

Structure and sliding wear behavior of 321 stainless steel/Al composite coating deposited by high velocity arc spraying technique
CHEN Yong-xiong(������), XU Bin-shi(���ʿ), LIU Yan(�� ��), LIANG Xiu-bing(�����), XU Yi(�� һ)
National Key Laboratory for Remanufacturing, Academy of Armored Forces Engineering, Beijing 100072, China
Received 31 August 2007; accepted 5 December 2007
Abstract:
A typical 321 stainless steel/aluminum composite coating (321/Al coating) was prepared by high velocity arc spraying technique (HVAS) with 321 stainless steel wire as the anode and aluminum wire as the cathode. The traditional 321 stainless steel coating was also prepared for comparison. Tribological properties of the coatings were evaluated with the ring-block wear tester under different conditions. The structure and worn surface of the coatings were analyzed by scanning electron microscopy(SEM), X-ray diffractometry(XRD) and energy dispersion spectroscopy(EDS). The results show that, except for aluminum phase addition in the 321/Al coating, no other phases are created compared with the 321 coating. However, due to the addition of aluminum, the 321/Al coating forms a type of ��ductile/hard phases inter-deposited�� structure and performs quite different tribological behavior. Under the dry sliding condition, the anti-wear property of 321/Al coating is about 42% lower than that of 321 coating. But under the oil lubricated conditions with or without 32 h oil-dipping pretreatment, the anti-wear property of 321/Al coating is about 9% and 5% higher than that of 321 coating, respectively. The anti-wear mechanism of the composite coating is mainly relevant to the decrease of oxide impurities and the strengthening action resulted from the ��ductile/hard phases inter-deposited�� coating structure.
Key words:
high velocity arc spray(HVAS); composite coating; austenitic stainless steel; sliding wear;
1 Introduction
Electrical arc spraying is traditionally used as a cost-effective method for providing corrosion resistance to large steel structures or wear resistance to smaller metal components. Among these applications, the 321 austenitic stainless steel, as a type of spraying material with high chemical stability and wear resistance in several mediums, is widely used in industry[1-2]. The material to be deposited is introduced in the arc in the form of two wires serving as consumable arc electrodes. But numerous studies showed that this material coating is very easy to form map cracks and hard to machine such as lathe turning operation, because the 321 stainless steel wires are severely oxidized during the spraying process. The electric arc (about 5 000 ��) melts the wires and the high-pressure air stream propels the melted particles towards the substrate, and residual stresses originate from the large temperature differences during the subsequent process that involves particles flattening, cooling down, solidifying and forming a solid layer[3]. The processing conditions, such as spraying voltage, current, air-jet pressure, and spraying distance, significantly affect the microstructure and properties of the coating[4]. But it is too restricted to avoid cracks merely by optimizing the spraying processes.
Recent development of wire arc spraying is to prepare intermetallic compound coatings, alloy coatings and composite coatings with perfect physical or mechanical properties. These coatings were deposited by mainly using cored wires or pre-alloyed wires. An alternative method for preparation of alloyed or composite coatings is to spray two different metal wires. Because of the difficulties for electrode control of different wires, the preparation method using two different metal wires is a rather challenging topic. However, this preparation method will provide a wide variety of combination of compounds consisting of the corresponding two wires. These types of composite or ��pseudo�� alloy coatings using the wire combinations as titanium and aluminum wires[5-7], carbon steel and copper wires[8-9], zinc and aluminum wires[10] were ever prepared and studied. These successful cases present the possibility of preparation of a new type of 321/Al composite coating by wire arc spraying with 321 stainless steel and aluminum wires. The purpose of this work is to prepare the 321/Al composite coating, and correlate the structure and sliding wear behavior of this coating as compared with the single 321 stainless steel coating.
2 Experimental
The experimental set-up is shown in Fig.1. The CMD-AS 1620 arc spraying system used consists of a power supply with a control unit and a HAS-2 high velocity arc spraying gun. 321 stainless steel wire (chemical compositions listed in Table 1) and aluminum wire (99.8% purity) with 2 mm in diameter were selected as the spraying feedstocks. It has been experimentally confirmed that the higher melting point material as the anode and lower melting point material as the cathode can improve the arc stability owing to the relatively balanced melting rates at the two electrode tips[6]. So the wire combination preparing the 321/Al composite coating was fixed with 321 stainless steel wire as the anode and aluminum wire as the cathode. The dual 321 stainless steel wires configuration was used to prepare the 321 coating. The processing parameters for the two types of coatings were carried out as follows: spray voltage 32 V, current 180 A, air-jet pressure 0.6 MPa and spray distance 200 mm. In order to avoid cracks of HVAS 321 coating, the intermittent spraying method was used, in which a pause of 15 s is required within every 30 s spraying time during the coating preparation.
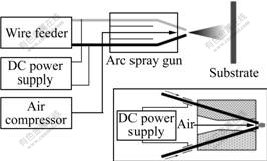
Fig.1 Schematic diagram of experimental set-up
Table 1 Chemical composition of 321 wire(mass fraction, %)
![]()
Sliding wear tests of both coatings were performed by using the MM by-200 block-on-ring configuration wear tester. The dimension of 0.45% carbon steel bulk specimens deposited by coatings is 30 mm��30 mm��10 mm. Sprayed coatings were ground to 0.5 mm in thickness and the surface roughness was about Ra=3.2. In addition, some 0.45% carbon steel bulk samples without coating were tested as reference. The counterbody was a Ti(C, N) ring with HRA 94.5, 40 mm in diameter and 10 mm in width. All the samples were cleaned by using acetone prior to wear test. Experiments were carried out under three different contact conditions: dry sliding, oil lubricated sliding and oil lubricated sliding together with the pretreatment of dipping the coated specimens in oil for 32 h. In dry sliding case, sliding velocity of 200 r/min, load of 50 N and sliding distance of 100 m were used. In oil lubricated sliding, 15W/40CD lubricant oil was used, sliding speed was 200 r/min, and load was fixed at 150 N to a constant sliding distance of 3 000 m. In the last case, all the specimens were dipped in pool filled with 15W/40CD lubricant oil for 32 h prior to wear test; 15W/40CD oil was also used as lubricant while running; and other experimental parameters were the same with those in the second case. Friction coefficient was computer-monitored. The wear width was measured and translated into wear volume by using the following formula:
![]() (1)
(1)
where ��V is wear volume, R is ring radius, d is wear width and L is bulk sample width.
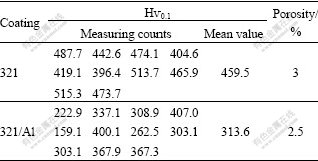
Characterizations of structure and worn surfaces of the coatings were examined with QUANT 200 scanning electron microscope(SEM) coupled with energy dispersion spectroscope(EDS). The chemical composition of the coating is the average value of three different areas on cross-section detected by EDS. In order to determine the phases, XRD analysis was carried out by using X-ray diffractometer with Cu K�� radiation operated at 40 kV and 20 mA. One type of image processing software and optic photographs were employed to measure porosity. Microhardness measurements were performed with a ����MT-3 microhardness tester at a load of 0.98 N and duration of 15 s.
3 Results
3.1 Structure
Fig.2 shows the SEM photograph of HVAS 321 coating with typical lamellar steel splats(a), oxides(b), micro-cracks(c) and pores(d). The formation of micro-cracks confirms that the atomized particles of the 321 stainless steel have encountered serious metamorphosis and distortion during the deposition, which leads to residual stresses and other defects in the coating. Although the interval spraying process avoids macro-cracks extending to the coating surface, the inner micro-cracks weaken the general properties of the coating. Similar to the HVAS 321 coating, the HVAS 321/Al coating (Fig.3) is composed of splats, oxide phases and a few micro-pores. However, there are some differences between them. The EDS analysis of the different constituents shown in Fig.3 reveals that the light region is stainless steel alloy(a), the black region comprises aluminum(b), and the grey region mainly consists of iron, chrome and oxygen(c). Fig.4 shows the XRD spectra of two coatings. It is shown that ��(Fe, Ni), ��-Fe, FeO��Cr2O3 and CrO phases present in the HVAS 321 coating. Except for the above phases observed in the HVAS 321/Al coating, aluminum phase was detected additionally, but no peaks were found corresponding to alloy phases between aluminum and elements of 321 stainless steel. It is also interesting that aluminum oxide phase was not found in the XRD spectra, which may be relevant to little mass fraction of aluminum oxide in the HVAS 321/Al coating[11]. By combining the results of SEM, EDS and XRD, it is clear that the materials of anode and cathode wire feedstocks for the HVAS 321/Al coating are mixed merely by mechanical action during atomizing, thus forming a type of ��composite�� coating inter-deposited with hard steel splats and ductile aluminum splats. Another difference is that the splats of the HVAS 321/Al coating are thicker than those of the HVAS 321 coating, and the oxygen content decreases by about 34%. Additionally, as shown in Fig.3, some small stainless steel particles are clad in aluminum splats in the HVAS 321/Al coating(d), which will be helpful to enhancing the cohesive bonding strength between these different materials.
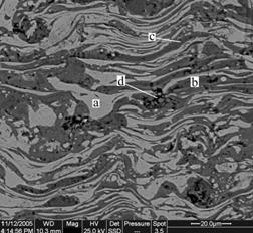
Fig.2 Cross-sectional morphology of HVAS 321 coating
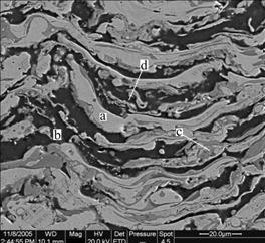
Fig.3 Cross-sectional morphology of HVAS 321/Al coating
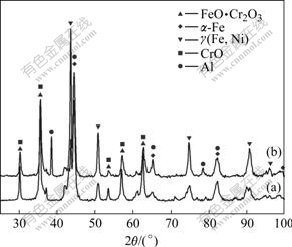
Fig.4 XRD spectra of HVAS 321 (a) and 321/Al coating (b)
The mechanical properties of both coatings are presented in Table 2. The adhesion strength and porosity of HVAS 321 and 321/Al coatings are pretty large in the same scale, while the mean hardness of HVAS 321/Al coating is lower than that of stainless steel coating. The measuring counts of the stainless steel coating fluctuate between Hv396.4 and Hv515.3; for HVAS 321/Al coating it fluctuates between Hv159.1 and Hv407.0, more sharply than the former. The wavy hardness distribution confirms the structural inhomogeneity of the coatings.
Table 2 Mechanical properties of coatings
3.2 Sliding wear behavior
3.2.1 Dry sliding
Table 3 and Fig.5 present the wear volume loss and coefficient of friction(COF) data obtained for the two coatings and the carbon steel substrate under the dry sliding conditions. With 50 N load, the highest wear volume is determined for the HVAS 321/Al coating, followed by the carbon steel and HVAS 321 coating. For each coating studied, the COF increases sharply at the beginning of wear test, subsequently it varies within a relatively small range, later becomes stable and keeps at a high level. But the COF of the carbon steel tested shows a somewhat different trend. The wear volume test reveals that the wear loss of HVAS 321/Al coating is approximately 42% higher than that of the HVAS 321 coating.
Table 3 Wear volume loss of coatings and substrate under different conditions (mm3)
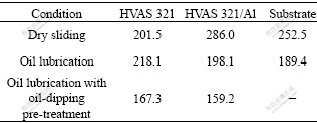
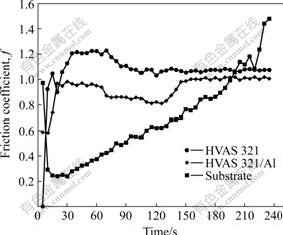
Fig.5 Friction coefficient of coatings and substrate in dry sliding
The worn surface of both coatings is observed by SEM. As shown in Fig.6, the wear process of the HVAS 321 coating mainly involves the brittle splat delamination. Higher resolution image of one worn domain in the top right corner of Fig.6(a) shows that some cracks distribute around the scaling pits, and a few slight plows exist on the coating surface. While for the HVAS 321/Al coating (Fig.6(b)), plastic deformation, plowing and splat delamination predominate the wear process. Moreover, in spite of the furrows, a large amount of scaling pits that are larger and deeper than those of the HVAS 321 coating spread all over the surface of the coating. EDS results reveal that the scaling pits mainly consist of aluminum, which implies that the transferred debris are composed of 321 stainless steel splats in a large scale.
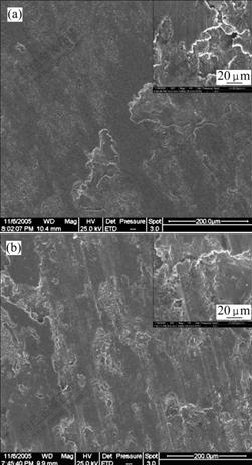
Fig.6 SEM morphologies of worn surface of HVAS 321 coating (a) and 321/Al coating (b) under dry sliding
3.2.2 Oil-lubricated sliding
The wear volume loss and COF data obtained for the two coatings and the carbon steel substrate tested under the oil-lubricated conditions together with or without 32 h oil-dipping pretreatment are shown in Table 3 and Fig.7. Three materials present an opposite rank of wear volume loss under the lubricated conditions as compared with that in dry sliding. The wear resistance of the HVAS 321/Al coating is 9% higher than that of the HVAS 321 coating in oil-lubricated sliding and 5% higher in oil lubricated sliding together with the oil-dipping pretreatment. Furthermore, for each coating studied, the wear resistance under the oil-lubricated conditions together with oil-dipping pretreatment is a little higher than that of the same coating without any oil-dipping pretreatments. Under the oil-lubricated conditions, the COF of both coatings, as shown in Fig.7, becomes very stable after the running-in period. The highest COF, just similar to that in dry sliding, is obtained for the HVAS 321/Al coating and followed by the HVAS 321 coating under two oil-lubrication conditions. For each coating, the COF decreases when oil-dipping pretreatment is performed, which is well consistent with the measurement of wear volume loss.
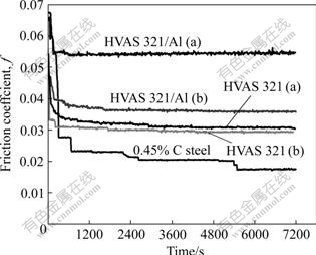
Fig.7 Friction coefficient of coatings and substrate under oil-lubrication(a) and oil-lubrication together with oil-dipping pretreatment for 32 h(b)
The comparing tests manifest that the oil-dipping pretreatment could make oil fill in the micro-pores and infiltrate through the surface of coatings, and make it possible to rebuild the lubricating film between the friction interfaces during the sliding period. In other words, just because of the oil storing in the pores, the coating has the ability of forming more continuous and stable lubricating films, and much lubricant retained between the sliding surfaces, then well mitigating the wear process. In addition, the HVAS 321/Al coating has a relatively low mean hardness and high friction coefficient under the above sliding conditions, but presents lower wear volume loss, which implies that the wear performance of the coating is deeply related with the characteristics of structure and inherent material properties. The addition of aluminum in the HVAS 321/Al coating alters the structure and composition of the coating, thus results in a varied wear properties and wear resistant mechanism.
The worn surface of both coatings under the oil-lubricated conditions observed by SEM is shown in Fig.8. All photographs reveal that few furrows or scratches exist on the surface of the coatings, and the splat delamination mainly predominates the wear process. But the characteristics of delamination for the two coatings differ significantly. The scaling pits of HVAS 321 coating are smaller and shallower in scale but more in amount than those of the HVAS 321/Al coating. The worn surface of both coatings under the oil-lubricated condition together with oil-dipping pretreatment presents a similar feature with that under the single lubricated sliding condition.
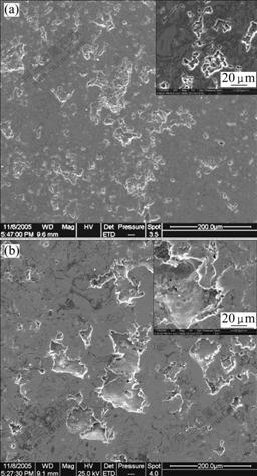
Fig.8 SEM morphologies of worn surface of HVAS 321(a) and 321/Al coating(b) under oil-lubricated condition
4 Discussion
It is difficult to estimate the friction and wear behavior of thermal sprayed coatings by adopting the principles of wear response for traditional engineering materials, replacing the characteristics of bulk materials by ��equivalents�� for thermal sprayed coatings. Most material properties influencing the wear response such as elastic modulus, yield strength, hardness or fracture toughness that are defined quite well for bulk materials do not have simple equivalents for the arc sprayed coatings studied in this work[12-14]. As described earlier, not only the general properties of phase composition, oxide content, microhardness, amounts of cracks and pores between HVAS 321 stainless steel coating and HVAS 321/Al composite coating are significantly dissimilar, but also the laminar structural features vary with different locations, which causes the different responses in wear behavior.
4.1 Analysis of HVAS 321 coating
The 321 stainless steel materials are instantaneously melted and flashily solidified to form coating during the process of arc spraying, simultaneously suffer serious oxidizing and generate brittle oxide layers in the coating. The presence of oxide increases the hardness of the coating, which may be beneficial to improving the wear resistance. But the oxide layers mainly originate in the inter-splat boundaries, thus it detrimentally decreases the cohesive strength between splats[15-16]. Moreover, the micro-cracks often initiate from inside of the oxide layers with the action of concentrated stresses.
Under the dry sliding conditions, the contact stresses on the sliding surface of the HVAS 321 coating are as high as the cohesive strength of inter-splats. The strong shearing stress induced by the reciprocating motion leads to micro-cracks in the areas of oxide impurities or micro-pores. With the increase of sliding distance, the initiated micro-cracks, together with inherent micro-cracks, grow up and extend along the boundaries of the splats. When the stress intensity factor of crack tips is close to the fracture toughness of the coating, the cracks should become crippling and shear toward the coating surface. Then the whole splats should break off from the coating, which results in some scaling pits formed on the surface of the HVAS 321 coating. With the processing of sliding friction test, the splats scaled from the coating keep increasing. Additionally, the scaling pits roughs the surface of coating and leads to local asperities that will accelerate the wear rate.
The HVAS 321 coating also reveals the characteristic of splat delamination under the oil lubricated conditions, but there are some differences as compared with that under the dry sliding condition. The contact stress is equivalent to a fraction of the yield strength of the coating structure in lubricated sliding. Furthermore, the additional shear stress is very low due to the lubricant reducing the friction. Although there are many micro-cracks inherent and stresses concentrated on the inter-splat boundaries, it is more difficult to joint micro-cracks to form macro-cracks in large scale than that in dry sliding, which well explains that the scaling pits of HVAS 321 coating under the lubricated conditions are smaller than those under the dry sliding condition. The oil-dipping pretreatment can be helpful to retaining the lubricant in the coating and supply it to the sliding surfaces, thus reduces the coefficient of friction.
4.2 Analysis of HVAS 321-Al coating
As described above, a typical structure with aluminum splats and stainless steel splats inter-deposited in the HVAS 321/Al coating is formed. Aluminum splats and stainless steel splats have many differences in properties, including hardness, yield strength, elastic modulus and oxidation susceptibility[17-18]. Once adding a certain content of ductile aluminum particles into the 321 stainless steel coating by the electric arc spraying technique, the quenching stress and thermal stress initiated from the stainless steel particles during the deposition process should be partly released or attenuated. Moreover, as detected by XRD, the oxide in the composite coating is mainly comprised of FeO��Cr2O3 and CrO phases, and the aluminum oxide is so little that can be disregarded. When aluminum wire is used in spraying the 321/Al coating, the mass fraction of the 321 stainless steel particles and oxide will be less than that of the 321 coating. In addition, differences initiated from the spraying method of using two different wires and that of using the dual stainless steel wires may affect the electrode melting and atomizing[6], thus the oxidizing behavior of the HVAS 321/Al coating changes. As a result, the addition of aluminum in the HVAS 321/Al coating leads to a decrease of oxide content and low level of micro-cracks and residual stresses.
During the sliding friction process, the stainless steel splats act as contacting and load-bearer due to the higher hardness, and the aluminum splats are used to fasten and bond the stainless steel particles, which improves the toughness, shock resistance and delamination resistance of the coating. Furthermore, this type of structure can prevent micro-cracks from extending, because the inter-distributed hard particles of 321 stainless steel will react with the crack tips, thus leading to the deflection of extending and mitigation of wear.
Under the dry sliding conditions, the plastic deformation, plowing and delamination of big splats predominate the wear process of the HVAS 321/Al coating, which results in lower wear resistance than that of HVAS 321 coating. This may due to the fact that the high contact stresses on the coating surface are beyond the limit of bonding strength (cohesive strength) between inter-splats, especially between aluminum splat and stainless steel splat (because aluminum splats and stainless steel splats are quite different in some physical properties and there are no metallurgical reactions between them). That the composite coating contacts directly with the counterbody without any lubricant can lead to plastic deformation and plowing of ductile splats and the delamination of hard splats. In other words, the addition of aluminum material can not play roles under the provided dry sliding condition.
The opposite results for the HVAS 321/Al coating are gained in the lubricated sliding. The lubricated film avoids the direct contact between the surfaces of coating and counterbody, which leads to the reduction of the probability of plastic deformation and plowing of the ductile phases. Furthermore, the contact stresses decrease with the addition of lubricant, which will be very helpful to exhibiting the advantages contributed from the ��ductile/hard phases inter-deposited�� structure. As described earlier, the content of oxide decreases and amount of micro-cracks initiated from inside of the stainless steel splats are much less than those of HVAS 321 coating, which prevents the stainless steel debris from cracking or disintegrating. Although it is possible that the entire stainless steel splats delaminate from the boundaries of aluminum splats due to the low cohesive strength between the stainless steel and aluminum splats, while compared with the HVAS 321 coating, the delaminating process in the HVAS 321/Al coating needs more energy, e.g. longer fatigue cycle.
5 Conclusions
1) A new electric arc spraying method of using 321 stainless steel wire as the anode and aluminum wire as the cathode can prepare a type of 321/Al composite coating. Similar with the arc spraying 321 stainless steel coating, the HVAS 321/Al coating has typical lamellar structure. Although the addition of aluminum in HVAS 321/Al process can not lead to metallurgical reactions between the anode and cathode feed stocks, a type of composite coating with ��inter-deposited hard steel splats and ductile aluminum splats�� is formed, and the residual stresses initiated from the spraying process are partly released or attenuated. In addition, the oxide content of the composite coating decreases to a low degree.
2) As compared with the HVAS 321 coating, the HVAS 321/Al coating has lower mean microhardness and different wear responses under the three different sliding conditions. The anti-wear property of HVAS 321/Al coating is lower in dry sliding but higher in the oil lubricated sliding with or without the oil-dipping pretreatment. Due to the porous structure of coatings, the oil-dipping pretreatment can be helpful to retaining the lubricant and supply it to the sliding surfaces, thus reduces the friction coefficient and enhances the wear resistant property. The well tribological behavior under the oil-lubricated conditions of the HVAS 321/Al composite coating is closely related to the typical ��ductile/hard phases inter-deposited�� structure of the coating. The decrease of oxide content (or thick oxide films) prevents the stainless steel debris from cracking or disintegrating, thus the delaminating wear process is controlled and prolonged. The well performances of the HVAS 321/Al composite coating provide the possibilities of applying this technology in special industry field with the requirements such as moderate hardness but high wear resistance and chemical stability.
References
[1] SAN Jin-fu, DU Zhi, BI Zhi-fu. Study on the wear resistance of arc spray stainless steel coating [J]. Tribology, 1998, 18(2): 119-123. (in Chinese)
[2] XING Zhong, JIANG Ai-liang, XIE Jian-jun. Benefit analysis and surface engineering application of automobile engine remanufacturing [J]. Surface Engineering of China, 2004, 17: 1-5. (in Chinese)
[3] MATEJICEK J, SAMPATH S. In situ measurement of residual stresses and elastic moduli in thermal sprayed coatings (Part 1): Apparatus and analysis [J]. Acta Materialia, 2003, 51: 863-872.
[4] JANDIN G, LIAO H, FENG Z Q, CODDET C. Correlations between operating conditions, microstructure and mechanical properties of twin wire arc sprayed steel coatings [J]. Materials Science and Engineering A, 2003, 349: 298-305.
[5] WANG Han-gong, LI Ping, GUO Qin. Study of microstructure and properties of TiAl alloy coatings ultrasonic arc sprayed [C]//. Proceedings of the First International Conference on Mechanical Engineering. Beijing, China, 2000, 319-322.
[6] WATANABE T, SATO T, ZEZU A. Electrode phenomena investigation of wire arc spraying for preparation of Ti-Al intermetallic compounds [J]. Thin Solid Films, 2002, 407: 98-103.
[7] LI Ping, WANG Han-gong. Study of slide wear resistance properties of coatings Ti-Al twin wires ultrasonic arc sprayed [J]. Material Engineering, 2004, 11: 11-14. (in Chinese)
[8] ZHU Y L, LIAO H L, CODDET C, XU B S. Characterization via image analysis of cross-over trajectories and inhomogeneity in twin wire arc spraying [J]. Surface and Coatings Technology, 2003, 162: 301-308.
[9] LIAO H L, ZHU Y L, BOLOT R, CODDET C, MA S N. Size distribution of particles from individual wires and the effects of nozzle geometry in twin wire arc spraying [J]. Surface and Coatings Technology, 2005, 200: 2123-2130.
[10] LESTER T, KINGERLEY D J, HARRIS S J, MATTHEWS S P. Thermally sprayed composite coatings for enhanced corrosion protection of steel structures [C]//. Proceedings of 15th International Thermal Spray Conference. Nice, France: 1998, 49-55.
[11] GUILLEN D, WILLIAMS B G. Oxidation behavior of in-flight molten aluminum droplets in the twin-wire electric arc thermal spray process [C]//. ITSC 2005 Conference Proceedings. Basel, Switzerland: 2005, 1150-1154.
[12] PRCHLIK L, SAMPATH S. Effect of microstructure of thermally sprayed coatings on friction and wear response under lubricated and dry sliding conditions [J]. Wear, 2007, 262(1-2): 11-23.
[13] EDRISY A, PERRY T, CHENG Y T, ALPAS A T. Wear of thermal spray deposited low carbon steel coatings on aluminum alloys [J]. Wear, 2001, 251: 1023-1033.
[14] DU Ling-zhong, XU Bin-shi, DONG Shi-yun, YANG Hua, WU Yi-xiong. Wear behavior of high velocity arc sprayed 3Cr13 steel coating in oil containing sand [J].Trans Nonferrous Met Soc China, 2004, 14(z1): 370-373.
[15] RABIEI A, MUMM D R, HUTCHINSON J W, SCHWEINFEST R, R?HLE M, EVANS A G. Microstructure, deformation and cracking characteristics of thermal spray ferrous coatings [J]. Materials Science and Engineering A, 1999, 269: 152-165.
[16] EDRISY A, ALPAS A T. Microstructures and sliding wear resistances of 0.2% carbon steel coatings deposited by HVOF and PTWA thermal spray processes [J]. Thin Solid Films, 2002, 420-421: 338-344.
[17] POKHMURSKA H, DOVHUNYK V, STUDENT M, BEILANSKA E, BELTOWSKA E. Tribological properties of arc sprayed coatings obtained from FeCrB and FeCr-based powder wires [J]. Surface and Coatings Technology, 2002, 151/152: 490-494.
[18] LI Pei-wu, SUN Kang-ning, LI Ai-min, LI Zhong-you. Characteristics of deformation joining of aluminum-stainless steel composite sheet [J]. Trans Nonferrous Met Soc China, 2003, 13(6): 1385-1388.
Foundation item: Project(50735006) supported by the National Natural Science Foundation of China; Project(2006BAF02A19) supported by the National Science and Technology Support Program of China
Corresponding author: CHEN Yong-xiong; Tel: +86-10-66718541; E-mail: famon1599@yahoo.com.cn
