
DOI: 10.11817/j.ysxb.1004.0609.2020-37646
SAC305/Ni�����Ni�����ļ�IMC��������
�� ����������� ��
(������������ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150040)
ժ Ҫ��
�о�SAC305/Ni������260 ����Һ̬���¡�150 ���¹�̬ʱЧ�Ķ�Ni�����ļ�����IMC���������ɡ���������ϣ�����Һ̬���¡���̬ʱЧ�¶�Ni�����ļ�����IMC��������ֵģ�͡����������������Һ̬���������£�ͣ��ʱ���1 min��50 min����Ni����������ͣ��ʱ��t0.2217�����ȹ�ϵ������IMC���������ͣ��ʱ��t0.3494�����ȹ�ϵ���ڹ�̬ʱЧ�����£�ʱЧʱ���168 h��672 h����Ni��������ʱЧʱ��t1/2�����ȹ�ϵ������IMC���������ʱЧʱ��t1/2�����ȹ�ϵ�����̬ʱЧ����IMC������ȣ�Һ̬�����µĽ���IMC��������Ѹ�١�Ϊ�˼��ٶ�Ni������ģ������γɹ����IMC�㣬ȷ����Һ̬ͣ��ʱ����ʮ����Ҫ�ġ�
�ؼ��ʣ�
Һ̬��������̬ʱЧ����Ni��������IMC�������ݱ������
���±�ţ�1004-0609(2020)-09-2094-11���� ��ͼ����ţ�TG425.1���� ���ױ�־�룺A
���ڶ����Ǧϵǥ���У�SnAgCu(SAC)ǥ�����������������ѧ���ܺͿɺ��ԣ���Ե͵��۵㣬�ϸߵĿɿ��ԣ���Ϊ���ӷ�װ������Ϊ�㷺Ӧ�õ�ǥ��֮һ[1-4]��
���ӷ�װ�к���Ŀɿ���ֱ��Ӱ�쵽���Ӳ�Ʒ���������������������仯����(IMC)��������Ӱ�캸��ɺ��Ե���Ҫ���ء��ڽ��洦�γɽϱ���IMC��ή�ͺ������ѧ���ܡ�������IMCӲ��������ԣ����������γɽϺ��IMC��ʱ�����ᵼ�º���Ŀɿ����½�������ʱ����ʹ����ʧЧ����ˣ��������ƽ���IMC��ĺ���Ե���Ϊ��Ҫ���ڶ��о��������ö�Ni�㣬�����谭CuԪ����ǥ���ڲ���ɢ�������ڽ����γɽϺ�Ľ���IMC�㣬�Ӷ���ߺ���Ŀɿ���[5-6]��
��Ni�����ǻ�����ͷ����Ҫ���������ýϱ��Ķ�Ni��ʱ���ں�����۹����ж�Ni�㱻Ѹ�����ģ������γɹ���Ľ���IMC�㣻���ýϺ�Ķ�Ni��ʱ�������Ӷ�Ni���Ӧ�����շ����ƵIJ�������ɶ�Ni�����䣬ͬ����ʹ����ʧЧ[7]����ˣ�������ƶ�Ni���ȶԺ���Ŀɿ���������Ҫ��
Ŀǰ����������о���༯����Ni/SAC/Ni��Cu/ SAC/Ni��Au/ SAC/Ni�����������֯���ݱ估��ѧ���ܵı仯[8-11]���Ժ����ڳ��ڷ��۹����У���Ni�����ļ�����IMC������������ʼ�������
����ѡ��96.5Sn-3.0Ag-0.5Cu(SAC305)ǥ�ϣ��о���һ�����¶Ⱥ�ʱЧʱ��������SAC305/Ni����Ķ�Ni�����ļ�����IMC����������ɣ���Ƴ���SAC305ǥ����ƥ��ȵĶ�Ni���ȡ�
1 ʵ��
ʵ�����ѡ��SAC305ǥ�ϣ�BGA��ֱ��Ϊ500 ��m������ΪPCB(���ΪFR-4��Cu�����Ϊ40 ��m��Cu�������Ni����Ϊ5 ��m)�����̳ߴ�400 ��m������ṹʾ��ͼ��ͼ1��ʾ��
ѡ�û��������ӣ�ǥ��SAC305���۵�Ϊ217 �棬����ȹ���Ϊ��260 ���£�Һ̬ͣ��ʱ������Ϊ1��6��9��15��30��50 min�����о���̬ʱЧ�Ĺ����У����ü���ʱЧ������Ը��ӿ��١�����Ч�ػ�ý��淴Ӧ�����ݡ�
ѡ����ʵĺ��ӹ��նԿ��ƽ���IMC�������������Ҫ���壬���Ա����к�����ʱЧǰ�ĺ��ӹ���Ϊ�����¶�260 �棬Һ̬����ʱ��6 min�������й����Ҿ��ñ������������鷽���ͳ���GJB548A��Ҫ��ѡ����150 ���·ֱ���� 0��168��336��504��672 h��ʱЧ������Ϊ�˸���ȷ��������о���̬ʱЧ�Զ�Ni�����ĵ�Ӱ�죬��ˣ��������ᵽ�Ĺ�̬ʱЧ�����еĶ�Ni����������Ϊȥ�����ӹ����ж�Ni��������������������ø�ʴҺ(95% C2H5OH��4% HNO3��1% HCl(�������))��������ʴ15 s��ʹ��(Thermo Scientific-Apreo c��)����ɨ��Ժ��������֯���й۲죬����ѡȡ����������棬���ڴ˽����½���Photoshop������������IMC������S�ͺ��㳤��L���������S�볤��L�ı�ֵ��������IMC���ƽ����ȣ�����Ķ�Ni�㼰����IMC����Ϊ16�������ƽ��ֵ����ͼ2��ʾ��
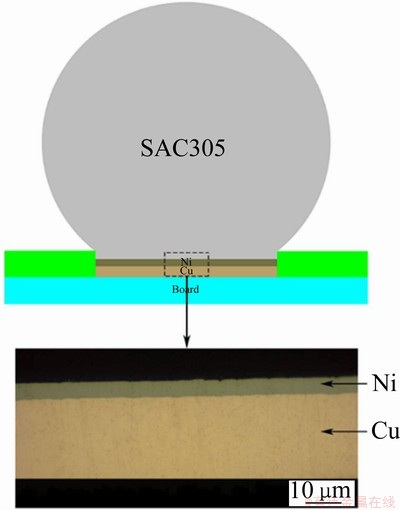
ͼ1 ����ṹʾ��ͼ
Fig. 1 Schematic diagram of solder joints
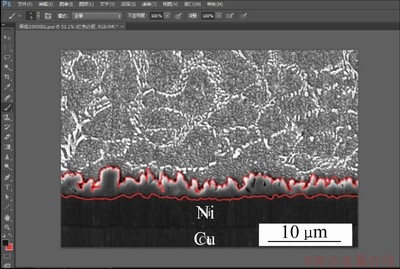
ͼ2 ����IMC���ȼ���Ni���ȵIJ�������
Fig. 2 Measurement method of IMC layer of interface and Ni layer thickness
2 ��������
2.1 SAC305/Ni����Ľ��淴Ӧ��Ϊ
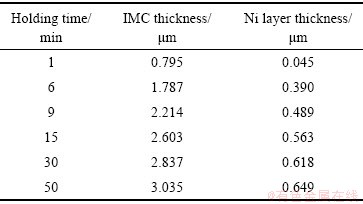
�ڲ�ͬ���ӹ��������£���Ni����NiԪ�ص���ɢ���ʲ���Ӱ���Ni������ģ�ͬʱҲӰ�����IMC����֯���ݱ䡣ͼ3��ʾΪ��260 ���£�SAC305/Ni�����ڲ�ͬ��Һ̬ͣ��ʱ���µ�����֯����Һ̬ͣ��ʱ��Ϊ1 min����Ni��������Ϊ0.045 ��m������Һ̬ʱ����ӳ�����Ni���������������ӣ���Ni��ʣ���Ȳ��ϼ�С��ֱ��Һ̬ͣ��ʱ��Ϊ50 min����Ni���������ﵽ0.649 ��m��Һ̬ͣ��ʱ����ӳ���ʹ�ý���IMC�㲻��������Һ̬ʱ��Ϊ1 min������IMC���Ϊ0.795 ��m����Һ̬ͣ��ʱ���ӳ���50 minʱ������IMC���Ϊ3.035 ��m��
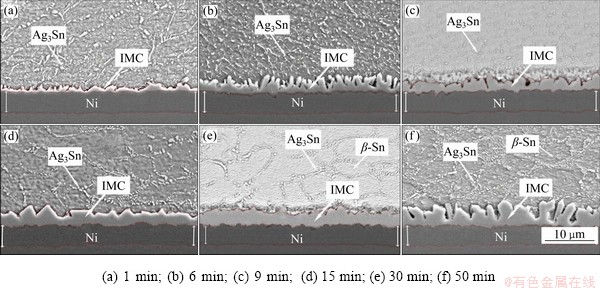
ͼ3 260 ����SAC305/Ni�����ڲ�ͬ��Һ̬ͣ��ʱ���µ�����֯
Fig. 3 Microstructures of SAC305/Ni solder joints at different liquid holding time and 260 ��
ͼ4��ʾΪ��150 ����SAC305/Ni�����ڲ�ͬʱЧʱ���µ�����֯��ͼ4(a)��ʾΪʱЧǰ�ĺ�������֯��ʱЧǰ������Ľ���IMC����Ϊ1.787 ��m��ͼ4(b)~(e)��ʾΪ��ͬʱЧʱ���µĽ�������֯������ʱЧʱ����ӳ�������IMC������������ʱЧʱ��Ϊ672 hʱ������Ľ���IMC���ȴﵽ2.278 ��m��ͬʱ����IMC�����ò����״��ƽ�����ȱ�״ת�䡣
�ڹ�̬ʱЧ��Ni���������������ӣ�ʱЧ168 h����Ni��������0.072 ��m,����ʱЧʱ���ӳ���672 h����Ni�����������ӵ�0.284 ��m��ʱЧ�����У�Ԫ����Ҫ����ɢ�ķ�ʽ�γɽ���IMC����ɢ����ͻ�ѧŨ�Ȼ�Ӱ��Ni����ɢ���ʣ�Ӱ��ʱЧ��Ķ�Ni�����ļ�����IMC��������
ͼ5��ʾΪ150 ����SAC305/Ni����ʱЧ672 h�����EDS������ͼ5(a)��ʾΪ��̬ʱЧ672 h���洦��SEM������IMC��òΪƽ�����ȱ�״��ͼ5(b)��ʾΪA���EDS������ͼ5(b)�н���IMC��(Cu��Ni):SnĦ����Ϊ��56.31:43.69�����ֵ�ӽ�1.2��IMC�ijɷ�Ϊ(Cux,Ni1-x)6Sn5��ͼ5(c) ��ʾΪB���Ni���EDS�����ж�Ni���к���CuԪ�أ���Ҫ����ΪCu��Ni�еĹ��ܶȽϸߣ������е�CuԪ����Ʋ���ɢ���¡�
2.2 ����IMC��������ֵģ��
�ڶ��о�����[12-13]������ IMC ���������ֵģ�ͷ�Ϊ���֣���һ��������ֵģ��Ϊ��Ӧ��ɢ�ͣ�ǥ���ۻ���Ʋ��е�Ni ��Һ̬���ܽ���ɢ���ڽ��洦������Ӧ���ɽ���IMC���˽η�Ӧʱ��϶̡�������ָ��Ϊ1����IMC ������ǥ��ʱ��t�����ȣ�������ģ���ܵ���Ӧ��ɢ�����ƣ���ͼ6(a)��ʾ��
�ڶ���������ֵģ��Ϊ������ɢ�ͣ���ģ���е�Niԭ�Ӻ�ǥ���е� Sn ԭ��ͨ���ᾧ�����ϲ����Ŀ�λ����������ɢ��ʹ���� IMC �������������γ������ȱ��λ����������ָ��Ϊ1/3����IMC ������ǥ��ʱ��t1/3�����ȣ���ͼ6(b)��ʾ��
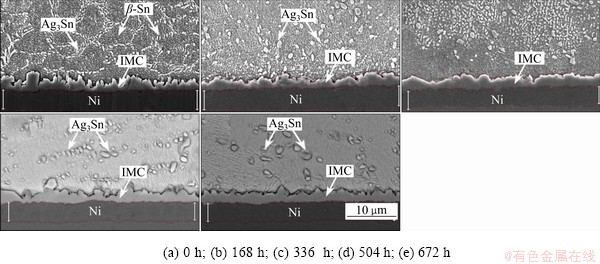
ͼ4 ��150 ����SAC305/Ni�����ڲ�ͬʱЧʱ���µ�����֯
Fig. 4 Microstructures of SAC305/Ni solder joints at different aging time and 150 ��
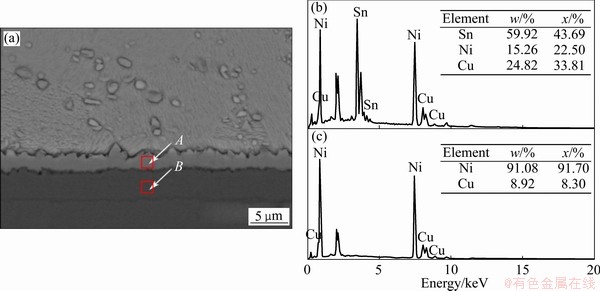
ͼ5 150 ����SAC305/Ni����ʱЧ672 h�����SEM���EDS����
Fig. 5 SEM image of SAC305/Ni solder joints after ageing at 150 �� for 672 h(a), EDS analysis of position A(b) and EDS analysis of position B(c)
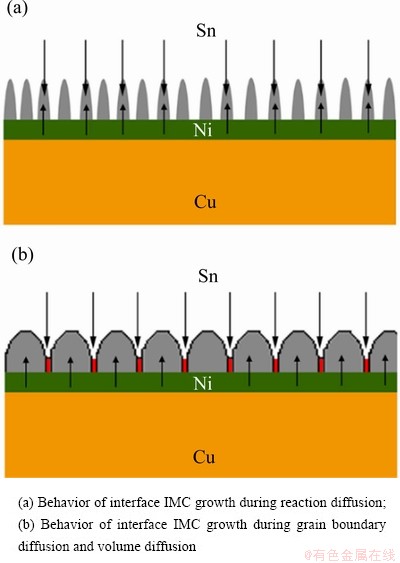
ͼ6 ����IMC������Ϊʾ��ͼ
Fig. 6 Schematic diagrams of interface IMC growth behavior
������������ֵģ��Ϊ����ɢ�ͣ��˽�Ni ԭ�Ӻ� Sn ԭ����ɢ�ٶ����Խ��ͣ�IMC ������Ҳ���Լ�С��������ָ��Ϊ0.5����IMC ������ǥ��ʱ��t1/2������[14]��
2.2.1 Һ̬�����µĽ���IMC������ֵģ�ͷ���
����Һ̬ͣ��ʱ����ӳ�������IMC��Ȳ������ӡ�������IMC�������������ͣ����������γɵ�(Cux,Ni1-x)6Sn5�谭��ԭ�Ӽ����ɢ���Ӷ�ʹ���������ʽ��͡�Ϊ�˽�һ���������������IMC���������ɣ������˲�ͬҺ̬����ʱ���µĽ���IMC���ȣ����1���С�
��1 ��ͬҺ̬ͣ��ʱ����IMC���ȼ���Ni����
Table 1 IMC thickness and Ni layer thickness at different holding time
����IMC������ͣ��ʱ���������ֵģ�Ϳ��ù�ϵ���̱�ʾΪ
 (1)
(1)
ʽ�У�XΪ����IMC���ȣ���m��KΪ����IMC������ϵ��������tΪҺ̬ͣ��ʱ�䣬s��nΪIMC������ָ����n��ͨ���������Իع������ã�
 (2)
(2)
ͨ��������ϣ����������ָ��n=0.3494������IMC������ϵ������K=0.89903 ��m/min0.3494��
ͼ7��ʾΪ��260 ��Һ̬�����£�����IMC�������ߣ�ͼ7(a)��ʾΪҺ̬ͣ��ʱ�������IMC��ȵĹ�ϵ���̣����ϵʽΪ
 (3)
(3)
ʽ�У�XΪ����IMC��ȣ���m��t1ΪҺ̬ͣ��ʱ�䣬min��
���о���Һ̬�����µĽ���IMC����ָ��Ϊ0.3494�������IMC��������ֵģ��Ϊ������ɢ�ͣ�IMC ������ǥ��ʱ��t1/3 �����ȡ����о������з��֣�����IMC�����������Ƿ����仯�ģ�������һ���������ʲ��ܲ�������ϵ������������ɢϵ������������IMC����������[15]������������Ƕ���˵��IMC�������ʼ�Ϊ��λʱ���ڵ�IMC��������
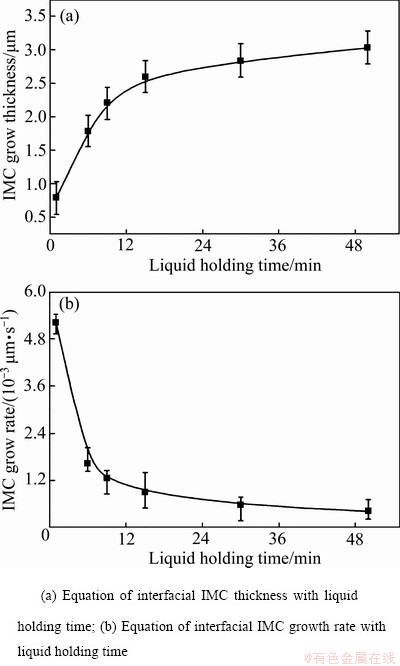
ͼ7 ��260 ��Һ̬�����½���IMC��������
Fig. 7 Growth curve of IMC during liquid insulation at 260 ��
��Һ̬�����µ�IMC�������ʽ��м��㣬�������������Һ̬ͣ��ʱ����ӳ���IMC���������ʲ��ϼ�С����Һ̬ͣ��ʱ��Ϊ1 minʱ��IMC����������Ϊ5.235��10-3 ��m/s��Һ̬ͣ��ʱ��Ϊ50 minʱ��IMC����������Ϊ4.107��10-4 ��m/s����ͼ7(b)��ʾ��Һ̬������IMC�������ʼ�С����Ҫԭ������Һ̬������IMC��������Ҫͨ��������ɢ������IMC�����IJ��ϳ�����֮�䷢���̲��������ߴ����������٣���ʹIMC�������ܵ��谭��ͬʱҲӰ����NiԪ����ǥ���е���ɢ���谭��IMC��������
2.2.2 ��̬ʱЧ�µĽ���IMC������ֵģ�ͷ���
��̬�µĽ���IMC������Ϊ��������Һ̬�µĽ���IMC������ȣ���̬ʱЧ��Ҫ�ǹ�-�̽��淴Ӧ���ƣ����������ʽ�С����Arrhenins equation�Ƶ�������IMC������ϵ���̣�
 (4)
(4)
ʽ�У�XΪʱЧ��Ľ���IMC��ȣ���m��X(t0)ΪʱЧǰ����IMC��ȣ���m��tΪʱЧʱ�䣻D0Ϊ��ɢϵ����QΪ��ɢ�����ܣ�J/mol��RΪĦ�����峣����J/(mol��K)��TΪ����ѧ�¶ȣ�K��nΪ����ָ����
����ʽ��֪������IMC����������ܵ��¶ȡ�ʱЧʱ�䡢��ɢϵ���ȵ�Ӱ�죬��һ���¶��£�����IMC��������ֵģ�Ϳɼ�Ϊ
 (5)
(5)
 (6)
(6)
ͨ���������Իع�������ɼ��������ָ��n=0.498����ɢϵ��D=5.420��10-4 ��m2/h��Ϊ�˼�����̣���������ָ��ȡ0.5��
��2����Ϊ��̬ʱЧ�µĽ���IMC���ȼ���Ni���ȣ����ݱ�2 �е����ݽ�����ϡ�ͼ8(a)��ʾΪʱЧʱ�������IMC��ȵĹ�ϵ���̣����ϵʽ��
 (7)
(7)
ʽ�У�t2Ϊ��̬ʱЧʱ�䣬h��
�ڹ�̬ʱЧ�µĽ���IMC����ָ��Ϊ0.5�������IMC��������ֵģ��Ϊ����ɢ�ͣ�IMC ������ǥ��ʱ��t1/2 �����ȡ�ͨ���Թ�̬ʱЧ�½���IMC���������ݽ���ͳ�Ƽ����㣬�����������150 ���£���̬ʱЧ168 h��IMC��������Ϊ3.254��10-6 ��m/s������ʱЧʱ���ӳ���672 h��IMC����������Ϊ��9.418��10-7 ��m/s����ͼ8(b)��ʾ����̬ʱЧ��IMC�������ʼ�С����Ҫԭ�����ڹ�̬�µ���ɢ�ܵ���ɢŨ�ȣ���ɢ��������ص�Ӱ��[16]������IMC�IJ������������¶Ʋ��е�NiԪ����ǥ������ɢ�������ӣ�IMC�������ܵ��谭��
��2 ��̬ʱЧ�µĽ���IMC���ȼ���Ni����
Table 2 Interfacial IMC thickness and Ni layer thickness in solid aging
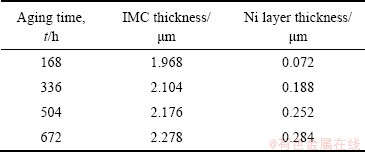
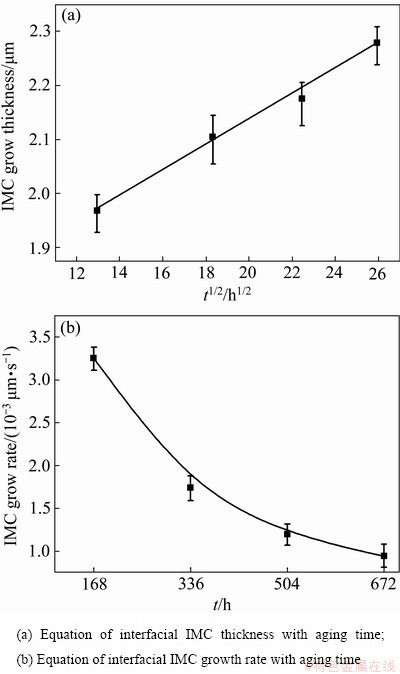
ͼ8 ��150���̬ʱЧ�½���IMC��������
Fig. 8 Growth curve of IMC during aging at 150 ��
�����������ɱ�1����2��֪����260 ��Һ̬�����£���Һ̬����ʱ��Ϊ50 min������IMC����Ϊ3.035 ��m����Һ̬����ʱ��Ϊ6 min�µĽ���IMC������ȣ�����IMC��������69.83%��������̬ʱЧʱ��Ϊ672 h������IMC����Ϊ2.278 ��m����150 ���̬ʱЧ672 h����IMC������27.48%���ɴ˿�֪��Һ̬�����µĽ���IMC��������Ѹ�١�Ϊ�˸��õؿ���IMC��ĺ�ȣ������γɹ����IMC��ȷ����Һ̬ͣ��ʱ������Ϊ��Ҫ�ġ�
2.3 ��Ni�����Ĺ��ɵ���ֵģ��
��Ni�����ĵĻ�����Ҫ����Ԫ�ؼ����ɢ����Ϊ��������Fick�ڶ����ɼ�������ɢ���ۣ��ٶ��ԶƲ���ǥ�ϵĽ���Ϊ����ԭ�㣬��x��Ϊ��ɢ��������Ni������ģ�ͣ��ٶ���x�᷽����ɢ�����㹻���Ҷ�Ni�㡢ǥ�ϳɷ־��ȡ���Fick�ڶ�����Ϊ���������ж�Ni�����Ĺ��ɵ��Ƶ���
Fick�ڶ����ɣ�
 (8)
(8)
����Boltzman�任��������� ����
���� ������
������
 ��
�� (9)
(9)
Fick�ڶ��������Ϊ
 (10)
(10)
�Ҷ�Ϊ
 (11)
(11)
�ɵڶ����ɿ�֪������������ȣ���
 (12)
(12)
�ⳣ�ַ��̣�
 (13)
(13)
��ã�Ũ�ȷֲ�����Ϊ
 (14)
(14)
ʽ�У�A��BΪ���ֳ������ɳ�ʼ�������߽�����ȷ�����ֳ�����ͼ9��ʾΪ��Ni�����Ľ�ģʾ��ͼ������ɢ�����㹻��ʱ���Ʋ㡢ǥ�ϳɷ־��ȣ����У�
��ʼ�߽�����(t=0)��
x��0����c=c2
x��0����c=c1
����ʱ��(t��0)�����У�
x=+�ޣ���c=c2
x=-�ޣ���c=c1
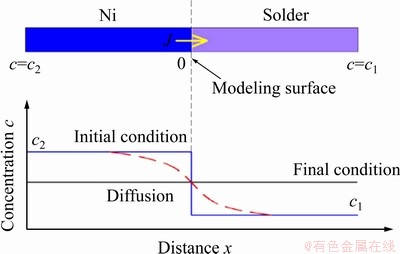
ͼ9 ��Ni�����Ľ�ģʾ��ͼ
Fig. 9 Schematic diagram of nickel layer consumption modeling
���ö����֣��������˸�˹����erf����˹�������ò���ķ�ʽ���м��㡣��NiԪ��Ũ�ȷֲ�������
 (15)
(15)
��ʽ(15)��֪��Ũ�Ⱥ��� ��
�� �����Ӧ�Ĺ�ϵ������
�����Ӧ�Ĺ�ϵ������ Ҳ�������Ӧ��ϵ����M(c)Ϊ����Ũ��c�ij�������
Ҳ�������Ӧ��ϵ����M(c)Ϊ����Ũ��c�ij�������
 (16)
(16)
ʽ(16)ΪNiԪ����ɢ�����߹��ɣ�����xΪ��ɢ���롣�ڱ����У����õ��ǽ�Ϊ��Boltzman�任��ʵ���ڽⳣ�ַ��̵��㷨�У��������Laplace transform�任����������任��[17]�㷨��Ϊ��ʹ�����㷨������������߹��ɣ��������߽���������
 (17)
(17)
����IMC����������
 (18)
(18)
ʽ�У�x1Ϊ��ɢ��IMC���ȣ���m��x0Ϊ��ʼIMC���ȣ���m��
ǥ���в�����NiԪ�أ�����IMC��Ni��Դ�ڶ�Ni�㣬����IMC��NiԪ����ɢ�� ��
��
 (19)
(19)
Ni��������
 (20)
(20)
ʽ�У�y0Ϊ��ʼ��Ni���ȣ���m��y1Ϊ��ɢ���Ni���ȣ���m��
����IMC��NiԪ�غ�����Ni�������������
 (21)
(21)
���ʽ(17)���ó�Ni���Ĺ���ģ�ͣ�
 (22)
(22)
��Ni����������ǥ��ʱ��������߹��ɣ��о��������������[18]�о�Cu/Sn����IMC������Ϊ��Cu�����Ĺ������ƣ�������Ҫ�о�����Ni�����Ĺ��ɡ�
2.3.1 Һ̬�����µĶ�Ni�����Ĺ��ɵ���ֵģ�ͷ���
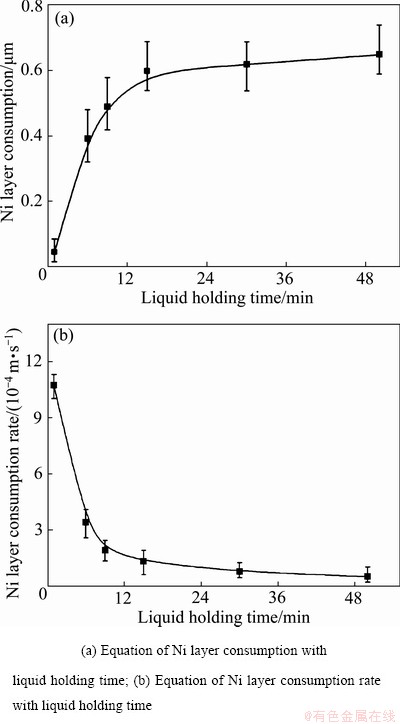
ͼ10��ʾΪ��260 ��Һ̬�����¶�Ni���������ߣ�����ͬҺ̬ͣ��ʱ���µĶ�Ni��������ͳ�ƣ��������߹���������ߡ�ͼ10(a)��ʾΪҺ̬ͣ��ʱ����Ķ�Ni���������Ĺ�ϵ���̣����ϵʽ��ʾΪ
 (23)
(23)
ʽ�У� Ϊ��Ni������������m��t1ΪҺ̬ͣ��ʱ�䣬min��
Ϊ��Ni������������m��t1ΪҺ̬ͣ��ʱ�䣬min��
Һ̬ͣ��ʱ����ӳ������˶�Ni������ģ�ʹ�ö�Ni���������������ӣ�������Һ̬ͣ��ʱ������ӣ����Ni���������ʽ��͡�ͼ10(b)��ʾΪҺ̬ͣ��ʱ�����Ni���������ʵĹ�ϵ���̡�����������Ƕ���˵�����IJ��õĶ�Ni���������ʼ���λʱ���ڶ�Ni��������������������Ni������������Һ̬ͣ��ʱ��������������߹�ϵ���乫ʽ����Ϊ
 (24)
(24)
ʽ�У�v1Ϊ��Ni���������ʣ���m/s��t1ΪҺ̬ͣ��ʱ�䣬min��
��ͼ10(b)��֪����Һ̬ͣ��ʱ��Ϊ1 min����Ni����������Ϊ1.072��10-3 ��m/s����Һ̬ͣ��ʱ���ӳ���50 min����Ni����������Ϊ5.103��10-5 ��m/s���������������Һ̬ͣ��ʱ������ӣ���Ni�����������ļ�С����Ni�����ĵ����ʽ��͵���Ҫԭ���ǣ���Һ̬�����£���Ni��������Ҫ���Զ�Ni����ǥ�Ͻ��з�ӦΪ��[19]����Һ̬ͣ��ʱ��϶�ʱ����Ni����ǥ��Ѷ�ٷ�Ӧ���γɵ�IMC��ϱ������ڶ�Ni���������ʵ�Ӱ���С����ͼ11(b)��ʾ��������Һ̬ͣ��ʱ����ӳ�������IMCԽ��Խ���谭��ǰ�ض�Ni����ǥ�ϵĽӴ����谭����IMC���γɣ���Ӱ���Ŷ�Ni�����ɢ���Ӷ�ʹ�ö�Ni�����ļ�������Ni���������ʽ��ͣ���ͼ11(c)��ʾ��
ͼ10 ��260 ��Һ̬�����¶�Ni�����������
Fig. 10 Consumption curve of Ni layer during liquid insulation at 260 ��
2.3.2 ��̬ʱЧ�����ж�Ni������Ĺ�����ֵģ��
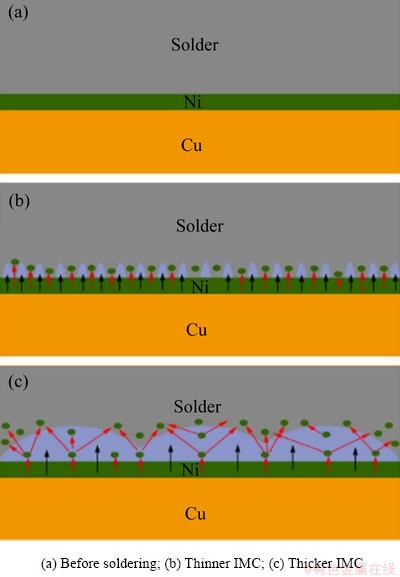
ͼ11 ��Ni������ʾ��ͼ
Fig. 11 Schematic diagrams of Ni layer consumption
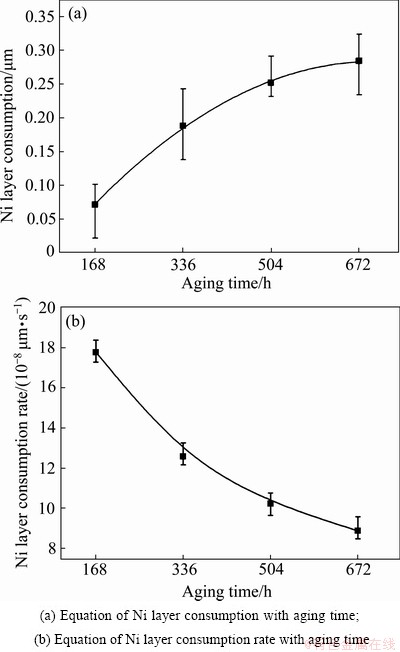
ͼ12 ��150���̬ʱЧ�¶�Ni�����ĵ�����
Fig. 12 Consumption curves of Ni layer during aging at 150 ��
ͼ12��ʾΪ��150 ���̬ʱЧ�£���Ni���������ߡ�ͼ12(a)��ʾΪ��Ni�����������̬ʱЧʱ��Ĺ�ϵ���̡�����ʱЧʱ����ӳ�����Ni�������������ӣ���ʱЧ672 h���Ni���������ﵽ0.2843 ��m����ʱЧ��Ķ�Ni���������ݰ��������߹�����ϣ����ϵʽΪ
 (25)
(25)
ʽ�У�Ϊ��Ni������������m��t2ΪʱЧʱ�䣬h��
Ϊ�˸�ȷ���о���Ni������Ĺ��ɣ������������ʵķ�ʽ��������Ni�����Ĺ��ɡ�ͼ12(b)��ʾΪ��Ni�������������̬ʱЧʱ��Ĺ�ϵ���̣����ϵʽΪ
 (26)
(26)
ʽ�У�v2Ϊ��Ni���������������ʣ���m/s��t2ΪʱЧʱ�䣬h��
��ͼ12(b)��֪������̬ʱЧʱ��Ϊ168 hʱ����Ni����������Ϊ1.778��10-7 ��m/s������ʱЧʱ������ӣ���Ni������������С����ʱЧʱ��Ϊ672 h����Ni���������ʼ�����8.888��10-8 ��m/s���ڹ�̬ʱЧ�����У���Ni������������С����Ҫԭ���ǣ��ڹ�̬ʱЧ���̣���Ni��������Ҫ�ԶƲ��е�NiԪ����ǥ������ɢΪ����������IMC��ʱЧ�����У����������ͳ�����Niԭ��ͨ������IMC���磬��ɢ��ǥ���ڲ��ľ������ӣ�ͬʱ������ʱЧ�����н���IMC����ģʽ�ĸı䣬������Niԭ����ɢ���Ѷȣ��谭��Niԭ�ӵ���ɢ�������˶�Ni������ģ���ʹ����ʱЧʱ�䲻�����ӣ���Ni����������ʽ��͡�
������������������Һ̬���£����ǹ�̬ʱЧ�µĶ�Ni���������ʶ�����С����Ni�����ĵ�����������ƽ����Ϊ�˱�������ƹ���Ķ�Ni�㣬�Ӷ����ٳ��ֶƲ�Ӧ�����У��Ʋ����䣬����ɿ��Խ��͵ȷ�������⣬��������ƶ�Ni��ĺ���Ե���Ϊ��Ҫ��
��̬�µĶ�Ni�����Ľ�Ϊ����������̬�µĶ�Ni�����ĸ��ӽӽ������ʵ�ʷ����������˱��IJ�ȡ��̬ʱЧ�����еĶ�Ni�����Ĺ���ģ�ͣ�Ԥ�⼰ѡ������Ķ�Ni���ȡ�
Ŀǰ�����ڴ�����С���������Ļ��ײ��ö�Ni��[20]�����ŵ�֮һ�ǿ��Ա������IMC���γɣ���ߺ���ɿ��ԡ���Щ����С��������������ԼΪ5~10��h [21](�ӽ���2083.3~4166.7 d)�����ݹ�̬ʱЧ�¶�Ni�����Ĺ��ɣ�����Ԥ���Ni����ȫ��������ʱ�䣬���3���С�
��3 ��ͬ��ʼ��Ni������ȫ��������ʱ��
Table 3 Consumption time of Ni layer with different initial thicknesses
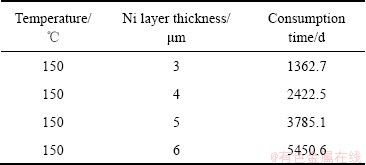
���ݹ�̬ʱЧ�µĶ�Ni�����Ĺ���ģ�ͣ�Ԥ���Ni��Ϊ3~6 ��mʱ����������ʱ��Ϊ1362.7 d�� 2422.5 d��3785.1 d��5450.6 d������Ŀǰ��С��������������5~10��h (2083.3~4166.7 d)��ѡ��Ķ�Ni����Ϊ4~6 ��m�������ȿ��������Ʒ������Ҫ���ֿ��Ա�����ƹ����Ni�㵼�µ�Ӧ�����е����⣬Ҳ���Խ�ʡ��Ʒ�Ʋ�����ijɱ�[22]��ͬʱ��̬ʱЧ�¶�Ni�����Ĺ���ģ������150 ���»�õģ�Զ������Ʒ��ʵ�ʷ��۵��¶ȣ���ʹ��Ʒ����ɢ�Ȳ������£�ʹ�����ۼ������¶�Ni�����ļӾ磬����ƵĶ�Ni����Ҳ���㹻����Ҫ��
3 ����
1) ��260 ���£�SAC305/Ni����Ľ���IMC ������ǥ��ʱ��t1/3�����ȣ�������ʽ��Ҫ�Ǿ�����ɢ������ָ��n=0.3494����150 ���̬ʱЧ�£��������IMC ������ʱЧʱ��t1/2�����ȣ�������ʽ��Ҫ������ɢ������ָ��n=0.5��
2) ��260 ��Һ̬�����£���Ni����������Һ̬ͣ��ʱ��t0.2217�����ȣ���Ni������������Һ̬ͣ��ʱ��������߹�ϵ����̬ʱЧ�����ж�Ni����������ʱЧʱ��t1/2�����ȣ���Ni��������������ʱЧʱ�����Ӳ��ϵĽ��͡�
3) ��������Һ̬�����£������ڹ�̬ʱЧ�µĽ���IMC������ȶ���ʱ����������߹�ϵ�������� ��-Һ���桢��-�̽���֮��ķ�Ӧ������ͬ��IMC��������ʽ�����ı䣬�Ӷ���������ָ����ͬ��
4) Һ̬�����µĽ���IMC������Ѹ�١���Һ̬����ʱ��Ϊ50 min������IMC����Ϊ3.035 ��m����Һ̬����ʱ��Ϊ6 min�µĽ���IMC������ȣ�����IMC��������69.83%������150 ���̬ʱЧ672 h����IMC������27.48%��Ϊ�˼��ٶ�Ni������ģ������γɹ����IMC��ȷ����Һ̬ͣ��ʱ������Ϊ��Ҫ�ġ�
REFERENCES
[1] �� ��, �� ��. Sn-Ag-Cuϵ��Ǧǥ�ϵ��о���չ[J]. Electric Welding Machine, 2014, 44(12): 6-13.
SUN Lei, ZHANG Liang. Research status of Sn-Ag-Cu lead-free solders[J]. Electric Welding Machine, 2014, 44(12): 6-13.
[2] ZHANG Xu-dong, HU Xiao-wu, JIANG Xiong-xin, LI Yu-long. Effect of Ni addition to the Cu substrate on the interfacial reaction and IMC growth with Sn3.0Ag0.5Cu solder[J]. Applied Physics A, 2018, 124(4): 315.
[3] YAKYMOVYCH A, SVECSR P, OROVCIK L, BAJANA O, IPSER H. Nanocomposite SAC Solders: The effect of adding Ni and Ni-Sn nanoparticles on morphology and mechanical properties of Sn-3.0Ag-0.5Cu solders[J]. Journal of Electronic Materials, 2017, 47(3): 1-7.
[4] �� ��, �Ϲ���, �����, �Ȱ���. Sn-3Ag-0.5Cu/Ni�����λ�������IMC��ȼ���֯����[J]. ����Ԫ�������, 2013, 32(3): 71-73.
LIU Chao, MENG Gong-ge, SUN Feng-lian, GU Bai-song. Analysis of IMC thickness and microstructure of Sn-3Ag-0.5Cu/Ni micro-joint after multi-reflow[J]. Electronic Components and Materials, 2013, 32(3): 71-73.
[5] YOON Jeong-won, BACK Jong-hoon, JUNG Seung-boo. Comparative study of ENEPIG and thin ENEPIG as surface finishes for SAC305 solder joints[J]. Journal of Materials Science: Materials in Electronics, 2018, 29(6): 4724-4731.
[6] GAO Li-yin, LIU Zhi-quan, LI Cai-fu. Failure mechanisms of SAC/Fe-Ni solder joints during thermal cycling[J]. Journal of Electronic Materials, 2017, 46(8): 1-11.
[7] ��־ǫ, ��ʥǨ. ���ӷ�װ�Ʋ���ʴԭ�����[J]. �����Ϳ��, 2009, 28(9): 16-19.
ZHANG Zhi-qian, LIU Sheng-qian. Cause analysis of corrosion of electroplated electronic packages[J]. Electroplating & Finishing, 2009, 28(9): 16-19.
[8] ������, �����, �� ��. ����Cu/SAC305/Cu����Ԫ����ɢ�뼸�γߴ�ЧӦ[J]. ����ѧ��, 2013, 34(12): 76-78.
LUO Liang-liang, SUN Feng-lian, ZHU Yan. Geometric size effect on interfacial elements diffusion of Cu/SAC305/Cu microstructure[J]. Transactions of the China Welding Institution, 2013, 34(12): 76-78.
[9] LI Shuang, HU Xiao-wu, ZHANG Wei-guo, JIANG Xiong-xin, LI Yu-long. Comparative study on solid-state and metastable liquid-state aging for SAC305/Cu joints[J]. Acta Metallurgica Sinica (English Letters), 2019(5): 629-637.
[10] TAN Ai-ting, TAN Ai-wen, YUSOF F. Evolution of microstructure and mechanical properties of Cu/SAC305/Cu solder joints under the influence of low ultrasonic power[J]. Journal of Alloys and Compounds, 2017, 705: 188-197.
[11] ��¡��, ����ǿ, ����ǿ, �� ��. ����ʱЧ��SAC305/Ni-P��SACBN/Ni-P�����Ӱ��[J]. �������켰��ɫ�Ͻ�, 2013(9): 881-884.
DU Long-chun, WEI Guo-qiang, PENG Xin-qiang, WANG Lei. Effect of isothermal aging on interfacial reactions of SAC305/Ni-P and SACBN/Ni-P[J]. Special Casting & Nonferrous Alloys, 2013(9): 881-884.
[12] MATT S, RAYMOND A F, JIN Liang. Theory for intermetallic phase growth between cu and liquid Sn-Pb solder based on grain boundary diffusion control[J]. Journal of Electronic Materials, 1998, 27(11): 1167-1176.
[13] �� ��. Cu/Ni(P)˫�Ʋ������������ṹ���������о�[D]. �ϲ�: �ϲ���ѧ, 2018: 4-15.
XU Tao. Study on interface structure and mechanical property of Cu/Ni(P) bi-layer solder joint[D]. Nanchang: Nanchang University, 2018: 4-15.
[14] GUSAK A M, TU K N. Kinetic theory of flux-driven ripening[J]. Physical Review B, 2002, 66(11): 115403.
[15] �� ��, ������, ������, ����, ���. SnCuǥ�϶Ʋ���Cu/Ni�Ʋ�ǥ����ͷ�Ľ��淴Ӧ[J]. �й���ɫ����ѧ��, 2007, 17(3): 410-416.
DIAO Hui, WANG Chun-qing, ZHAO Zhen-qing, TIAN Yan-hong, KONG Ling-chao. Interfacial reactions between Sn-Cu solder alloy and Cu/Ni coatings during reflow soldering[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(3): 410-416.
[16] ����÷. ����ļ��γߴ������Ԫ����ɢ��Ϊ���о�[D]. ������: ������������ѧ, 2012: 20-35.
SUN Xiao-mei. Study on geometrical size of micro-solder joints and behavior of interfacial element diffusion[D]. Harbin: Harbin University of Science and Technology, 2012: 23-35.
[17] �� ��, ��̩��, ������, �ຣ��. Ӧ��������˹�任����������ⳣ������̬��ɢ����µķƿ˶���[J]. ��ѧ��ʵ������ʶ, 2017, 47(1): 272-279.
DING Rui, GUI Tai-jiang, JIANG Jian-ming, YU Hai-bing. Solution of Fick��s second law in the case of common diffusion[J]. Mathematics in Practice and Theory, 2017, 47(1): 272-279.
[18] ������. ����Cu-Sn�������ݱ���ɼ���ԭλ��ѧ�����о�[D]. ������: ������������ѧ, 2018: 31-40.
YIN Zhuo-zhu. Microstructure evolution and in-situ mechanical property of Cu-Sn compounds in micro solder joint[D]. Harbin: Harbin University of Science and Technology, 2018: 31-40.
[19] ������, �Ϲ���, �����. SAC305/Cu�����������仯������������[J]. ����ѧ��, 2015, 36(5): 47-50.
WANG Jian-hua, MENG Gong-ge, SUN Feng-lian. Study on growth rate of interfacial metallic compound in SAC305/Cu joints[J]. Transactions of the China Welding Institution, 2015, 36(5): 47-50.
[20] �δ���. ITO���粣����ѧ��Ni����Ni��������о�[D]. �Ͼ�: �Ͼ����պ����ѧ, 2014: 1-15.
REN Chun-chun. Electroless deposition of Nickel on ITO conductive glass and Study the properties of coating[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2014: 1-15.
[21] ����ƽ. GaN�Ŀ�ʴ��P��ŷķ�Ӵ��Լ�LED���о�[D]. �Ϻ�: �й���ѧԺ�о���Ժ, 2006: 1-20.
LIU Bei-ping. Research on etching GaN, p-type ohmic contact and fabrication of GaN LED[D]. Shanghai: Shanghai Institute of Microsystem and Information Technology, 2006: 1-20.
[22] ������. ��Ni���ղ�����Ԫ�ع������Ʋ���Ԥ���о�[D]. �Ϻ�: �Ϻ���ͨ��ѧ, 2008: 1-35.
PAN Yu-pu. Research on multivariate regression analysis of nickel plating parameter and thickness of electroplating forecasting[D]. Shanghai: Shanghai Jiao Tong University, 2008: 1-35.
Consumption of Ni layer and IMC growth at SAC305/Ni interface
FAN Rui, SUN Feng-lian, LIU Yang
(School of Material Science and Engineering, Harbin University of Science and Technology, Harbin 150040, China)
Abstract: The evolution of interfacial IMC and the consumption of Ni plated layer of the SAC305/Ni joint during liquid insulation at 260 ��and solid aging at 150 �� were investigated. Numerical models of Ni layer consumption and interfacial IMC growth under the condition of liquid thermal insulation and solid aging were established by fitting the data. The experimental results show that during the liquid holding time is between 1 to 50 min, the consumption of Ni layer is proportional to the holding time t0.2217 and the growth thickness of interfacial IMC is proportional to the holding time t0.3494. During the solid aging time is from 168 h to 672 h. The consumption of Ni is proportional to the aging time t1/2. The growth thickness of interfacial IMC is proportional to the aging time t1/2. Compared with the interface IMC growth under solid aging, the interface IMC growth under liquid insulation is faster. In order to reduce the consumption of the Ni layer and avoid the formation of an excessive thick IMC layer, it is particularly important to control the liquid holding time accurately.
Key words: liquid insulation; solid aging; Ni layer consumption; intermetallic compounds growth; evolution law
Foundation item: Project(51174069) supported by the National Natural Science Foundation of China
Received date: 2019-11-07; Accepted date: 2020-06-11
Corresponding author: SUN Feng-lian; Tel: +86-451-86392519; E-mail: sunflian@163.com
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51174069)
�ո����ڣ�2019-11-07�������ڣ�2020-06-11
ͨ�����ߣ�����������ڣ���ʿ���绰��0451-86392519��E-mail��sunflian@163.com
ժ Ҫ���о�SAC305/Ni������260 ����Һ̬���¡�150 ���¹�̬ʱЧ�Ķ�Ni�����ļ�����IMC���������ɡ���������ϣ�����Һ̬���¡���̬ʱЧ�¶�Ni�����ļ�����IMC��������ֵģ�͡����������������Һ̬���������£�ͣ��ʱ���1 min��50 min����Ni����������ͣ��ʱ��t0.2217�����ȹ�ϵ������IMC���������ͣ��ʱ��t0.3494�����ȹ�ϵ���ڹ�̬ʱЧ�����£�ʱЧʱ���168 h��672 h����Ni��������ʱЧʱ��t1/2�����ȹ�ϵ������IMC���������ʱЧʱ��t1/2�����ȹ�ϵ�����̬ʱЧ����IMC������ȣ�Һ̬�����µĽ���IMC��������Ѹ�١�Ϊ�˼��ٶ�Ni������ģ������γɹ����IMC�㣬ȷ����Һ̬ͣ��ʱ����ʮ����Ҫ�ġ�
[1] �� ��, �� ��. Sn-Ag-Cuϵ��Ǧǥ�ϵ��о���չ[J]. Electric Welding Machine, 2014, 44(12): 6-13.
[7] ��־ǫ, ��ʥǨ. ���ӷ�װ�Ʋ���ʴԭ�����[J]. �����Ϳ��, 2009, 28(9): 16-19.
[8] ������, �����, �� ��. ����Cu/SAC305/Cu����Ԫ����ɢ�뼸�γߴ�ЧӦ[J]. ����ѧ��, 2013, 34(12): 76-78.
[13] �� ��. Cu/Ni(P)˫�Ʋ������������ṹ���������о�[D]. �ϲ�: �ϲ���ѧ, 2018: 4-15.
[16] ����÷. ����ļ��γߴ������Ԫ����ɢ��Ϊ���о�[D]. ������: ������������ѧ, 2012: 20-35.
[18] ������. ����Cu-Sn�������ݱ���ɼ���ԭλ��ѧ�����о�[D]. ������: ������������ѧ, 2018: 31-40.
[19] ������, �Ϲ���, �����. SAC305/Cu�����������仯������������[J]. ����ѧ��, 2015, 36(5): 47-50.
[20] �δ���. ITO���粣����ѧ��Ni����Ni��������о�[D]. �Ͼ�: �Ͼ����պ����ѧ, 2014: 1-15.
[21] ����ƽ. GaN�Ŀ�ʴ��P��ŷķ�Ӵ��Լ�LED���о�[D]. �Ϻ�: �й���ѧԺ�о���Ժ, 2006: 1-20.
[22] ������. ��Ni���ղ�����Ԫ�ع������Ʋ���Ԥ���о�[D]. �Ϻ�: �Ϻ���ͨ��ѧ, 2008: 1-35.
