
Trans. Nonferrous Met. Soc. China 23(2013) 2002-2010
Tribological behavior and mechanism of NiCrBSi-Y2O3 composite coatings
Bin CAI, Ye-fa TAN, Hua TAN, Qi-feng JING, Zhong-wei ZHANG
College of Field Engineering, PLA University of Science and Technology, Nanjing 210007, China
Received 5 June 2012; accepted 5 December 2012
Abstract:
The NiCrBSi-Y2O3 composite coatings were prepared on the surface of 45 carbon steel by plasma spray, the microstructure and tribological properties of the coatings were investigated. The results show that the NiCrBSi-Y2O3 composite coatings are mainly composed of ��-Ni, CrB, Cr7C3 and Y2O3. With addition of Y2O3, hard phases such as CrB, Cr7C3 emerge in composite coating, and the density of the composite coatings also increases. The NiCrBSi-0.5Y2O3 composite coating presents excellent tribological properties. Its friction coefficient is 0.175, which is about 37% of that of the pure NiCrBSi coating. The mass wear loss is 1.2 mg, which is reduced by 43% compared with the pure NiCrBSi coating. When the loads are 6-10 N, the NiCrBSi-0.5Y2O3 composite coating suffers from slight wear and the wear mechanisms are mainly adhesive wear accompany with slight micro-cutting wear and micro-fracture wear. As the load increases to 12 N, the wear mechanisms are adhesive wear and severe micro-cutting wear.
Key words:
plasma spray; composite coating; NiCrBSi; Y2O3; friction; wear;
1 Introduction
The parts used in metallurgical and construction machinery usually suffer from severe friction and wear, the anti-wear alloy coatings are widely applied to improving their wear resistance and prolong their sevice lives [1,2]. However, the values of friciton coefficients of the anti-wear alloy coatings are usually high, thus leading to high energy consumption [3,4]. As the mechanical equipments develop, the mechine parts are getting more demands on anti-friciton property. So, it becomes research hotspot to develope the surface coatings with both property of anti-wear and low friction coefficients.
Rare earth oxides such as CeO2 and La2O3 are commonly used to improve mechanical property and wear resistance of surface coatings. For example, the microhardness and wear resistance of the laser clad TiCp/Ni-base alloy composite coatings could be improved by adding 0.5% La2O3 (in mass fraction), and friction coefficient of the composite coatings was also reduced [5]. With addition of 1.5% Sm2O3 (in mass fraction), the microstructure of the laser cladded Ni-based alloy coating could be refined and the microhardness increased from HV0.2 484 to HV0.2 712. The wear rate of the composite coatings was reduced by 50% compared with the pure Ni-based alloy coatings [6]. WANG et al [7] found that the microhardness of the spray welded Ni-based alloy coating decreased with addition of 4%La2O3 (in mass fraction), and its mass wear loss was reduced by 20% compared with the coating without La2O3. That is because La2O3 can improve the uniformity of the coating microstructure and its resistance to micro-cutting. It can be concluded that rare earths not only improve wear resistance but also have the effects of anti-friction.
Wear resistance of surface coatings with rare earths increases because the microstructure of surface coatings is refined and purified, so their hardness and fracture toughness increase [8-10]. However, there are different views on the anti-friction mechanisms of rare earths in surface coatings. For example, ZHANG et al [11] considered that rare earth oxides have the character as solid lubricant. HAN and LU [12] attributed the anti-friction effects of CeO2 not only to its hexagonal structure, but also to the reduction of micro-cutting force for the improved density of the composite coatings. HUANG et al [13] reckoned that rare earth refined the coating structure and improved the fracture toughness of the coating, so reduced the friction coefficients.
Researches on anti-wear and anti-friction effects of rare earths are mainly focused on coatings prepared by fused cladding technology such as laser cladding and induction cladding, but the mechanisms of rare earths in the plasma spray technology are different from those in the fused cladding technology, which need to be researched. The temperature of the substrate is low in plasma spray process and the solidification speed of the sprayed particles is higher than 105 ��C/s [14]. In addition, the Y2O3 particles may act as the better heterogeneous nucleation than La2O3 and CeO2 particles, which may improve the uniformity of the hard phase and the microhardness of the coatings [15]. In this work, the NiCrBSi-Y2O3 composite coatings were prepared on the surface of 45 carbon steel by plasma spray technology, the microstructure, microhardness and tribological properties of the composite coatings were investigated to provide theory basis and experimental data for application of Y2O3 in the plasma spray coatings.
2 Experimental
2.1 Specimen preparation
The NiCrBSi-Y2O3 composite materials are composed of NiCrBSi powders and Y2O3 powders. The chemical composition of the NiCrBSi powders was 16Cr, 3.1B, 4.3Si, 4Fe, 0.65C and balance Ni (mass fraction, %) and its particle sizes were in the range of 55-128 ��m. The purity of Y2O3 powders with sizes of 15-45 ��m was 99.5%. The composite spray powders were made by the mixture of the Ni-based alloy powders and the Y2O3 powders in a ball mill equipment for 1 h.
The 45 carbon steel was chosen as the substrate, and was previously treated by surface degrease and sand spraying. The composite powders were respectively sprayed on the surface of 45 carbon steel by the plasma spray equipment of DH1080. The spray technological parameters were electric current of 600 A, voltage of 40 V and spray distance of 80 mm. The thickness of the spray coating was 400 ��m with surface roughness of 0.5 ��m after being ground by diamond wheel.
2.2 Tribological tests
The tribological tests were carried out in a ball-on-disc tribometer of HT-500. The upper specimen was GCr15 steel ball with the diameter of 4 mm and the surface roughness of 0.05 ��m. The down ones were the composite coatings. Tribological tests were conducted at the speed of 0.1 m/s in room temperature, normal load was 6-12 N, and sliding distance was 360 m. The mass wear losses of the specimens were measured by the balance of TG328A with accuracy of 0.1 mg.
2.3 Surface analysis
The X-ray diffraction (XRD) of the composite coatings was performed on a D/max 2500 X-ray diffractometer. Porosity of the coatings was tested by the DM-3000 metallography analysis software. The microhardness of the coatings was measured using the DHV-1000 sclerometer under the load of 4.92 N with a dwell time of 15 s. The morphologies of the microstructure and the worn surface of the composite coatings were observed by the scanning electron microscope (SEM) of QUANTA 200. Chemical composition of the composite coatings was analyzed with the energy-dispersive analysis of X-ray (EDAX).
3 Results and discussion
3.1 Microstructure of NiCrBSi-Y2O3 composite coatings
The XRD patterns of the NiCrBSi-Y2O3 composite coatings are shown in Fig. 1. It can be found that the NiCrBSi-Y2O3 composite coatings are mainly composed of ��-Ni, CrB, Cr7C3 and Y2O3. Compared with the pure NiCrBSi coating, there are some new phases such as CrB and Cr7C3 emerge in the NiCrBSi-0.5Y2O3 composite coating. During the spraying process, the NiCrBSi powders and the Y2O3 powders were heated and fused by the plasma flame, and then the fused particles quickly solidified on the substrate of the carbon steel. It was reported that element C can promote the decomposition of rare earth oxides into rare earth elements during solidification process of the fused particles [16], so Y2O3 may react with C to produce Y:
Y2O3+3[C]=2[Y]+3CO (1)
The solid solubility of Y in NiCrBSi is low because the large radius of Y is 0.18 nm [17]. This may account for the segregation of Y at the dislocation and grain boundary area of the NiCrBSi coating, which leads to distortion area in the coating [18]. Y has a strong adsorptive action to elements C and B [19], so it causes segregation of elements C and B in the distortion area. As the concentrations of elements C and B increase to certain degree at the distortion area, CrB and Cr7C3 may precipitate. So, the diffraction peaks of CrB and Cr7C3 emerge in the NiCrBSi-0.5Y2O3 composite coating, which indicates that Y2O3 may promote the precipitation of CrB and Cr7C3 in the composite coatings. The hard phases of CrB and Cr7C3 can improve the wear resistance of the composite coatings.
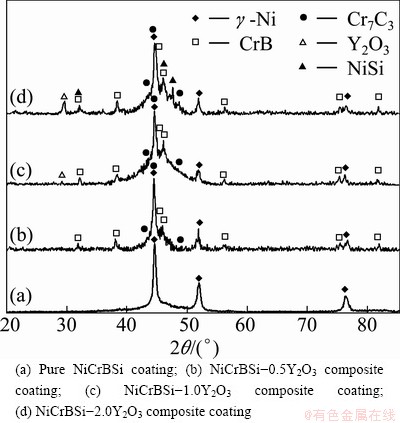
Fig. 1 XRD patterns of NiCrBSi-Y2O3 composite coatings
As Y2O3 increases to 1.0% (in mass fraction), CrB in the composite coating increases compared with the NiCrBSi-0.5Y2O3 composite coating. It also shows a little Y2O3 in the composite coating which indicates some unreacted Y2O3 particles retained in the composite coating. The CrB content is improved due to the heterogeneous nucleation effects of the unreacted Y2O3 particles.
When Y2O3 is 2.0%, the new phase of NiSi emerges in the composite coating. The unreacted Y2O3 particles retained in the composite coating increase as Y2O3 content increases, which enhances the heterogeneous nucleation effect and promotes the precipitation of brittle composites, such as NiSi. Therefore, the brittleness of the composite coating increases. It can be concluded that the optimum addition of 0.5% Y2O3 may improve the hard phases of CrB and Cr7C3 in the composite coating, but excess Y2O3 may induce brittle phases such as NiSi in the composite coatings and result in higher brittleness.
Figure 2 shows the metallographic pictures of the pure NiCrBSi coating and the NiCrBSi-0.5Y2O3 composite coating. The grain size of the latter is smaller than that of the former. This indicates that Y2O3 may refine the grain size of the NiCrBSi coating.
Figure 3 shows the porosity of the NiCrBSi-Y2O3 composite coatings as a function of Y2O3 content. The porosity initially decreases and then increases with increasing Y2O3 content. It is observed that the porosity of the composite coatings is much lower than that of the pure NiCrBSi coating (porosity of 2.96%). It is 0.92% when the Y2O3 content is 0.5%, and then reaches the lowest value (about 0.67%) as the Y2O3 content increases to 1.0-1.5%. It is well known that porosity of the sprayed coatings is closely related to the deformation degree of the fused particles. It was reported that the deformation degree of the fused particles during plasma spray can be demonstrated as Eq. (2) [20]:
 (2)
(2)
where �� is the surface tension of the fused particles; �� is density of the particles; d is the size of the particles; D/h is the ratio of size to height of the particles on the substrate. The higher the value of D/h is, the more flat the particles become.
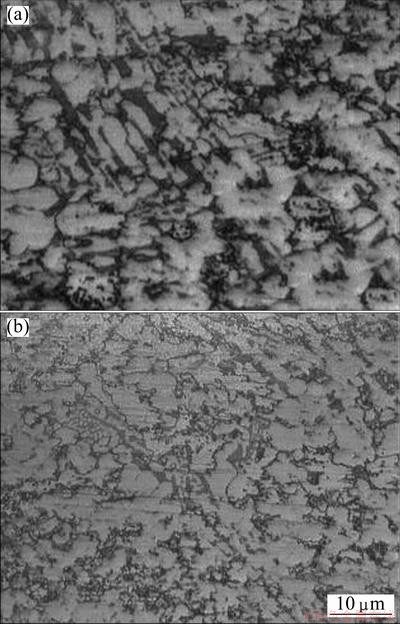
Fig. 2 Metallographic pictures of pure NiCrBSi coating (a) and NiCrBSi-0.5Y2O3 composite coating (b)
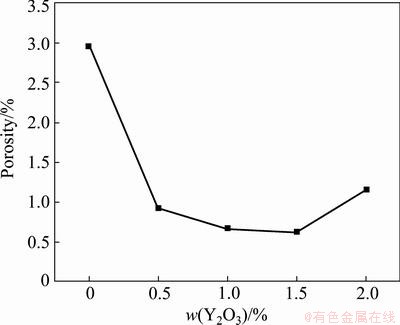
Fig. 3��Porosity of NiCrBSi-Y2O3 composite coatings
Rare earths can improve the wettability of the NiCrBSi particles due to their high activity [21], so �� of the NiCrBSi powders decreases with addition of Y2O3, which means the value of D/h increases. Figure 4 shows the sprayed particles morphology of the pure NiCrBSi powders and the NiCrBSi-0.5Y2O3 composite powders. The spread particles in the composite powders with Y2O3 (as shown in Fig. 4(b)) are larger than those in the pure NiCrBSi powders (as shown in Fig. 4(a)), which indicates the fused particles of the NiCrBSi-Y2O3 composite coatings are more flat and compact than those of the coatings without Y2O3. This may account for the decreasing porosity of the NiCrBSi-Y2O3 composite coatings.

Fig. 4 OM images showing sprayed particles morphology of pure NiCrBSi powder (a) and NiCrBSi-0.5Y2O3 composite powders (b)
However, the porosity of the composite coatings increases to 1.16% when the Y2O3 content is 2.0% because the unreacted Y2O3 particles may induce defects such as voids and pores in the composite coating.
Microhardness of the NiCrBSi-Y2O3 composite coatings as a function of Y2O3 content is shown in Fig. 5. The average microhardness of the NiCrBSi-Y2O3 composite coatings is HV 700, which is found to dramatically increase compared with the pure NiCrBSi coating (HV 586). It can be attributed to the following reasons: 1) Plastic deformation of the composite coatings after microhardness test decreases because of the increased density due to the decrease of porosity with addition of Y2O3; 2) The hard phase precipitates such as CrB and Cr7C3 are improved by Y2O3, which can increase the microhardness of the composite coatings.
3.2 Effects of Y2O3 content on tribological behavior and mechanisms of composite coatings
The friction coefficients of the NiCrBSi-Y2O3 composite coatings with the increasing Y2O3 content are shown in Fig. 6. The friction coefficients initially decrease and then increase and lastly remain unchanged.
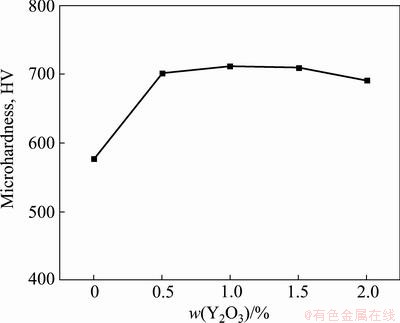
Fig. 5��Microhardness of NiCrBSi-Y2O3 composite coatings
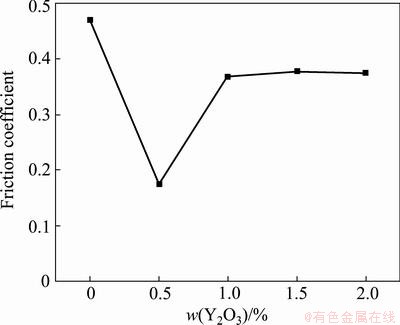
Fig. 6 Friction coefficients of NiCrBSi-Y2O3 composite coatings (load=10 N)
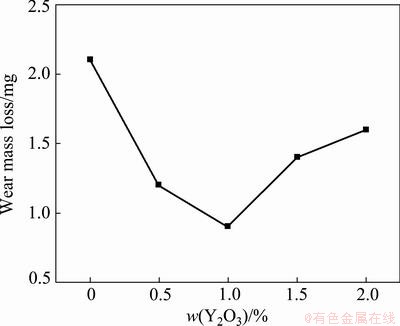
Fig. 7 Wear mass loss of NiCrBSi-Y2O3 composite coatings under load of 10 N
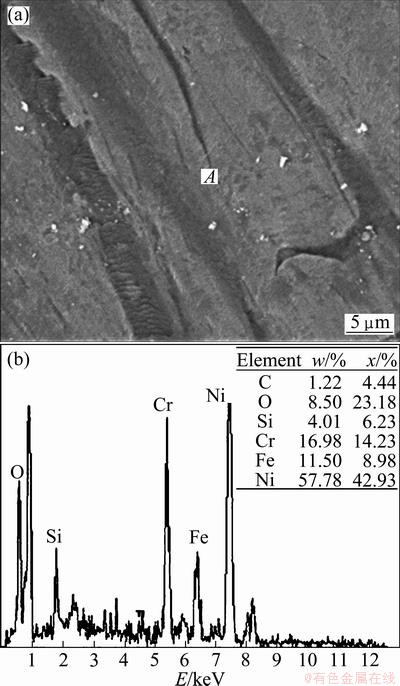
Fig. 8 SEM image showing worn surface morphology (a) and EDAX spectrum (b) of pure NiCrBSi coating
The friction coefficient of NiCrBSi-0.5Y2O3 composite coating (0.175) is much lower than that of the pure NiCrBSi coating (0.47). As the Y2O3 content increases to 1.0%, the friction coefficient is 0.36, which is higher than that of the NiCrBSi-0.5Y2O3 composite coating. The friction coefficient remains at 0.37 when Y2O3 is 2.0%.
Figure 7 shows the wear mass loss of the NiCrBSi-Y2O3 composite coatings as a function of Y2O3 content. The wear mass losses of the composite coatings firstly decrease and then increase. The wear mass loss of the NiCrBSi-0.5Y2O3 composite coating is 1.2 mg, reduced by 43% compared with the pure NiCrBSi coating (2.1 mg). That is because the microhardness of the former is higher than the latter. The mass loss wear of the NiCrBSi-1.0Y2O3 composite coating is the lowest (0.9 mg). When Y2O3 exceeds 1.0%, the wear mass losses of the composite coatings increase. For example, the wear mass loss of the NiCrBSi-2.0Y2O3 is 1.6 mg.
Figure 8 shows the worn surface of the pure NiCrBSi coating with its EDAX spectrum. Some worn furrows emerge on the worn surface, as shown in Fig. 8(a), because the solid welding nodes in the contact area between the pure NiCrBSi coating and GCr15 steel ball suffer from shear damage and lead to plastic flow of the surface materials. The chemical composition of the worn surface is 1.22C, 8.50O, 4.01Si, 16.98Cr, 11.50Fe and 57.78Ni (mass fraction, %) according to Fig. 8(b). The content of element Fe is 11.50% on the worn surface, which is about 2.9 times that in the NiCrBSi powders because the GCr15 steel ball materials transfer to the worn surface of the pure NiCrBSi coating as a result of shear damage of the solid welding nodes. The friction coefficient of the pure NiCrBSi coating is relatively high because of severe adhesive friction. In addition, the grooves on the worn surface indicate micro-cutting wear of the composite coating, so the main wear mechanisms of the pure NiCrBSi coating are adhesive wear and micro-cutting wear.
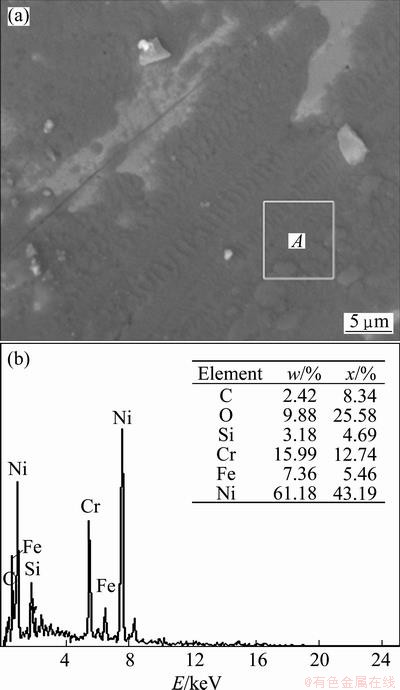
Fig. 9 SEM image showing worn surface morphology (a) and EDAX spectrum (b) of NiCrBSi-0.5Y2O3 composite coating
The friction coefficients and wear mass loss of the NiCrBSi-0.5Y2O3 composite coating are greatly reduced compared with the pure NiCrBSi coating. Figure 9 shows the worn surface of the NiCrBSi-0.5Y2O3 composite coating and its EDAX spectrums. Figure 9(a) shows that a dark grey film emerges on the worn surface. The chemical composition of the film is 2.42C, 9.88O, 3.18Si, 15.99Cr, 7.36Fe and 61.18Ni (mass fraction, %) (Fig. 9(b)), which indicates Fe2O3, Fe3O4 and NiO in the film. The film may easily shear under the friction force and lead to greatly decrease of the shear strength at the friction interface. So, the friction coefficients of the NiCrBSi-0.5Y2O3 composite coating decrease. The vacancy density increases in the friction surface because of the increased temperature induced by friction heat. Then Y at the grain boundary is more apt to diffuse and segregate in the vacancies than other alloying elements for its low free energy. The segregated rare earth on the friction surface can reduce vacancies and voids between the oxide film and the substrate, which results in the increasing combined strength of the oxide film. As a result, the complete oxide film is developed on the worn surface.
The content of element Fe on the worn surface is 7.46%, much less than that in the worn surface of the pure NiCrBSi coating. This suggests that the adhesive action is alleviated because of less GCr15 steel transferred to the worn surface. It can be concluded that the oxide film on the worn surface of the NiCrBSi- 0.5Y2O3 composite coating can not only reduce friction coefficients, but also reduce adhesive wear. Besides, the lump wear debris are found on the worn surface of the composite coating as shown in Fig. 9(a), which indicates certain extent brittle fracture of the coating. It shows that the wear mechanisms of the NiCrBSi- 0.5Y2O3 composite coating are mainly slight adhesive wear accompany with slight micro-fracture wear.
The wear behavior and mechanisms of the NiCrBSi-Y2O3 composite coatings change with the further increase of Y2O3 content. The worn surface of the NiCrBSi-1.0Y2O3 composite coating and its EDAX spectrum are shown in Fig. 10. It is obvious that many black point-like structures distribute on the smooth worn surface with little oxide film as shown in Fig. 10(a). The chemical composition of the point-like structures is 1.15% C, 9.64% O, 0.76% Si, 82.16% Cr, 1.63% Fe, 3.59% Ni and 1.08% Y (Fig. 10(b)). It shows that the point-like structures are rich in Cr, indicating that the point-like structures are mainly CrB and Cr7C3. These hard phases are exposed on the worn surface and support the GCr15 steel ball after the alloy matrix around the hard phases wears off during friction process. Thus the hard phases bear main load and induce great decrease in pressure on the Ni-based alloy matrix, which results in reduction of the friction heat by plastic deformation. Therefore, friction oxidation reaction of the Ni-based alloy matrix is too little to produce oxide film which can account for the increase in friction coefficient of the NiCrBSi-1.0Y2O3 composite coating.
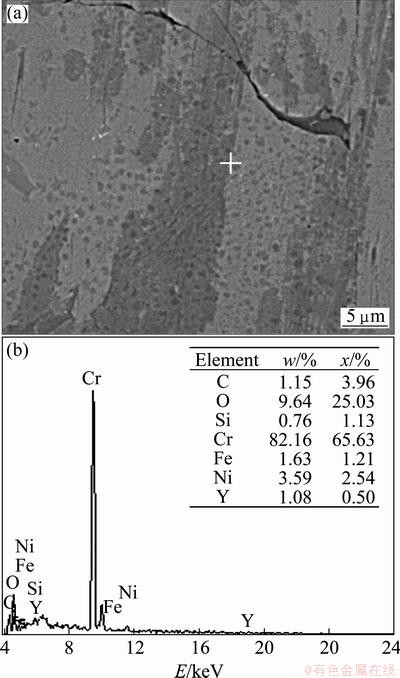
Fig. 10 SEM image showing worn surface morphology (a) and EDAX spectrum (b) of NiCrBSi-1.0Y2O3 composite coating
The wear mass loss of the NiCrBSi-1.0Y2O3 composite coating is lower than that of the NiCrBSi-0.5Y2O3 composite coating, because the former coating is more resistant to plastic deformation than the latter due to its higher microhardness than the latter. Some micro-cracks and fracture pits emerge on the worn surface of the composite coating (Fig. 10(a)). These micro-cracks can be attributed to the stress concentration in the combine region between the hard phases and the Ni-based alloy matrix as a result of high shear force on the hard phases during friction. This suggests that the main wear mechanisms of the NiCrBSi-1.0Y2O3 composite coating are mainly adhesive wear and micro-fracture wear.
Figure 11 shows the worn surface of the NiCrBSi-1.5Y2O3 composite coating and there are more micro-cracks on its worn surface than on the NiCrBSi-1.0Y2O3 composite coating, and some micro-cutting grooves are produced on the worn surface. Due to the increasing brittleness phases in the NiCrBSi-1.5Y2O3 composite coating, there are the micro-cracks and micro-fracture in the composite coating caused by the shear force increase. The micro-cutting grooves are plough by wear debris on the worn surface and lead to increase of wear mass loss. Main wear mechanisms of the NiCrBSi-1.5Y2O3 composite coating are micro-fracture wear and micro-cutting wear.
As the Y2O3 content increases to 2.0%, many micro-cracks and micro-cutting grooves emerge on the worn surface of the composite coating (Fig. 12). The increased porosity of the composite coating causes more defects in the coating. These defects develop to micro-cracks under cyclic load, and lead to fracture of the worn surface materials which act as wear debris. The wear debris induces three-body abrasive wear, so the micro-cutting grooves increase in Fig. 12. As a result, micro-fracture wear and micro-cutting wear of the NiCrBSi-2.0Y2O3 composite coating increase compared with the NiCrBSi-1.5Y2O3 composite coating.

Fig. 11 SEM image showing worn surface morphology of NiCrBSi-1.5Y2O3 composite coating
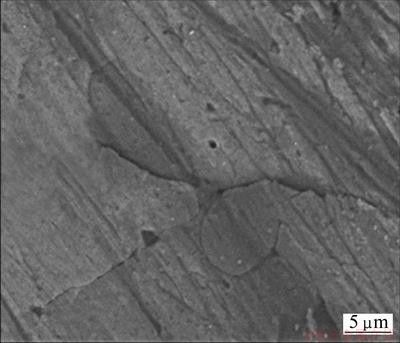
Fig. 12 SEM image showing worn surface morphology of NiCrBSi-2.0Y2O3 composite coating
It can be concluded that the NiCrBSi-0.5Y2O3 composite coating presents excellent tribological properties, whose friction coefficient is 0.175 which is 37% of that of the pure NiCrBSi coating. The wear mass loss of the composite coating is 1.2 mg, which is reduced by 43% compared with the pure NiCrBSi coating. The decreased friction coefficient of the composite coating can be attributed to the solid lubrication effect of the oxide film on the worn surface.
3.3 Effects of load on tribological properties of NiCrBSi-Y2O3 composite coatings
The effects of load on tribological properties of the NiCrBSi-0.5Y2O3 composite coating are researched in consideration of its excellent tribological properties. Figure 13 shows the friction coefficients and wear mass losses of the NiCrBSi-0.5Y2O3 composite coating as a function of load. Its friction coefficients take on a slight decrease trend as the load increases, which is in the range of 0.173 and 0.18. The wear mass losses of the composite coating increase with the increasing load.

Fig. 13 Friction coefficients and wear mass loss of NiCrBSi-0.5Y2O3 composite coating vs load
Under at the loads of 6-10 N, the composite coating suffers from slight wear and the wear mass losses are between 0.7 mg and 1.2 mg. As the load exceeds 10 N, the mass wear loss increases to 2.7 mg, indicating severe wear of the composite coating.
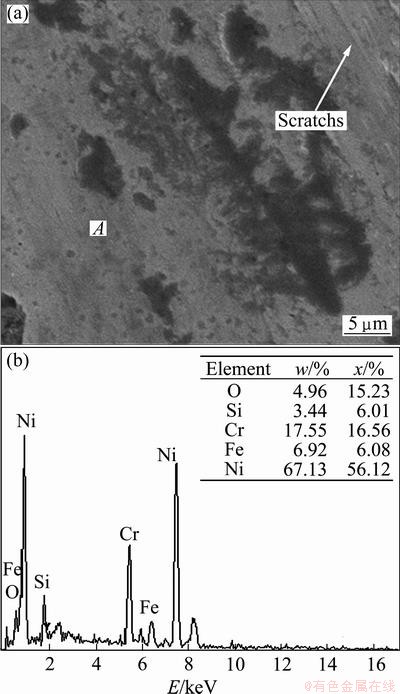
Fig. 14 SEM image showing worn surface morphology (a) and EDAX spectrum (b) of NiCrBSi-0.5Y2O3 composite coating under load of 6 N
The worn surface of the NiCrBSi-0.5Y2O3 composite coating under the load of 6 N is shown in Fig. 14 with its EDAX spectrum. It can be observed that some slight micro-cutting grooves develop on the worn surface accompanied with a little oxide (Fig. 14(a)). The plough action of the wear debris is slight at low load due to the small depth of indention of the wear debris. The worn surface is composed of 4.96O, 3.44Si, 17.55Cr, 6.92Fe and 67.13Ni (Fig. 14(b)). It can be found that element O is much less under load of 6 N than at the load of 10 N (9.17%), which indicates less oxide at low load than at high load. This is because the friction oxidation reaction caused by friction heat is reduced at a low load. The wear mechanisms of the NiCrBSi-Y2O3 composite coating at a low load are adhesive wear and slight micro-cutting wear.
Figure 15 shows the worn surface and EDAX spectrum of the NiCrBSi-0.5Y2O3 composite coating at high load of 12 N. The worn surface is covered by the oxide film with the chemical composition of 1.51C, 11.23O, 3.70Si, 16.94Cr, 6.89Fe and 59.73Ni. The worn surface is severely oxidized with O content of 11.23% due to the severe friction heat in the shear process as a result of high contact stress at high loads. In addition, many plough grooves can be found in Fig. 15(a), indicating severe micro-cutting wear of the composite coating at high loads. It shows that the main wear mechanisms of the NiCrBSi-0.5Y2O3 composite coatings at high loads are adhesive wear and severe micro-cutting wear.
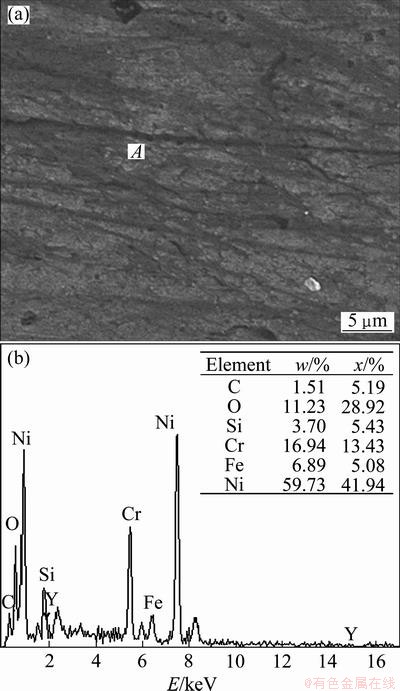
Fig. 15 SEM image showing worn surface morphology (a) and EDAX spectrum (b) of NiCrBSi-0.5Y2O3 composite coating under load of 12 N
4 Conclusions
1) The plasma sprayed NiCrBSi-Y2O3 composite coatings are mainly composed of ��-Ni, CrB, Cr7C3 and Y2O3. With addition of Y2O3, hard phases such as CrB, Cr7C3 emerge in the composite coating, the density of the composite coatings also increases. The porosity of the NiCrBSi-Y2O3 composite coatings is less than 1%, much less than that of the pure NiCrBSi coating. The microhardness of the NiCrBSi-0.5Y2O3 composite coatings is about 1.2 times that of the pure NiCrBSi coating.
2) The NiCrBSi-0.5Y2O3 composite coating presents excellent tribological properties, whose friction coefficient is 0.175, 37% of the pure NiCrBSi coating. The wear mass loss of the composite coating is 1.2 mg, which is reduced by 43% compared with the pure NiCrBSi coating. The decreased friction coefficient of the composite coating can be attributed to the solid lubrication effect of the oxide film on the worn surface. At the loads of 6-10 N, the composite coating suffers from slight wear and the wear mechanisms are mainly adhesive wear accompany with slight micro-cutting wear and micro-fracture wear. As the load increases to 12 N, the wear of the composite coating becomes severe and the wear mechanisms are adhesive wear and severe micro-cutting wear.
References
[1]  I, CADENAS M,
I, CADENAS M,  B A, FELGUEROSO D. Microstructural study of NiCrBSi coatings obtained by different processes [J]. Wear, 2007, 263(1-6): 619-624.
B A, FELGUEROSO D. Microstructural study of NiCrBSi coatings obtained by different processes [J]. Wear, 2007, 263(1-6): 619-624.
[2] LIU Sheng-lin, ZHENG Xue-ping, GENG Gang-qiang. Dry sliding wear behavior and corrosion resistance of NiCrBSi coating deposited by activated combustion-high velocity air fuel spray process [J]. Materials and Design, 2010, 31(2): 913-917.
[3] PAN Jiao-liang, WANG Yin-zhen, LI Fang-po, GAO Hai-jun. Effect of MoS2 coated with nickel on tribological properties of Ni-based coating [J]. Tribology, 2008, 28(3): 225-229. (in Chinese)
[4] CAI Bin, TAN Ye-fa, TU Yi-qiang, WANG Xiao-long, XU Ting. Effects of graphite content on microstructure and tribological properties of graphite/TiC/Ni-base alloy composite coatings [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(8): 1741-1749.
[5] WANG Xin-hong, ZHANG Min, ZOU Zeng-da, QU Shi-yao. Microstructure and properties of laser clad TiCp/Ni-based alloys composite coating [J]. Chinese Journal of Mechanical Engineering, 2003, 39(2): 37-41. (in Chinese)
[6] ZHANG Shi-hong, LI Ming-xi, YOON J H, CHU T Y. Characterization on the coatings of Ni-base alloy with nano- and micron-size Sm2O3 addition prepared by laser deposition [J]. Materials Chemistry and Physics, 2008, 112(2): 668-674.
[7] WANG Hong-yu, XU Xiao-jing, CHEN Kang-min, ZHANG Xue-feng, LIU Xi. Effect of La2O3 on microstructure and properties of Ni-based spray-welding coating on titanium alloys substrate [J]. Journal of the Chinese Rare Earth Society, 2005, 23(3): 339-344. (in Chinese)
[8] LI An-min, XU Bo-fan, PAN Ying-jun. Effects of La2O3 on microstructure and property of TiC/Ni-based composite coating [J]. Journal of Iron and Steel Research, 2003, 15(1): 57-61. (in Chinese)
[9] SHARMA S P, DWIVEDI D K, JAIN P K. Effect of La2O3 addition on the microstructure, hardness and abrasive wear behavior of flame sprayed Ni based coatings [J]. Wear, 2009, 267(2): 853-859.
[10] LI Jian-liang, XIONG Dang-sheng, HUANG Zhong-jia, KONG Jian, DAI Ji-hui. Effect of Ag and CeO2 on friction and wear properties of Ni-base composite at high temperature [J]. Wear, 2008, 267(1): 576-584.
[11] ZHANG Zhen-yu, WANG Zhi-ping, LIANG Bu-n��. Microstructure and dry-sliding wear behavior of thermal sprayed and fused Ni-based coatings with the addition of La2O3 [J]. Tribology Letters, 2010, 37(2): 141-148.
[12] HAN Bao-lei, LU Xin-chun. Tribological and anti-corrosion properties of Ni-W-CeO2 coatings against molten glass [J]. Surface & Coatings Technology, 2008, 202(14): 3251-3256.
[13] HUANG Jin-liang, TIAN Bao-hong, CHANG Lian-zhi. Effect of rare earth CeO2 on the microstructure and tribological properties of laser remelted NiCrBSi-WC alloy coating [J]. Hot Working Technology, 1999(4): 3-6. (in Chinese)
[14] DAI Da-huang, ZHOU Ke-song, YUAN Zhen-hai. Surface technology science of modern materials [M]. Beijing: Metallurgical Industry Press, 2004. (in Chinese)
[15] KANG Rui-quan, LIU Wen-jin, MA Ming-xing, ZHONG Min-lin, ZHANG Wei-ming, ZHANG Hong-jun. The Effect of rare earth oxides oil particles distribution in laser cladding particles reinforced Ni-base composite coatings [J]. Applied Laser, 2009, 29(5): 374-378. (in Chinese)
[16] YANG Qing-xiang, ZHAO Yan-hui, LI Yan-li, YAO Mei. Thermodynamics of modifying effect of rare earth oxide on inclusions in hardfacing metal of medium-high carbon steel [J]. Journal of Rare Metals, 2002, 20(4): 291-294.
[17] LIU Guang-hua. Rare earth materials and their application technology [M]. Beijing: Chemistry Industry Press, 2005. (in Chinese)
[18] PAN Xiao-lin, SUN Wen-ru, YANG Shlin, GUO Shou-ren, LI Zhan, YANG Hong-cai, HU Zhuang-qi. Solidification and segregation behavior of GH742y alloy [J]. The Chinese Journal of Nonferrous Metals, 2008, 18(12): 2158-2165. (in Chinese)
[19] ZHOU Yong-jun, ZHANG Guo-ying. Study on electronic theory of the interaction between rare earth elements and impurities at grain boundaries in Ni-base superalloy [J]. Rare Metal Materials and Engineering, 2007, 36(12): 2160-2162. (in Chinese)
[20] WU Jian-jun, CAO Xiao-ming, WEN Ming. Modern technology of metallic thermal spray [M]. Beijing: Chemistry Industry Press, 2007. (in Chinese)
[21] LIU Xiu-bo, YU Rong-li. Effects of La2O3 on microstructure and wear properties of laser clad ��/Cr7C3/TiC composite coatings on TiAl intermatallic alloy [J]. Materials Chemistry and Physics, 2007, 101 (2-3): 448-454.
NiCrBSi-Y2O3����Ϳ���Ħ��ѧ��Ϊ�����
�� ����̷ҵ����̷ ��������棬������
��ž�������ѧ Ұս����ѧԺ���Ͼ� 210007
ժ Ҫ�����õ�������Ϳ������45�ֱ����Ʊ���NiCrBSi-Y2O3����Ϳ�㣬�о���������֯��Ħ��ѧ���ܡ������������������ͿNiCrBSi-Y2O3����Ϳ����Ҫ�ɦ�-Ni��CrB��Cr7C3��Y2O3��������ɡ��ڸ���Ϳ��������������Y2O3������CrB��Cr7C3��Ӳ����ĺ���������߸���Ϳ������ܶȡ���Y2O3����(��������)Ϊ0.5%ʱ��NiCrBSi-Y2O3����Ϳ����������Ħ��ѧ���ܣ���Ħ������Ϊ0.175����Ϊ��NiCrBSiͿ���37%����ĥ������Ϊ1.2 mg���ȴ�NiCrBSiͿ��Ľ�����43%�����غ�Ϊ6~10 Nʱ��NiCrBSi-Y2O3����Ϳ�����ĥ����ĥ�������ҪΪճ��ĥ�𣬲������������������۶���ĥ�𣻵��غɴﵽ12 Nʱ������Ϳ���������ĥ����ĥ�����ת��Ϊճ��ĥ������ص�������ĥ��
�ؼ��ʣ���������Ϳ������Ϳ�㣻NiCrBSi��Y2O3��Ħ����ĥ��
(Edited by Hua YANG)
Corresponding author: Ye-fa TAN; Tel: +86-25-80821055; E-mail: tanyefa7651@163.com
DOI: 10.1016/S1003-6326(13)62689-8
Abstract: The NiCrBSi-Y2O3 composite coatings were prepared on the surface of 45 carbon steel by plasma spray, the microstructure and tribological properties of the coatings were investigated. The results show that the NiCrBSi-Y2O3 composite coatings are mainly composed of ��-Ni, CrB, Cr7C3 and Y2O3. With addition of Y2O3, hard phases such as CrB, Cr7C3 emerge in composite coating, and the density of the composite coatings also increases. The NiCrBSi-0.5Y2O3 composite coating presents excellent tribological properties. Its friction coefficient is 0.175, which is about 37% of that of the pure NiCrBSi coating. The mass wear loss is 1.2 mg, which is reduced by 43% compared with the pure NiCrBSi coating. When the loads are 6-10 N, the NiCrBSi-0.5Y2O3 composite coating suffers from slight wear and the wear mechanisms are mainly adhesive wear accompany with slight micro-cutting wear and micro-fracture wear. As the load increases to 12 N, the wear mechanisms are adhesive wear and severe micro-cutting wear.
