
�й���ɫ����ѧ�� 2004,(01),88-92 DOI:10.19476/j.ysxb.1004.0609.2004.01.019
��ƽ�װ�ģ����/���ϸ��ϳ�������������Ա��η���
���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ,��ɳͨ��ְҵ����ѧԺ��ѧϵ,���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ ��ɳ410083 ,��ɳ410015 ,��ɳ410083
ժ Ҫ��
��ע�ܻ������÷�ƽ�װ�ģ�Ʊ�����״�ϸ��ӵ�����/�۱�ϩ���Ͻṹ��,ʵ���˽��������ϳ��Ρ�����ע�������Ϊһ��ĸ��ϳ��ε��¹��ա����õ����Դ���θ��µ�Lagrange����Ԫ�����ڸ��ϳ�����������ι��̽�������ֵģ�⡣���������ʵ����Ժ��������Ԫģ��ֵ�������õ�����ԡ�����������γ�3�������������ص������������صĢ���,���������α��κ;��ҵ����Լ��б��Ρ������͢���֮��Ĵ����Ա�������ΪB����C��2������,B���ھ���ֵ����������Ӧ��Ϊ��,C���ھ���ֵ����������Ӧ��Ϊ�������������֮���D������ֵ����������Ӧ��Ϊ����
�ؼ��ʣ�
�������;����ע�����;���Ա���;����Ԫ;
��ͼ����ţ� TB331
����飺������(1964),��,��ʿ,����.,�绰:07318830265;E mail:ma chen@vip.163.com;
�ո����ڣ�2003-02-20
Deformation analysis of heavily strained zones in forming of aluminum sheet via plastics injection molding with mold of non-flat bottom
Abstract��
A newly developed approach, in which sheet metal forming and plastics injection molding are integrated, was used to manufacture complex components combined with aluminum sheet and polypropylene with the mold of non-flat bottom via plastics injection molding machine. The updated elastic-plastic Lagrange finite element formulation was used to simulate the forming process of the aluminum sheet. The simulation results agree to the experiment. It is shown that three heavily strained regions were formed in the aluminum sheet. In the most heavily strained region ��, the deformation is in combination of stretching forming of the sheet and severe plastic shear. The second heavily strained region can be pided into zone B with negative major principal plastic strain and zone C with positive major principal plastic strain. The third largest strained region is in negative major principal plastic strain.
Keyword��
aluminum sheet forming; plastics injection molding; plastic deformation; finite element method;
Received�� 2003-02-20
����/���ϵĺ�۸��ϲ����Ƽ����������ᡢ ���ȱ��¡� ���������ͻ���ص�
Ӧ�øø��ϳ��η������츴��������״�ṹ���ʱ, ���ϴ��ڸ��¸�ѹ������״̬�� ��������ע�����ԭ��, ���������ܹ�����ṹ���������״�ϸ��ӵIJ�λ�� �������Һѹ��������
�������һ�ַ�ƽ�װ�ģ�ṹ, ���õ����Դ���θ��µ�Lagrange����Ԫ����ģ�⸴�ϳ�����������ι���, ��Ʋ���ע�ܻ��Ͻ��и��ϳ���ʵ��, �Խ�ʾ��������Ա������ı����ص㡣
1���ϳ���ʵ�鼰����Ԫģ��
��2�龭�����洦����������ڸ��ϳ���ģ����, ͨ��ע�ܻ��ĺ�ģϵͳ�պ�ģ�ߡ� �������Ե�н�, ������ģ�ߡ� Ȼ��ͨ��ע�ܻ������ܻ����������徭ģ�����Ľ���ע�롣 �����������岻��ע��, ������β�������, ֱ��ע�ܻ�ע��ѹ���ﵽ�趨ֵΪֹ�� �����ע�ܻ���ѹѹ��������, ����������ȴ���̳���, ��������ճ�ӹ������������ϵĺ�۸����Ƽ��� ���ϳ������������Ϊ���1mm, ֱ��50mm�İ�Ӳ״̬�����塣 ģǻֱ��Ϊ38mm, �����Ϊ4mm, ��ڴ�Բ�ǰ뾶Ϊ2mm�� ����Ϊ�۱�ϩPP, ע������Ϊ4.35cm3/s, ע���¶�Ϊ230��, ע��ѹ��Ϊ116MPa, ʵ��ⶨģǻĩ�˵�����ѹ��Ϊ50.2MPa�� ͼ1��ʾΪ���������Ƽ������н��档 ���ù������������˰��
�����������Ϊ��Գ������, ���õ����Դ��������Ԫ���µ�Lagrange������������Ա��ι��̽�����ֵģ�⡣ ѡ���ı�����ԳƵ�Ԫ, ��ɢ��������Ԫ��Ԫ��ͼ2��ʾ��
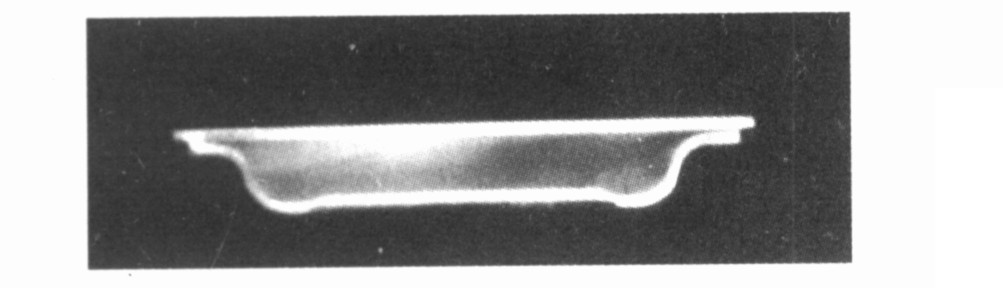
ͼ1 ��ƽ�װ�ģ���ϳ��μ���������Ƭ
Fig.1 Sectional view of formed aluminum/ polypropylene combined component
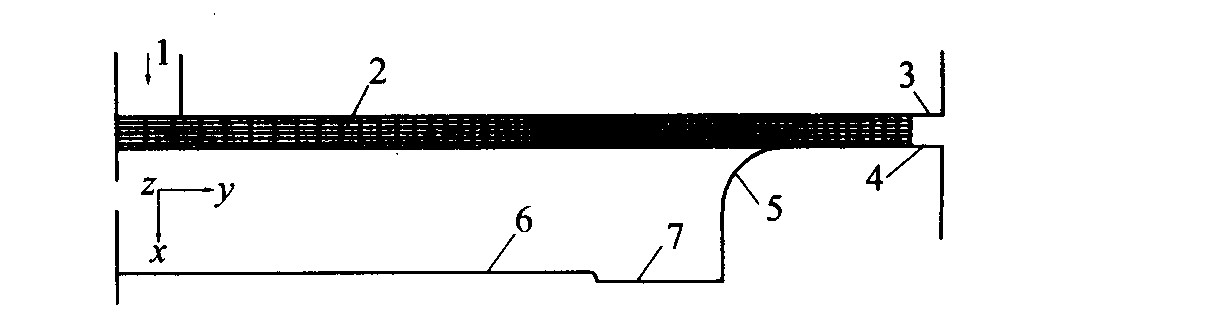
ͼ2 ����Ԫ����
Fig.2 Finite element meshes of aluminum sheet
1��Gate of plastic melt; 2��Meshed sheet; 3��Mold plate, 4��Mold cavity; 5��Round corner of mold cavity; 6��Mold bottom 1; 7��Mold bottom 2
����ʵ�����, ��������ѹ����1.2s��Ѹ�����������ֵ, �ʺ������������¶ȶ�������ѧ���ܵ�Ӱ��, ����Ϊ��������ѹ�����ȷֲ�, �������ѹ��ȡΪ50MPa
2������ι��̵ı����ص�
2.1������ι��̷���
ͼ3�����˸��ϳ��ι���������Ե���λ������������ѹ���Ĺ�ϵ�� ��ע�ܻ��ĺ�ģ����������, ����Ե���н�, ���ں����ϱ�ѹ��0.05mm, ����Ե��˳����ƶ�Լ0.2mm�� ���, ע�ܻ�ע�������������ʹ������ģǻ�ڳ���, ����Ե�����ƶ��� ������ģ�ߵĽӴ������������, ��������ѹ��Ҳ��������, ����Ե�����ƶ��ٶ���С�� ����������ѹ��������Լ26MPa��, ����Ե�ij����ƶ�����ֹͣ�� ��˵������Ե���ѻ������ٲ����һ�������Ա��Ρ� ���ݰ���Ե�ƶ����, �ɽ���������ι��̷�Ϊ3����: 1) ��ģ��������Ե��, ��ʱ����Ե��˳����ƶ�; 2) ��ʼע����������������ѹ��������Լ26MPa, �˽ΰ���Ե�����ƶ�; 3)��������ѹ����Լ26MPa��������, �˽ΰ���Ե�����ƶ�����ֹͣ��
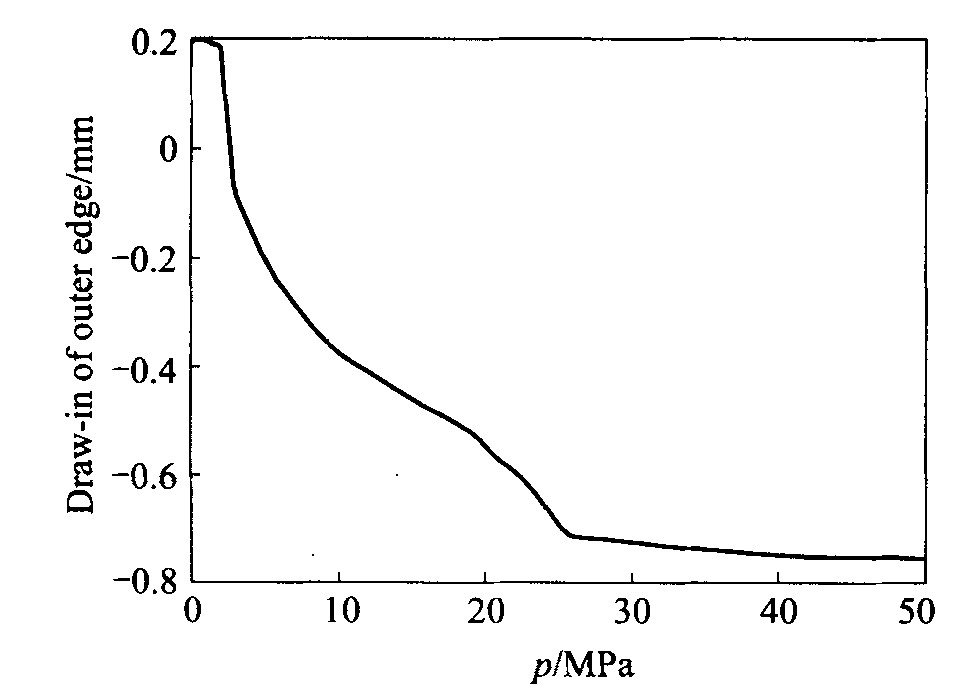
ͼ3 �����Եλ������������ѹ���Ĺ�ϵ
Fig.3 Drawn-in of outer edge of aluminum sheet in forming process
ͼ4�������ϳ�����������κ�ı�������ͼ�� Ϊ����˵��, ��ͼ4�����������Ϊ: ģǻ���Բ����(����), ģ����1��2֮���Բ�ǹ�����(����), ��ģ����2�Ӵ���(����), ���������֮������ɱ�����(����)�� ��ͼ�ɼ�, ������ ���������������Ե���������; �����������˽����صĻ���, ���γ���3��������Լ����Ĵ����Ա������� ������С��ȵ�ʵ�����ֵΪ0.658mm, ������������紦����С��ȵ�ʵ�����ֵΪ0.748mm, ������������紦����С��ȵ�ʵ�����ֵΪ0.808mm��
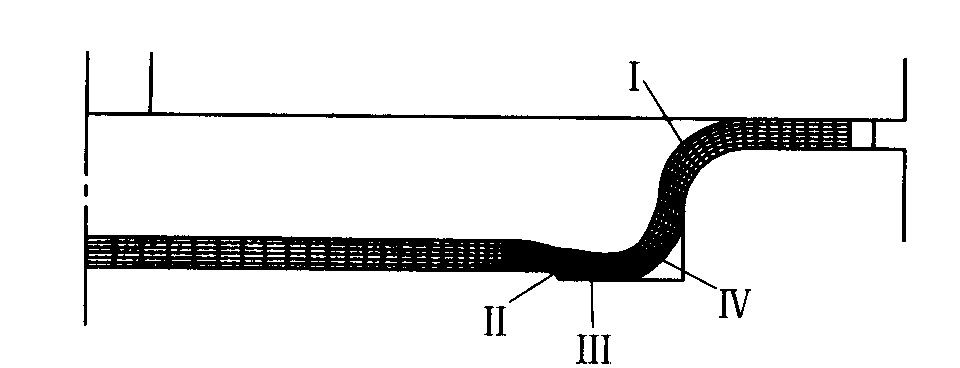
ͼ4 ������κ�ı�������ͼ
Fig.4 Deformed meshes of aluminum sheet
2.2��������д����Ա��������γ�
ͼ5�����˸��ϳ��ι�����ģǻ�Ǹ������������������Ӧ����max�� ��С������Ӧ����min�� ��������Ӧ����33�� ���Լ�Ӧ����12�ĵ�ֵ�߳�ͼ�� ͼ6�����˲�ͬ��������ѹ���¾���ֵ����������Ӧ��ĵ�ֵ�߳�ͼ��
��ͼ�ɼ�, �ڢ���, ���������Ե���������, ������ϴ������Ե����Ա����ݶȡ� �����ڲ��ϵ���maxΪ��, ��minΪ��, ��33Ϊ���� ��ͼ6�ɼ�, �����ֵ����������Ӧ��Ϊ���� ���, ���Ͼ���Ϊ�쳤����, ����Ϊѹ������, ���°�����ѹ�����Ρ�
����������ѹ������ʱ, �����ڢ����γ�һ����ͨ�������Ĵ����Ա�����, ������Լ����� ��ͼ5�ɼ�, ��������maxΪ��, ��minΪ��, ��33Ϊ���� ��ͼ6�ɼ�, ����ֵ����������Ӧ��Ϊ���� ��ͼ5(d)�ɼ�, �����ڷ����˾��ҵ����Լ��б���, �ұ����ݶȴ� �����������Ա��ε��ص���: 1)����Ϊ�쳤���Ρ� ����Ϊ�쳤����, ���°�����ѹ������, �����ϴ��ڰ�����˫���쳤����״̬-���α���״̬; 2)����ģ��������״�ļ���仯�Լ�СԲ�ǰ뾶, �����˾��ҵ����Լ��б��Ρ� ����������ѹ������Լ25MPaʱ, ���ϱ��ε���ģ��2�Ӵ�, �γɢ���
����������ѹ����Լ25MPa����ʱ, ���ε���ģ��2�Ӵ��Ģ������� ��ͼ5(c)�ɼ�, ��������33Ϊ���� ��ͼ6�ɼ�, �����ھ���ֵ����������Ӧ��Ϊ���� ���, ���ͼ5, ����������Ϊ�쳤���Ρ� ����Ϊ�쳤����, ���°�����ѹ������, �����ϴ��ڰ�����˫���쳤����״̬-���α���״̬��
��������δ��ģǻ�Ӵ������ɱ������� ��ͼ5�ɼ�, ��33Ϊ���� ��maxΪ���� ��minΪ��, ���γ����������εķֲ��ص�, �ҷ����˽ϴ�����Լ��б��Ρ� ��ͼ6�ɼ�, �����ھ���ֵ����������Ӧ��Ϊ���� ���, �����ڲ�������Ϊ�쳤���Ρ� ����Ϊ�쳤����, ���°�����ѹ������, �����ϴ��ڰ�����˫���쳤����״̬-���α���״̬�� �������ڰ��淢����������, ���½ϴ�����Լ��б���, ��ʹ���γ����������εķֲ��ص㡣 ��������ѹ��Խ��, ���ΰ��ϵ�Բ�ǰ뾶ԽС��
��ͼ6�ɼ�, �ڰ��ϵĢ���������Ľ��紦�� ����������Ľ��紦���γ�һ�����Ա��γ̶Ƚϴ� �����������ص����Ա������� ����ͼ6(c)��ʾ����ֵ����������Ӧ��ĵ�ֵ�߳�ͼ, �������͢���֮��Ĵ����Ա���������ΪC���Ϳ���ģǻ��ڵ�B�������֡� ��ͼ5(c)�ɼ�, B�����ϵ���33Ϊ��, C������33Ϊ���� ��ͼ6(c)�ɼ�, B���ھ���ֵ����������Ӧ��Ϊ��, C���ھ���ֵ����������Ӧ��Ϊ���� ����ͼ6(c)�Т��������֮���D��, �����ֵ����������Ӧ��Ϊ��; ��ͼ5(c)�ɼ�, ����33Ϊ����

ͼ5 ��������ѹ��50MPaʱģǻ�Ǹ�������������Ӧ���ֵ�߳�ͼ
Fig.5 Distribution of plastic strains in formed aluminum sheet around root corner of mould at plastics melt pressure of 50MPa
(a)����max; (b)����min; (c)����33; (d)����12

ͼ6 ģǻ�Dz����������ھ���ֵ����������Ӧ��ĵ�ֵ�߳�ͼ
Fig.6 Major principal plastic strains in aluminum sheet around root corner of mould during hybrid forming process at plastics melt pressure
(a)��20MPa; (b)��32MPa; (c)��50MPa
�������ڱ�����ܵ���������ѹ�������½����������κ����α���, ��������������ЧӦ���ԡ� ��ͼ5�ɼ�, ���������ѻ�������ƽ��Ӧ��״̬�� �������ι�����, ���ϵĢ���������Ľ��紦��λ��ģǻ��ڡ� ����ģ��Բ�ǰ뾶���ڢ������������������Լ�ģ�߱��������Ħ��������, ʹ�����������ڽ������Ա��Ρ� �������ڢ���������Ľ��紦�γɰ����������ص����Ա��μ������� ����ģ�Ӵ��Ģ���, �ڰ�����ϳ�������������ѹ����ģǻ����Լ����֧������, ��������ģǻ���������Ħ��������, ʹ���������Զ�����ϵ����Ա����Ѷ����� ���DZ��ڢ����͢����Ľ��紦�γ���һ����������Ϊ���صı�������
A��(������)��С��ȵ�ģ��ֵΪ0.725mm, B����C����������(������������Ľ��紦)��С��ȵ�ģ��ֵΪ0.801mm, D��(��������������紦)��С��ȵ�ģ��ֵΪ0.813mm�� ��Ȼ, ģ��ֵ��2.1��ʵ�����ֵ�������õ�����ԡ�
3����
1) ���ϳ�����������ι��̷�Ϊ3����: ��ģ��������Ե��; ע����������������ѹ��������Լ26MPa; ��������ѹ����Լ26MPa���������ν�����
2) ���÷�ƽ�װ�ģ�Ʊ���״�ϸ��ӵ�����/���ϸ��Ͻṹ���ķ����ǿ��еġ� ���������ʵ����Ժ��������Ԫģ��ֵ�������õ�����ԡ� ��Ҳ�������õ����Դ����Lagrange����Ԫ�����ڸ��ϳ�����������ι��̵�ģ������ǿ��ŵġ�
3) ���������ص�A��(������), ���������α��κ;��ҵ����Լ��б��Ρ� �����͢���֮��Ĵ����Ա�������ΪB����C��������, B���ھ���ֵ����������Ӧ��Ϊ��, C���ھ���ֵ����������Ӧ��Ϊ���� ���������֮���D������ֵ����������Ӧ��Ϊ����
�����
[1] ��DelmonteJ.Metal/PolymerComposites[M].NewYork:VanNostrandReinhold,1990.143160.
[5] ��LangerakNA,KragtwijkSP.Lightweightcarbodydesign[J].AutomotiveEngineering,1998,10:106110.
[6] ��BuchholzK.Lightweightbodypanelmaterials[J].AutomotiveEngineering,1998,12:1922.
[10] ��ZhangSH.Developmentsinhydroforming[J].JMaterProcessingTech,1999,91:236244.
[11] ��HeinP,VollertsenF.Hydroformingofsheetmetalpairs[J].JMaterProcessingTech,1999,87:154164.
[1] ��DelmonteJ.Metal/PolymerComposites[M].NewYork:VanNostrandReinhold,1990.143160.
[5] ��LangerakNA,KragtwijkSP.Lightweightcarbodydesign[J].AutomotiveEngineering,1998,10:106110.
[6] ��BuchholzK.Lightweightbodypanelmaterials[J].AutomotiveEngineering,1998,12:1922.
[10] ��ZhangSH.Developmentsinhydroforming[J].JMaterProcessingTech,1999,91:236244.
[11] ��HeinP,VollertsenF.Hydroformingofsheetmetalpairs[J].JMaterProcessingTech,1999,87:154164.
