
���±��: 1004-0609(2006)09-1570-07
AZ31þ�Ͻ�Բ�����������¶ȳ�����ֵģ��
����, ���˹�, �º�, ����
(����������ѧ ���Ͽ�ѧ�빤��ѧԺ, �������ϸ��Թ����ص�ʵ����, ���� 116024)
ժҪ: ͨ������ַ�, ����Visual C++ 6.0����ֱ��ˮ�䷨(DC)AZ31þ�Ͻ��������̵���ѧģ��, ��ģ�Ϳ�Ԥ�������Լ���ģ���¶ȷֲ��� ͨ�������������������������о�, ȷ��һ������ �������Լ��������ģ֮��ı߽������� ͨ��������ʵ���¶ȵıȽ�, ֤����ģ�Ϳ�������ģ��ʵ��������̡� ���첻ͬ���������������¶ȳ��ֲ���Ӱ��, Ϊ�Ż�þ�Ͻ�ֱ�������Ĺ��ղ����ṩ�����ݡ�
�ؼ���: þ�Ͻ�; ����; �¶ȳ�; ��ֵģ�� ��ͼ�����: TG146.2
���ױ�ʶ��: A
Temperature simulation of direct chill casting of AZ31 magnesium alloy billets
GUO Peng, ZHANG Xing-guo, HAO Hai, JIN Jun-ze
(State Key Laboratory of Materials Modification by Laser, Ion and Electron Beams,School of Materials Science and Engineering, Dalian University of Technology,Dalian 116024, China)
Abstract: A mathematical model of DC casting process for magnesium billets was developed to predict the temperature in the billet and dummy block using Microsoft Visual C++ 6.0 and finite difference method (FDM). The boundary conditions used for primary and secondary cooling and interfacial cooling between the billet and dummy block were defined based on the basic physical phenomena during the casting process. By comparing the predicted results with the measured data in the literature, it is proved that the programmed model can be used to investigate the casting process. The effects of the casting parameters on the billet temperature distribution were studied, which is helpful to optimize the casting recipe.
Key words: magnesium alloy; direct chill casting; temperature field; numerical simulation
�����Ͻ��ֱ������(direct chill casting, DC casting)��������, ��þ�Ͻ�������������Ȼ�������ɡ� ���ס� ���ơ� ƫ����ȱ��, ��Щȱ�ݶ�þ�Ͻ��Ʒ�İ�ȫʹ�ù�����������в[1]�� ���ǵ��γ���Ҫ�������켰���̹����е��¶ȳ�����ȴ�ʵı仯�������[2], ͨ����þ�Ͻ����̹��̵ķ��������ҵ���֮��Ч�ķ��������������Щȱ�ݡ� Ϊ�����DC������þ�Ͻ��Ч�ʡ� Ч���Լ���������, �乤�ղ��������һ���Ż��� �任�������, ���������ٶȡ� ��ȴˮ���ͽ�ע�¶ȵ���������������̵ı仯��ʮ�ָ��ӵ�, ������ʵ��ķ������о���Щ�仯�����ʱ���뾭���ϵ��˷ѡ� �������������������ȷ����ѧģ�Ϳ�������������ȱ�ݵIJ����� �Ż����ղ����� �����˷ѡ� �����������ڼ����������ɱ�[3, 4], �������ⷽ��ı������١� ��ѧģ���Ƿ�ȷ����, ȡ����ģ���Ƿ��ܹ�ȷ�ط�ӳ������̡� ��������ͨ��ȷ����ʼ���߽�����, ����ģ��, ��д����, ģ�Ⲣ�����˼�����Ҫ����������������̵�Ӱ�졣
1 ��ѧģ�͵Ľ���
ͼ1��ʾΪDC������þ�Ͻ��ʾ��ͼ�� ����Բ������ϵģ��ģ��ֱ��Ϊ455mm��Բ��, Բ�������´��ȵĿ��Ʒ���Ϊ

ͼ1 DC������þ�Ͻ��ʾ��ͼ
Fig.1 Schematic drawing of DC casting for magnesium alloy billet
ģ��ӽ�ע��ʼ�ε��ȶ��ε�ģ�������¶ȳ��ı仯, ��������ǰ������ ��ֵ����ͺ���3��ģ��[6]�� ǰ����ģ����Ҫ�ǽ��г�ʼ������, ���������ʷ֡� ����Ԫ���ԡ� �����ߴ硢 ������ֵ��ʱ�䲽���Ȳ����Ļ�ȡ; ��ֵ����ģ���dz���ĺ��IJ���, �������ȷ��̼�����������ơ� ����������չ����¶ȳ����·ֲ�����; ����ģ��Ҳ���Լ�����Ϻ�����ݴ�������, �����������Ƽ�������ȴ������ʾ�ȡ� ���������, ģ���ڵ������Ǿ�ֹ������, ��һ������������ı߽������Խ�ע�ٶ���������������ƶ�, �������ڳ���ı�д��
�ɶԳ���, ��ֻ���������ģ�ṹ��һ����м���, ��ͼ1��ʾ�� �������ģ���ʷ��������ֱ�Ϊ11400��3420�� ���������¶ȳ���ͬ�ھ�̬�¶ȳ����ص�֮һ���ȴ�����������IJ�����չ[7]�� Ϊ�������, �����ʷ�ʱ���������߶ȵ���������ȫ���ʷ�, ����ʱδ��䵽�Ŀյ�Ԫ�����м��㡣 ���ַ����������Ӽ�������ʱ��, ���Ӵ����ڴ��ռ������ ���ŵ�ģ�������˶�, ����������һ�����뵽�������� ���ö�ά���ȿ��Ʒ���(1)������һʱ��(t+��t)���¶ȳ�, Ȼ���ж��Ƿ����������ƽ�����, �������, ��������, �¶ȳ���DZ�����·������, ������������, Ȼ�����������һʱ�̵��¶ȳ�, ���ѭ����ȥ, ֱ����������߶ȴ�������������, ����������[8]�� �ó����������ʽ����ַ�, ��ʽ��ָ�ʽ��ʱ�䲽����ѡȡ�ܵ��ϸ������, �������ʷֽ�ϸʱ, ʱ�䲽������С, ����ļ���ʱ��Ҳ�����Ե��ӳ��� Ӧ��ѡ���ռ䲽��, �ٸ���������������õ�ʱ�䲽��, �Ա�ռ���ɢ���������ڽ���[9]��
��ʼʱ, ��ģ�¶�����ȴˮ�¶�һ��, ���뵽��������ĵ�һ�����������뽽ע�¶�һ��, �ᾧ����������������б��ֺ㶨���¶�, ����ȴˮ���¶�[10]��
����ͼ1��ʾ, ����������������в�ͬʱ�̡� ��ͬλ�ñ߽������Ĺ�ʽ�Ͳ������¡�
1) ��������ģ�IJ����(B1&DB1)
�˽���Ϊ�������ȱ߽�:
�����͵�ģ������������Ҫ����һ�����������������ȴ���� һ������ָ�ڽᾧ���ڵIJ��֡� ��һ����������, ��������ȴˮ�Ļ���ϵ�������Եļ�С, ���������������������̺���������, ����������ᾧ��֮����ֿ�϶�� Ϊ���������ֱ仯, ��Ч����ϵ������Ϊ�¶ȵĺ���[11], ��ͼ2��ʾ�� ������̸ոտ�ʼ��ʱ��, ��ģ��һ�������뵽�ᾧ����, ��ʱ��һ�����ڵ�ģ�Ļ���ϵ������㶨Ϊ75W/(m2��K)��
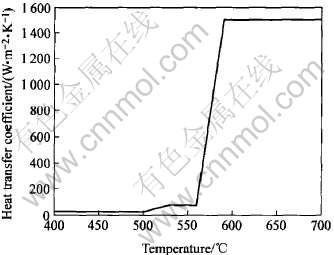
ͼ2 ������ᾧ������ϵ�����¶ȵı仯
Fig.2 Billet/mold heat-transfer coefficients as function of billet surface temperature
�������������������ˮ���� �������ָ�ᾧ������������ȴˮֱ������ķ�Χ, ����ȡΪ25mm; ��ˮ����ָ��������µķ�Χ, ��ȴˮ��������������������, �����������Ƚ����� Ϊ��������������ˮ��, ����ϵ����2����ȴ������������ͬ�� ���������ģ������ͬ�¶ȵ�������, ��ˮ������ϵ��Ϊ�������75%�� ͼ3��ʾΪ��ȴˮ��QstdΪ4.5L/sʱ�Ļ���ϵ������[12]�� Ϊ�˷�ӳ��ȴˮ���ı仯, ����ϵ����������ȴˮ������ͬ����������
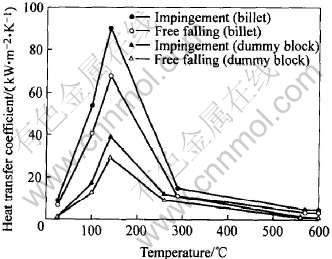
ͼ3 ���������ˮ���Ļ���ϵ�����¶ȵı仯
Fig.3 Heat-transfer coefficients as function of temperature in impingement and free falling zones
2) ����(B2)���ģ(DB4)�ĽӴ���[11]
�˱߽�Ϊ���Ƿ���ĵ�Ч�������ȱ߽�:

hcontact�������¹�ʽ����:
����, �Ӵ�����ϵ����hmin��hmax�ı仯�������������������̺ͱ����������Ķ��ȴ���Ч����Ӱ�졣 hminȡֵΪ800W/(m2��K), hmaxȡֵΪ1200W/(m2��K), ��f��ȡֵ����ʽ����:
���任��ϵ������ʽ����:
�����ʽ����:
3) ��������ģ�ĶԳ���(B3&DB3)
![]()
4) ��������(B4)
���������Ǹոռ��뵽�������������, ���������������������ٶȾ����� ����ʽ����:
![]()
5) ��ģ�ײ�[11](DB2)
�˽���Ϊ���Ƿ���ĵ�Ч�������ȱ߽�:
hrad��ֵ����ʽ����ó�:
![]()
��ģ�ķ�����Ϊ0.4��
����Ͻ�ΪAZ31(Mg-3%Al-1%Zn), ��������¶�Ϊ542��, Һ�����¶�Ϊ635��, ����ϵ����ͼ4��ʾ, Ϊ����Һ���������, ����ʱ�ĵ���ϵ����Ϊ�Ӵ� ���������¶ȵı仯��ͼ5��ʾ�� �ܶ�Ϊ1780kg/m3, DZ��Ϊ339kJ/kg, �����¶Ȳ�������������DZ��[13]�� ��ģ��AA6061���Ͻ�, ����ϵ��Ϊ180W/(m��K), ������Ϊ896J/(kg��K)��
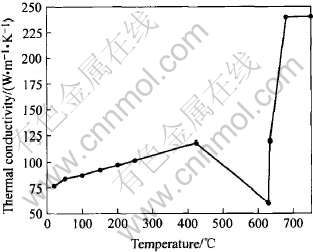
ͼ4 AZ31þ�Ͻ���ϵ�����¶ȵı仯
Fig.4 Thermal conductivity as function of temperature for AZ31 magnesium alloy
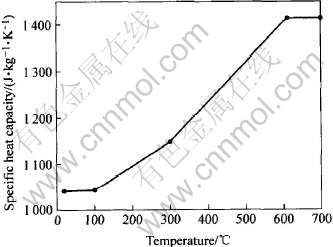
ͼ5 AZ31þ�Ͻ���������¶ȵı仯
Fig.5 Specific heat capacity as function of temperature for AZ31 magnesium alloy
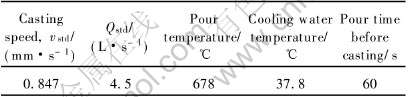
��1�г��˻����������, �����зֱ�ı伸����Ҫ�������������Ƕ��������̵�Ӱ�졣
��1 �����������
Table 1 Basic casting parameters
2 ���������
ͨ������ѧģ����ģ�ⲻͬ�����������������ģ�е��¶ȷֲ������ ͼ6��ʾΪ3�ֲ�ͬ������(��ͬ����ȴˮ���ͽ�ע�¶�), λ�ھ����������5mm�� ���ڵ�ģ200mm�ļ����ģ��ֵ��������ʵ������[11]�ĶԱ�ͼ��
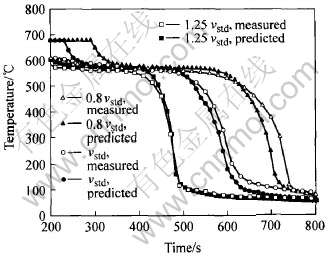
ͼ6 ��ͬ��������ͬ��ȴˮ���ͽ�ע�¶ȵ�ģ��ֵ��ʵ��ֵ�ıȽ�
Fig.6 Comparison of predicted and measured temperatures for different casting speeds under same flow rate of cooling water and pour temperature
�Ա�ͼ�е�ʵ��������ģ������, ���Կ�����ģ�ͱȽ�ȷ�ط�ӳ������ʵ�ʹ���, �ر��ǵ����㴦��һ�����������ٽϿ�ʱ, ģ�����dz���ȷ�� ����, ��ģ������Ϊʵ��������̵ķ��������ǿɿ��ġ�
��ͼ6�л����Կ���, �����ٶȵ�����ֻ��ʹ����ͨ���ᾧ��(һ����)�����ѵ�ʱ������, ���ı������ٶ�, ��û��ʹ�������������ʱ���¶������Ա仯, ͼ����ʾ������3�ֲ�ͬ�����µ��¶Ⱦ�Ϊ560�����ҡ�
ͼ7��ͼ8��ʾ�ֱ�Ϊģ�ⲻͬ��ȴˮ��(��ͬ�������ٶ�1.25mm/s�� ��ͬ�Ľ�ע�¶�678��)�Ͳ�ͬ��ע�¶�(��ͬ�������ٶ�1.25mm/s�� ��ͬ����ȴˮ��Qwater), λ�ھ����������5mm�� ���ڵ�ģ200mm��������̹��̡� ������ȴˮ���ı仯����Ӱ��һ��������ȴЧ��, ����ͼ7ֻ�����˼����ڶ������Ժ���¶ȱ仯��
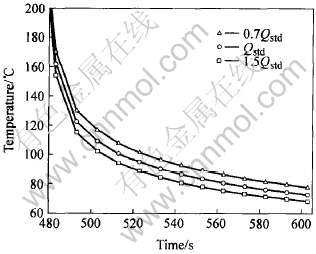
ͼ7 ��ͬ�������ٶ��뽽ע�¶�ʱ�����ڲ�ͬ��ȴˮ���µ��¶ȱ仯
Fig.7 Change of temperature of monitor location at different flow rates of cooling water under same casting speed and pour temperature
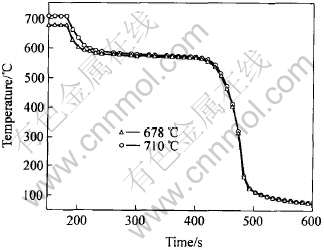
ͼ8 ��ͬ�������ٶ�����ȴˮ��ʱ�����ڲ�ͬ��ע�¶��µ��¶ȱ仯
Fig.8 Change of temperature of monitor location at different pour temperatures under same casting speed and flow rate of cooling water
��ͼ7��ͼ8���Կ���, ��ͬ����ʱ, ��ȴˮ���ͽ�ע�¶ȵĸı䲢û�и����̹����Լ��¶ȷֲ�����ʮ�����Եı仯��
��ȴˮ��ֻ�������������������Ӱ��, �������ڲ����¶�����ȴˮ����Ӱ������� ���, ��ȴˮ�������ӽ����������������ڲ����²�, ʹ�����������¶��ݶ�����; ����ע�¶ȵ�ʱ, ��Ȼ�����ϲ�Һ�������¶Ƚϵ�, ������ˮ���·������ı����¶��뽽ע�¶Ƚϸ�ʱ������ͬ, ���ڽ�ע�¶Ƚϸ�ʱ, �������ĵ�����ǰ��Ҳ����������, ������߽�ע�¶�Ҳ��ʹ�����������¶��ݶȼӴ� �ߵĽ�ע�¶���Ȼ���Լ�ǿҺ̬������������, �������ھ���ϸ��, Ӱ��������֯�����ԡ�
����ͬ���������, ���ģ���벻ͬ�߶�(�ֱ�Ϊ16mm��200mm, �������������ͬΪ5mm)�ļ�������̹��̵ıȽ���ͼ9��ʾ��
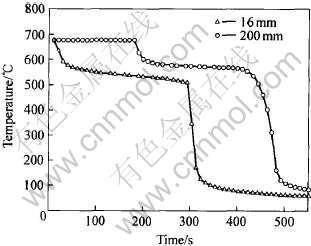
ͼ9 ���ģ���벻ͬ�߶ȵļ�������ͬ����������������̹��̵ıȽ�
Fig.9 Temperature of monitor location at different heights with same casting parameters
�ɴ˿ɼ�, �����ģ�Ͻ��ĵ����ʼ��ȴ��ʱ�̽Ͽ���, �ڵ����������ǰ���¶�ҲҪ�Ե�һЩ, ������Ϊ��ģ�������Ͻ��ĵ�������ȴ����, �������ȴ�����ò��Ǻܴ� �ü����������������ģ�ľ���ֱ�Ϊ5mm��16mm, ���������������ȴռ��Ҫ���á� ��ʵ��, �������������̹�����, Լ80%�������ڶ������ڱ�����[14], Լ20%�������鹦��һ�����͵�ģ�Ĵ���, ����ģ����ȴ����ֻռ��20%�к�С��һ���֡�
��������������һ������Ҫ�����ؾ���ҺѨ��״�����, ����ҺѨ��״��������߿��Է��������ٶȵĸı������������̿Ǻ�ȵ�Ӱ����Ƿ�ᵼ��������©�� ͼ10��ʾΪ3�ֲ�ͬ������(�������������ͬ)��ҺѨ��״����ȵıȽϡ� ͼ��ҺѨ��ȶ���Ϊ�Գ����������������������Ϊ0.8�ĵ����ߵľ���[15]��
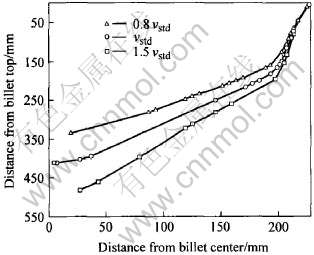
ͼ10 3�ֲ�ͬ���ٵ�ҺѨ��״
Fig.10 Sump profiles with three different casting speeds
���Կ���, ҺѨ����������ٵ���߶��Ӵ�, ��ҺѨ����������ٵ����Ӵ��³���������[16], ���̿ǵĺ�����������ٶȵ����Ӷ��䱡, �������ٶȵ�����������̿DZ䱡Ϊ�����ġ� ���, ���ٵ����ֵ���Ը���ģ��ģ��Ľ�������ó�, �����ͱ����˲���ʵ��ʵ�ʲ��Է����������ľ�����ʱ���ϵ��˷ѡ�
3 ����
1) ͨ��ȷ���߽������������Բ���, ������AZ31þ�Ͻ�Բ��ֱ���������̵���ѧģ�͡� ģ��ģ������������ʵ�����ݶԱȱ���, ģ������ʵ�ʹ��̻����Ǻ�, ������Ϊʵ��������̵ķ������ݡ�
2) ��ȴˮ���ͽ�ע�¶ȵĸı䲻������̹����Լ��¶ȷֲ�����ʮ�����Եı仯; �������ٶȵĸı�Ӱ��ϴ�, ����Խ��, ���̿Ǻ��Խ��, ҺѨԽ��, ����ҺѨ�����һ����Χ���������ٱ仯����ͬ����������
3) �����ڶ������ڴ������, һ������֮, ��ģ���١�
REFERENCES
[1]�ź���, ��ϣ��, �ŷ�. ������̼������ֵģ��Ĺ������о��ſ�[J]. ����������ѧѧ��, 2003, 28(4): 56-58.
ZHANG Hong-song, ZHANG Xi-jun, ZHANG Fang. Present foreign and domestic research on the computer digital simulation of casting progress[J]. Journal of Kunming University of Science and Technology, 2003, 28(4): 56-58.
[2]Hao H, Maijer D M, Wells M A, et al. Prediction and measurement of residual stresses/strains in a direct chill casting magnesium alloy billet[A]. Neelameggham N, et al. Magnesium Technology 2005[C]. Warrendale, PA: TMS, 2005: 223-228.
[3]������, ���˷�. þ�Ͻ���μ����о���չ[J]. ����, 2005, 54(1): 20-23.
XIONG Shou-mei, SU Shi-fang. Research progress on processing technology of magnesium alloys[J]. Foundry, 2005, 54(1): 20-23.
[4]�����. �������������ģ�����״�� ��չ��ǰ��[J]. �ִ�����, 2003(6): 17-22.
LIU Jin-cheng. Present situation, development and prospects of computer solidification simulation of castings[J]. Modern Cast Iron, 2003(6): 17-22.
[5]����, ��ά��. Բ�������¶ȳ�ģ��[J]. ����, 2002, 51(2): 106-108.
WEI Chao, PANG Wei-cheng. Temperature field simulation of round billet continuous casting[J]. Foundry, 2002, 51(2): 106-108.
[6]�º�. ������칤�ռ����¶ȳ���ֵģ��[D]. ����: ����������ѧ, 1999.
HAO Hai. Technology of Electromagnetic Casting and Its Numerical Simulation of Temperature Field[D]. Dalian : Dalian University of Technology, 1999.
[7]Li Z X, Zheng X S, Cao Z Q, et al. Temperature simulation of EMC aluminum ingot with induced heat[J]. Trans Nonferrous Met Soc China, 2001, 11(3): 369-373.
[8]֣����, ��һ��, ����. ��������廷�����������¶ȳ�����ֵģ��[J]. ����ѧ��, 1999, 35(8): 861-864.
ZHENG Xian-shu, WANG Yi-cheng, JIN Jun-ze. Numerical simulation of temperature field of semi-continuous casting of slab in EMC[J]. Act Metallurgica Sinica, 1999, 35(8): 861-864.
[9]�º���, ���, ����. �������̹�����ֵģ��[M]. �����ѧ������, 1991. 41.
CHEN Hai-qing, LI Hua-ji, CAO Yang. Numerical Simulation of Solidification Process of Castings[M]. Chongqing: Chongqing University Press, 1991. 41.
[10]����÷. ���Ͻ����������ռ��¶ȳ���ֵģ���о�[D]. ����: ����������ѧ, 2002.
LI Yu-mei. Technology of Electromagnetic Casting and Temperature Simulation of Magnesium Alloy[D]. Dalian: Dalian University of Technology, 2002.
[11]Hao H, Maijer D M, Wells M A, et al. Development and validation of a thermal model of the direct chill casting of AZ31 magnesium billets[J]. Metall Mater Trans A, 2004, 35(12): 3843-3854.
[12]Grandfield J F, Hoadley A, Instone S. Water cooling in direct chill casting (Part 1): boiling theory and control[A]. Light Metals 1997[C]. Warrendale, PA: TMS, 1997: 691-699.
[13]�̾�. ������������е�Ӧ��[M]. ����: ��е��ҵ������, 1993: 127-130.
CHENG Jun. Application of Computer in the Casting Process[M]. Beijing: China Machine Press, 1993: 127-130.
[14]Sengupta J, Maijer D M, Wells M A, et al. Mathematical modelling of the thermomechanical behavior of a 5182 aluminum ingot during the start-up phase of the DC casting process: The role of bottom block[A]. Light Metals 2001[C]. Warrendale, PA: TMS, 2001: 879-885.
[15]Lu E H, Maijer D M, Sediako D. A mathematical model of heat transfer and fluid flow in the direct chill casting of AZ31 magnesium billets[J]. JOM, 2004, 56(11): 137.
[16]�ϼ, ������, ֣����. ���ղ����Ե�������������¶ȳ���Ӱ��[J]. ����, 2003, 52(1): 13-16.
LI Zhao-xia, XIONG Shou-mei, ZHENG Xian-shu. Influence of casting parameters on the temperature distribution of EMC aluminum slabs[J]. Foundry, 2003, 52(1): 13-16.
������Ŀ: ������Ȼ��ѧ����������Ŀ(50475157, 50234020); �������ص�������Ŀ(105052)
�ո�����: 2006-02-18; ������: 2006-07-17
ͨѶ����: ���˹�, ����; �绰: 0411-84706183; E-mail: zxgwj@dlut.edu.cn
[1]�ź���, ��ϣ��, �ŷ�. ������̼������ֵģ��Ĺ������о��ſ�[J]. ����������ѧѧ��, 2003, 28(4): 56-58.
[3]������, ���˷�. þ�Ͻ���μ����о���չ[J]. ����, 2005, 54(1): 20-23.
[4]�����. �������������ģ�����״�� ��չ��ǰ��[J]. �ִ�����, 2003(6): 17-22.
[5]����, ��ά��. Բ�������¶ȳ�ģ��[J]. ����, 2002, 51(2): 106-108.
[6]�º�. ������칤�ռ����¶ȳ���ֵģ��[D]. ����: ����������ѧ, 1999.
[8]֣����, ��һ��, ����. ��������廷�����������¶ȳ�����ֵģ��[J]. ����ѧ��, 1999, 35(8): 861-864.
[9]�º���, ���, ����. �������̹�����ֵģ��[M]. �����ѧ������, 1991. 41.
[10]����÷. ���Ͻ����������ռ��¶ȳ���ֵģ���о�[D]. ����: ����������ѧ, 2002.
[13]�̾�. ������������е�Ӧ��[M]. ����: ��е��ҵ������, 1993: 127-130.
[16]�ϼ, ������, ֣����. ���ղ����Ե�������������¶ȳ���Ӱ��[J]. ����, 2003, 52(1): 13-16.
