
�й���ɫ����ѧ�� 2003,(02),377-382 DOI:10.19476/j.ysxb.1004.0609.2003.02.019
����̿����C/C���ϲ��ϵ�����������ܼ��ƻ�����
���ϴ�ѧ��ĩұ������ص�ʵ����,���ϴ�ѧ��ĩұ������ص�ʵ���� ��ɳ410083 ,��ɳ410083
ժ Ҫ��
�������������Һ�������������Һ+20%��̿��(��������)�ͷ�ȩ��֬�������Һ+60%��̿(��������)ΪԤ����Ԥ��̿��ά,ģѹ�Ƴɳ�����,Ȼ���ٽ������� ̿��,�Ʊ���3�ֵ�����ά��ǿ̿/̿(C/C)���ϲ������������������ܶȡ������ʡ�������ǿ�Ⱥ����ṹ�����˲��Ժ۲�,̽���˼����ƻ��Ļ������������:C/C���ϲ��ϵIJ�����ǿ�����ܶȵ�����Ϳ�϶�ȵĽ��Ͷ����,���´������ʹ���ܶȵõ���һ������,��������ǿ�������ڻ���̿������,�Լ�����̿����ά(��̿�ۿ���)����ı仯����������;�������ƺͿ��Ĵ���,��������ǰ��Ӧ�����б��ͷ�,����ֹ���Ƽ�����չ,�غɵļ��������������Ƶ����ɲ���չ,����C/C���ϲ��ϵ��������������ƻ��ʶ����Ƹ��ϼ���ģʽ��
�ؼ��ʣ�
̿/̿���ϲ���;����;����������;���ṹ;
��ͼ����ţ� TB332
����飺����(1963),��,�о�Ա,˶ʿ.;
�ո����ڣ�2002-06-17
���������ص㹤ҵ������������Ŀ(�Ƹ���1998��1817);
Interlaminar shear strength and destroy mechanism of 1D C/C composites with pitch-C matrix
Abstract��
Three kinds of unidirectional fiber��reinforced C/C composites were fabricated by the liquid pitch impregnation into the mould��preforms. The fibers were firstly pre��impregnated with pitch, pitch plus 20% coke and phenolic resin plus 60% coke, and then moulded into the preforms. Their densities, open porosities, interlaminar shear strengths (ILSS) and microstructures were tested and observed, as well as the destroy mechanism was studied. The microstructures were studied with optical metallograph and SEM. The results show that the interlaminar shear strengths of C/C composites decrease with increasing densities and decreasing open porosities. After high temperature treatment, the ILSS of samples decrease due to the matrix soften and the change of the interface of matrix and carbon fibers as well as coke particles. Due to presence of the microcracks and pores, the stress focus on crack��front in the shear process can be released, and the extension of cracks is prevented. The new cracks will be brought out and extended with increasing load. So the destroy of three��point bending shear in the C/C composites is a model of multi��crack complex shear. The lower the samples density, the more evidently the microcracks and pores, the lower the ILSS, and the more complex the cracks.
Keyword��
C/C composites; impregnation; interlaminar shear strengths (ILSS); microstructure;
Received�� 2002-06-17
̿/̿(C/C)���ϲ�����ΪӦ���ں��պ��������һ�ֽṹ���ܲ���, �ڹ�������Ӧ����Ħ��ĥ�� ����ʴ�ȹ����Ե�Ҫ��, �ڽṹ����Ӧ�������ѧ���ܵ�Ҫ�� ����άǿ�����ϲ��϶���, ������ǿ��(ILSS)�Ǻ�����ά������ϡ� ��ά�������ڲ�ȱ�ݼ��ṹ��������Ҫָ��, �ر��Ƕ���C/C���ϲ���, �������ڲ����������ɹ����շ������ƺͿ�, ��̿��ά/������֬�ͽ��������ϲ������, ������������Ը�� ���ų����غɵIJ�������, ����ƻ���Ϊ��C/C���ϲ��ϵ���Ҫ�ƻ���ʽ�� ���ڲ�����ǿ�ȵIJ���, ������, ���о������ֲ��Ե�����ά�͵�����ά��ǿ���ϲ��ϵķ���, �������в��Է���
����Һ�෨�Ʊ�C/C���ϲ���, ���ڻ���ǰ������̿��ʱ��̼�ɷֵĻӷ������������, Ҫ�õ��ϸ��ܶȵ�C/C���ϲ���ͨ���辭��2��3�η����Ľ���/̿������ѭ���� ����ͨ��Ԥ����ά���ơ� ��ѹ�̻����Ρ� ����/̿���ķ����Ʊ�����̿��ά��ǿ����̿�����C/C���ϲ���; ���ö̰�������������������Һ�෨�Ʊ���C/C���ϲ��ϵIJ���������, ���Լ����ƻ��Ļ���������̽�֡�
1ʵ��
����ԭ������5��: ����Amoco��˾������4KP25�����̿��ά, Aerocarb80ʯ������, ��ȩ��֬, ��̿��ĩ, ������ܼ��� ��̿��ĩ��Aerocarb 80������̿���������Ƶ�, ƽ������Ϊ8.54 ��m�� ��άԤ���ջ���ǰ������Һ��, ����ʪ������ľ�ƷĴ������Ƶ�Ԥ���ϡ� ��Ԥ������ǰ������Һ�IJ�ͬ, ��������C/C���ϲ��Ϸ�Ϊ3������:
1) �������������ҺΪԤ����(PP);
2) �������������Һ+20%��̿��(��������)ΪԤ����(PPC);
3) �Է�ȩ��֬�������Һ+60%��̿��ΪԤ����(PRC)��
Ԥ����ά�������, �������ģǻ��, ͨ����ѹʹ֮�̻�Ϊ45 mm��65 mm��12 mm�ij������� Ȼ���ý��ʯ��Ƭ���������и�Ϊ4 mm��10 mm��20 mm�ij�����, �پ�̿�����Ƶ����������塣 ̿��ʱͨN2����, ̿���¶�Ϊ1 000 ��, ����ʱ��2 h�� ����ǰ�����д���(40%��50%)��̼�ɷֵķֽ�ͻӷ�, ���ó�����Ϊ���ܶȵĶ����, ����ͨ����������2��3�η�������/̿������ѭ�������Ƶýϸ��ܶȵ�C/C���ϲ��ϡ� Ϊ������Ԥ������, ���ٽ���/̿�����û����Ϊ���λ���, ����3�ิ�ϲ��ϵĶ��λ���ǰ�����ΪAerocarb 80ʯ�����ࡣ �Ը��ϲ������ո��´���, ��ʯī���������¶�Ϊ2 200 ��, ����ʱ��1 h, �������Ʊ���������5������: M(����-̿��), ��, ��, ��(�ٽ���-̿��), G(ʯī��)�� ��ÿ����ȡ���������ܶȡ� �����ʡ� ������ǿ��, �Լ��������ṹ�۲졣 ���ܶȲ�������ˮ���ſ����� ������ͨ�����ͪ������������ ������ǿ�Ȳ������������̰��������Է���, ��Instron������Ͻ���; �����ʮ��ͷλ������0.5 mm/min; �����ߴ�20 mm��10 mm��4 mm, ���16 mm�� ��ɲ����в��Ժ�, ��������ͷ�IJ�����ƽ����˺�۹۲�, �Էֲ����ƶϿڽ�����SEM���۲졣
2ʵ����
ͼ1, 2��ʾΪC/C���ϲ��������Ʊ����̵����ܻ����ߺͿ����ʱ仯���ߡ� �ڳ�������ѹ����ʱ, ����Һ̬�Ļ���ǰ������ѹ���������������ڽ������ϴ������, ��������������, ��֮��άҲҪ����λ�ƶ����н��ܡ� ���ӽ�̿�ۺ�, �ܷ�ĩ����������, Һ̬����ǰ�����������ڵ�����, �Լ���ά��λ�ƶ����ܵ��谭, ��̿��������Խ��, ��Ӱ��Խ��, ���, ����PP, PPC��PRC 3������, �潹̿�۵�����������, ���������� ����, ��λ��ά�����������(��1)��
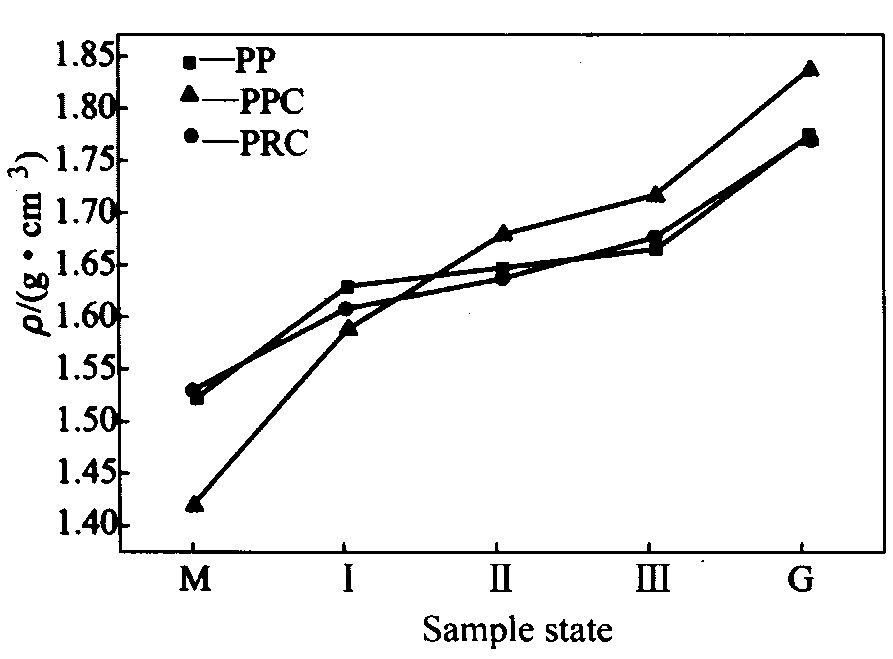
ͼ1 C/C���ϲ��ϵ����ܻ�
Fig.1 Densification of carbon/carbon composites
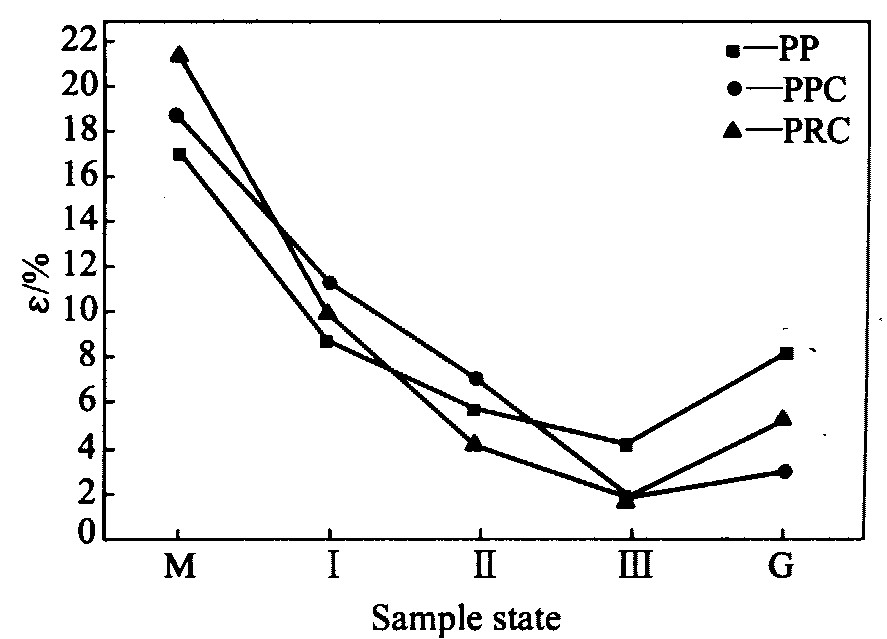
ͼ2 C/C���ϲ��ϵĿ�����
Fig.2 Open porosities in carbon/ carbon composites
��1 3����֯���������
Table 1 Volume fractions of three kinds of microstructures(%)
specimen |
fiber | matrix | porosity |
PP |
66 | 21 | 13 |
PPC |
54 | 34 | 12 |
PRC |
43 | 50 | 7 |
PRC������������M���ܶ���͡� �����ʽϸ�, �������ǿ�����(ͼ3)�� ����1���ٽ���-̿�����ܺ�, PRC�������ܶȺͲ�����ǿ�Ⱦ���߽Ͽ�, �ѽӽ�PP��PPC������ˮƽ, ֮���ٽ��е�2�κ͵�3�ν���-̿������, PP��PPC�������ܶȱ仯��С, ��PRC�������ܶ����߷��Ƚϴ�, ��������ǰ����, ������ǿ�ȵı仯Ҳ�����, ���������൱, ��ԭ��Ӧ��������Dz�����ͬ�ֽ���ǰ���塣 ���и��´���ʱ, �������һ���ų������л��ӷ�����, �����ڻ�Ҫ����̼ԭ������, ʹ̼ԭ�ӽᾧ��ʯī����ת��, ��ʯī��, ��Щ����ʹ�����һ����������, �����ʺ��ܶȾ��������(ͼ1, 2)�� ��̼ԭ��ʯī����, ����Ҳ����֮����, ����(������)��ǿ����������, �һ�����Խ��, ��̿����Ϻ���Խ��, �����ļ���ǿ�Ƚ���Խ����(ͼ3)��
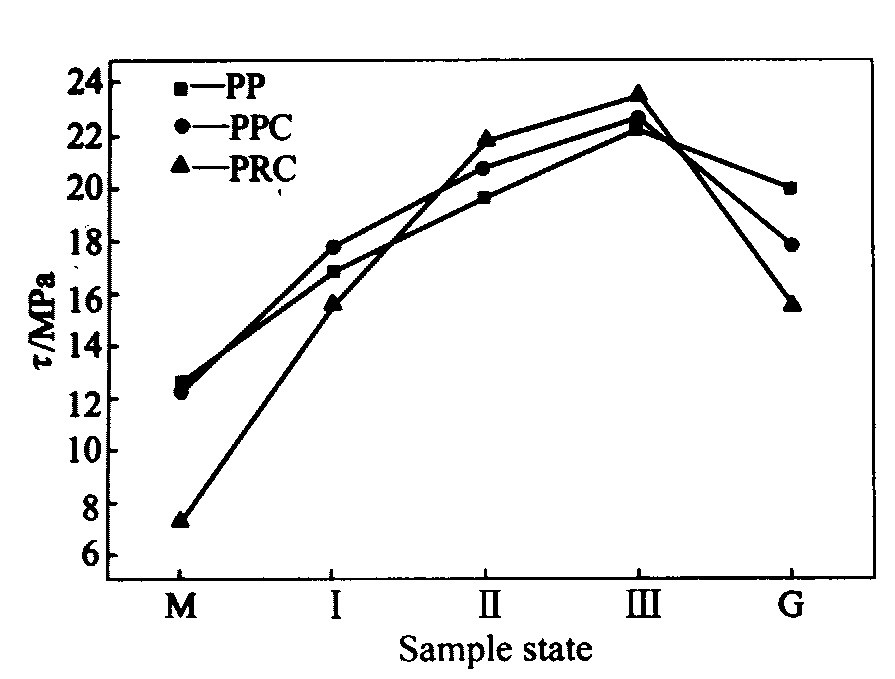
ͼ3 C/C���ϲ��ϵIJ�����ǿ��
Fig.3 Interlaminar shear strengthes of carbon/carbon composites
ͼ4��ʾ�ֱ�Ϊ3��C/C���ϲ��ϵĶ̰����������غɡ�λ�����ߡ� ��ͼ4��֪, �ڵ��ܶ�M̬���ܶ�G̬ʱ3��C/C���ϲ��ϵ������������ֳ��������Լ����ƻ���ʽ, �����Եġ������ԡ�, �����غɡ�λ�������ڼ��ؽ����и���ػ��ڽϵ��غ��±���ֳ������ԡ� �������ϸ��ܶȵĢ�, ��, ��̬(�ٽ���-̿��)����, ������ϳ��ֳ����Ե������Լ����ƻ�, ��������������ʱ, ��ͻ���Ķ�������
3����
����C/C���ϲ��ϼ�̿��ά��ǿ̿�������, ̿�����Ծ�����������ͨ��һ�������ϻ�̿��ά/������֬�ͽ��������ϲ��ϵ��Ʊ��������Ƶá� C/C���ϲ��ϵ��Ʊ���ͨ����̼ǰ�������ʷֽ��̿���ɻ���̿�ķ����Ƶ�, Ŀǰ��Ҫ��3�ַ���: 1)Һ���ȹ�����֬����-̿����; 2)Һ���������������-̿����; 3)��̼�������Ƚ�������� ��ǰ2�ַ�����, ������֬��������̿��ʱ�д����ķ�̼�ɷַֽ��ų�����, �������ڻ������γɺܶ��, ʹ�ܶȽ���, ���Ҫ�ﵽ�ϸߵ��ܶ�, ���ظ���θù��չ���, ���������ø�ѹ̿����߲�̿�ʵķ����� ���о������Ʊ���3�����͵ij�������(M̬)�ܶȾ��ϵ�(��1.53 g/cm3), �����ṹ�۲�, �����ڰ����д����Ŀ�������(ͼ5)
����C/C���ϲ��ϵ��������������ƻ�, �����������Ϲ�ҵЭ���ASTMD2344, ������Ӧ���������߶ȷ���������߷ֲ�, ���м�ƽ���ϳ������ֵ, ���СΪ
��=3F/(4bt)
ʽ�� ��Ϊ��Ӧ��, FΪ�غ�, bΪ��������, tΪ�����߶ȡ�
����ʽ��, ��F=Fmaxʱ, ��max��Ϊ������ǿ�ȡ� ����C/C���ϲ����ڴ����д����Ŀ�������, �ҷֲ�����, ������ϲ��ϸ����ֿ������ƻ��������Dz�ͬ�ġ� ������Ӧ���ﵽ�˲��ļ�������ʱ, �ò�㷢�������ƻ�, ��ʵ��, �������Ʋ���ȷ��λ���м�����Ӧ��ƽ���ϡ� �����ܿ������Ƶ�Ӱ��, ��������ǰ�ص�Ӧ�����н����ͷŻ�������Ʊ�ƫת, ���Ƽ�����չ����ֹ, ����, ����������ѹͷ�¸߶ȼ��е�ѹӦ��Ҳ�ܶ��������������벿�ֵ���չ���谭����

ͼ4 3�ิ�ϲ��ϵ��غɡ�λ������
Fig.4 ILS curves of three kinds of composites
(a)��PP; (b)��PPC; (c)��PRC
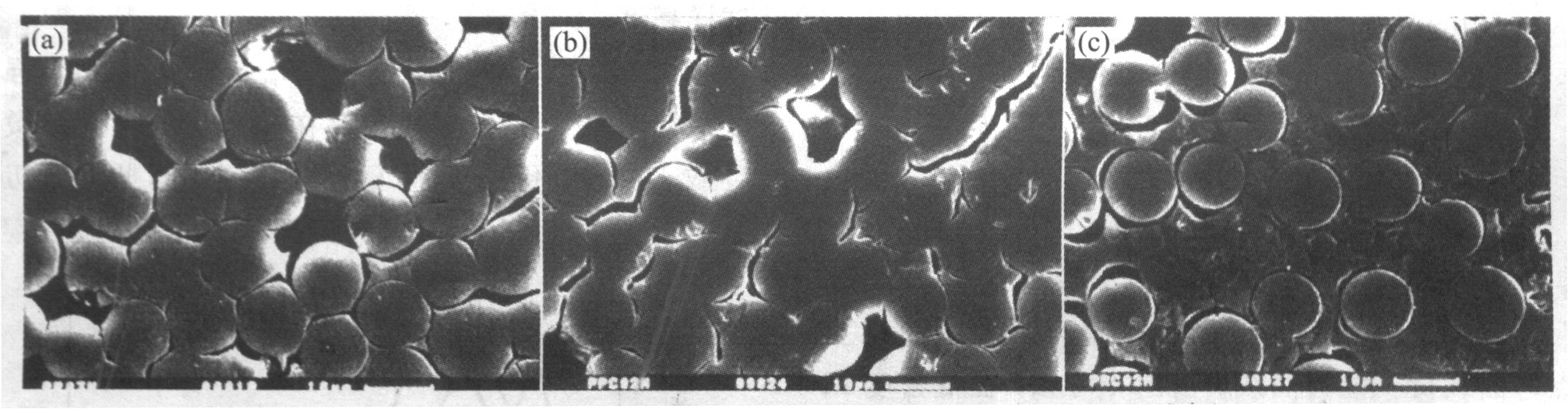
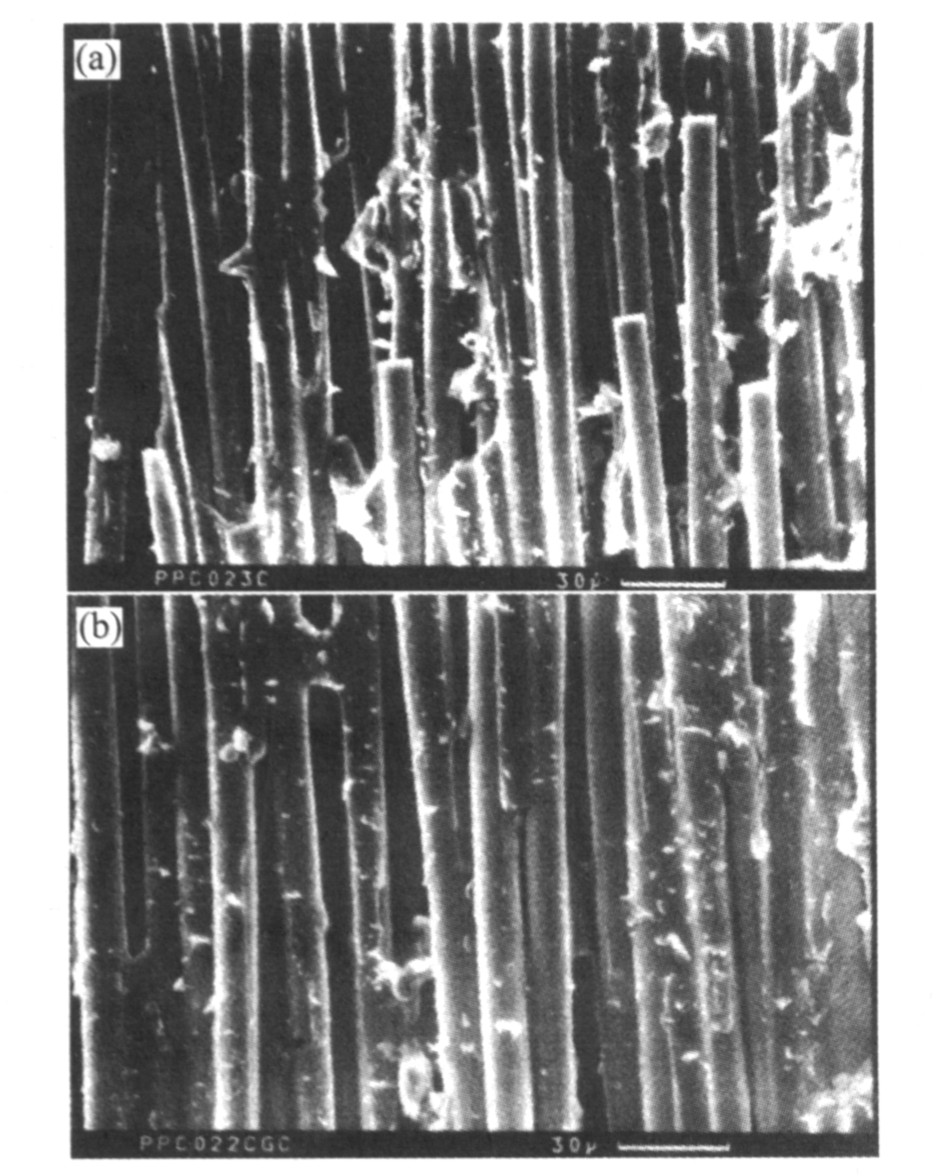
ͼ5 C/C���ϲ��ϳ����������Ƶ�SEM��
Fig.5 SEM images of shrinkage cracks in carbon/carbon composites
(a)��PP; (b)��PPC; (c)��PRC
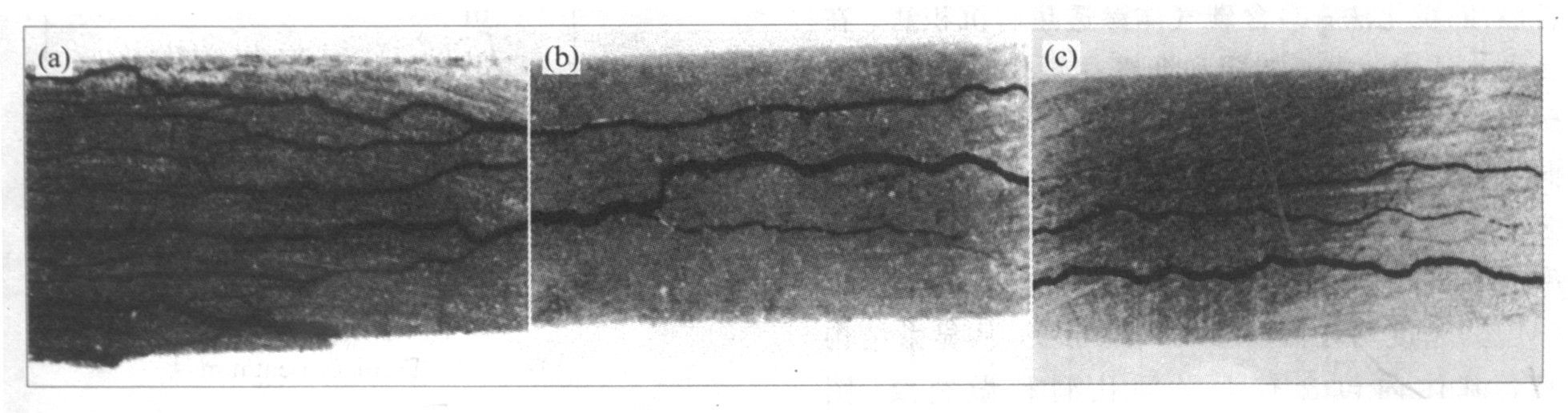
ͼ6 ���������ڵ�����
Fig.6 Microcracks in primary sample
ͼ7 C/C���ϲ��ϵIJ������ƻ���ʽ
Fig.7 Interlaminar shear fracture modes of C/C composites
(a)��Primary sample; (b)��Densitied sample; (c)��Graphitized sample
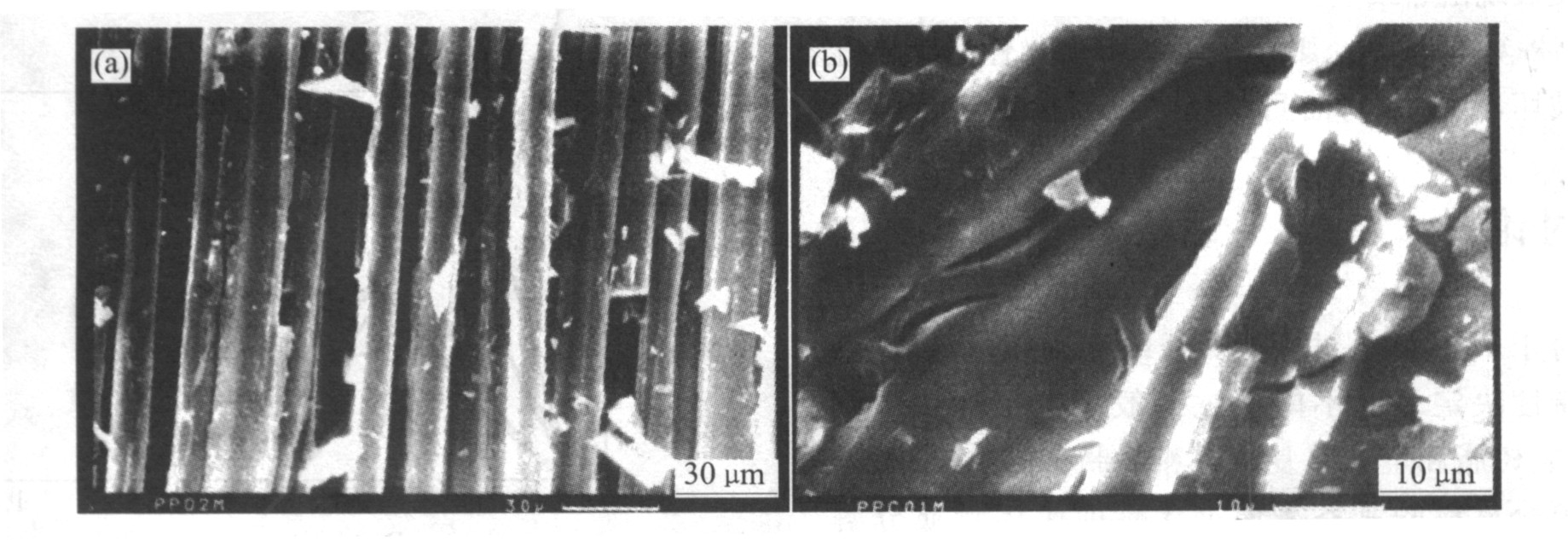
�ӶԷֲ����ƶ����SEM������, δʯī�������Ļ���̿����άδ�γ��ι̵�ճ��, �ֲ������, ��ά���뿪����̿, �����̿�ڲ��������չ�����м�Ӷ���������, �����Ͻ�������⻬����ά����(ͼ8(a)); ��ʯī��������, ����̿����άճ���ι�, ���ƴӻ���̿�д����� ������ƶ�������ʾ����̿������ά�ܺõ�ճ����һ��(ͼ8(b))��
ͼ8 ������ƶ����SEM��
Fig.8 SEM images of interlaminar crack surfaces
(a)��Before graphitization; (b)��After graphitization
4����
1) C/C���ϲ��ϵIJ�����ǿ�����ܶȵ�����Ϳ�϶�ȵĽ��Ͷ���ߡ� ���´������ʹ���ܶȵõ���һ������, ��������ǿ�������ڻ���̿������, �Լ�����̿����ά(��̿�ۿ���)����ı仯�����Խ��͡�
2) �������ƺͿ��Ĵ���, ��������ǰ��Ӧ�����б��ͷ�, ����ֹ���Ƶļ�����չ; �غ������������Ƶ����ɲ���չ, ����, C/C���ϲ��ϵ��������������ƻ��ʶ����Ƹ��ϼ���ģʽ�� �ܶ�����, ���ƺͿ�����, ������ǿ������, ��������Ҳ���ࡣ
�����
