ���������ж���Ϊ����������������������ռ������С�����ڽ�ʱЧ���̼ӿ죬��ʱ��ʱЧδ��Ƭ״����״�������������������AZ91 þ�Ͻ�ѹ���κ�T6��������ǿ�Ⱥ�����ǿ�ȷֱ�ﵽ435��360 MPa���쳤��Ϊ9.2%��ʵ����ǿ�Ⱥ����Ե�ͬ���������ߡ�
�ؼ��ʣ�
AZ91þ�Ͻ����������������֯����ѧ������
��ͼ����ţ�TG 132.1+1 ���ױ�ʶ�룺 A
Microstructures and mechanical properties of
high strength AZ91 Mg alloy by spray forming technology
CUI Hua1, LI Yong-bing2, HUANG Jin-feng1, YU Hong-yan1, XIONG Bai-qing3, ZHANG Ji-shan1
(1. School of Materials Science and Engineering, University of Science and Technology Beijing,
Beijing 100083, China;
2. Advance Manufacture Technology Center, China Academy of Machinery Science and Technology,
Beijing 100083, China;
3. Beijing General Research Institute for Nonferrous Metals, Beijing 100088, China)
Abstract: AZ91 magnesium preform with complete shape was prepared using spray forming technology under protective atmosphere. The microstructure analysis shows that AZ91 Mg alloy has homogeneous and equiaxial-grains structure, the average grain size is 17 ��m. The segregation tendentiousness of divorce eutectic ��-Mg17Al12 phase towards the grain boundary is greatly improved. The further grain refinement is attributed to the dynamic recrystallization during extrusion processing. When aging at 175 ��, two kinds of precipitates exist which are the majority of lamellar discontinuous precipitates and a small amount of dispersive continuous precipitates. During the latter aging, ��-Mg17Al12 phase precipitates quickly and no spheroidized lamellar is observed. The average tensile ultimate, yield strength and elongation of the sprayed AZ91 Mg alloy after extruded T6 treatment are 435 MPa, 360 MPa and 9.2%, respectively, at the room temperature, which indicates a better combination of toughness and strength.
Key words: AZ91 magnesium alloy; spray forming; microstructure; mechanical property
þ�Ͻ���Ŀǰ��������Ľ����ṹ���ϣ����нϸߵı�ǿ�Ⱥͱȸնȣ�������ɢ�ȡ�������Ρ�����ͻ�е�ӹ����������ܣ���Ʒ���㻷��Ҫ���������ã��������ͷɻ������һЩ��ҵ��������ϵ͵��ܶȺ������ص������������Ӧ��[1?2]��������Ϊ21������Ҫ���������ʽṹ����[3?5]��
Mg-Al-Zn ϵ�Ͻ���ĿǰӦ����Ϊ�㷺��þ�Ͻ�֮һ��������AZ91�Ͻ���ǹ��ܹ�ע����Mg-Al��Ԫ�Ͻ���ͼ���Կ�����Mg-Alϵ�Ͻ���нϿ������̷�Χ������ͨ���췽ʽ�£������ײ���ƫ�������������ɡ����ѵ�����ȱ��[6?7]��Mg ԭ�Ӱ뾶�ϴ��н�ǿ�ĵ縺�ԣ�������Ͻ�Ԫ����þ�Ͻ��еĹ��ܶȽϵͣ���������Mg�γɻ���������칲������ʽ�������γ��ؾ���ֲ��Ĵִ���̬���ԺϽ���ѧ���ܲ�������Ӱ��[8]����ͳMg-Al-Zn ϵ�Ͻ��У��ؾ���ֲ��ĸ߱���������̬�ִ�Ĵ��Ԧ�-Mg17Al12����Ȼ��ʹ�Ͻ�Ӳ��������ߣ���ȴ�����˺Ͻ�������ԣ�ʹ�������μӹ��������[9]��
��Ϊ�Ʊ����������ʲ��ϵ�һ���Ƚ�������������μ������ŵ��ѱ���౨��[10?12]��������������Ƚ��Ʊ������Ķ������ƣ��ۺ�ϸ��ǿ��������ǿ������ɢǿ����λ��ǿ����ǿ�ͻ����ƣ���ߴ�ͳMg-Al-Znϵþ�Ͻ�ϵ���ۺ�����������ṹ���ϵ�ʹ��Ҫ���Ѿ���ΪĿǰþ�Ͻ��о���һ����Ҫ�ķ�������������������η����Ʊ���AZ91þ�Ͻ����������Ȼ�������м�ѹ�ӹ����о��˺Ͻ����֯�仯�����ϵ����ܡ�
1 ����
1.1 �������
����ԭ��ѡ�ù�ҵ������AZ91þ�Ͻ�(�����ƺ�ZM5)��������ɷַ���GBPT117721991������þ�Ͻ𡱵Ĺ涨�����廯ѧ�ɷ����1���С�
��1 þ�Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of AZ91 magnesium alloy (mass fraction, %)
1.2 �������AZ91þ�Ͻ���ϵ��Ʊ�
�������AZ91þ�Ͻ������ڱ����Ƽ���ѧ�½������Ϲ����ص�ʵ������ո�Ӧ��������ϵͳ�Ͻ��У���������������������Ͻ��ۻ�����Ž����Ͼ��Ⱥ��ý��£��㵹���м��������������������ѹ������������������Һ�γ��������ܼ����γ���״�����������û���ʽ���������������죬�������AZ91þ�Ͻ���Ҫ���ղ������2���С�
��2 �������AZ91þ�Ͻ��ղ���
Table 2 Processing parameter of spray-formed AZ91 magnesium alloy
����ѡ������������������������η����Ʊ���AZ91þ�Ͻ�������������ʵ����Ƭ��ͼ1��ʾ���������ײ�ֱ��ԼΪ140 mm������ֱ��Լ100 mm����Լ150 mm����ͼ1���Կ�����ȥ���ײ������������������岿�ֽ���Բ���Σ�������ƽ����û�г���ʱҺ�ຬ���ϸ߶����ֵ����ݻ�������������������ʱҺ�ຬ�������ˡ�

ͼ1 �������AZ91þ�Ͻ��������Ƭ
Fig.1 Photo of sprayed magnesium AZ91 alloy billet
���������AZ91�Ͻ��������и��d 90 mmԲ������ TXJ?650 ��ѹ���Ͻ��м�ѹ���Σ����ѹ��650 t����ѹͲֱ��d 93 mm��Բ�������ڱ���¯��������410 �棬����30 min����ѹͲ�¶�325~350 �棬��ѹ��d15 mm���ģ���ѹ��22?1����ѹ����ԼΪ16 mm/s��ȡ��ѹ��������ʽ����¯�н��в�ͬ���յĹ��ܼ�ʱЧ������ˮ�㣬���ܴ����¶�Ϊ415��175 ���½��е���ʱЧ�������ʱЧʱ��Ϊ36 h�����ܴ���ʱ����������ʯī���ڣ��Է�ֹ����������
1.3 �������AZ91þ�Ͻ������֯���������ܲ���
ͨ��leitz2DMIXT��ѧ������X���������ǡ�Cambridge?S250��ɨ��羵(SEM/EDS)��Hitachi800����羵(TEM)�ȶԳ���̬AZ91þ�Ͻ������֯�۲������������������ʴ���ֱ�Ϊ��4%(�����)�����Ҵ���Һ��5 g��ζ��+10 mL������+10 mL����ˮ+ 80 mL��ˮ�Ҵ���Һ������ƽ�����߷�(d=1.74 L, dΪƽ�������ߴ磬LΪ���߳���)��Image-Pro Plus�������ӳ�ͳ��ƽ�������ߴ�d����羵�������ӿ�������������и����ȡ��0.5 mm��þ�Ͻ�Ƭ������е������0.08~0.10 mm��Ȼ����˫�������˫�����ҺΪ5%HClO4+95%CH3OH(�����)�������¶�Ϊ?50~?30 �棬������ѹ15~20 V������HVS?1000 Digital Microhardness Testerά��Ӳ�Ȳ����ǽ���Ӳ�Ȳ��ԡ�����������ѧ���ܲ���GB/T228��2002ȡ������MTS2810��ѧ����ʵ����Ͻ����������顣
2 ��������
2.1 �������AZ91�Ͻ����̬����֯
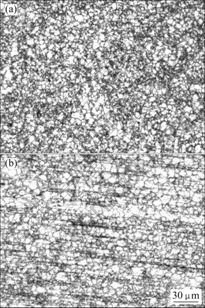
ͼ2��ʾΪ��̬���������AZ91þ�Ͻ�Ľ�������֯����̬AZ91þ�Ͻ������֯(ͼ2(a))���ɦ�-Mg���弰�����ֲ��Ħ�-Mg�ͦ�-Mg17Al12�������칲����֯��ɣ������ִ��Ԧ�-Mg17Al12�������ֲ�����״�ṹ������Mg-Alϵ�Ͻ����������֯������ͼ2(b)��ʾΪ�������AZ91�Ͻ�Ϊ���͵ĵ��ᾧ��֯��ƽ�������ߴ�ԼΪ17 ��m��ͼ3��ʾΪ�������AZ91þ�Ͻ����̬SEM��TEM����֯��������ͼ3�ɿ���������ϸС��-Mg17Al12�ڶ����ڻ����г���ɢ�ֲ�����������̬�����֣�һ�����ؾ���������Լ1~2 ��m(��ͼ3(a))����һ���Ǿ��ڵķdz�ϸС������������Ƭ(��ͼ3(b))��ʾ����ϸС���������״������Ϊ�������ס�

ͼ2 AZ91þ�Ͻ�Ľ�������֯
Fig.2 Optical micrographs of AZ91 Mg alloys: (a) As-cast; (b) As-sprayed

ͼ3 �������AZ91þ�Ͻ����̬����֯����
Fig.3 Micrographs of as-sprayed AZ91 Mg alloy: (a) SEM image; (b) TEM dark field image
����������̸�ѹ��������������֮��ǿ�ҵĶ�������ʹ��AZ91þ�Ͻ������۵λ�ýϸߵ���ȴ���ʣ�������κ�������ģʽ�������˽ϴ�ı仯��������ӦL����-Mg+��-Mg17Al12�����ƣ���?Һ����ǰ��Al��Zn������ԭ�ӵ���ɢ��Ǩ���ڸߵĹ�����������ܵ��谭�����ʽ���ЧӦ����������Alԭ�ӹ��ܵ������г�Ϊ��λԭ�ӣ����칲����-Mg17Al12���ھ����ƫ������Ч���ƣ��γɹ����ͽ�������Ħ�-Mg��������֯�����������ϸ������������AZ91þ�Ͻ�Ŀɼӹ����ܣ���������ǿ���������Ե�ͬ�������ʮ�������ġ�
2.2 �������AZ91þ�Ͻ�ļ�ѹ��������֯
ͼ4��ʾΪ�������AZ91�Ͻ�420 �漷ѹ���κ�������ݶ���(�ؼ�ѹ����)�Ľ�������֯����ͼ4�ɿ�������ѹ���κ������֯Ϊ���͵Ķ�̬�ٽᾧ���ᾧ����֯����֯�õ���һ��ϸ���������ߴ���3~10 ��m֮�䣬�ؾ���λ���������ĵڶ���������Ϊ��ѹ���ڼ���ѹ��ɺ���������¹������γɣ��ڶ���������ɶ������磬�ȶ��������谭�������Ӷ���ϸ�����������á����ڶ���Ĺ��������������˿�����������ʽ�����ĵڶ�������������ں���ʱЧ���̵�����ǿ����
ͼ4 ��ѹ̬��Ʒ�Ľ�������֯
Fig.4 Optical microstructures of as-extruded alloys: (a) Cross-sectional transect part (vertical to extruded direction); (b) Longitudinal sections (along extruded direction)
þ�Ͻ����ھ������������ṹ����������ֻ��{0001}�����棬���±��������ϲ������250 �����Ͽ�����{10![]() 1}���λ����沢���Ÿû�����ġ�11
1}���λ����沢���Ÿû�����ġ�11![]() 0�������ƣ���������ν�������ƣ��Ӷ�ʹþ�Ͻ����ȼ�ѹʱ�����൱�õ����Ա��������������涯̬�ٽᾧ�ķ��������ֶ�̬�ٽᾧ��ͨ���ٽᾧ���ĵ��γɺͳ����������̽��еģ��ڼ�ѹӦ���ͼ�ѹ�ȵ������£������γ��ǽṹ������ͨ���Ǿ��ϲ������γɴ�ǶȾ��磬���ͨ����ǶȾ����Ǩ���Լ��Ǿ���һ��ת���ͺϲ����γ�ϸС�ĵ��ᾧ��[13]����ѹ�����������Ķ�̬�ٽᾧ���������þ�Ͻ���֯��һ���õ�ϸ������Ҫԭ��
0�������ƣ���������ν�������ƣ��Ӷ�ʹþ�Ͻ����ȼ�ѹʱ�����൱�õ����Ա��������������涯̬�ٽᾧ�ķ��������ֶ�̬�ٽᾧ��ͨ���ٽᾧ���ĵ��γɺͳ����������̽��еģ��ڼ�ѹӦ���ͼ�ѹ�ȵ������£������γ��ǽṹ������ͨ���Ǿ��ϲ������γɴ�ǶȾ��磬���ͨ����ǶȾ����Ǩ���Լ��Ǿ���һ��ת���ͺϲ����γ�ϸС�ĵ��ᾧ��[13]����ѹ�����������Ķ�̬�ٽᾧ���������þ�Ͻ���֯��һ���õ�ϸ������Ҫԭ��
2.3 �������AZ91þ�Ͻ�ѹ���ĵ��ȴ���
����ʱ��ԺϽ�Ӳ�ȵ�Ӱ���ͼ5(a)��ʾ����ͼ5(a)�ɿ������ڹ����¶�һ��������£�����2 h��Ӳ��ֵѸ�ٽ��ͣ��ӳ�����ʱ��Ӳ��ֵ�仯�����ԣ����ѡ����ܴ����¶�Ϊ415 �棬����ʱ��Ϊ2 h�����Ѹ�ٵĻ��ܿ��������ڦ�-Mg17Al12��dz�ϸС������������Ʒ�зֲ����ȣ���������ɢ�ľ��롣���⣬��Щ��������Ҫ�����ȼ�ѹ��ɺ��������й��������IJ�����������̹����еij����࣬���ڻ��ܡ���AZ91�Ͻ���175 �治ͬʱ������˹�ʱЧ��Ӳ��ֵ�ı仯������ͼ5(b)��ʾ����ͼ5(b)�ɿ���������ʱЧ���̵Ľ��У�Ӳ��ֵѸ�����ߣ���ʱЧ12 h��ﵽ��ֵ��֮��Ӳ��ֵ�����½���

ͼ5 �������AZ91�Ͻ�ѹ�����ڲ�ͬ����ʱ���µ�Ӳ�������ʱ���ʱЧʱ��仯
Fig.5 Change of Vicker hardness with solution treatment time (a) and aging time (b) of AZ91 Mg alloy produced by spray forming
ͨ��ɨ��羵�۲켷ѹ�Ͻ��ܴ�������175 �����ʱЧ��ͬʱ�������֯�ݱ���ͼ6��ʾ����ͼ6���Կ���������֯��Ҫ�������ֲ�ͬ��̬������������Ƭ��״��֯���ؾ�����������״����Ϊ���͵IJ���������(����״����)��ϸС��ɢ�ֲ��Ķ̰�״������༯���ھ����ڲ���Ϊ���͵���������ɢ��������֯�۲�������������г���90%����Ϊ����������������������ռ�����ܵ͡����ڽ�ʱЧ���̼ӿ죬��ʱ��ʱЧδ��Ƭ״����״������������

ͼ6 �������AZ91þ�Ͻ�ѹ���ľ�175 ��ʱЧ��SEM��
Fig.6 SEM images of sprayed and extruded AZ91 Mg alloy aged at 175 ��: (a) 4 h; (b) 8 h; (c) 12 h; (d) 36 h
ͼ7��ʾΪ��ʱЧ�������TEM�b����Ƭ���������������仨����Ƭ����ͼ7(a)���Կ����������������������������ͷ�֦���ɵġ���ͼ7(b)���Կ��������������ߴ�С��1 ��m��������ͼ�м�ͷ��������������ȡ���ϵ����ͼ7(c)���仨���������������ǰ�[0001]��//[111]�·��������ġ�������������λ���ϵΪ��(0001)��//(111)�£�![]() ��
��![]() 3�����ָ����Ϊ
3�����ָ����Ϊ![]() ��������Գƹ�ϵ���κ�һ����ɵ�����ϰ�档��������Ϊ�������棬�ݱ������֦�-Mg17Al12�����������ػ����������� ��ʽ�ڳ��������AZ91þ�Ͻ�ʱЧ������ֻռ������IJ���10%����90%�ڶ��������ػ�����������Mg�����еĻ������ǻ���(0001)�����ԣ�ƽ���ڻ����ϵİ���״�ĵڶ���ܺܺõ��谭λ���Ļ��ƣ� �������������ĵڶ���ߴ��С����λ���Ļ�����������
��������Գƹ�ϵ���κ�һ����ɵ�����ϰ�档��������Ϊ�������棬�ݱ������֦�-Mg17Al12�����������ػ����������� ��ʽ�ڳ��������AZ91þ�Ͻ�ʱЧ������ֻռ������IJ���10%����90%�ڶ��������ػ�����������Mg�����еĻ������ǻ���(0001)�����ԣ�ƽ���ڻ����ϵİ���״�ĵڶ���ܺܺõ��谭λ���Ļ��ƣ� �������������ĵڶ���ߴ��С����λ���Ļ�����������

ͼ7 AZ91þ�Ͻ��ֵʱЧ��Ʒ��TEM��
Fig.7 TEM images of peak-aged sample of AZ91 Mg alloy: (a) Lamellar morphology of discontinuous precipitation (DP) along grain boundary; (b) Needle shaped morphology of continuous precipitation (CP) within grain; (c) [0001]��//[111]�� diffraction pattern of needle shaped continuous precipitation
��Mg-9Al�Ͻ�ʱЧ�����й����͵Ħ�(Mg)�����岻����GP�����������ֱ�������ǹ����ȶ������仯�����-Mg17Al12 ��(BCC�ṹ)��ʱЧ������ͬʱ��������ʱЧ�������ƣ������������ͷ���������(��״����)����[14?16]������������������ϸС��Ƭ״��ɢ�ֲ��ڻ����У�ʹ���Ͼ������õĻ�е���ܡ����������������ʴִ�IJ�Ƭ״����þ����� (0001)����Ϊ��ϰ��(��3����������ռ90%����)��������Ҳ�����ƽ�У���ˣ�������Ч���赲�Ի���Ϊ�������λ�����ƣ�������������ִ��̫����������������?λ����������Ϊ���Ƶ�Orowanǿ�����ã���ˣ��Բ��ϵ�ǿ�����ý�С����ˣ�Mg-9Al�Ͻ��ʱЧǿ��Ч���������ͷ�����������ı���������ء�
��������������������ľ���������һ�����ӵĹ��̣���Ϊ���ǵ��κ˺ͳ����ٶȲ�ͬ���¶Ƚϸ�ʱ�����ڴ�ʱ����Ƚ�С���κ�������Ҳ��С���������������ľֲ�����Ϊ���������¶ȵĽ��ͣ��κ������������γ������ľ��ȳ����������ڳ���������������죬��;��ڵĻ�ѧ�����ʲ�ƶ������ƶ����γɲ������İ�״�����������ֳ������ƿ���֪����Mg-Al�Ͻ�ʱЧ��֯�����������༰��������������ռ�������¶�T����ʼ�����ߴ�ͳ�ʼ���ܶ�c0�йء�
ͨ������ϸ�����������Ӿ������������С��״�����Ĺ�ģ���Ӷ��������������̬������ϸ�������࣬�����������࣬����ֱ����Ч�ķ����������������ϸ��֯�ṹ�����ϸ���˾���������˹��ܶȣ��Ӷ�Ϊ�Ͻ����ȴ��������л����ѵij���ǿ���ṩ������������
2.4 �������AZ91þ�Ͻ�����������ѧ����
��3����Ϊ�������AZ91�Ͻ�ͬ״̬��Ʒ����������ѧ���ܡ��������AZ91 þ�Ͻ�ѹ����
��3 �������AZ91�Ͻ�ѹ��ʱЧ����̬��Ʒ����������ѧ����
Table 3 Tensile properties of as-extruded billet and as-aged treatment samples at room temperature

��T6��������ǿ��(��b)������ǿ��(��0.2)�ֱ�ﵽ435��360 MPa���쳤��(A)Ϊ9.2%��ʵ����ǿ�Ⱥ�����ͬ���Ĵ������ߡ���һ���Զ����Ŀǰ�������ֹ��շ���(������������/��ĩұ����)�Ʊ�����AZ91þ�Ͻ��ǿ������ˮƽ���������AZ91þ�Ͻ������ȼ�ѹ���οɻ�ø����ܻ������ܵ����ʲ��ϣ�����Ҫ��ǿ�����ư���ϸ��ǿ��������ǿ���ͳ���ǿ���ȡ����������Ϊһ���Ƚ��IJ����Ʊ����������ڴ�ͳþ�Ͻ���Ϻ����ѧ���ܵ���ߺ�Э��������ı��������Ӷ��������������ش�[17?18]��
ͼ8��ʾΪ�������AZ91�Ͻ�ѹ���ĺ�T6����̬����������Ʒ�ĶϿ���ò����ͼ8�ɿ�����������Ʒ�ĺ�۶Ͽڶ�����������Ӧ���Գ�45?�ǣ�Ϊ���͵ļ��ж��ѷ�ʽ���ӶϿ���ò���۶����Ͽ�����ѹ̬�Ͻ���ֳ����Ե�˺������������ò(��ͼ8(a))����Ϊ�����ȼ�ѹ��ǿ�ұ��Σ�����̬�Ͻ�ĵ��ᾧ��֯���������γ�ϸС����ά״��֯���ʶϿ����ѳߴ�ϸС��ͬʱ��������Ϊ��Ҫ�Ķ��ѷ�ʽ���Ͻ�ʱЧ���������������ӣ�(��ͼ8(b))�������ؾ���IJ����������ڶ�����ڣ�����岻���ڹ����빲����棬�ڶ��ѹ��������׳�Ϊ����Դ�������ǿ�ȵ�ͬʱ���������κ˺���չ�ṩ��ͨ������״�ſ���Ϊ�������Ȳ����ĵص㡣
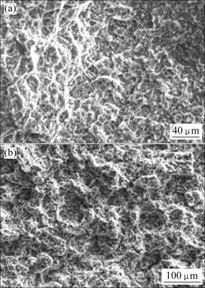
ͼ8 �������AZ91þ�Ͻ�ѹ�����������������ĶϿ� ��ò
Fig.8 Morphologies of tensile fracture surface of as-sprayed and extruded AZ91 Mg alloy billet: (a) As-extruded; (b) As-aged
3 ����
1) ���ñ��������е���������Ʊ��������Ʊ�����״������AZ91þ�Ͻ����Բ��������֯�۲�������������AZ91þ�Ͻ���о��ȡ�ϸС�ĵ��ᾧ��֯��ƽ�������ߴ�Լ17 ��m�����칲����-Mg17Al12���ھ����ƫ������Ч���ƣ�����ϸС��-Mg17Al12�ڶ����ڻ����г���ɢ�ֲ���
2) ��ѹ���ι���������̬�ٽᾧʹ�������AZ91þ�Ͻ����֯�õ���һ��ϸ����ƽ�������ߴ�Ϊ3~10 ��m���ؾ��紦�в��֦�-Mg17Al12�������������Ҫ�����ڼ�ѹ��ɺ���������ȴ�ٶȽ������¡�
3) ��ѹ̬�Ͻ���ܴ���������2 hʱӲ��������ͣ��ӳ�����ʱ��Ӳ�ȱ仯����175 ��ʱЧʱ���������AZ91��ѹ̬�Ͻ�T6���������Ӳ��ֵ������12 hʱ���������г���90%����Ϊ����������������������ռ�����ܵ͡����ڽ�ʱЧ���̼ӿ죬��ʱ��ʱЧδ��Ƭ״����״������������
4) �������AZ91þ�Ͻ�ѹ���κ�T6������Ŀ���ǿ�Ⱥ�����ǿ�ȷֱ�ﵽ435 MPa��360 MPa���쳤��Ϊ9.2%��ʵ����ǿ�Ⱥ�����ͬ���Ĵ������ߡ�
[1] MORDIKE B L, EBERT T. Magnesium properties-applications- potential[J]. Mater Sci Eng A, 2001, 302: 37?45.
[2] BAGHNI M, WU Yin-shun, LI Jiu-qing, DU Cui-wei, ZHANG Wei. Mechanical properties and potential applications of magnesium alloys[J]. Trans Nonferrous Met Soc China, 2003, 13(6): 1253?1259.
[3] AGHION E, BRONFIN B. Magnesium alloys development towards the 21st century[J]. Materials Science Forum, 2000, 350/351: 19?23.
[4] MEHTA D S, MASOOD S H, SONG W Q. Investigation of wear properties of magnesium and aluminum alloys for automotive applications[J]. Journal of Materials Processing Technology, 2004, 155/156: 1526?1531.
[5] AGHION E, BRONFIN B, ELIEZER D. The role of the magnesium industry in protecting the environment[J]. Journal of Materials Processing Technology, 2001, 117: 381?385.
[6] AVEDESIAN M M, BAKER H. ASM specialty handbook-magnesium and magnesium alloys[M]. Ohio: ASM International, 1999: 258?263.
[7] ������������ �� ��, �������������� �� ��. þ�Ͻ��ֲ�[M]. ����, ��. ����: ұ��ҵ������, 1959.
������������ �� ��, �������������� �� ��. Handbook of magnesium alloys[M]. LIN Pei, transl. Beijing: Metallurgical Industry Press, 1959.
[8] DAHLE A K, LEE Y C, NAVE M D, SCHAER P L, STJOHN D H. Development of the as-cast microstructure in magnesium- aluminium alloys[J]. Journal of Light Metals, 2001, 1: 61?72.
[9] WANG Y, LIU G, FAN Z. Microstructural evolution of rheo-diecast AZ91D magnesium alloy during heat treatment[J]. Acta Materialia, 2006, 54: 689?699.
[10] ENRIQUE J, LAVERNIA, WU Yue. Spray atomization and deposition[M]. New York: John Wiley and Sons Ltd, 1996.
[11] YU Fu-xiao, CUI Jian-zhong, RANGANATHAN S, DWARAKADASA E S. Fundamental differences between spray forming and other semisolid processes[J]. Mater Sci Eng A, 2001, 304/306: 621?626.
[12] HEHMANN F, SOMMER F, PREDEL B. Extension of solid solubility in magnesium by rapid solidification[J]. Mater Sci Eng A, 1990, 125: 249?253.
[13] MOHRI T, MABUCHI M, NAKAMURA M, ASAHINA T, IWASAKI H, AIZAWA T, HIGASHI K. Microstructure evolution and superplasticity of rolled Mg-9Al-1Zn[J]. Mater Sci Eng A, 2000, 290(1): 139?144.
[14] DULY D, SIMON J P, BRECHET Y. On the competition between continuous and discontinuous precipitations in binary Mg-Al alloys[J]. Acta Metall Mater, 1995, 43(1): 101?106.
[15] FOURNELLE R A, CLARK J B. The genesis of the cellular precipitation reaction[J]. Metall Trans, 1972, 3: 2757?2767.
[16] CELOTTO S, BASTOW T J. Study of precipitation in aged binary Mg-Al and ternary Mg-Al-Zn alloys using 27Al NMR spectroscopy[J]. Acta Materialia, 2001, 49: 41?51.
[17] EBERT T, MOLL F, KAINER K U. Spray forming of magnesium alloys and composites[J]. Powder Metallurgy, 1997, 40: 126?130.
[18] CHEN C Y, TSAO C Y A. Spray forming of AZ91 magnesium alloy with and without Si addition[J]. Materials Science Forum, 2005, 475/479: 2789?2794.
������Ŀ�����ҿƼ�֧�żƻ�������Ŀ(2006BAE04B01-5)
�ո����ڣ�2008-01-14�������ڣ�2009-05-04
ͨѶ���ߣ��ż�ɽ�����ڣ���ʿ���绰��010-62334717��E-mail: zhangjs@skl.ustb.edu.cn
ժ Ҫ���ڱ��������в�����������Ʊ������Ʊ�����״������AZ91þ�Ͻ����Բ�������Գ�������������֯����������������������AZ91þ�Ͻ���о��ȡ�ϸС�ĵ��ᾧ��֯��ƽ�������ߴ�Լ17 ��m����Ч�ظ��������칲����-Mg17Al12���ھ����ƫ������ѹ���ι��������Ķ�̬�ٽᾧʹ�������AZ91þ�Ͻ����֯��һ��ϸ������175 ��ʱЧʱ���������ж���Ϊ����������������������ռ������С�����ڽ�ʱЧ���̼ӿ죬��ʱ��ʱЧδ��Ƭ״����״�������������������AZ91 þ�Ͻ�ѹ���κ�T6��������ǿ�Ⱥ�����ǿ�ȷֱ�ﵽ435��360 MPa���쳤��Ϊ9.2%��ʵ����ǿ�Ⱥ����Ե�ͬ���������ߡ�
