
���±��: 1004-0609(2006)10-1765-06
316L�������ɢ����ͷ���۽ṹ����ѧ����
������, ������, Ϳ�ƶ�
(����������ѧ ��е�붯������ѧԺ, 200237)
ժ Ҫ��
��Բ�ͬ���Ӳ����ĺ����м��316L�������ɢ����ͷ, �������º�550���������ʵ��, ����SEM�� XRD�ͽ�������������ͷ������۽ṹ����ֲ��� �������: ��ͷ��������ѧ�����溸���¶ȵ���߶�����, ��������ѧ�������¶ȵ���߶���ߡ� XRD��������, ���ӹ����в�����Fe0.64Ni0.36 ���½�ͷ���������ɲ���һ; �ڸ�������ʵ��ʱ, DB2��DB3��ͷ�е�Fe0.64Ni0.36�������, ǿ�Ⱥ����Ը��õ�FeNi3�ǽ�ͷ����ǿ����ߵ�ԭ��
�ؼ���: ���м��; 316L�����; ��ɢ��; ����ǿ��
��ͼ�����: TG453��9 ���ױ�ʶ��: A
Microstructure and mechanical properties of
diffusion bonding joints of 316L stainless steel
AN Zi-liang, XUAN Fu-zhen, TU Shan-dong
(School of Mechanical and Powder Engineering,
East China University of Science and Technology, Shanghai 200237, China)
Abstract: For diffusion bonding joints of 316L stainless steel with Ni interlayer bonded at different process parameters, tensile tests were performed to evaluate the strength of joints at room temperature and elevated temperature of 550��. The microstructure and phase structure were identified by scanning electronic microscopy, optical microscopy and X-ray diffractometry, respectively. The results indicate that as the bonding temperature increases, the strength of joints decreases at room temperature, whereas increases at elevated temperature. The XRD analysis reveals that Fe0.64Ni0.36 produced in the diffusion bonding process results in the inhomogeneity at the bonded zone of the joints. At elevated temperature tensile tests, Fe0.64Ni0.36 of the DB2 and DB3 joints is transformed to FeNi3 with higher plasticity and strength, it is the reason for the improvement in the strength of these joints.
Key words: Ni interlayer; 316L stainless steel; diffusion bonding; high temperature strength
������е��Ϊ���帴�Ͻṹ, ����������ӹ���Ҫ��ӹ����ȸ�, ���α���С[1]�� �ۺ��������δ�, ��������е�豸�ĺ���Ҫ�� ������о��������, ǥ����ͷ�ڸ�������ʱ�Ǻ��ӽṹ��������IJ�λ[2]�� ������, ��ɢ����Ϊһ�ָ�Ч�� �����Ӧ�ù㷺�IJ������Ӽ���, �����ڽ����� ���ֽ��������ֲ��ϵĺ����е�����������, ������������е��Ҫ�ļӹ�����[3-7]�� Takeda��[8]��������ɢ�������Ʊ����ͽ���ʽ�м任�����������ܷ��Ժ���ѧ���ܵȷ���IJ��ԡ� Little��[9]�ڱȽ��˶��ֲ������ӷ�����, ѡ����ɢ�������ӹ����ͻ������Ѿ����������� YU��[10]���Ƶļ״����������ͷ�Ӧ���Ѿ��ﵽʵ���Ҽ�ˮƽ��
�ۺ��ľ������, ���»�����, ���ӹ���������ʧЧ����ں�����߽�ͷ��������Ӱ����[11]�� ������, �����ڸ��»����е���ɢ����ͷҲ����ͬ���ķ��ա� ����ĿǰΪֹ���������ױ���������ɢ����ͷ�ĸ������ܺͽ�ͷ����ǿ�������[12, 13]�� �����������о�316L�����ֱ����ɢ����ͷ���º��»�е����ʱ����[14], ���ӽ�������ĸ��������ϵ��������ײ���������Ա���, ���º�����������֯�� �����ʵ͡� ���, �ڿ������㺸�ӽṹ���Ⱥ�ǿ�ȵ�ǰ����, �ɽ���Ƭ��Ϊ�м�����ӵ�ĸ���м�, ͨ�������������ղ����Ʊ�����֯�ͻ�е���ܾ�ѵĽ�ͷ��
�������������о����ӹ��ղ��������м���316L�������ɢ����ͷ�ij��¡� ���¶�ʱ�������ܵ�Ӱ��, ̽�����м���ͬ�ֲ��Ϻ��ӵ����á�
1 ʵ��
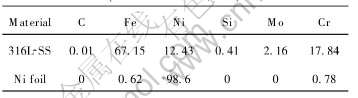
����316L�����Բ����ĸ��, ���Ϊ20��m����Ƭ��Ϊ�м�������ĸ���м䡣 �仯ѧ�ɷ����ڱ�1��
��1 ĸ�ĺ��м����ϵĻ�ѧ�ɷ�
Table 1 Chemical composition of base and interlayer materials
(mass fraction, %)
ʵ�����d70mm��50mm�ĶԽ�Բ��, ��������Ĵֲڶ���ĥ���ϼӹ���1.6��m, ��ǰ��ϴ316L����ֺ���Ƭ���ñ�ͪ��֬�� ����Ƭ��Ϊ�м��, �ֱ���850�� 950��1050�� 3���¶�ˮƽ��10MPa�ĺ���ѹ���½��к���ʵ��, �����ֱ�����ΪDB1�� DB2��DB3�� ���ӹ�����, ¯ǻ����նȱ�����1.33��10-3 Pa��
���䱸���¿ظ���¯�IJ���������Ͻ���20�桢 550���ʱ����ʵ��, �����������d5mm��30mm, ʵ����ȡ3�β��Ե�ƽ��ֵ�� �ӽ�ͷ����ȡ10mm��5mm��5mm����Ʒ, �ڽ��������¹۲��ͷ�������֯�ṹ, ���Ժ�����������ǡ� �Ա�ǹ��Ľ�����Ʒ�ֱ����X���������Ǻ���Ӳ���Dzⶨ��ͷ���������������ṹ�ͺ��ӽ����������Ӳ�ȡ� ��ֱ�ں�������ɨ��(EDS)��ȷ��Ԫ���ں��ӽ�����ɢ������� ���ϵ���������ͪ��ϴ��, ��ɨ��羵�¹۲�Ͽ���ò, �о������¶ȶԽ�ͷ���ѷ�ʽ��Ӱ�졣
2 ���������
2.1 ��ͷ�۽ṹ
��ͷ��������֯��ʾ(ͼ1), ��ͷ�ĺ��������ź����¶ȵ���߶����½��� �������316L�����ֱ����ɢ��ͷ, �������м���Ľ�ͷ������������ߡ� ������Ϊ���ź����¶ȵ����, ĸ������ǿ���½�, ������ϵ����ߡ� ��10MPa�ĺ���ѹ�����µĹ�ͬ������, ĸ�ı��μӴ�, ����������Խ��Խ�ֲ�, ��˺��������ź����¶ȵ������������½��� �ӽӴ�������, ����������������м���γ��������Ӵ�, ���ݴ�����Ƭ����䡣 ��˱������������Ӵ������Ҫȡ�����м�������ٶ�, ��������ĸ�Ľ��������ٶȡ� ����
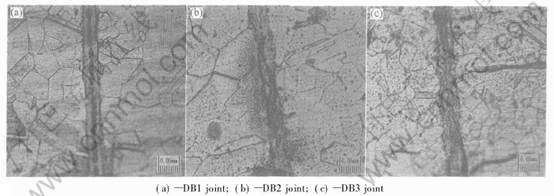
ͼ1 ��ͷ���������֯
Fig.1 Microstructures of joints with Ni interlayer bonded at different temperatures
ʵ��ʱ, �ϴ��ĸ�����Ա�����ֹ�����м��ı��η�չ�� �ɴ˿�֪, ���м������뽵���˺��ӽ������������ٶ�, ������ĸ������ϵ�����������ĺ�����Ա���, �����˽��������ò��
�Ժ����м���ͷEDS��ɨ��������, ��ԭ����ɢ�����м���������ź����¶ȵ���߶�����(ͼ2)�� �ɹ�ʽ(1)��֪, ���ź����¶ȵ����, Ԫ�ص���ɢϵ�������, �����ں���ʱ��϶�, �м������û����ȫ��(ͼ3), �Ҹ�Ԫ�ص�����Ƭ�е���ɢԶԶС����Ԫ�ء� ���, ��ͷ�еĺϽ�Ӧ��Ҫ���������� ��Ԫ��֮�䡣 �Խ�ͷXRD������֪, ��ͷ�������˹��ܷ�Ӧ����������Fe0.64Ni0.36�� �������м���, �ڽ�ͷ���������γ��˹��ܺϽ�/��/���ܺϽ������ڡ������Ρ��Ľṹ, ����ĸ�ġ� ���м��������Ļ�ѧ�ɷ�����֯�ṹ�IJ����ȡ� ͼ3��ͼ4��ʾΪԪ�طֲ����ߺ�DB3��ͷ�����EDSͼ, ��ͼ4�п������洦���Թ۲쵽�¿ϴ��ЧӦ�� ���ݾ�����ɢ����, �۵�ߡ� ԭ�Ӱ뾶С��Ԫ���������۵�͡� ԭ�Ӱ뾶���Ԫ����ɢ�� ��������ԭ�Ӱ뾶�ֱ�Ϊ1.27�@��1.24�@, ���, ��Ԫ�������е���ɢ�ٶ�Ҫ�����������е���ɢ�ٶ�, ��͵����˽��洦�¿ϴ�������γɡ�
![]()
ʽ�� DΪ��ɢϵ��; D0Ϊ��ɢ����; RΪ���峣��; QΪ��ɢ������; TΪ�¶ȡ�
2.2 ��ͷ������ѧ����
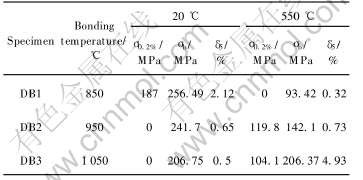
�ɱ�2��֪, �����м���ͷ���¿���ǿ�Ⱥ����������ź����¶ȵ���߶����½��� ����850�溸�ӵ�DB1��ͷ��������������, ���ڽϸߺ����¶��Ʊ���DB2�� DB3��ͷ�ڵ��Խξͷ�����
��2 316L�������ɢ����ͷ��ѧ����
Table 2 Mechanical properties of 316L-SS diffusion bonding joints at different temperatures
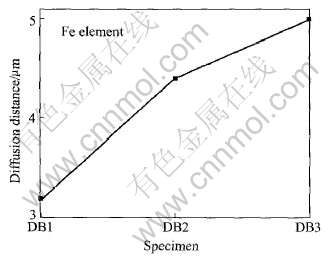
ͼ2 ��Ԫ���ڽ�ͷ���洦��ɢ�ľ���
Fig.2 Diffusion distance of Fe element in interface of joints with Ni interlayer bonded at different temperatures
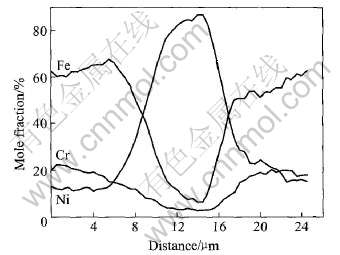
ͼ3 DB3��ͷ���洦Ԫ�طֲ�����
Fig.3 Element distribution curves in interface of DB3 joint
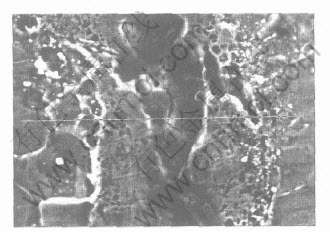
ͼ4 DB3��ͷ���洦EDS��ɨ��ͼ
Fig.4 EDS line scan micrograph in interface of DB3 joint
���ѡ� �м������뵼����ɢ����ͷ�������ܶ�, ��Ҫ����Ϊĸ�ĺ����м���л���ɢ������ ��Ԫ�ط����˹��ܺϽ�Ӧ�γɴ�Ӳ��Fe0.64Ni0.36��ɵġ� ��ͼ5(a)�ɼ�, ����Fe0.64Ni0.36�������ǿ���ź����¶ȵ���߶�������, ��Ԫ�ص������ǿ��������, ˵�������еĹ��ܺϽ������ź����¶ȵ���߶����ӡ� ��ͼ6��֪, ���ź����¶ȵ����, ��ͷ�����ϵ���Ӳ�����ź����¶ȵ���߶���ߡ� ��Ӳ�ȵı仯����Ҳ��һ���̶���֤ʵ������XRD�ķ��������
���м�������, ʹ�ú�������Ļ�ѧ�ɷֺ���֯�ṹ��ĸ�IJ�һ�¡� �����������, δ��Ӧ���������м���������״̬ʱ, ĸ�ĺͽ�����ܺϽ���Ȼ���ڵ���״̬, �����������Ա����ܵ������ǿ���ϵľ�������, ʹ���㴦����������״̬, �Ӷ���ǿ���� ���, �м��ġ��Ӵ�ǿ��ЧӦ��ʹ�ý�ͷǿ���½����Ȳ���[15, 16]��
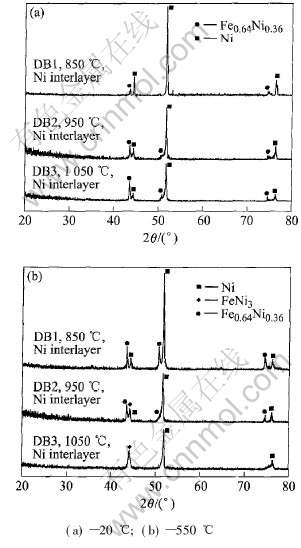
ͼ5 ��ͷ����XRD������
Fig.5 XRD patterns of diffusion bonding joints with Ni interlayer bonded at different temperatures
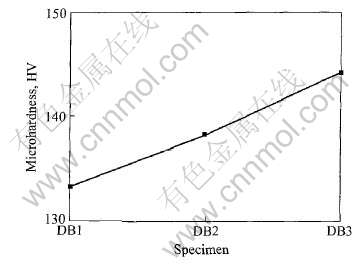
ͼ6 ��ͷ����������Ӳ��
Fig.6 Microhardness of interface of joints with Ni interlayer bonded at different temperatures
2.3 ��ͷ������ѧ����
�����µĽ�ͷ���ֳ��볣������������ص�, ��ͷ���¿���ǿ�Ⱥ����������ź����¶ȵ���������ߡ� ����850�溸�ӵ�DB1�����������ܼ����½�, ��ͷ���¿���ǿ��ֻ�г��µ�36.4%, �����ʽ�Ϊ���µ�15.1%�� �ڸ������������, DB2�� DB3��Ʒ�������˷dz����Ե���������, ��ͷ�������ܱȳ������˴���ȵ���ߡ� ��1050�溸�ӵ�DB3��ͷ�ĸ��¿���ǿ�ȵ����䳣��ǿ��, �������������䳣�������ʵ�9.86���� ��ȻDB3��ͷ�ĸ��¶�ʱ������������, ���¿ϴ�����ڸ��»�����, �п��ܳ�Ϊ���������չ�ķ�Դ��, ������м���316L�������ɢ����ͷ��������Ҫ��һ���ĸ������ʵ�������顣
�Ծ������������ʵ����ͬ���������Ľ�������XRD��������(ͼ5(b)), ��ͷ�����Fe0.64-Ni0.36��������䡣 �Ա�ͼ5(a)��5(b)��֪, �ڽ��и�������ʵ��ʱ, DB1���������������� �����ܺϽ�Ӧ, ����Fe0.64Ni0.36�Ͻ����ɵ���DB1��ͷ�������ӡ� ����ǿ�������½��� ��DB2��Ʒ��Fe0.64Ni0.36�������ǿ����, �����˿�������FeNi3����塣 �ɴ˿�֪, DB2��ͷ�в��ֵ�Fe0.64-Ni0.36�Ͻ��������������FeNi3�� DB3��Ʒ��Fe0.64Ni0.36���������ʧ, ��ȫת��Ϊ���խ�Ľᾧ���õ�FeNi3����塣 �����������ܺϽ��ǿ�Ⱥ�������������������߶���ǿ, �����ڸ��¶�ʱ����ʱ, ����������Ը��õ�FeNi3�Ͻ��ǽ�ͷ����������ߵĸ���ԭ��
2.4 �Ͽ���ò����
����ʱ, ��ɢ����ͷΪ���Զ���ռ�������õĴ��Ժ����Ի�϶���ģʽ, ��ͷ���ѵ�λ�ò�ͬ�� 850�� ���ӵ�DB1��ͷ��������Ͽڳ��ֳ����״�Ľ���̨��, ���ڴ��Զ���, �ҽ�ͷ����λ��λ�����м����, ���������õĺ����ʺ��м��ġ��Ӵ�ǿ�����á���֤�˽ϸߵij��¿���ǿ�ȡ� ��DB2��ͷ���������Լ��Ͽ�SEM��(ͼ7(b))��֪, �����δ������, ������ĥ���ӹ��ۼ��Ǻϵ�����, ����������ò���ֵ��͵Ĵ��, ���������������, ���ѳߴ�С�ҷֲ�������, ���ѷ�����ĸ�����м����洦�� ��DB3�Ͽ�SEM��(ͼ7(c))��ʾ, �м���ĸ�ĽӴ��IJ�λΪ���Զ���, ���ݴ������м�������Ϊ���Զ��ѡ� �Խ�ͷ����XRD��������, �Ͽڱ���ΪFe0.64Ni0.36, û��������������, �ɼ����ѷ��������м����ܺϽ�Fe0.64Ni0.36�Ľ��洦��
�Ը��������Լ��Ͽڵ羵��������, 850�� ���ӵ�DB1��ͷ���ֳ�����������, ż��Ҳ�ɼ������ĺۼ�, ����ѷ�ʽ�ӽ���DB2���µĶ��ѷ�ʽ(ͼ7(d))�� DB2��ͷ��������ò���䳣�¶Ͽ���ò���, �������ѵ������������, �ؾ�����������(ͼ7(b)�� 7(e))�� DB3���������Ͽ�Ϊ�������ѺͰ�Ƭ״������Ƭ��ɵľ���˺�������Ļ����ò, �����Ѱ�Χ�����Կ���, �ؾ��������߽���ѵ�Բ��һ�ξ�����, ���Ѵ�����ȡ� ��������FeNi3���ܺϽ����Ժ�ǿ�ȶ�Ҫ��Fe0.64Ni0.36��, ��Ҫ������غɲ���ʹ֮����, �������˽�ͷ���������ʺ�ǿ�ȡ�
3 ����
1) �����м��316L��ɢ����ͷ�ij���ǿ�Ⱥ����������ź����¶ȵ���߶��½�, ������ʱ�������ź����¶ȵ���߶����ӡ�
2) ���м�����������˺�����, �����˽�ͷ�ĸ�������, ʹ��ͷ�ڲ�ͬ�IJ����¶��±��ֳ��˲�ͬ����ѧ���ܡ�
3) �����м��316L�������ɢ����ͷ����Ϊ���Զ���ռ�������õĴ��Ժ����Ի�϶���ģʽ; ����ʱ, ��ͷ�Ķ���Ϊ���Զ���ռ�������õĴ��Ժ����Ի�϶���ģʽ��
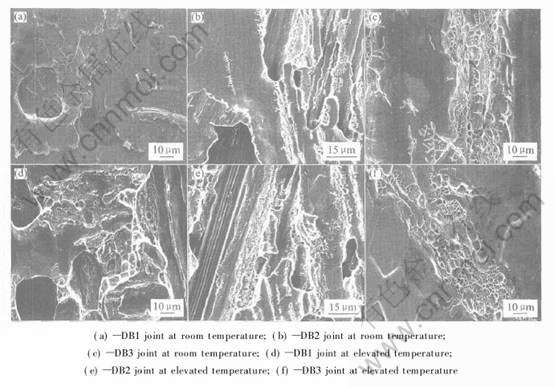
ͼ7 ��ͷ����Ͽ�ɨ��羵��
Fig.7 SEM fractographies of diffusion bonding joints with Ni interlayer
REFERENCES
[1]Tu S T. New Need of Structural integrity technology for high temperature applications[A]. FM 2004: Environmental Effect on Fracture and Damage[C]. Hangzhou: Zhejiang University Press, 2004: 43-57.
[2]Shi J, Zhang X L, Tu S T. Design of high temperature brazed joints against creep failure[J]. J Pres Equipment and Sys, 2004, 2: 38-43.
[3]He P, Feng J C, Zhang B G, et al. Microstructure and strength of diffusion-bonded joints of TiAl base alloy to steel[J]. Materials Characterization, 2002, 48: 401-406.
[4]He P, Zhang J H, Zhou R, et al. Diffusion bonding technology of a titanium alloy to a stainless steel web with an Ni interlayer[J]. Materials Characterization, 1999, 43: 287-292.
[5]Jujur I N, Hanada S. Tensile properties of W/ NiAl composites at elevated temperatures[J]. Mater Sci Eng A, 1995, A192/193: 848-855.
[6]�ر�, ʢ����, �ܲ�, ��. �ѺϽ�Ͳ���ֵ���ɢ����[J]. �й���ɫ����ѧ��, 2004, 14(9): 1545-1550.
QIN Bin, SHENG Guang-min, ZHOU Bo, et al. Diffusion welding of titanium alloy and stainless steel[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(9): 1545-1550.
[7]����ΰ, ���嶫, �ȷ�, ��. ��״����Ͻ�CuZnAl ����ɢ����ͷ��֯����[J]. �й���ɫ����ѧ��, 2003, 13(2): 404-408.
GUO Li-wei, YU Yan-dong, GU Feng, et al. Weldability of CuZnAl alloy in diffusion bonding[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(2): 404-408.
[8]Takeda T, Kunitomi K, Horie T, et al. Feasibility study on the applicability of a diffusion-welded compact intermediate heat exchanger to next-generation high temperature gas-cooled reactor[J]. Nuclear Engineering and Design, 1997, 168: 11-21.
[9]Little W A. Microminiature refrigenrator for Joule-Thomson cooling of electronic chips and devices[J]. Advances Cry Eng, 1990, 35: 1305-1333.
[10]Yu X H, Tu S T, Wang Z D. On-bond production of hydrogen for fuel cells over Cu/ZnO/Al2O3 catalyst coating in micro-chemical reactor[J]. J of Power Sources, 2005, 150: 57-66.
[11]Tu S T, Segle P, Gong J M. Creep damage and fracture of weldments at high temperature[J]. Int J Pres Ves and Piping, 2004, 81(2): 199-209.
[12]Nishi H, Araki T, Eto M. Diffusion bonding of alumina dispersion-strengthened copper to 316L stainless steel with interlayer metals[J]. Fusion Engineering and Design, 1998, 39-40: 505-511.
[13]Nishi H, Araki T. Low cycle fatigue strength of diffusion bonded joints of alumina dispersion-strengthened copper to stainless steel[J]. Journal of Nuclear Materials, 2000, 283/287: 1234-1237.
[14]AN Zi-liang, XUAN Fu-zhen, TU Shan-tung et al. High temperature performance of 316L-SS joint produced by diffusion bonding[J]. Key Engineering Materials, 2005, 297/300: 2795-2799.
[15]����», ��Ľ��, �žź�, ��. �м���ɽ������ѺϽ��벻�����ɢ����ͷǿ�ȵ�Ӱ��[J]. ����ѧ��, 1996, 17(4): 212-218.
SUN Rong-lu, LI Mu-qing, ZHANG Jiu-hai, et al. Influence of different transition metals on properties of diffusion bonding joint of Ti alloy to stainless steel[J]. Transactions of the China Welding Institution, 1996, 17(4): 212-218.
[16]����», ���Ľ�, �ڱ�. �ѺϽ��벻�����ɢ���м������ѡ��[J]. ����Ϲ���, 1997, 4: 15-20.
SUN Rong-lu, YANG Wen-jie, YU Bin. Selection of medium metal in diffusion welding of titanium alloy and stainless steel[J]. Aerospace Materials and Technology, 1997, 4: 15-20.
(�༭����Ⱥ)
������Ŀ: ������Ȼ��ѧ����������Ŀ(50225517, 50475068)
�ո�����: 2006-01-09; ������: 2006-07-25
ͨѶ����: Ϳ�ƶ�, ����; �绰: 021-64253425; E-mail: sttu@ecust.edu.cn
[6]�ر�, ʢ����, �ܲ�, ��. �ѺϽ�Ͳ���ֵ���ɢ����[J]. �й���ɫ����ѧ��, 2004, 14(9): 1545-1550.
[7]����ΰ, ���嶫, �ȷ�, ��. ��״����Ͻ�CuZnAl ����ɢ����ͷ��֯����[J]. �й���ɫ����ѧ��, 2003, 13(2): 404-408.
[15]����», ��Ľ��, �žź�, ��. �м���ɽ������ѺϽ��벻�����ɢ����ͷǿ�ȵ�Ӱ��[J]. ����ѧ��, 1996, 17(4): 212-218.
[16]����», ���Ľ�, �ڱ�. �ѺϽ��벻�����ɢ���м������ѡ��[J]. ����Ϲ���, 1997, 4: 15-20.
