
Trans. Nonferrous Met. Soc. China 24(2014) 42-48
Flow softening behavior and microstructure evolution of Al-5Zn-2Mg aluminum alloy during dynamic recovery
Luo-xing LI1,2, Guan WANG1,2, Jie LIU1,2, Zai-qi YAO3
1. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University, Changsha 410082, China;
2. College of Mechanical and Vehicle Engineering, Hunan University, Changsha 410082, China;
3. Geely Automobile Research Institute Co., Ltd., Hangzhou 311228, China
Received 31 December 2012; accepted 17 May 2013
Abstract:
The flow stress behavior and microstructure development of Al-5Zn-2Mg (7005) aluminum alloy were studied by hot compression tests at deformation temperatures between 300-500 ��C and strain rates between 0.05-50 s-1. The deformed structures of the samples were observed by optical microscopy (OM), transmission electron microscopy (TEM) and electron backscattering diffraction (EBSD) analysis. The calculated activation energy is 147 kJ/mol, which is very close to the activation energy for lattice self-diffusion in aluminum (142 kJ/mol). Dynamic recovery is the dominant restoration mechanism during the deformation. At high strain rate of 50 s-1, temperature rise due to deformation heating leads to a significant flow softening. Microstructure observations indicated that the remaining softening after deformation heating correction at high strain rate and the softening observed at high temperature are associated with grain coarsening induced by grain boundary migration during dynamic recovery process.
Key words:
7005 aluminum alloy; deformation; dynamic recovery; flow softening; microstructure evolution;
1 Introduction
For thermo-mechanical processes, a good understanding of flow stress behavior and microstructure evolution mechanism is prerequisite to determining optimized process parameters and relevant set-up [1,2]. During deformation at high temperature, dynamic recovery (DRV) and dynamic recrystallization (DRX) reduce the strain hardening that usually arises from interactions of dislocations. Normally, DRV gives rise to monotonic hardening to steady-state plastic flow. DRX causes the stress-strain curve to develop a peak and soften to a steady-state regime [3]. There are still debates regarding DRV or DRX in the hot deformation of aluminum and its alloys. McQUEEN and BLUM [4] concluded that dynamic recovery is a sufficient restoration mechanism in high temperature deformation of Al alloys. POSCHMAN and McQUEEN [5] indicated that the flow softening of Al-5Mg coincides with the transformation of the dislocation wall structure into sub-grains and is not related to dynamic recrystallization. However, other investigations showed that some aluminum alloys [6-8], even pure aluminum [9,10] could suffer continuous and/or discontinuous dynamic recrystallization. SAKAI and TAKAHASHI [11] found that grain boundary sliding takes place frequently during deformation and the flow softening results from the apparent grain refinement based on the folding of pancake-shaped grain structures and grain boundary sliding. GOURDET and MONTHEILLET [12] found that during hot compression of pure commercial aluminum, significant flow stress softening takes place at large strains, as a result of grain boundary migration.
7000-series aluminum alloys are known for their combination of improved strength and toughness properties. 7005 aluminum alloy is basically an extrusion alloy. Its extrusions are widely used for auto and railway structural components. The present study attempts to clarify the flow stress behavior and dynamic microstructure evolution mechanism of an as-cast 7005 aluminum alloy during hot compression. The model of dynamic grain boundary migration was used to predict the flow softening after taking the temperature and strain rate into account.
2 Experimental
The material used in this study was cast 7005 alloy, with a nominal composition of 4.5%-5.0% Zn, <2.0% Mg, <0.20% Cu, 0.2%-0.7% Mn, <0.30% Cr, <0.2% Ti, <0.25% Zr, <0.30% Si, 0.35% Fe (mass fraction). The alloy was annealed at 470 ��C for 30 h. The initial microstructures of this alloy consisted of equiaxed grain with average size of about 200 ��m. Cylindrical compression samples with a diameter of 8 mm and a height of 10 mm were machined with the compression axis parallel to the ingot axis. Compression tests were carried out on an thermal-mechanical simulation machine Gleeble-1500 at temperatures of 300, 350, 400, 450 and 500 ��C, strain rates of 0.05, 0.5, 5 and 50 s-1 and strains of 0.3, 0.6 and 0.8. Samples for analyses were sectioned parallel to the compression axis. Those for optical microscopy observation were then mounted, polished and etched by a Keller etchant. While samples for TEM observation were mechanically thinned down to 0.01 mm, then electro-polished in a twin-jet polishing machine operated at 30 V and -20 to -30 ��C using a 30% nitric acid and 70% methanol solution, then the disks were observed in a Hitachi-800 microscope, operated at 200 kV. EBSD analysis of the compression- tested samples was performed using Zeiss Supra 55 FEG SEM equipped with an HKL-EBSD system.
3 Results and discussion
3.1 Flow stress behaviour
Typical smooth true stress-strain curves obtained at different preset temperatures strain rates are shown in Fig. 1. It can be seen that at high strain rate of 50 s-1, the flow stress increases progressively and attains a peak, and then exhibits continuous softening till the end of the test (Fig. 1(d)). At low strain rates, the stress increases progressively and finally levels off in a steady state. Slight flow softening can be observed at high temperatures (Figs. 1(a-c)).
It is commonly accepted that the relationship among the peak stress or steady state stress, strain rate and temperature can be expressed with Zener-Hollomon parameter Z [13,14].
 (1)
(1)
where A, n, �� and Q are constants, Q is the activation energy of deformation, R is the mole gas constant and T is the temperature. According to LI et al��s result [15], the flow stress would first have to be corrected for high strain rate deformation such as 50 s-1. The temperature rise during the deformation at  =50 s-1, ��=0.8 at different temperatures is illustrated in Table 1. Figure 1(d) shows the comparison between the measured flow curves and the curves with deformation heating correction [15]. It can be seen that at a high strain rate of 50 s-1, the corrected flow stress is higher than the measured flow stress, and the difference increases with decreasing temperature. At low strain rates of 5, 0.5 and 0.05 s-1, the temperature variation of the samples is less than 10 ��C, and not considered in the present study.
=50 s-1, ��=0.8 at different temperatures is illustrated in Table 1. Figure 1(d) shows the comparison between the measured flow curves and the curves with deformation heating correction [15]. It can be seen that at a high strain rate of 50 s-1, the corrected flow stress is higher than the measured flow stress, and the difference increases with decreasing temperature. At low strain rates of 5, 0.5 and 0.05 s-1, the temperature variation of the samples is less than 10 ��C, and not considered in the present study.
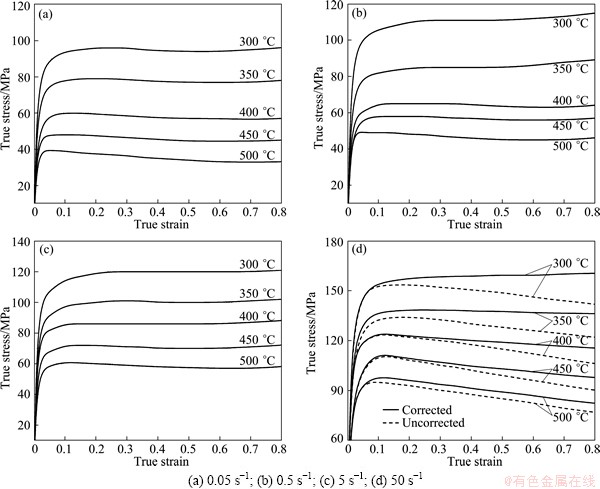
Fig. 1 True stress-true strain curves at different preset temperatures and strain rates
Table 1 Temperature rise during deformation at =50 s-1, ��=0.8

With the corrected stress at the strain of 0.5, the constitutive equation in the form of Eq. (1) could be established for the 7005 alloy. Optimum ��, n values were obtained by plotting ln[sinh(����)] against ln at constant temperatures (Fig. 2). The slope of the lines in the ln[sinh(����)] against 1000/T is shown in Fig. 3. The calculated activation energy Q is 147 kJ/mol, which is very close to that of pure aluminum, 142 kJ/mol [16].
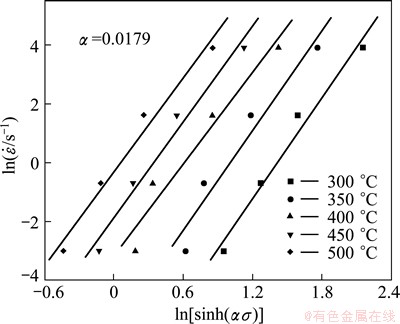
Fig. 2 Plots of lnversus ln[sinh(����)]
In Fig. 2, it can also found that some of the flow curves still exhibit softening even after the correction for deformation heating has been introduced. The remaining softening increases with the increasing of deformation temperature and the decreasing of strain rate. At the high strain rate of 50 s-1, the flow softening is higher than that during the deformation with the same preset temperature and low strain rates. The flow softening ratio can be defined as follows:
��=(��p-��0.8)/��p (2)
where ��p is the peak stress and ��0.8 is the flow stress at strain of 0.8. The flow softening ratio at strain of 0.8 is plotted against the temperature compensated strain rate Z in Fig. 4. The flow softening ratio decreases linearly with Zener�CHollomon parameter. The relationship between the flow softening and the Zener�CHollomon parameter suggests that the softening could be due to the dynamic microstructure change, which is controlled by both the deformation temperature and strain rate. In Fig. 4, the slope of the fitting line at the high strain rate of 50 s-1 deviates from that at low strain rates probably due to the microstructure coarsening caused by the distinct temperature rise at high strain rate.
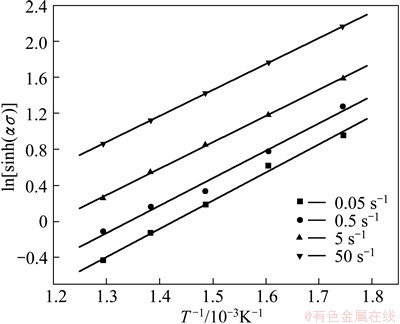
Fig. 3 Plots of ln[sinh(����)] versus 1000/T
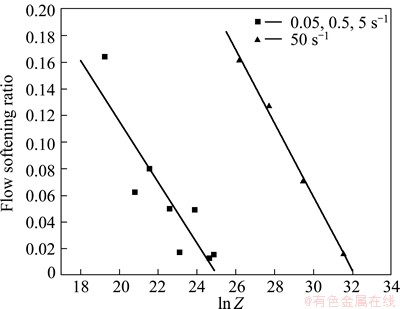
Fig. 4 Plots of ln Z versus flow softening ratio
3.2 Microstructure evolution
Figure 5 shows the optical micrographs at the central region of the samples compressed at =0.5-50 s-1, ��=0.8, t=300 ��C (Figs. 5(a)-(d)) and 500 ��C (Figs. 5(e)-(h)). It can be seen that at low temperature, the microstructures are typical dynamic recovery structures. Grains are flattened, grain boundaries are straight and deformation bands are formed vertically to the compression direction. With the increasing of deformation temperature and decreasing of strain rate, grain boundaries migrate to absorb dislocations arrayed at subgrain boundaries (SGB), thus becoming serrated and more difficult to recognize (Fig. 5(e)). The influence of deformation heating at high strain rate on the grain structure features can be clearly seen in Fig. 5(h).
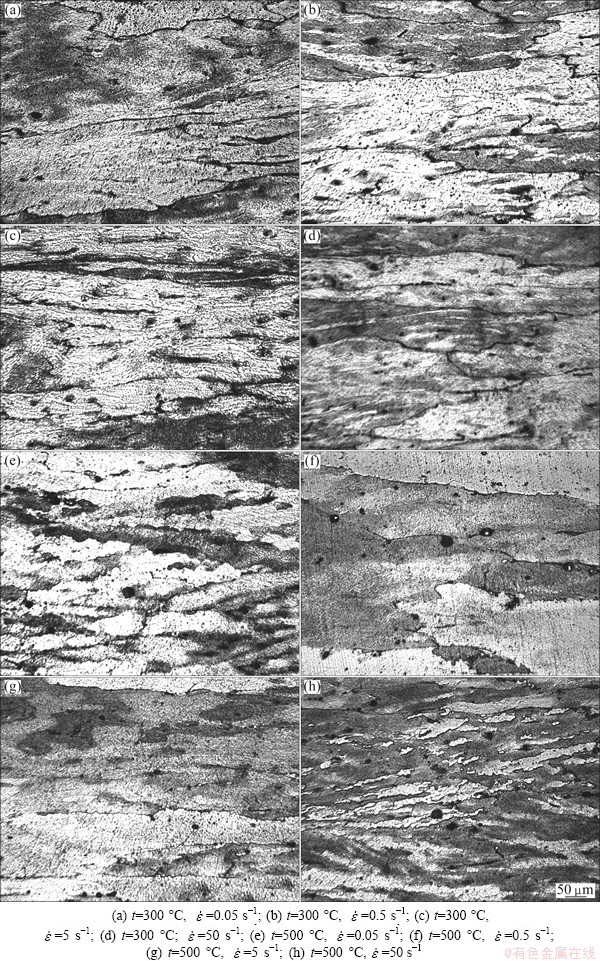
Fig. 5 Optical microstructures of samples compressed at ��=0.8
At the temperature of 500 ��C, the aptitude of grain boundary serration at 50 s-1 is much higher than that at 5 and 0.5 s-1. The sub-grains develop mosaic structures at the strain rates of 50 and 0.05 s-1. All the deformed grain structures at 500 ��C and different strain rates also exhibit mosaic patterns. According to McQUEEN et al��s result [17], the serrations form only under deformation conditions where the subgrains reach 2-10 ��m in diameter. Similar results were also obtained in the present study. At 300 ��C and 5 s-1, the subgrain size is less than 1 ��m (Fig. 6(a)), and the grain boundary is straight (Fig. 5(c)). However, at 500 ��C and 0.5 s-1, the subgrain size reaches 10 ��m (Fig. 6(b)). Sever grain boundary serrations lead to mosaic structure.

Fig. 6 TEM micrographs of alloy compressed at ��=0.8
In alloys with limited dynamic recovery, the serrations are also related to initiation of dynamic recrystallization [18-23]. Figure 7 presents the EBSD results of the sample compressed at =0.5 s-1 and t=500 ��C. The boundary angles can be analyzed by measuring the misorientation angles of the crystal orientations among neighboring grains/subgrain in a map. As shown in Fig. 7(a), the flattened grains in the deformation band are shown in different color areas. The subgrain size inside the grains is about 10 ��m. The different colors of the subgrain and boundaries in the flattened grains represent different subgrain growth orientations and subgrain boundary misorientation angles in EBSD image. The angles of boundary below 15�� are delineated in yellow and above 15�� in black. The histograms show that most of the boundaries are low angle boundaries (<15��) in the materials (Fig. 7(b)). The EBSD results indicate that dynamic recrystallization does not occur during the deformation.

Fig. 7 EBSD results of specimen at ��=0.8,  =0.5 s-1 and t=500 ��C
=0.5 s-1 and t=500 ��C
During dynamic recovery, the nucleation of new recrystallized grains is inhibited. But grain growth still occurs as a result of the grain boundary migration. As shown in Fig. 1, with the increasing of temperature the migration velocity increases. Strain induced grain boundary migration has a set number of crystallographic slip systems. Each slip system has an associated critical resolved shear stress (CRSS) that has to be exceeded for slip to occur [24,25]. By comparison of the magnitude of possible driving forces [26], it is evident that the grain boundary migration must be attributed to the stored dislocation energy. At strain rate below 50 s-1, the stored dislocation energy is low. With the increasing of strain rate, the dislocation energy increases. Once the CRSS is exceeded, the grain boundary migration takes place. Grain growth is facilitated by grain boundary migration (GBM). GIANOLA et al [27] found that more grain growth is observed at the higher strain rate. GOURDET and MONTHEILLET [12] indicated that grain boundary migration rate increased with strain rate increasing. Our results are consistent with those of other studies.
A simple one-dimensional model was proposed by GOURDET and MONTHEILLET [12], for predicting the effects of grain boundary migration occurring, during hot compression testing of polycrystalline specimens. Strain hardening, dynamic recovery, and grain boundary migration induced softening are accounted for using a modified Laasraoui�CJonas equation. In hot compression tests, the grain thickness is associated with the geometric flattening and the dynamic grain boundary migration. The movement of grain boundaries has two origins, viz. convection driven by material flow, and migration induced by the local dislocation density differences. The disappearance of grains during straining leads to changes in the local topology.
In the present study, the increasing of dynamic grain boundary migration (DGBM) softening with the deformation temperature indicates the grain boundary migration rate of 7005 aluminum is temperature- dependent. Similar results were also obtained by other researchers [28,29]. The average true migration rate vm dependent on temperature can be calculated by
 (3)
(3)
where �� is the dislocation energy per unit length; k, p and M0 are constants; �� is the dislocation density; R is the mole gas constant; T is the thermodynamic temperature; Qb is the activation energy for grain boundary diffusion.
GOURDET and MONTHEILET [12] indicated that quasi-steady grain thickness is related to average grain boundary migration rate. The quasi-steady grain thickness Hs at large strains can be written in the form,  . The following analytical expression of Hs is related to deformation temperature, which can be expressed by
. The following analytical expression of Hs is related to deformation temperature, which can be expressed by
 (4)
(4)
where A=M0��k��p is a constant and is the strain rate.
The grain thickness tends at large strains to the finite asymptotic value Hs. The average true migration rate vm could be simply estimated from grain thickness evolution as follows:
 (5)
(5)
where H is the grain thickness; HG is the current grain thickness; �� is the plastic strain of the specimen. The flow stress is proportional to the square root of dislocation density, which can be expressed as [30]
 (6)
(6)
where �� is a dislocation interaction term; �� is the shear modulus; b is Burgers vector.
According to the above analysis, the grain boundary induced flow softening during deformation can be calculated with the grain thickness data of the compressed samples.
Figure 8 shows a comparison between the calculated flow softening and the experimental data with a deformation heating correction. It can be seen that a very good agreement is obtained between the calculated and the measured data.
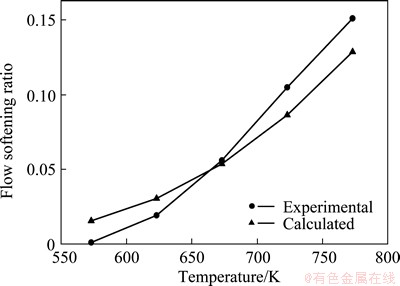
Fig. 8 Plots of flow softening ratio versus temperature at ��=0.8, =50 s-1
4 Conclusions
1) Dynamic recovery is the main restoration mechanism of 7005 aluminum alloy during deformation. The calculated activation energy Q is 147 kJ/mol, which is very close to that of pure aluminum.
2) Deformation heating causes very significant flow softening at high strain rate of 50 s-1. After the correction for deformation heating, the flow softening still exists at high temperatures.
3) Flow softening was also observed during the deformation at high temperature. The remaining softening after deformation heating correction is attributed to the grain coarsening induced by grain boundary migration.
References
[1] WILLIAMS J C, STARKE E A Jr. Progress in structural materials for aerospace systems [J]. Acta Materialia, 2003, 51(19): 5775-5799.
[2] ZHOU J, LI L, DUSZCZYK J. 3D FEM simulation of the whole cycle of aluminum extrusion throughout the transient state and the steady state using the updated Lagrangian approach [J]. Journal of Materials Processing Technology, 2003,134 (3): 383-397.
[3] McQUEEN H J. Dynamic recovery and recrystallization [M]// BUSCHOW K H J, CAHN R, FLEMINGS M, ILSCHNER B, KRAMER E, MAHAJAN S, VEYSSIERE P. Encyclopedia of Materials: Science and Technology. 2nd ed. Oxford: Pergamon Oxford, 2001: 2375-2381.
[4] McQUEEN H J, BLUM W. Dynamic recovery: Sufficient machanism in the hot deformation of Al (<99.99) [J]. Materials Science and Engineering A, 2000, 290: 95-107.
[5] POSCHMAN N, McQUEEN H J. Flow softening and microstructural evolution of Al-5Mg during hot working [J]. Scripta Materialia, 1996, 35: 1123-1128.
[6] SHEPPARD T, PARSON N C, ZAIDI M A. Dynamic recrystallization in Al-7Mg alloy [J]. Metal Science, 1983, 17(10): 481-490.
[7] ARDNER K J, GRIMES R. Recrystallization during hot deformation of aluminum alloys [J]. Metal Science, 1979, 13: 216-222.
[8] KOU Lin-yuan, JIN Neng-ping, ZHANG Hui, HAN Yi, WU Wen-xiang, LI Luo-xing. Flow stress behavior of 7150 aluminum alloy during hot compression deformation at elevated temperature [J]. The Chinese Journal of Nonferrous Metals, 2010, 20(1): 43-48. (in Chinese)
[9] KASSNER M E, MYSHLYAEV M M, McQUEEN H J. Large-strain torsional deformation in aluminum at elevated temperatures [J]. Materials Science and Engineering A, 1989, 108: 45-61.
[10] SHEN Jian, ZHANG Xin-ming, ZHANG Si-qi, YIN Zhi-min, LU Bin. Dynamic recovery and recrystallization of commercial aluminum under torsion at elevated temperature [J]. Acta Metallurgica Sinica, 1995, 31(9): 411-416. (in Chinese)
[11] SAKAI T, TAKAHASHI C. Flow softening of 7075 aluminum alloy under hot compression [J]. Materials Transactions, JIM, 1991, 32(4): 375-382.
[12] GOURDET S, MONTHEILLET F. Effects of dynamic grain boundary migration during the hot compression of high stacking fault energy metals [J]. Acta Materialia, 2002, 50(11): 2801-2812.
[13] McQUEEN H J, BELLING J. Constitutive constants for hot working of Al-4.5Mg-0.35Mn (AA5182) [J]. Canadian Metallurgical Quarterly, 2000, 39: 483-492.
[14] McQUEEN H J, RYAN N. Constitutive analysis in hot working [J]. Materials Science and Engineering A, 2002, 322: 43-63.
[15] LI L, ZHOU J, DUSZCZYK J. Determination of a constitutive relationship for AZ31B magnesium alloy and validation through comparison between simulated and real extrusion [J]. Journal of Materials Processing Technology, 2006, 172(3): 372-380.
[16] SHERBY O D, KLUNDT R H, MILLER A K. Flow stress, subgrain size and subgrain stability at elevated temperature [J]. Metallurgical and Materials Transactions A, 1977, 8: 843-850.
[17] McQUEEN H J, RYAN N D, KONOPLEVA E V, XIA X. Formation and application of grain boundary serrations [J]. Scripta Materialia, 1995, 34(3): 219-229.
[18] SITDIKOV O, SAKAI T, GOLOBORODKO A, MIURA H. Grain fragmentation in a coarse-grained 7475 Al alloy during hot deformation [J]. Scripta Materialia, 2004, 51: 175-179.
[19] KONOPLEVA E V, McQUEEN H J, EVANGELISTA E. Serrated grain boundaries in hot-worked aluminum alloys at hot strains [J]. Materials Characterization, 1995, 34: 251-264.
[20] BLUM W, ZHU Q, MERKEL R, McQUEEN H J. Geometric dynamic recrystallization in hot torsion of Al-5Mg-0.6Mn (AA5083) [J]. Materials Science and Engineering A, 1996, 205(1-2): 23-30.
[21] HENSHALL G A, KASSNER M E, McQUEEN H J. Dynamic restoration mechanisms in Al-5.8 At. pct Mg deformed to large strains in the solute drag regime [J]. Metallurgical and Materials Transactions A, 1992, 23(3): 881-889.
[22] CERRI E, EVANGELISTA E, McQUEEN H J. Optical substructure and serrations in hot deformed Al-5.8 at.% Mg alloy [J]. Materials Science and Engineering A, 1997, 234-36: 373-377.
[23] McQUEEN H J, RYAN N D, KONOPLEVA E V. Formation and application of grain boundary serrations [J]. Canadian Metallurgical Quarterly, 1995, 34(3): 219-229.
[24] JESSELL M W. Grain-boundary migration microstructures in a naturally deformed quartzite [J]. Journal of Structure Geology, 1987, 9(8): 1007-1014.
[25] BARBER D J. Regimes of plastic deformation-processes and microstructures: an overview [M]//BARBER D H, MEREDITH P G. Deformation Processes in Minerals, Ceramics, and Rocks. London: Unwin Hyman, 1990: 138-178.
[26] GOTTSTEIN G. Physikalische grundlagen der materialkunde [M]. Berlin: Springer, 1998: 298-338.
[27] GIANOLA D S, WARNER D H, MOLINARI J F, HEMKER K J. Increased strain rate sensitivity due to stress-coupled grain growth in nanocrystalline Al [J]. Scripta Materialia, 2006, 55: 649-652.
[28] GUPTA B K, MADHURI M K, GUPTA S P. Diffusion induced grain boundary migration in the Cu-Cd system [J]. Acta Materialia, 2003, 51(17): 4991-5000.
[29] SENKOV O N, JONAS J J, FROES F H. Steady-state flow controlled by the velocity of grain-boundary migration [J]. Materials Science and Engineering A, 1998, 255: 49-53.
[30] MECKING H, KOCKS U F. Kinetics of flow and strain-hardening [J]. Acta Metallurgica, 1981, 29(11): 1865-1875.
Al-5Zn-2Mg�Ͻ��ڶ�̬�ظ������е���������������֯�ݱ�
������1,2���� ��1,2���� ��1,2��Ҧ����3
1. ���ϴ�ѧ ���������Ƚ������������ص�ʵ���ң���ɳ 410082��
2. ���ϴ�ѧ ��е�����ع���ѧԺ����ɳ 410082��
3. �㽭���������о�Ժ����˾������ 311228
ժ Ҫ����7005���Ͻ��ڱ����¶�Ϊ300~500 ��C��Ӧ������Ϊ0.05~50 s-1�������½��е���ѹ��ʵ�飬�о����ϵ�����Ӧ����Ϊ������֯�ݱ���ɣ�ʹ�ý�������(OM)�����������(TEM)�����ӱ�ɢ�仨��(EBSD)�ȷ����۲졢������ѹ��������ͨ������õ�7005���Ͻ�ļ�����Ϊ147 kJ/mol���봿���ľ�������ɢ��(142 kJ/mol)�����7005���Ͻ��ȱ��ι�������Ҫ�Ļָ�����Ϊ��̬�ظ����ڸ�Ӧ������(50 s-1)�����£��������ڱ���������Ӱ��ᷢ���������������������������ڽϸ߱����¶��²�����Ȼ������������ͨ������֯������֪����������Ҫ����϶�̬�ظ������о���Ǩ������ľ����ֻ��йء�
�ؼ��ʣ�7005���Ͻ𣻱��Σ���̬�ظ�����������������֯�ݱ�
(Edited by Hua YANG)
Foundation item: Project (51075132) supported by the National Natural Science Foundation of China; Project (20090161110027) supported by the Doctoral Fund of Ministry of Education of China; Project (2011BAG03B02) supported by National Key Technology R&D Program during the 12th Five-Year Plan Period, China
Corresponding author: Luo-xing LI; Tel/Fax: +86-731-88821950; E-mail: luoxing_li@yahoo.com
DOI: 10.1016/S1003-6326(14)63026-0
Abstract: The flow stress behavior and microstructure development of Al-5Zn-2Mg (7005) aluminum alloy were studied by hot compression tests at deformation temperatures between 300-500 ��C and strain rates between 0.05-50 s-1. The deformed structures of the samples were observed by optical microscopy (OM), transmission electron microscopy (TEM) and electron backscattering diffraction (EBSD) analysis. The calculated activation energy is 147 kJ/mol, which is very close to the activation energy for lattice self-diffusion in aluminum (142 kJ/mol). Dynamic recovery is the dominant restoration mechanism during the deformation. At high strain rate of 50 s-1, temperature rise due to deformation heating leads to a significant flow softening. Microstructure observations indicated that the remaining softening after deformation heating correction at high strain rate and the softening observed at high temperature are associated with grain coarsening induced by grain boundary migration during dynamic recovery process.
