

Thermo-mechanical coupled analysis of hot ring rolling process
SUN Zhi-chao(��־��), YANG He(�� ��), OU Xin-zhe(ŷ����)
College of Materials Science and Engineering, State Key Laboratory of Solidification Processing,
Northwestern Polytechnical University, Xi��an 710072, China
Received 25 December 2007; accepted 26 May 2008
Abstract:
A 3D rigid-plastic and coupled thermo-mechanical FE model for hot ring rolling(HRR) was developed based on DEFORM 3D software, then coupled heat transferring, material flow and temperature distribution of the ring in HRR were simulated and the effects of process parameters on them were analyzed. The results show that the deformation nonuniformity of ring blank increases with the increase of the rotational speed of driver roll and friction factor or the decrease of the feed rate of idle roll and initial temperature of ring blank. The temperature nonuniformity of ring blank decreases with the increase of the feed rate of idle roll or the decrease of initial temperature of ring blank and friction factor. There is an optimum rotational speed of driver roll under which the temperature distribution of ring blank is the most uniform. The results obtained can provide a guide for forming parameters optimization and quality control.
Key words:
hot ring rolling; coupled thermo-mechanical FE model; temperature distribution; deformation nonuniformity; FEM;
1 Introduction
Hot ring rolling(HRR) is an advanced process typically used to manufacture parts with revolved geometry[1-2]. It possesses such characteristics as 3D deformation, high nonlinearity, continuously progressive forming, asymmetry and unsteady-state. Furthermore, there exits notable heat exchange between the ring and surroundings, meanwhile, plastic work as well as friction work converts to heat energy, which makes temperature of the ring change continuously and nonuniformly. Meanwhile, the change in temperature will remarkably affect deformation behavior, microstructure and mechanical properties of the ring formed. So it is important to open out the characteristics of material deforming and heat transferring for process and quality control.
Due to complexity of HRR process, by now, most of the research work has been focused on description, modeling and simulation of the process using finite element method[3-6], but lack of considering material deforming and heat transferring controlling. The material plastic deformation behavior and interactive influence of process parameters were discussed[7-8], but the object was cold ring rolling, and coupled thermo-mechanical was not concerned. Although some work has been done on side spread, pressure distribution and rolling force for HRR[9], interfacial behaviors between the strip and roll [10], geometrical distortions of rings during cooling after rolling[11], and texture of alloys in hot rolling[12], the work related to material deformation, heat transferring and coupled thermo-mechanical effect is insufficient, due to the importance of deformation and temperature distributions for forming quality. In this work, a validated 3D rigid-plastic and coupled thermo- mechanical FE model for HRR was established based on DEFORM 3D. Taking equivalent strain and temperature as objects, material flow and temperature distribution of the ring under different forming conditions were simulated and the effects of process parameters on them were analyzed. The results will provide a guide for forming parameters optimization and quality control.
2 FE model of HRR
According to the practical forming process, based on the CAD software Pro-E and DEFORM 3D, the FE model developed for HRR is shown in Fig.1[13].
The model is composed of driver roll, guide rolls, idle roll and ring. Compared with the ring, the variations of the deformation and temperature of the rolls are so small that the rolls are treated as rigid bodies. The rolls are defined with analytical rigid surfaces to benefit from more accurate geometric description, lower computational cost and less noisy contact. Because the ring is symmetric with respect to the rolling plane, only the upper half is modeled with symmetry constraint applied on the plane. The coupled thermal-mechanical tetrahedrally element with fore nodes is selected to discretize the ring uniformly.
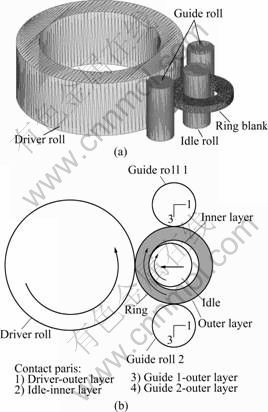
Fig.1 Thermo-mechanical FE model of HRR
Rigid-plastic finite element method is adopted to improve the computational accuracy. The remeshing technology is adopted to reduce element distortion and maintain a high-quality mesh throughout the simulation. Contact pairs are defined between the ring and driver roll, idle roll as well as guide rolls respectively to describe the dynamic contact. There exist friction and contact heat conduction at the interface of each contact pair. Constant shearing friction model is used to describe friction between the ring and rolls. The friction at the ring/guide rolls interfaces is ignored due to the small friction force. The reliability of FE model for HRR is verified reliable in our research[13].
3 Simulation conditions
The material of ring is AISI 5140 steel, and its physical properties are as follows[14]: heat conductor coefficient k=35.5 N?s-1?��-1, thermal capacity Q=6.107 3 N?mm-2?��-1. The material flow stress constitutive equation is determined by stress��strain curves presented in Ref.[15]. The material of rolls is 4Cr5MoWSiV, and its property is defined as in DEFORM materials mode.
Initial process parameters for modeling: radii of driver roll, idle roll, guide rolls are 275, 45 and 45 mm, respectively[1]. Initial parameters of ring: outer radius, thickness and height are107.5, 47.5 and 52 mm.
Contact and heat boundary conditions: contact heat conductor coefficient 11 N?S-1��mm-1����-1, heat exchange coefficient 0.02 N?S-1��mm-1����-1, and heat radicalization coefficient 0.8 N?S-1��mm-1����-1[16]. Initial temperature of rolls is 80 ��, and the surroundings temperature is 20 ��.
In this work, four parameters are considered: driver roll rotational speed n1, initial temperature of ring t, feed rate of idle roll v and friction factor m. The calculation conditions for simulation are divided into four groups as follows:
Case 1: n1��{37, 47, 57, 67, 84} (r/min), v=4.0 mm/s, t=1 050 ��, m=0.7;
Case 2: v��{2.0, 3.0, 3.6, 4.0} (mm/s), n1=47 r/min, t=1 050 ��, m=0.7;
Case 3: T={950, 1 000, 1 020, 1 050, 1 060} (��), n1=47 r/min, v=3.6 mm/s, m=0.7;
Case 4: m��{0.5, 0.6, 0.7, 0.8, 0.9, 0.95}, n1=47 r/min, v=3.6 mm/s, t=1 050 ��.
4 Results and discussion
Based on the FE model established, the HRR process was thoroughly simulated and analyzed, then the material flow and temperature distribution of the ring under different forming conditions and the effects of process parameters on them were investigated.
Here, the standard deviation (Ds) is adopted to describe the nonuniformity of deformation and temperature distributions, defined as
where Xa is the average of variable X, ![]()
N is magnitude of variable. The larger the value of Ds, the more nonuniform the variable.
4.1 Effect of driver roll rotational speed
Under simulation Case 1, effects of driver roll rotational speed n1 on the process and distributions of field-variables in HRR were discussed.
The results show that with the driver roll rotational speed n1 increasing, the maximum equivalent strain increases, the deformation degree in outer and inner layers of ring augments (Fig.2), the nonuniformity of ring deformation Ds increases, and the deformation of ring becomes more nonuniform. While for further increasing of n1, nonuniformity of ring deformation changes a little, as shown in Fig.3. Because with n1 increasing, feed amount per revolution decreases, the plastic deformation just concentrates in outer and inner layers of ring and is hard to extend into mid-layer. On the other hand, with n1 increasing, rotational speed of ring increases too, thus the contacting time of undeforming zone and environment is shortened and ring temperature is enhanced. So the ring has the better plasticity, and the deformation tends to be uniform. These synthetical effects result in deformation characteristic above.

Fig.2 Effects of driver roll rotational speed n1 on equivalent strain field: (a) n1=37 r/min ; (b) n1=57 r/min ; (c) n1=84 r/min

Fig.3 Effects of n1 on nonuniformity of deformation
With n1 increasing, the zone with high temperature decreases, and is located in outer and inner layers of ring; zone with low temperature also reduces and its distribution transfers from inner layer of ring to edges and corners. Meanwhile, the maximum and minimum values of temperature are enhanced, i.e. the ring temperature increases in whole (Fig.4). The nonuniformity of ring temperature decreases, temperature distribution becomes more uniform, while for further increase of n1, temperature distribution tends to be nonuniform (Fig.5).

Fig.4 Effects of n1 on nonuniformity of ring temperature

Fig.5 Effects of driver roll rotational speed n1 on ring temperature field: (a) n1=37 r/min; (b) n1=57 r/min; (c) n1=84 r/min
When n1 is small, contacting time of ring and rolls increases, there is more heat loss, and temperature of ring surface descends rapidly. On the other hand, with small n1, feed amount per revolution increases and the deformation in inner layer of ring is enlarged, leading to temperature enhancing. While with n1 increasing, these two aspects develop on their own ways. This makes temperature distribution uniform firstly and then nonuniform. There is a proper driver roll rotational speed n1, under which uniformity of ring temperature distribution is the best.
4.2 Effect of feed rate of idle roll
Under simulation Case 2, effects of feed rate of idle roll  on the process and distributions of field-variables in HRR were discussed.
on the process and distributions of field-variables in HRR were discussed.
With the feed rate of idle roll v increasing, the equivalent strain in outer and inner layers of ring decreases (Fig.6), and the nonuniformity of ring deforma- tion Ds decreases, i.e. deformation of ring becomes more uniform, as shown in Fig.7. This is because the larger the feed rate of idle roll, the more heat generated and the better the ring material penetrating state. It is easier for material to flow, and the plastic deforming zone in outer and inner layer of ring extends to middle layer, so the deformation becomes more uniform.

Fig.6 Effects of feed rate of idle roll v on strain field: (a) v=2.0 mm/s; (b) v=3.0 mm/s; (c) v=4.0 mm/s
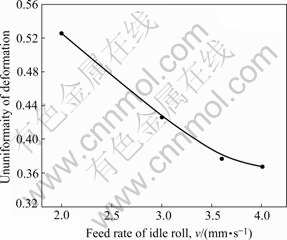
Fig.7 Effects of v on nonuniformity of ring deformation
The temperature distribution of ring has the similar characteristic as deformation at different feed rates of idle roll. Zone with high temperature is near the outer layer of ring with large deformation, while the temperature of ring edges is low (Fig.8). With the feed rate of idle roll increasing, both the maximum and minimum values of ring temperature increase, and the nonuniformity of ring temperature Ds decreases, i.e. the temperature distribution of ring becomes more uniform (Fig.9). This is because the larger the feed rate of idle roll v, the more the heat generated, the shorter the rolling time and the less the heat loss, resulting in ring temperature enhancing. So the deformation and its thermal effect are uniform, and the ring temperature distribution is more uniform.

Fig.8 Effects of feed rate of idle roll v on temperature field: (a) v=2.0 mm/s; (b) v=3.0 mm/s; (c) v=4.0 mm/s

Fig.9 Effects of v on nonuniformity of temperature
4.3 Effect of initial temperature of ring
Under simulation Case 3, effects of initial ring temperature t on the process and distributions of field- variables in HRR were discussed.
Under different initial ring temperatures, the maximum and minimum equivalent strains appear on the outer-plane and mid-plane of ring, respectively. With the initial ring temperature increasing, the maximum equivalent strain decreases while the minimum one increases (Fig.10). Fig.11 shows that with temperature increasing, the nonuniformity of deformation Ds decreases, which means the larger the initial ring temperature, the more uniform the ring deformation. When temperature increases, material plasticity becomes better, and more metals are involved in plastic deformation. The deformation zone is easy to penetrate towards the thickness of ring.

Fig.10 Effects of initial temperature of ring on equivalent strain field: (a) t=950 ��; (b) t=1 000 ��; (c) t=1 050 ��

Fig.11 Effects of initial temperature on nonuniformity of ring plastic deformation
It can be found that with temperature increasing, the zone with high temperature of ring is enlarged, that with low temperature is reduced, and the nonuniformity of ring temperature Ds increases, i.e the temperature distribution becomes more nonuniform, as shown in Figs.12 and 13. The higher the ring initial temperature, the larger the difference in temperature among ring, rolls and surroundings, and the more the heat loss, so the temperature falls more rapidly in surface layer of ring. On the other hand, with temperature enhancing, material plasticity is improved, and thermal effect result of deformation is reinforced, thus temperature in inner layer of ring is enhanced. The temperature distribution of ring tends to become ununifrom.
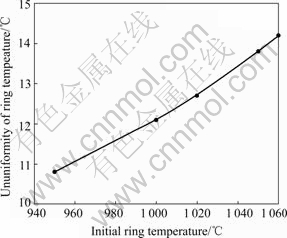
Fig.12 Effects of initial temperature on nonuniformity of ring temperature

Fig.13 Effects of initial temperature of ring on ring temperature field: (a) t=950 ��; (b) t=1 000 ��; (c) t=1 050 ��
4.4 Effect of friction factor
Under simulation Case 4, effects of friction factor m on the process and distributions of field-variables in HRR were discussed.
With friction of contact surface increasing, the maximum and minimum values of equivalent strain are enhanced (Fig.14). The nonuniformity of ring deformation Ds augments with the increase of friction factor (Fig.15). Large friction prevents metal in outer and inner layers from flowing along axial, while deformation in tangent largens. At the same time, large friction results in more heat in outer and inner layers of ring, and metal here is easier to flow. These two effects result in more nonuniform distribution of deformation.

Fig.14 Effects of friction factor m on equivalent strain field: (a) m=0.5; (b) m=0.7; (c) m=0.9
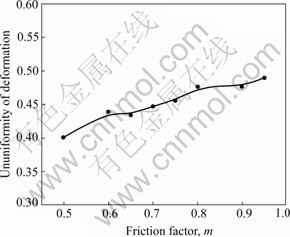
Fig.15 Effects of m on nonuniformity of deformation
Friction has little effect on distribution of ring temperature as shown in Fig.16. Under different friction conditions, high temperature region is in outer layer of ring with large deformation, while on edges and in corners the temperature is low. With friction factor increasing, nonuniformity of ring temperature augments tardily at first, and then rapidly (Fig.17). Friction makes temperature of ring surface enhance. When friction is relatively small, this effect is not evident; while friction is large enough, its effect on temperature is very strong.

Fig.16 Effects of friction factor on ring temperature field: (a) m=0.5; (b) m=0.7; (c) m=0.9
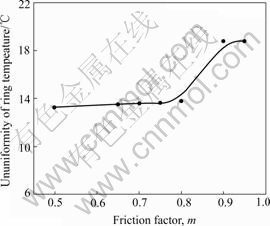
Fig.17 Effects of m on nonuniformity of ring temperature
5 Conclusions
1) A validated 3D-FE model under coupled thermo- mechanical effects of hot ring rolling process has been developed based on the rigid-viscoplastic FEM, and some key technologies have been solved.
2) Through comprehensive simulations and analysis of coupled heat transferring, deformation of hot ring rolling process and the laws of variable distribution have been disclosed for deformed mesh, equivalent strain filed and temperature filed.
3) The influence of main process parameters on deformation filed, temperature filed and their nonuniformity has been opened out in hot ring rolling process, including rotational speed of driver roll, feed rate of idle roll, initial temperature of ring and friction.
References
[1] HUA Lin, HUANG Xing-gao, ZHU Chun-dong. Theory and technology of ring rolling [M]. Beijing: Mechanical Industry Press, 2001: 10-20. (in Chinese)
[2] ALLWOOD J M, KOPP R, MICHELS D, MUSIC O, OZTOP M, STANISTREET T F, TEKAYA A E, TIDEMMA I. The technical and commercial potential of an incremental ring rolling process [J]. Cirp Annals��Manufacturing Technology, 2005, 54(1): 233-236.
[3] SONG J L, DOWSON A L, JACOBS M H,BROOKS J, BEDEN I. Coupled thermo-mechanical finite-element modeling of hot ring rolling process [J]. Journal of Materials Processing Technology, 2002, 121: 332-340.
[4] DAVEY K, WARD M J. A practical method for finite element ring rolling simulation using the ALE flow formulation [J]. International Journal of Mechanical Sciences, 2002, 44: 165-190.
[5] XIE ?Chun-lei, DONG Xiang-huai, LI Shang-jian, HUANG Shu-huai. ?Rigid-viscoplastic dynamic explicit FEA of the ring rolling process [J]. International Journal of Machine Tools & Manufacture, 2000, 40: 81-93.
[6] WANG Min, YANG He, SUN Zhi-chao, GUO Liang-gang. Dynamic explicit FE modeling of hot ring rolling process [J]. Trans Nonferrous Met Soc China,2006, 16(6): 1274-1280.
[7] GUO Liang-gang, YANG He, ZHAN Mei. Research on plastic deformation behavior in cold ring rolling by FEM numerical simulation [J]. Modeling and Simulation in Material Science and Engineering, 2005, 13: 1029-1046.
[8] LI Lan-yun, YANG He, GUO Liang-gang, SUN Zhi-chao. Research on interactive influences of parameters on T-shaped cold ring rolling by 3d-FE numerical simulation [J]. Journal of Mechanical Science and Technology, 2007, 21(10): 1541-1547.
[9] YEA Y S, KO Y S, KIM N K, LEE J C. Prediction of spread, pressure distribution and roll force in ring rolling process using rigid-plastic finite element method [J]. Journal of Materials Processing Technology, 2003, 140: 478-486.
[10] SUN C G. Investigation of interfacial behaviors between the strip and roll in hot strip rolling by finite element method [J]. Tribology International, 2005, 38(4): 413-422.
[11] CASOTTO S, PASCON F, HABRAKEN A M, BRUSCHI H. Thermo-mechanical-metallurgical model to predict geometrical distortions of rings during cooling phase after ring rolling operations [J]. International Journal of Machine Tools and Manufacturing, 2005, 45(6): 657-664.
[12] SCHWARZER R A. Texture in hot extruded, hot rolled and laser welded magnesium base alloys [J]. Solid State Phenomena, 2005, 105: 23-28.
[13] OU Xin-zhe. Coupled thermo-mechanical 3D-FE analyses of macro-micro-deformation in hot ring rolling process [D]. Xi��an: Northwestern Polytechnical University, 2007: 20-40. (in Chinese)
[14] ZHANG J R, ZHAO T Y. Materials hot physical property manual in common use of engineering [M]. Beijing: Newtimes Press, 1987: 253-260. (in Chinese)
[15] WANG Min-ting, LI Xue-tong, DU Feng-shan, ZHENG Yang-zeng. Hot deformation of austenite and prediction of microstructure evolution of cross-wedge rolling [J]. Materials Science and Engineering, 2004, 379A: 133-140.
[16] WANG Min-ting, LI Xue-tong, DU Feng-shan, ZHENG Yang-zeng. A coupled thermal-mechanical and microstructural simulation of the cross wedge rolling process and experimental verification [J]. Materials Science and Engineering, 2005, 391A: 305-312.
Foundation item: Project(2006AA04Z135) supported by the National Hi-tech Research and Development Program of China; Project(50735005) supported by the National Natural Science Foundation of China; Project supported by Northwestern Polytechnical University Foundation for Fundamental Research, China
Corresponding author: SUN Zhi-chao; Tel: +86-29-88460212-802; E-mail: zcsun@nwpu.edu.cn
Abstract: A 3D rigid-plastic and coupled thermo-mechanical FE model for hot ring rolling(HRR) was developed based on DEFORM 3D software, then coupled heat transferring, material flow and temperature distribution of the ring in HRR were simulated and the effects of process parameters on them were analyzed. The results show that the deformation nonuniformity of ring blank increases with the increase of the rotational speed of driver roll and friction factor or the decrease of the feed rate of idle roll and initial temperature of ring blank. The temperature nonuniformity of ring blank decreases with the increase of the feed rate of idle roll or the decrease of initial temperature of ring blank and friction factor. There is an optimum rotational speed of driver roll under which the temperature distribution of ring blank is the most uniform. The results obtained can provide a guide for forming parameters optimization and quality control.
The technical and commercial potential of an incremental ring rolling process [J]. Cirp Annals��Manufacturing Technology, 2005, 54(1): 233-236." target="blank">[2] ALLWOOD J M, KOPP R, MICHELS D, MUSIC O, OZTOP M, STANISTREET T F, TEKAYA A E, TIDEMMA I. The technical and commercial potential of an incremental ring rolling process [J]. Cirp Annals��Manufacturing Technology, 2005, 54(1): 233-236.
Research on interactive influences of parameters on T-shaped cold ring rolling by 3d-FE numerical simulation [J]. Journal of Mechanical Science and Technology, 2007, 21(10): 1541-1547." target="blank">[8] LI Lan-yun, YANG He, GUO Liang-gang, SUN Zhi-chao. Research on interactive influences of parameters on T-shaped cold ring rolling by 3d-FE numerical simulation [J]. Journal of Mechanical Science and Technology, 2007, 21(10): 1541-1547.
Investigation of interfacial behaviors between the strip and roll in hot strip rolling by finite element method [J]. Tribology International, 2005, 38(4): 413-422." target="blank">[10] SUN C G. Investigation of interfacial behaviors between the strip and roll in hot strip rolling by finite element method [J]. Tribology International, 2005, 38(4): 413-422.
