
��Ъ������붡ͪ����춡��ͪ
�������ⶨ�������
(���ϴ�ѧ ��ѧ����ѧԺ������ ��ɳ��410083)
ժ Ҫ��
�ۼӻ����ȼ�ѭ��ȫ������ѹ��Ъ������붡ͪ(MEK)-���춡��ͪ(MIBK)���Һ���о�������Ȳ����������ɶ������������¶ȵ�Ӱ�켰��������ʽ�²�Ʒ���������Լ�MEK��MIBK�����ʡ��о����������������Ȳ����������������¶Ⱦ������Ũ�Ƚ��Ͷ����ߣ�������ֲɳ��������¶�����24 �棬�����¶�����0.3 �棻����������1���ӵ�2��3ʱ������������ֱ����4.91%��11.52%���ᡢ�ز�Ʒ���������ֱ����3.08%��1.12%��MEK��MIBK�����ʷֱ����15.44%��5.72%���ۼӻ�����ʱ������������ϻ�����Ϊ1ʱ����19.90%���ᡢ�ز�Ʒ���������ֱ����3.44%��1.48%��MEK��MIBK�����ʷֱ����27.55%��8.55%��ѭ��ȫ������ʽ�£�����������ϻ�����Ϊ1ʱ����38.92%���ᡢ�ز�Ʒ���������ֱ����3.73%��0.97%��MEK��MIBK�����ʷֱ����42.43%��13.79%�����ò�ͬ��ʽ���ɵõ�������������95.0%��������֡�
�ؼ��ʣ�
��ͪ�����춡��ͪ����Ъ������ѭ��ȫ������
��ͼ����ţ�TQ028.3 ���ױ�־�룺A ���±�ţ�1672-7207(2013)02-0469-06
Separation of butanone and methyl isobutyl ketone by batch distillation
LI Xiao, WU Dingyu, QIU Yunren
(School of Chemistry and Chemical Engineering, Central South University, Changsha 410083, China)
Abstract: The separation of butanone (MEK) and methyl isobutyl ketone (MIBK) mixture by constant reflux batch distillation, accumulative reflux batch distillation and cyclic total reflux batch distillation were studied. The effect of distillate composition on top and bottom temperatures at constant reflux ratio was investigated. The purities and recoveries of MEK and MIBK were also studied. The results show that both the top temperature and bottom temperature increase with the decrease of the mass fraction of MEK in distillate. The top temperature and bottom temperature increase by 24 oC and 0.3 oC respectively during slop cut collecting. As the reflux ratio increases from 1 to 2 and 3, the amount of slop cut decreases by 4.91% and 11.52%, the purities of distillate and bottom product increase by 3.08% and 1.12%, and the recoveries of MEK and MIBK increase by 15.44% and 5.72%, respectively. Compared with constant reflux distillation at reflux ratio 1, the amount of slop cut can be decreased by 19.90%, the purities of distillate and bottom product can be increased by 3.44% and 1.48%, and the recoveries of MEK and MIBK can be increased by 27.55% and 8.55%, respectively, by the accumulative reflux ratio batch distillation. Compared with constant reflux distillation at reflux ratio 1, the amount of slop cut can be decreased by 38.92%, the purities of distillate and bottom product can be increased by 3.7% and 1.0%, and the recoveries of MEK and MIBK can be increased by 42.43% and 13.79%, respectively, by the total reflux batch distillation. Both the mass fraction of distillate product and bottom product can be greater than 95% by each of the above batch distillation.
Key words: butanone; methyl isobutyl ketone; batch distillation; cyclic total reflux
���춡��ͪ(methyl isobutyl ketone��MIBK)�Ͷ�ͪ(methyl ethyl ketone��MEK)��Ϊ�����������зе��ܼ����㷺Ӧ����Ϳ�Ϻ�ճ�ϼ��Ⱦ�ϸ��������[1]���ǽ�Ϊ��ȱ�ľ�ϸʯ�ͻ����м��壬�����������ڣ����в��������[2-3]�����Ž�ͨ�����ͽ���װ�ε������Ϳװ����Ҫ���������ߣ���MIBK��MEK��Ϊ��Ҫ�ܼ��Ʊ���������Ӿ��Һ�õ�Ѹ�ͷ�չ��������������Ӿ��Һ��һ��ͿĤ���������ճ����������Խ����л��ܼ��Կ�������Ⱦ�������������γ�MEK/MIBK���Һ����MEK/MIBK���Һ���и�Ч��������վ�����Ҫ�ľ��ü�ֵ�뻷��Ч�档Ŀǰ��ҵ�Ϸ���Һ����Һ�ķ����о�����ȡ��Ĥ����ȡ�������Ϊһ�����û���ʹҺ������õ��ߴ��ȷ���ķ������ǹ�ҵ��Ӧ������Һ�����������������м�Ъ��������н�ǿ����Ӧ�Ժ������[4]���������㡢��ͣ��������� [5-7]�����㷺Ӧ����ԭ�ϴ�����С����Դ��ϵ���������[8]��Maira��[9]���Ƚ�����Ԫ�������������Ъ���������ѧģ�ͣ����Լ״�/�Ҵ����ҺΪԭ�ϣ��ڰ�ʽ���н��м�Ъ����ʵ�飬�ó�����ʱ�䡢������Ͳ���Һ����ģ����ƫ��С��5%��Zhang��[10]��������/�������Ԫ���Һ���м�Ъ�������ʵ�飬ָ�����ɶ��ų�Һ��ʽ�ܿ˷�������ЧӦ�����ϴ�ͳ������ʽ����31.2%~60.1%����ʱ�䡣Massimiliano��[11]����������ѻ�������������Ʒ��ɽ�ϵıպϻ����Ż���ʽӦ�õ��Ҵ�/ˮ��Ъ��������У���δ֪ԭ����������ʵ�ֲ����Ż����ơ�Yu��[12]���Ҵ�/ˮ���ҺΪԭ�ϣ�����Ƽ��㵽ʵ����飬�Ƚ��˲�ͬ��Ъ���������ʽ��Ч�档�Ա��о����ֵ��Ͳ�����ʽ�����ڶԸ��ֲ�����ʽ�������ۣ��������ĶԱ��о����ѷ����йؼ�Ъ�������������Ӿ��Һ�л��ܼ��ѳ�Һ���о���δ�����������о��Թ�ҵ����������Ӿ��Һ�л��ܼ����ѳ�Һ(�����������Ϊ60% MIBK��40% MEK)Ϊԭ�ϣ����β��ú�����ȡ��ۼӻ����ȡ�ѭ��ȫ����[13]��ѹ��Ъ��������������ϵ��̽����ͬ���������ز�Ʒ����Ũ���Լ�MEK��MIBK�Ļ����ʣ��Ա�Ϊ��ҵ��ģ��������Ӿ��Һ�л��ܼ��ѳ�Һ�Ĵ����ṩָ����
1 ʵ��
1.1 ʵ��װ��
�������������������������Ϊ�����������ھ�Ϊ20 mm�����ܸ�Ϊ1 500 mm������װֱ��Ϊ2 mm����֦�˿�����ϣ����ϸ߶�Ϊ1 400 mm��������ֱ��Ϊ70 mm�������ݻ�Ϊ500 mL���ֱ������塢�ȵ�ż�¶ȼƺ�U��ѹ��ơ��������ȹ���Ϊ300 W�����¶μ��ȹ���(�ϡ���)��Ϊ300 W���������ɵ�ŷ����������ƣ���ͼ1��ʾ��
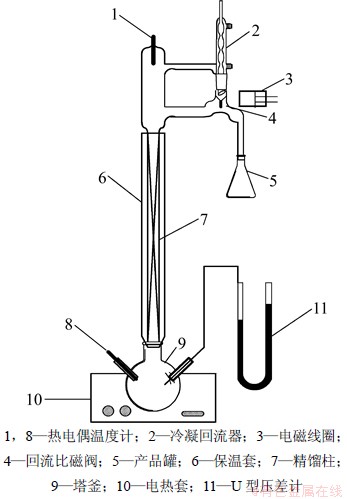
ͼ1 ʵ��װ��ͼ
Fig.1 Layout of experimental apparatus
1.2 ���Է�������
������������ɲ��õ���GC2010������ɫ���Ƿ������¶Ȳ���XMYD29-AI-5600�߾��������ȵ�ż�¶ȼƲ���������Ϊ0.01 �档
1.3 ������ʽ
1.3.1 �������
��146 gԭ�������������¯����Ϊ200 W�����ϡ��¶α��µ���Ϊ0.2 A��������������ΪҺ�����ٵ�60%�����ȫ�����������º����ȶ�40 min�̶������ȡ�ÿ3 min��¼1�ζ����븪�£���ȡ���������趨���MEK������������90%�IJ�ƷΪ��ֲ�Ʒ�����MEK������������10%��С��90%�IJ�Ʒ��Ϊ������֣����MEK��������С��10%ʱ���������������Һ���Ϊ�ز�Ʒ��
1.3.2 �ۼӻ�����
�Ľ��㶨�����Ȳ������̶�������Ϊ1:1�ӵ�7 min��ʼ��ÿ3 min����������1��ֱ�����MEK��������С��90%��ֹͣ���ӻ����ȡ������MEK������������10%��С��90%ʱ��Ϊ������֡������MEK��������С��10%ʱ�����������������Һ���Ϊ�ز�Ʒ��
1.3.3 ѭ��ȫ����
������������ΪҺ�����ٵ�60%�����ȫ�����������¡����¼���ѹ�ȶ�40 min������ȫ�ɳ�������ÿ����0.5 �棬����ȫ���������¶������ȶ�3 min������ȫ�ɳ������ѭ����ֱ�����MEK��������С��90%Ϊֹ���˺����ȫ�ɳ������������MEK��������С��10%ʱ�����������������Һ���Ϊ�ز�Ʒ��
2 ���������
2.1 ������Ϊ1:1ʱ�����ɼ����º�����ʱ��ı仯����
�ڳ�ѹ������Ϊ1:1�����£���������ʱ��ı仯������ͼ2��ʾ����ͼ2�ɿ������ھ������ǰ12 min�ڣ����MEK ������������99.5%��������ž���ʱ������Ӷ���С����14 minʱ��MEK ��������Ϊ90%����24 minʱ��MEK ������������10%��ͼ3��ʾΪ�����¶���ʱ��ı仯���ߣ��ھ���ǰ12 min�ڣ������¶Ȼ���ά����75.5 �棬�������ʱ������������ߣ���14 minʱ�������¶�Ϊ77 �棻��24 minʱ�������¶������ߵ�101 �档ͼ4Ϊ�����¶���ʱ��ı仯���ߣ��ھ���ǰ14 min�ڣ������¶���115 �����ӵ�116.9 �棬��������ӣ�����24 min�������������ӡ��ۺ�ͼ2��ͼ3��ͼ4��֪��MEK��MIBK�ľ�����벻���ڹ��������ڶ���75.5~77 �棬ʱ��14 min��Ϊ���Ʒ�ɳ��Σ��ڶ���77~101 �棬ʱ��14~24 min��Ϊ������ֲɳ��Σ��ڶ��´���101 �棬ʱ�䳬��24 min��Ϊ�ز�Ʒ�ɳ��Ρ�������ȫ�����б仯ʮ�ֻ������������ڹ��ɶ��м�����Ծ��������ӱ��[14]��Ъ����ʵ�鸪���붥�±仯���ɼ�Ϊ���ơ�
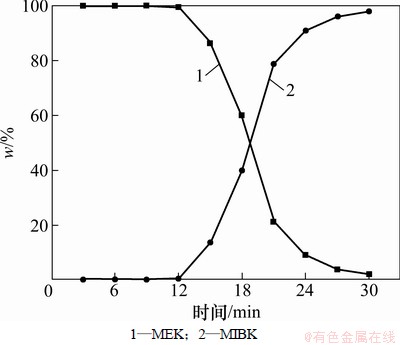
ͼ2 ���Һ����������ʱ��ı仯����
Fig.2 Change of distillate mass fraction with time
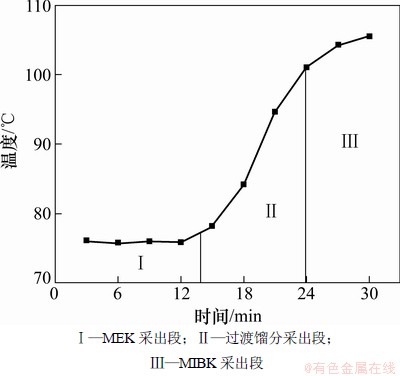
ͼ3 �����¶���ʱ��ı仯����
Fig.3 Change of top temperature with time

ͼ4 �����¶���ʱ��ı仯����
Fig.4 Change of still temperature with time
ͼ5��6�ֱ���ʾ���¡������������ɵĹ�ϵ����ͼ5��ͼ6�ɿ��������º��¾�������MEK���������Ľ��Ͷ����ߡ�����ö�Ԫ�ǹ�����ϵ��Ъ�������������¶����Ʒ������Ӧ��ϵ��ʵ�������пɸ����¶������Ʋ������л�������߲�Ʒ��������������ʱ�䣬������ɷַ�����ɵIJ����ӳ١��Ա�ͼ5��ͼ6���֣��ڹ�����ֲɳ��Σ�������77 ������101 �棬���������116.9 ������117.2 �棬�϶��±仯��ΧС���������������������д��MEK�������̶�������Ӱ��С������������С��ͬʱMEK��MIBK�е���ϴ����¶�������ɱ仯��Ӧ���졣��ˣ���ʵ�ʲ����У�ѡȡ������Ϊ�����л������ݸ�Ϊȷ�뷽�㡣
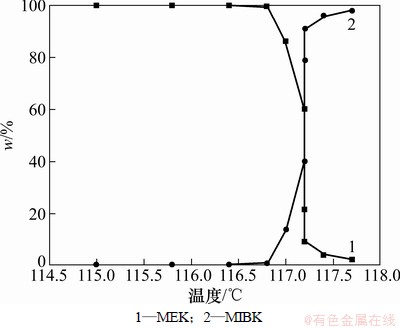
ͼ5 �����¶������Һ���������Ĺ�ϵ
Fig.5 Still temperature vs distillate mass fraction
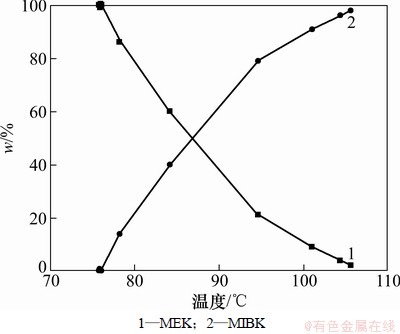
ͼ6 �����¶������Һ���������Ĺ�ϵ
Fig.6 Top temperature vs distillate mass fraction
2.2 ��ͬ�������µIJ�Ʒ���������ͻ�����
�ֱ���л�����RΪ1��2��3ʱ�ij�ѹMEK-MIBK��Ъ����ʵ�飬�о��¶ȺͲ�ƷŨ�ȵȲ����仯���ɵ������ԣ�������������Ժܺá���1��ʾΪ�����ȶԲ��������Ӱ�졣
�ɱ�1�ɿ����������ȴ�1���ӵ�2��3ʱ���ᡢ�ز�Ʒ���������ֱ��95.22%��95.78%���ӵ�98.15%��96.85%���ֱ������3.08%��1.12%��MEK��MIBK�����ʷֱ��44.94%��75.87%���ӵ�51.88%��80.21%���ֱ������15.44%��5.72%������������ֱ����4.91%��11.52%��˵�����ӻ�������������߲�Ʒ�����ͻ����ʣ��ر�Ժ��������������������������Ȳ������ܺĵ���Լ[15]�������ɳ�Һ�������ƽ������Ũ�ȵ�����[16]����ˣ������������в���äĿ���ӻ�����
��1�������� MEK��MIBK�����ʾ����ߣ��ֱ����55%��85%��ͨ��������֪��һ��������MEK��MIBK�ӷ��Խϴ�ͨ����������ȡ��������ʧ����һ���棬������ֽ϶࣬�������Ϊ1��2��3ʱ�Ĺ���������ֱ�ռԭ��������36.51%��34.72%��32.31%���Ӷ����������������ʡ�ͨ����������Һ�������ӹ������������Ҫ����[17]��������Һ�������䡰����(fly wheel)ЧӦ����ͨ���������պ��ͷ��ӷ���֣�ʹ����Ũ�ȱ仯���ڻ��������������������������β�����¹�������������ӡ��ӱ�1��֪�����ӻ����ȣ������ڼ��ٹ����������
2.3 �ۼӻ����Ⱥ�ѭ��ȫ�����µIJ�Ʒ�����ͻ�����
Ϊ��ߺ�����Ȳ������ܼ������ʣ�������һ�㽫�����������һ������Ͷ�ϻ�Ϻ����ѭ�����������÷����������Ъ�������ʡ�Ϊ�ˣ���ʵ���Ż�������ʽ���ۼӻ����Ⱥ�ѭ��ȫ�����Ծ�������Ӱ�죬������2��ʾ��
�ɱ�2�ɿ������ۼӻ����Ȳ�����ѭ��ȫ���������Ϻ�����Ȳ����ķ���Ч�ʾ���ߣ�������������[12]�ó��ĺ��������Ч����͵Ľ���һ�¡����ۼӻ����Ȳ����£����ز�Ʒ���������ɻ�����Ϊ1ʱ��95.22%��95.78%�ֱ�������98.50%��97.20%���ֱ������3.44%��1.48%��MEK��MIBK�����ʴ�44.94%��82.36%�ֱ�������57.32%��82.36%���ֱ������27.55%��8.55%�������������53.31 g������42.7 g������19.90%������ʱ��ȴ��14 min���ӵ�27 min�����������ۼӻ�������ͨ�����ϵݼӻ��������ϲ��ֻ���������ǿ������Һ����Ч�ʣ�ʹ������Ʒƽ��Ũ�����ߣ�ͬʱ�����������Ӧ��С����������������ֻ����ʡ������ȵ������ӣ�Ѹ�ٽ����˲�Ʒ�������ʣ�����ӳ��˲�Ʒ�ɳ�ʱ�䡣��ѭ��ȫ���������£��ᡢ�ز�Ʒ���������ɻ�����Ϊ1ʱ��95.22%��95.78%�ֱ�������98.77%��96.71%���ֱ������3.73%��0.97%��MED��MIBK�����ʴ�44.94%��75.87%�ֱ�������64.01%��86.33%���ֱ������42.43%��13.79%�������������53.31 g������32.56 g������38.92%��������Ϊѭ��ȫ����������һ��ȫ����������ʽΪ��������ȫ�ɳ�ʱ����Һ���ʰ������ڳ�Һ����С��������ͬʱ���������������ڸ�Ũ�ȳ�ҺѸ���Ƴ��������ϵͳ�ڲ���ͬ��ɵ�Һ�ඨ��Ǩ�ƣ������������������һ���߶Ⱥ�����ȫ�����������½��и�Ч��Ũ��������������ֺ��������ѭ������Ũ����ֱ������塱����[18]��ʹ����������ֲ���Ѹ�ټ��٣�������������ͣ��Ӷ�ʵ��MEK��MIBK�ĸ�Ч���롣�����ڹ�ҵ���ۼӻ����ȿ��ƽ���ʵ�֣��Ҳ�����ʱ�Խ�ǿ����ˣ�ѭ��ȫ����������ΪMEK/MIBK���Һ������Ż���ʽ�����ȿ˷��˲��ֻ�������Ũ�������ͣ����ڡ�����ЧӦ����ȱ�㣬���ܽ�Լ����ʱ�䣬������Ƚϼ��[19]���ɳ���������ϲ����Ч�ʺ����е�ϵͳ��̬���ԣ�ʵ��MEK/MIBK���Һ�ĸ�Ч���롣
��1 �����ȶԽ����Ӱ��
Table 1 Effects of reflux ratio on results

��2 �Ż�������ʽ�Խ����Ӱ��
Table 2 Effects of optimal operations on results

2.4 ѭ��ȫ�����¶�����ʱ��ı仯����
ͼ7��ʾΪѭ��ȫ����������ʽ�������¶���ʱ��ı仯���ɡ�ȫ�ɳ�������ȫ��������ʱ(����)Ϊ��㣬����ÿ����0.5 �棬�����л���ȫ��������ͼ7��֪��ȫ�ɳ���ʼ�����ɳ�ʼ��77.1 ����������77.6 �棬����ȫ�������¶ȼ��������������ֵ78.3 �濪ʼ�½�������78.0 ������ƽ�ȡ������ȶ�3 min����������ȫ�ɳ�������ʼ�հ���ȫ������ȫ�ɳ��л����ʡ��������½���ƽ�ȡ����档����������ֳ���������MEK�����������٣��ȶ���ȫ����Ũ��״̬�����ƣ����и߷е��MIBK������ʹ�ö������ӡ�ȫ����ʱ������MEK���������ٴ����ӣ������½����ɴ˿ɼ��������������һ����Ӧ��ϵ����������ʵ�鷽��������¶�����0.5 ���л�ȫ������ȫ�ɳ��Ǻϣ�ӡ֤��ʵ�鷽���Ŀ����ԡ����ݱ�ʵ���ж�����������������Ĺ�ϵ����ѡȡ�����MEK ����������Ϊ90%��Ӧ�Ķ��¼�79 ����Ϊ���Ʒ�ɳ��л��㣬���¶�������־���Ϊ������Ʒ��
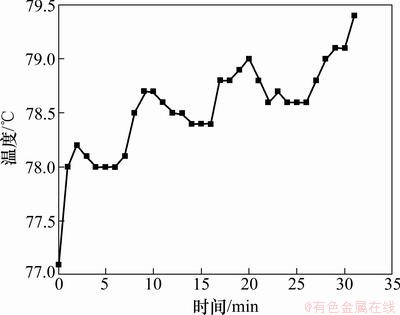
ͼ7 �����¶���ʱ��ı仯����(ѭ��ȫ����)
Fig.7 Change of top temperature with time (cyclic total reflux ratio)
3 ����
(1) ��һ���߶��������н��г�ѹ��Ъ����ʵ�����MEK/MIBK���Һ��������ڣ����������MEK������������99.5%������ϵ������벻���ڹ��������º��¾����������MEK�����������Ľ��Ͷ����ߡ��ڹ�����ֲɳ��Σ���������0.3 �棬��������24 �棬��ʵ��������ѡȡ���¿��Ʋ����л���ȷ�����㡣
(2) ����������1���ӵ�2��3ʱ�����ز�Ʒ���������ֱ����3.08%��1.12%��MEK��MIBK�����ʷֱ����15.44%��5.72%������������ֱ������4.91%��11.52%��
(3) �ۼӻ����Ȳ����ɼ��ٹ������������߲�Ʒ�����Լ�MIBK��MEK�����ʡ��������Ϊ1�������ȣ��ۼӻ����Ȳ������ٹ��������19.9%�����ز�Ʒ���������ֱ����3.44%��1.48%�� MEK��MIBK���������27.55%��8.55%��
(4) ѭ��ȫ�����������Ϊ1ʱ�������ȣ��������������38.92%��MEK��MIBK��Ʒ���������ֱ����3.73%��0.97%��MEK��MIBK�����ʷֱ����42.43%��13.79%���ڸ÷�ʽ�£������桰ȫ������ȫ�ɳ��������л������γʡ��������½���ƽ�ȡ����档ѡȡ�����������Ϊ90%ʱ��Ӧ�Ķ��¼�79 ����Ϊ���Ʒͣ�ɵ㣬������ʵ��MEK/MIBK���Һ�ĸ�Ч���롣
�ο����ף�
[1] ����. ���춡��ͪ�г���������ҵ��չ�Ľ���[J]. ��ѧ��ҵ, 2009, 27(5): 12-16.
WANG Yu. Market analysis and suggestion for development of methy isobutyl ketone(MIBK) in China[J]. Chemical Industry, 2009, 27(5): 12-16.
[2] ����. ���춡��ͪ�������г�dz��[J]. �ִ�����, 1999, 19(9): 36-37.
LIANG Cheng. A brief analysis of the production and market of methyl isobutyl ketone[J]. Modern Chemical Industry, 1999, 19(9): 36-37.
[3] �ڴ�÷, ����. ���춡��ͪ����������[J]. ��ѧ��ҵ, 2007, 25(7): 51-55.
YU Chunmei, ZHAO Yong. Production, consumption and prospects of methyl isobutyl ketone at home and abroad[J]. Chemical Industry, 2007, 25(7): 51-55.
[4] Kim K, Diwekar U M. Comparing batch column configuration: parametric study involving multiple objective[J]. AlChE J, 2000, 46(12): 2475-2488.
[5] BAI Peng, ZHANG Jian, JIANG Zhi, et al. Advances in new mode of batch distillation[J]. Chemical Industry and Engineering, 2000, 17(4): 226-230.
[6] ZHANG Jiangguan, YANG Shuhua. Design about batch rectification[J]. China Petrochemical Design, 2001, 18(1): 28-29.
[7] ��־��. ���������еļ�Ъ���̡�ԭ�������ռ��豸[M]. ����: ��ѧ��ҵ������, 2001: 273-276.
YANG Zhi-cai. Batch process in the chemical production��principle��technology and equipment[M]. Beijing: Chemical Industry Press, 2001: 273-276.
[8] Rodriguez D E, Pardillo F V, Gerbaud V, et al. Synthesis, experimental and simulation of heterogeneous batch distillation processes[J]. Comput Chem Eng, 2001, 25(4): 799-806.
[9] Maira M L, Tah W S. Batch distillation: better at constant or variable reflux[J]. Chemical Engineering and Processing, 2010, 49(12): 1298-1304.
[10] ZHANG Xue-mei, HE Jie, ZHANG Wei-jiang, et al. The operation of draining column holdup for slop cut withdrawal in batch distillation[J]. Chinese J Chem Eng, 2006, 14(3): 337-342.
[11] Massimiliano B, Paolo D C. Closed-loop optimal operation of batch distillation columns[J]. Computers and Chemical Engineering, 2001, 25(4): 561-569.
[12] YU Guocong, WANG Yuxin. Optimal operation of batch distillation[J]. Journal of Chemical Industry and Engineering(China), 1986, 37(1): 30-39.
[13] ����, ����, ��ˬ. ѭ��ȫ������Ъ������Ʒ����������о�[J]. ��ѧ��ҵ�빤��, 2006, 23(6): 523-527.
BAI Peng, LIU Jia, SONG Shuang. Dynamic-accumulation cyclic operation of batch distillation[J]. Chemical industry and Engineering, 2006, 23(6): 523-527.
[14] ��ӱ, ����, ̷����. ��Ъ��ȡ������뻷����-������-������[J]. ������չ, 2007, 26(����): 61-64.
TANG Ying��BAI Peng, TAN Keqing. Separation of cyclopentane-tetrahydrofura-cyclohexane by batch extractive distillation[J]. Chemical Industry and Engineering Progress, 2007, 26 (Suppl): 61-64.
[15] ̷���, �÷, ������. ����ԭ��[M]. �²�. ����: ��ѧ��ҵ������, 2006: 97.
TAN Tian-en, DOU Mei, ZHOU Min-hua. Principles of chemical industry[M]. The last volume. Beijing: Chemical Industry Press, 2006: 97.
[16] ��Ϊ��, ������, ��Ԫ��, ��. ������ȶ�Ԫ��Ъ��������ֵļ���Ũ��[J]. �人����ѧԺѧ��, 2006, 28(4): 13-15.
WANG Weiguo, WANG Cunwen, WU Yuanxin, et al. Limiting concentration of light component in distillate of binary batch distillation under constant reflux ratio[J]. Journal of Wuhan Institute of Technology, 2006, 28(4): 13-15.
[17] ����, ���θ�, ������, ��. ��Ъ�����������С������ֵ��Ż�����[J]. ����ѧѧ��, 2007, 40(11): 1323-1326.
HUA Chao, LI Xingang, XU Shimin, et al. Optimal control for minimum amount of slop cut in batch distillation[J]. Journal of Tianjin University, 2007, 40(11): 1323-1326.
[18] ��־��, ������, �����. ����ּ�Ъ�����������ʼ����Ƴ�Һ���������̵��о�[J]. ����ѧ��, 1992, 43(1): 47-53.
YANG Zhicai, LI Wenxiu, YU Guocong. Multicomponent batch distillation yield and controlled holdup operation[J]. Journal of Chemical Industry and Engineering, 1992, 43(1): 47-53.
[19] Sorensen E, Prenzler M. A cyclic operating policy for batch distillation--theory and practice[J]. Comp Chem Eng, 1999, 23(4/5): 533-542.
(�༭ ���˱�)
�ո����ڣ�2012-02-28�������ڣ�2012-05-22
������Ŀ��������Ȼ��ѧ����������Ŀ(21176264)�����ϴ�ѧ����������̽���о����»���������Ŀ(ZL11014)
ͨ�����ߣ�������(1966-)���У����������ˣ���ʿ�����ڣ����´�������뼼���о����绰��0731-88876675��E-mail��qiu_yunren@yahoo.com.cn
ժҪ�����ú�����ȡ��ۼӻ����ȼ�ѭ��ȫ������ѹ��Ъ������붡ͪ(MEK)-���춡��ͪ(MIBK)���Һ���о�������Ȳ����������ɶ������������¶ȵ�Ӱ�켰��������ʽ�²�Ʒ���������Լ�MEK��MIBK�����ʡ��о����������������Ȳ����������������¶Ⱦ������Ũ�Ƚ��Ͷ����ߣ�������ֲɳ��������¶�����24 �棬�����¶�����0.3 �棻����������1���ӵ�2��3ʱ������������ֱ����4.91%��11.52%���ᡢ�ز�Ʒ���������ֱ����3.08%��1.12%��MEK��MIBK�����ʷֱ����15.44%��5.72%���ۼӻ�����ʱ������������ϻ�����Ϊ1ʱ����19.90%���ᡢ�ز�Ʒ���������ֱ����3.44%��1.48%��MEK��MIBK�����ʷֱ����27.55%��8.55%��ѭ��ȫ������ʽ�£�����������ϻ�����Ϊ1ʱ����38.92%���ᡢ�ز�Ʒ���������ֱ����3.73%��0.97%��MEK��MIBK�����ʷֱ����42.43%��13.79%�����ò�ͬ��ʽ���ɵõ�������������95.0%��������֡�
[1] ����. ���춡��ͪ�г���������ҵ��չ�Ľ���[J]. ��ѧ��ҵ, 2009, 27(5): 12-16.
[2] ����. ���춡��ͪ�������г�dz��[J]. �ִ�����, 1999, 19(9): 36-37.
[3] �ڴ�÷, ����. ���춡��ͪ����������[J]. ��ѧ��ҵ, 2007, 25(7): 51-55.
[7] ��־��. ���������еļ�Ъ���̡�ԭ�������ռ��豸[M]. ����: ��ѧ��ҵ������, 2001: 273-276.
[13] ����, ����, ��ˬ. ѭ��ȫ������Ъ������Ʒ����������о�[J]. ��ѧ��ҵ�빤��, 2006, 23(6): 523-527.
[14] ��ӱ, ����, ̷����. ��Ъ��ȡ������뻷����-������-������[J]. ������չ, 2007, 26(����): 61-64.
[15] ̷���, �÷, ������. ����ԭ��[M]. �²�. ����: ��ѧ��ҵ������, 2006: 97.
[16] ��Ϊ��, ������, ��Ԫ��, ��. ������ȶ�Ԫ��Ъ��������ֵļ���Ũ��[J]. �人����ѧԺѧ��, 2006, 28(4): 13-15.
[17] ����, ���θ�, ������, ��. ��Ъ�����������С������ֵ��Ż�����[J]. ����ѧѧ��, 2007, 40(11): 1323-1326.
[18] ��־��, ������, �����. ����ּ�Ъ�����������ʼ����Ƴ�Һ���������̵��о�[J]. ����ѧ��, 1992, 43(1): 47-53.
