
�й���ɫ����ѧ�� 2004,(09),1599-1603 DOI:10.19476/j.ysxb.1004.0609.2004.09.028
�������������Բ�״���ϲ����ٽ���γ̶ȵ�Ӱ��
�����ߵ�ר��ѧУ��еϵ,�й�����������ȫ�����������,���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ ����315016 ,����100053 ,��ɳ410083
ժ Ҫ��
��Ͽ����������Ƹ��Ϲ���,�о����������������ϼ����¶ȶ����Ƹ����ٽ���γ̶Ⱥ��Ϻ��ȵ�Ӱ����ɡ��������:ʩ��ǰ���������������Լ�С���Ƹ���������ٽ���γ̶�,������Ӱ�����ż����¶ȵ����߶�����;�������������ڽ�С��Χ�ھ�ȷ���Ƹ��Ϻ��ȡ�
�ؼ��ʣ�
��״���ϲ���;����;�ٽ���γ̶�;���;������������;
��ͼ����ţ� TG339
����飺����ϼ(1972),Ů,��ʦ,��ʿ.��ʿ;�绰:057487081238;E mail:zhuxuxia@sina.com.cn;
�ո����ڣ�2003-12-23
Effect of bond rolling tensile force on threshold deformation of laminated material
Abstract��
The effect of temperature and tensile force on the threshold deformation and the thickness ratio after bond was mainly studied under the condition of control atmosphere rolling process. The results show that applying front and rear tensile force will decrease the threshold deformation obviously, which will weaken with increasing temperature. While the control of tensile force will adjust the thickness ratio within a small extent.
Keyword��
Received�� 2003-12-23
��������(Control atmosphere, CA)���Ƹ��ϼ����������豸������Polymetallurgical Crop.������
���ڵ��о�����, �����ض��Ľ������, ���Ƹ�����һ���ٽ���γ̶�, ����������γ̶�, �Ͳ�����ʵ�ָ��ϡ� ���ڳ���Ŀ�ʽ�����Ƹ���������ʽ, �����ٽ���γ̶�Ӱ�����ص��о���Ҫ�����ڽ��������ԡ� �����ļӹ�״̬�� ������Եı��洦��״̬�ȷ���
1ʵ��
CA���Ƹ��������������ߴ�Ϊd 217 mm��150 mm, �����ٶ�Ϊ80 mm/s�� ʵ�����ѡ�ÿ�50 mm�� ��1.5 mm��ȫ�˻�̬��H68��ͭ����L2��������
����ڸ���ǰ������ˮϴ�� ��ϴ�� ��ϴ�� ��ˮϴ�� ��ɡ� d 0.2 mm��˿ˢ��������ˢ�ȴ������̡� �������� ������ �����ٶȡ� ���ϼ����¶ȡ� �����¶ȡ� �����ܺ�ȵ����ݾ��ɴӼ���DZ���ֱ�����߶�ȡ��
���������߽���CA���Ƹ���ʵ��, ��Ԥ��ʵ��ó������¡� ������ʱ���ٽ���γ̶�Ϊ42%�� ÿ��ʵ������Ƹ���ѹ���ʶ���42%��ʼ, ��5%�ݼ�, ֱ�����ϲ���Ϊֹ��
��������С������Ϊ138 kPa, ʵ�����趨ǰ�� ��������ͬ, ������Χ��Ϊ0, 138, 276, 414, 552, 690, 828 kPa��
2�����ϼ����¶���ͬ, �ֱ�Ϊ20, 200, 300��400 �档
2���������
2.1��ͬǰ�� �������������¶ȶ��ٽ���γ̶ȵ�Ӱ��
ͨ����һ���µ��������������и���, �ɼ���150����Ч����, �Ա�֤ÿһ�����ݵ���5�����ϵ�����, Ȼ��ȡÿһ���ݵ��ƽ��ֵ, �õ����������ϼ����¶ȶ��ٽ���γ̶ȵ�Ӱ���ϵ, ��ͼ1��ʾ��
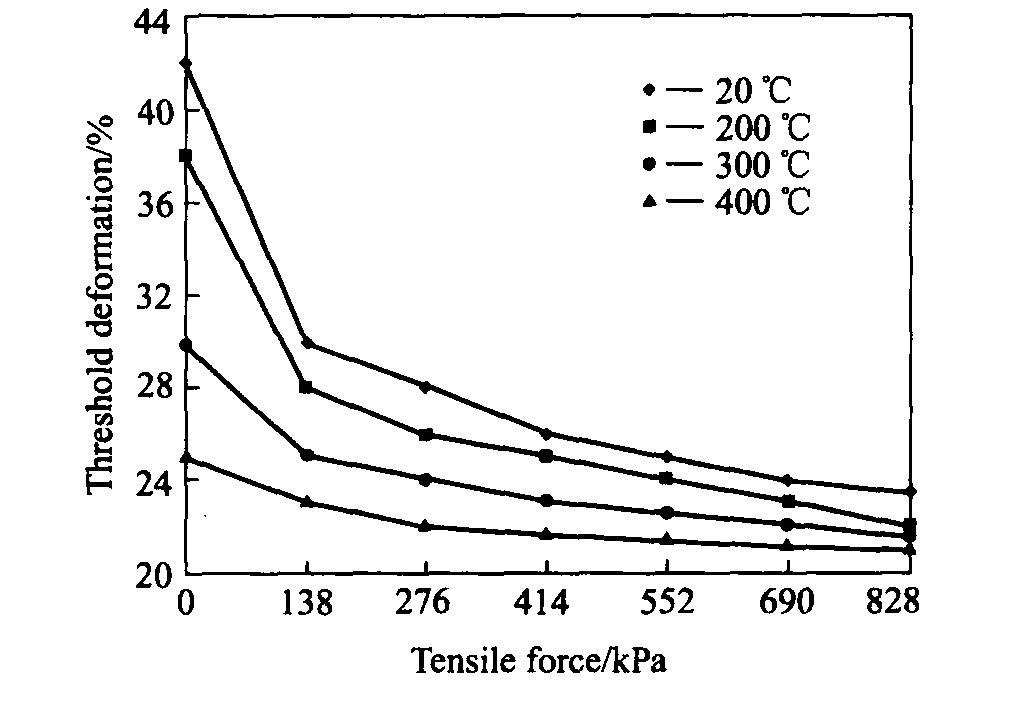
ͼ1 ������ �¶ȶ��ٽ���γ̶ȵ�Ӱ��
Fig.1 Effect of tensile force and temperature on threshold deformation
��ͼ1���Եó����������ϼ����¶ȶ��ٽ���γ̶ȵ�Ӱ�����Ϊ:
1) ���Ƹ��Ϲ�����, ʩ��ǰ�� �������������Լ�С���Ƹ���������ٽ���γ̶�, �������ٽ���γ̶ȵ�Ӱ��, ����������ʱ�Ƚ�����, ��������ֵ������, Ӱ������; ���������û��ܵ����ϼ����¶ȵ�Ӱ��, ����ʱ����������ٽ���γ̶ȵı仯��400 ��ʱ�������ԡ�
2) ���ϼ����¶ȵ����, Ҳ���С���Ƹ���������ٽ���γ̶ȡ� �����¶���200��300 ��ζ��ٽ���γ̶ȵ�Ӱ����ǿ; �����¶ȵ�Ӱ��Ҳ�ܵ�������Ӱ��, ���������ӽ�, �¶ȵ�Ӱ��Ƚ�����, ������ֵΪ828 kPaʱ, �¶���������ٽ���γ̶ȱ仯��Χ���С��
3) �����������¶ȵı仯, �ٽ���γ̶ȴ���һ����Сֵ, ԼΪ21%, ���ʵ���������ƶ����Ƹ��Ϲ��պ��а�����
���������ٽ���γ̶ȱ仯����Ҫԭ����ʩ�������ı������Ƹ������Ա������ڲ��ϵ�Ӧ��״̬, �����������Ƹ��������Ա������ڲ���ǰ����ı仯��
���ڵ�һ����������, ǰ�� ����ǰ�� ������֮��ĺ���
2.2��ͬǰ�� �������Բ�״���ϲ����ٽ���γ̶ȵ�Ӱ��
ǰ�� ����������ĸ������ƶԴ�������Ӱ�����Ӧ��������ͬ�� ͨ��ʵ��, �����˵���ʩ��ǰ�� ������ʱ���ٽ���γ̶ȵ�Ӱ�����, �����ͼ2��ʾ�� ��������ǰ������Ӱ�����, һ����, ��Ϊ���Ͼ����Ƹ��Ϻ��ڳ��ڶ˷����˼ӹ�Ӳ��, �������ڶ˱���ڶ˸����ڱ���, ���ǰ�����Դ������仯��Ӱ�첻�������; ��һ����, ��Ϊ���������Ӳ��������ڱ���, �������������ԭʼ��ȴ��ڸ��Ϻ��ȡ� ����ͬ����������, �����������������ڶ����ܵ������������ڳ��ڶ˴� ����Ϊ��������������ʵ�������Ӱ��ȶ�Ӳ�������Ӱ���, ���Ժ��������ٽ���γ̶ȵ�Ӱ�����ǰ������
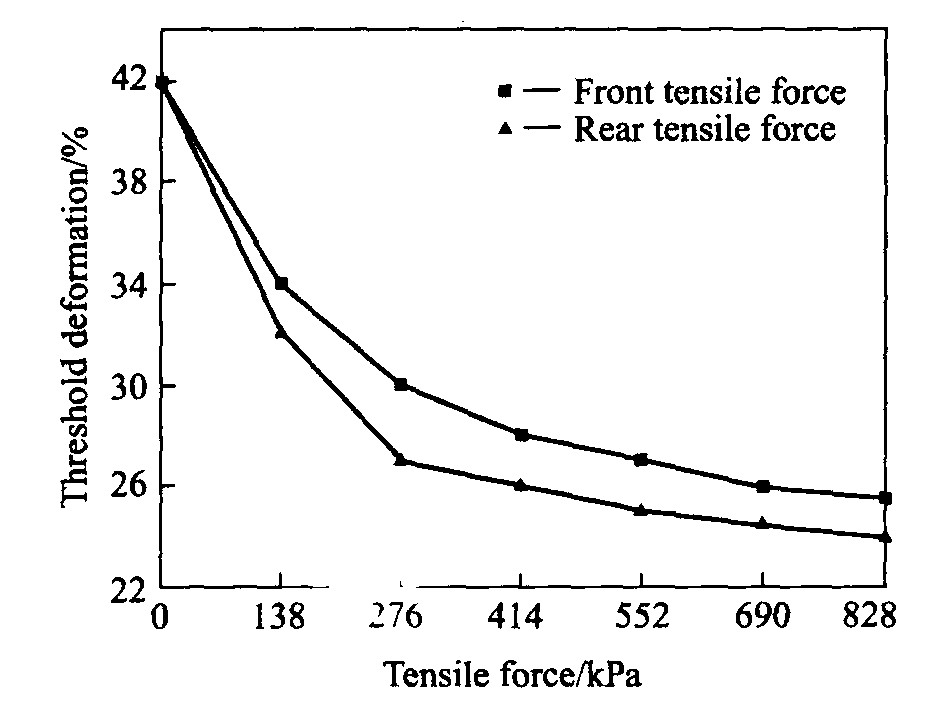
ͼ2 ǰ�� ���������ٽ���γ̶�Ӱ��IJ���
Fig.2 Difference of effect of front and rear tensile force on threshold deformation
����CA���Ƹ�����˵, ��Ϊ���������Ԫ�ĺ��������Ե������п���, ����ǰ��ķ���, ����ͨ�����Ƹ��������Ԫ���������������ƴ�����������������߸���ǿ�ȵķ�����С�
����������ͬʱ�������������Ľ���
�¶ȶ��ٽ���γ̶ȵ�Ӱ��, ��������ѧ�߽��й�һЩ�о��� �����¶�����ʹ�ٽ���γ̶Ƚ��ͺ����Ѿ��õ���ʵ��֤ʵ, ������ѧ������˹����ٽ���γ̶Ⱥ�Homologous�¶ȵĺ�����ϵ, ����Homologous�¶�Ϊ�����¶����۵��¶ȵı�ֵ�� ������Ϊ, �ٽ���γ̶�ȡ���������������Ա��γ̶ȡ� ���ϼ���, �¶�����ʱ, ���������Ӳ��������ο������͵ø���, ��������ױ���, Ҫ������������ﵽ�ٽ���γ̶���������Ƹ���ѹ������Ӧ��С�� ���ǵĽ�������ijЩ˫���������¶���ͬ�����������µó���, �����һ���ľ����ԡ� ��ʵ��, ��2�ֽ��������Ա����������ϴ�ʱ, ���������Ա��������������߸���ǿ�����ò��� ������������721-110�Ͻ�����˲���ʵ��, ��ͼ3�ɿ���, Ӱ���ٽ���γ̶ȵ�ֱ��ԭ���Ǽ����¶�, ������Խ���֮��ı��ο�������(��ֵ)�� ����Խ������ڼ����¶Ȳ�������ֱ��ο�������ϴ�ʱ, ��ʹ�ܸ�����, Ӳ�����Ҳ���׳��������Ե���������������
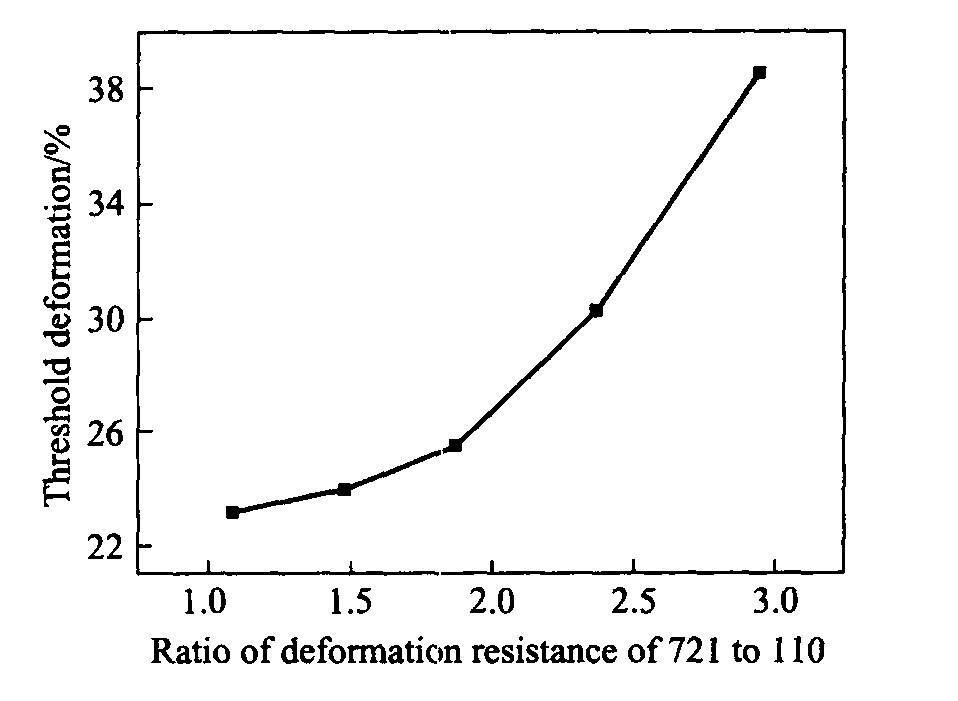
ͼ3 721-110˫�������ο����� �ٽ���γ̶ȵ�Ӱ��
Fig.3 Effect of deformation resistance on threshold deformation of 721-110 bimetal
����Bay���ϻ���ģ��
1) һ�����ʵ���Ч���ʱ��档 ˫�������Ƹ�����, ����һ�������������涼������Ч���ʱ���, ֻ����Խ����ڸ��Ͻ������غϵ����ʱ����ڴ����������γ��ι̽��, ��ϱ�����ܳ�Ϊ��Ч�������ʱ��档 �����ض��Ľ������, �ﵽ�ι̽���������С��Ч���ʱ���ı���Ϊһ����, Ҫ�ﵽ��һ�����������С���γ̶ȳ�Ϊ��С�ٽ���γ̶ȡ� ͼ1��, ��Ȼ�ڸ��������ͼ����¶�������, ���Ƕ��պôﵽ����Ч���ʱ���ı���, ������Ȼ, �ڲ�ͬ����ѹ�����µ���������������ʸ�����ͬ�� ��������Ʋ����һ�����ŵ��¶Ⱥ���������, ʹ������������ı��ʽӽ���Ч���ʱ������, ��ͼ1�и����������¶Ⱥ������ı仯�г���һ����С�ٽ���γ̶ȱ仯�����ơ� Ҫʹ��һ���ʾ��������, ����Ҫ��Խ���֮���Э�����Ρ�
2) �ٽ����ʱ���֮���ϵĶ����� ��Ӵ������ʱ���Ҫ�ﵽһ��ǿ�ȵ��ι̽��, ����Ҫѹ����Ħ�������á� ���ͨ�������������¶ȵ����������ƴ�������С����߸���ǿ�ȵ���Ч�ֶΡ�
����ʵ������, �ۺϿ����¶Ⱥ��������ض��ٽ���γ̶ȵ�Ӱ��, �ܽ�������ٽ���γ̶ȵľ������ʽΪ:
ʽ�� AΪ����, ��Ҫ����Խ����IJ������Բ����й�; ��
2.3���������������ȵ�Ӱ�����
�ֱ��721-110��˫�������㵥��ʩ�Ӻ�����ʱ, ���Ʋ������ȵ�Ӱ�������ͼ4��ʾ�� �ֱ��982 3����ĸ��㵥��ʩ�Ӻ�����ʱ, ���Ʋ������ȵ�Ӱ�������ͼ5��ʾ��
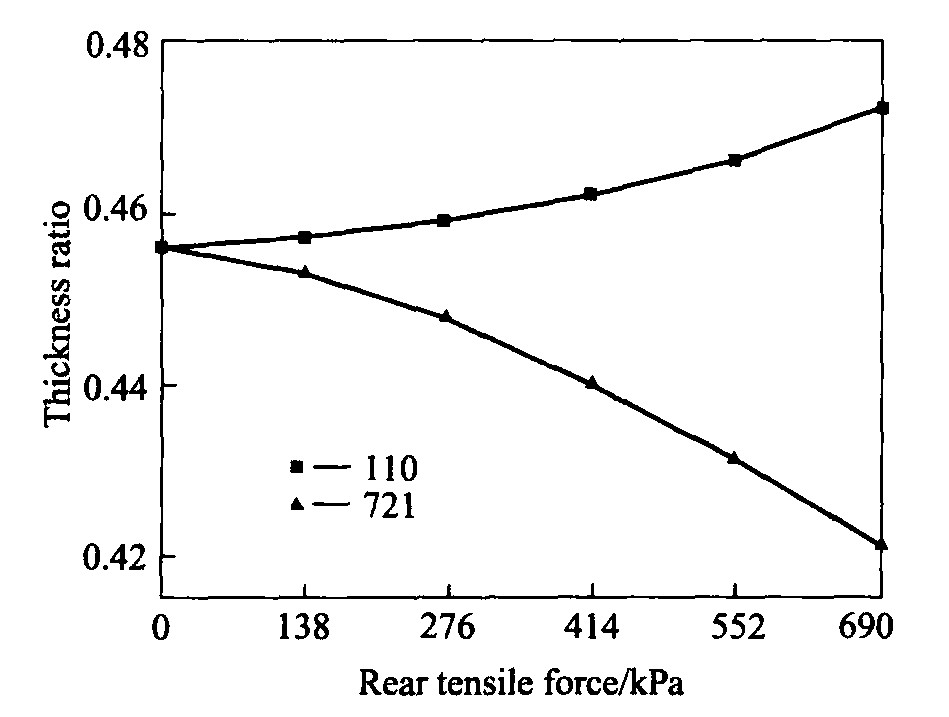
ͼ4 721-110��˫�������㵥��ʩ�� �����������Ƹ��Ϻ�ȵ�Ӱ��
Fig.4 Effect of rear tensile force on thickness ratio of 721-110 thermo-bimetal
��ͼ4��ͼ5�������Կ���, ��������������ʱ, ������ijһ�����ʩ�Ӻ��������Ծ�ϸ�ص��������ȡ� �Կ��Ʋ�ʩ�Ӻ��������Լ�С������, ���Ը���ʩ�Ӻ������������������ȡ� ʩ�������������Ըı���Խ��������������Ա��������ʵ��Ӧ��״̬��Ӧ��״̬
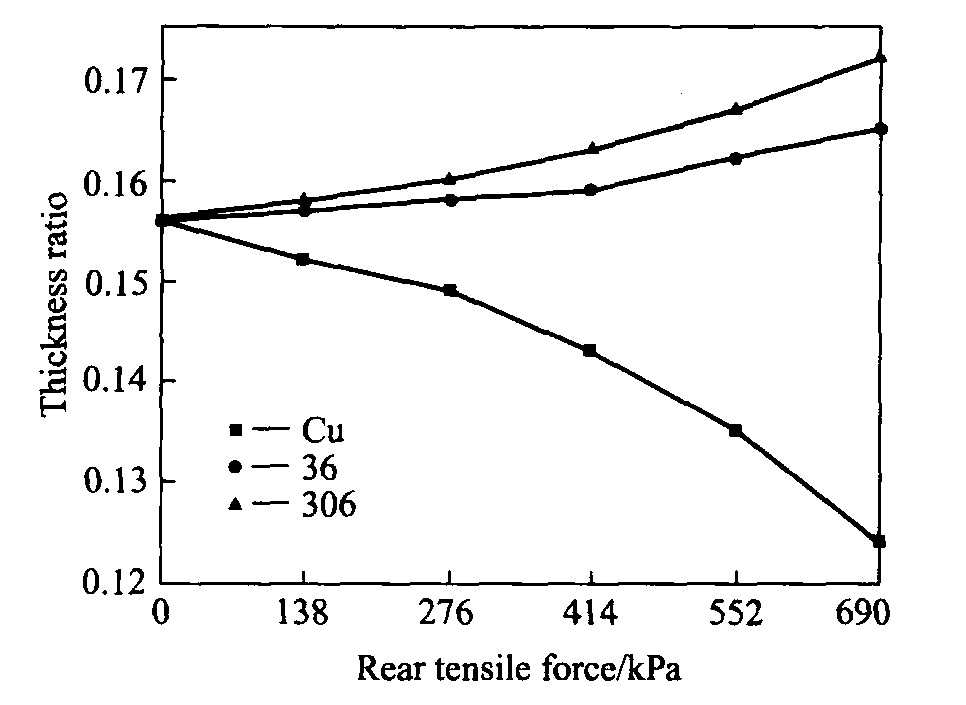
Fig.5 Effect of rear tensile force on thickness ratio of 982 sandwich material
ͼ5 STBZ982 3����ĸ��㵥��ʩ�Ӻ� ����ʱ�����Ƹ��Ϻ�ȵ�Ӱ��
3����
1) ʩ��ǰ�� �������������Լ�С���Ƹ���������ٽ���γ̶�, ����������������ֵ�����Ӷ�������
2) ���������û��ܵ����ϼ����¶ȵ�Ӱ��, ������ʱ�ȼ���ʱ�������ԡ�
3) �ﵽ�ٽ縴��ǿ�ȵľ�������Ϊһ�����ʵ���Ч���ʱ�������ʱ���֮��Ľ������
4) ���������Ե���ʩ�����ض��������Ԫ��, �������ͨ��ʩ�Ӻ������������Ƹò���Ԫ�ں�ȷ����ϵı��Ρ� �������Բ��Ŀ��Ʒ�Χ��10%����, ���ʵ�������п���ͨ�����ߵ������������������Ʋ�ĸ��Ϻ���, �Ӷ���֤���Ʋ�ĺ�Ⱦ��ȡ�
�����
[1] ��Productsofpolymetallurgicalcorporabion[EB/OL].http://www.polymetal.com.
[5] ��ZhangW,BayN.Influenceofhydrostaticpressureincoldpressurewelding[J].AnnalsofCIRP,1992,1:293297.
[8] ��BayN,BjerregaardH.Crossshearrollbonding[J].JMaterProcessTechnol,1994,45:16.
