
Trans. Nonferrous Met. Soc. China 23(2013) 1532-1542
Influence of Bi addition on microstructure and dry sliding wear behaviors of cast Al-Mg2Si metal matrix composite
Xiao-feng WU, Guang-an ZHANG, Fu-fa WU
School of Materials Science and Engineering, Liaoning University of Technology, Jinzhou 121001, China
Received 1 February 2012; accepted 20 March 2013
Abstract:
The influence of addition of Bi (0.2%-8.0%) on the microstructure and dry sliding wear behaviors of cast Al-15%Mg2Si in situ metal matrix composites was investigated. The microstructure features of the composites were characterized by optical microscopy (OM), scanning electron microscopy (SEM) and energy dispersive X-ray spectroscopy (EDS), and their wear characteristics were evaluated at different loads. The results show that the proper addition of Bi has significant modification effect on the morphologies of both primary and eutectic Mg2Si in the Al-15%Mg2Si composites. With the increase of Bi content from 0 to 4%, the morphology of primary Mg2Si changes from irregular or dendritic to polyhedral shape and its average particle size significantly decreases from 70 to 6 ��m. Moreover, the morphology of eutectic Mg2Si phase also alters from flake-like to very short fibrous or dot-like shape. When the Bi content exceeds 4.0%, the primary Mg2Si becomes coarse again; however, the eutectic Mg2Si still exhibits modified morphology. The wear rates and coefficient of friction of the composites with Bi addition are lower than those without Bi. Furthermore, the wear mechanism of the composite changes from the combination of abrasive, adhesive and delamination wear without Bi into mild abrasion and adhesive wear with 1% Bi; the addition of 4% Bi effectively restrains the cracks in primary Mg2Si and on the worn surface of the composite and avoids adhesive and delamination wear, and thus only a single mild abrasion occurs. The improvement of wear performance of the composites with Bi is originated from the combination of Bi modification on Mg2Si and self-lubrication function of Bi particles in the friction process.
Key words:
Al-Mg2Si composites; casting; Bi addition; dry sliding wear behaviors;
1 Introduction
The Al-based composites reinforced by in-situ Mg2Si particles have been lately introduced as a new group of particulate metal matrix composites (PMMCs) with attractive advantages such as low density, high strength at elevated temperature, excellent wear resistance, and low coefficient of thermal expansion since the intermetallic compound Mg2Si formed during solidification exhibits a high melting temperature, low density, high hardness, low coefficient of thermal expansion and reasonably high elastic modulus [1]. Thus, the Al-Mg2Si in-situ metal matrix composites have high potential as candidates to replace Al-Si alloys used in the aerospace and automotive applications. However, conventional casting process usually produces coarse primary or eutectic Mg2Si phases, and the Mg2Si particles themselves are hard and brittle, which causes the serious disseverance to the matrix and stress concentration at the tips or edges of the Mg2Si particles, leading to the cracking at the grain boundary or in Mg2Si particles oneself, thereby the mechanical properties, especially elongation, are significantly reduced. On the other hand, as the Mg2Si particles break away from the soft matrix very easily, abrasive wear and seizure between friction metals occur due to surface temperature rising [2], which makes wearing capacity be out of action and restricts the industrial use of the Al-Mg2Si metal matrix composites. So, it is expecting to provide the composites, which is excellent in free-machinability and abrasion resistance, and maintains high strength. To achieve the object, it is necessary both to control the morphology and size of the primary and eutectic Mg2Si phase and to provide self-lubricating properties to the material.
Modification is a simple and effective technique for improving the morphology and size of Si particles in Al-Si alloys. Recently, several investigations have been carried out for the modification of primary and eutectic Mg2Si crystals in Al-Mg2Si or Al-Si-Mg2Si composites by the additions of P [3], Sr [4], rare earth elements such as Y [5] and Ce [6], Li [7] and Na [8] to the liquid alloys.
It is known that adding one or some elements with low melting-point for forming additional soft phases in a relatively hard matrix material (aluminum or copper) can provide self-lubricating properties to parts and improve the machinability and abrasion resistance of the material because of resulting smooth surfaces, lower cutting forces, limited tool wear, and more easily breakable chips [9]. Bismuth (Bi) is an element with low melting- point (271 ��C) and exists in Al alloys in the form of simple substance because of the solid insolubility between Bi and Al. Thus, the addition of Bi to Al alloys is capable of meeting many of the described requirements as well as acting as a solid lubricant to minimize the chances of seizure, which has been applied to bearings made of Al-Bi alloy [10]. The addition of Bi shows a good refining effect on eutectic silicon in cast Al-Si alloys, which have been demonstrated by many researchers [11-15]. According to the similarity between Mg2Si and Si phases in crystalline structure and crystallization process [16], it is possible that Bi has a similar effect on Mg2Si size and morphology. Therefore, the present study first investigates the modification effect of Bi on the Mg2Si phase (both eutectic and primary Mg2Si) in Al-15%Mg2Si in situ metal matrix composites. Second, the existing form and distribution of Bi in the composites are analyzed. Based on this research, an attempt is made to reveal the dry sliding wear behaviors of the composites with different amounts of Bi. It is expected that the wear resistance of the composites is increased obviously.
2 Experimental
Commercially pure aluminum (ingot, 99.3% purity), magnesium (ingot, 99.1% purity) and silicon (block, 98.7% purity) were used as master metals to prepare Al-15%Mg2Si composite. Aluminum ingot and part of silicon blocks were charged into a graphite crucible and heated in an electric resistance furnace. Then the remaining silicon blocks were added into the melt at 800 ��C till they were completely melted. After that, magnesium blocks which were cut from the magnesium ingot, and wrapped in an aluminum foil, were added into the melt when the temperature dropped to about 720 ��C. Then the melt was degassed with hexachloroethane, and different amounts of pure metal Bi were added in the melt. Last, the melt was gently stirred and cast into a steel mold preheated at 200 ��C to produce rods with 30 mm diameter.
All the specimens for microstructure characterization were cut from the same positions of the ingots at 10 mm away from the bottom of the castings. The specimens were mechanically ground, and then polished through standard routines. Each cross section was etched using 0.5% (volume fraction) hydrofluoric acid (HF) water solution. The microstructure and worn surface morphology of the composites were investigated by an optical microscope (OM) and a scanning electron microscope (SEM) equipped with energy dispersive X-ray spectroscopy (EDS). Image analysis was then performed on the micrographs using image-analysis software Image-pro Plus6.0, which was used to determine the average grain size of primary Mg2Si particles.
In order to evaluate the effect of Bi addition on the dry sliding wear behaviors of the composites, dry sliding abrasive wear tests were performed using a pin-on-disc machine under loads ranging from 20 to 140 N. A bearing steel ring was employed as the counterface. Before and after the test, the pin was cleaned with ethanol and weighed. The wear rate was calculated from the results of mass loss and sliding distance.
3 Results and discussion
3.1 Microstructural features
Figures 1 and 2 show the XRD patterns and optical microstructures of the composites containing different amounts of Bi. The XRD patterns (Fig. 1) reveal that all the microstructures of the composites contain ��(Al) and Mg2Si phases, and some little amount of Si phase. Some new peaks appear in the patterns of the composites with 4% and 8% Bi addition, which were identified as Bi phase. It is notable that no Bi or Bi compound is found in XRD patterns of the composites with less than 4.0% Bi. This is possibly because their low content and intensity could not be detected by XRD analysis. As shown in Fig. 2, the dark particles are primary Mg2Si, the gray matrix is ��(Al)+Mg2Si binary eutectics and the white phase surrounding the primary Mg2Si or in the eutectic matrix is primary ��(Al). According to pseudo-binary phase diagram for Al-Mg2Si [17], the microstructure of Al-15%Mg2Si composites should only contain primary Mg2Si particles and ��(Al)+Mg2Si binary eutectics. The presence of white primary ��(Al) grains indicates that undercooling has occurred, allowing both primary ��(Al) particles or dendrites to form together with the eutectic in the form of a matrix of well-developed ��(Al)-Mg2Si eutectic cells, which was also observed in hypereutectic Al-5.5Si-9.7Mg alloy [18]. As shown in Fig. 2(a), the morphology of the primary Mg2Si particles of the unmodified composite shows a mixture of coarse dendritic and polyhedral shape. The average diameter of the Mg2Si particles reaches near 70 ��m and the size distribution is far from uniform, the maximum is near 100 ��m and the minimum is only 3 ��m. The addition of Bi produces modification effect on primary Mg2Si and the modification efficiency depends on the addition level of Bi. With 0.2% or 0.6% Bi addition, the morphology of primary Mg2Si does not change significantly, but their sizes are decreased to 34 and 18 ��m, respectively (Figs. 2(b) and 2(c)). As the addition level of Bi increases to 1.0%, the size of primary Mg2Si is further reduced to 6 ��m or less, and its morphology transforms into fully polyhedral morphology (Fig. 2(d)). The addition of 4.0% Bi does not obviously change the morphology and size of primary Mg2Si, and its morphology still keeps the irregular and polyhedral modified morphology (Fig. 2(e)). However, when the addition level of Bi is further increased to 8.0%, it is found that some coarse Mg2Si particles are formed again, but smaller than those in the unmodified composite. As compared to those in Figs. 2(d) and 2(e), its size increases to about 30 ��m, although there is no obvious change in the modified morphology of primary Mg2Si (Fig. 2(f)). It should be noticed that the addition of 1.0% or 4.0% Bi not only considerably decreases the size of primary Mg2Si particles, but also makes the distribution of the particles more uniform, as shown in Figs. 2(d) and 2(e). Based on the experimental results, it can be concluded that minor Bi (less than 0.6%) results in partial modification on primary Mg2Si, while more Bi addition (1.0%-4.0%) produces full modification. The variation of primary Mg2Si grain size with different amounts of Bi is shown in Fig. 3.
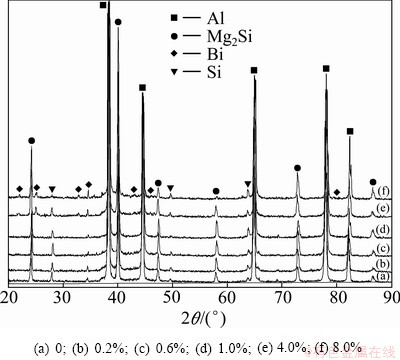
Fig. 1 XRD patterns of Al-15%Mg2Si composites containing different amounts of Bi
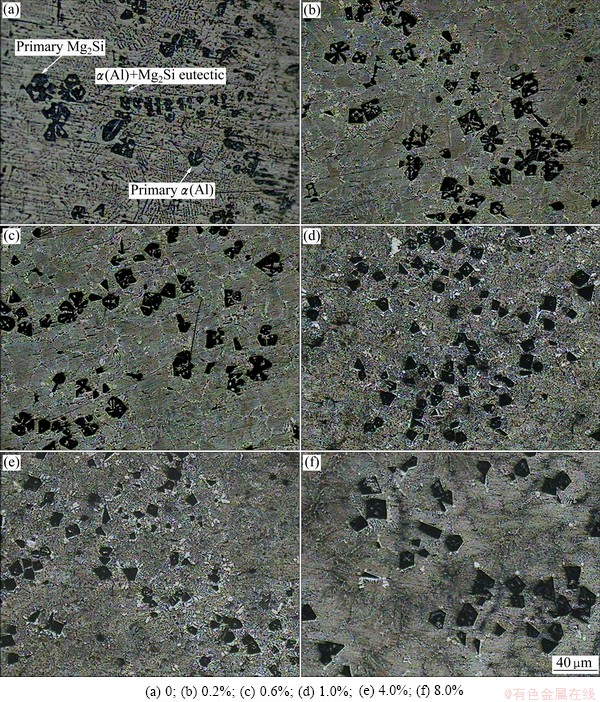
Fig. 2 Optical microstructures of Al-15%Mg2Si composites containing different amounts of Bi
The morphologies of eutectic Mg2Si in the composites with different Bi additions are presented in Fig. 4. From Fig. 4(a), without Bi addition, the eutectic Mg2Si phase is identified as flake-like morphology inside the eutectic cells. With Bi addition, the eutectic Mg2Si phase turns into a thin laminar structure at 0.2%, 0.6% and 1.0% Bi addition and a very short fibrous, coral-like or dot-like structure over 1.0% Bi, respectively, as shown in Figs. 4(b), (c), (d), (e) and (f). The measured average eutectic lamellar spacing of the eutectic matrix is summarized in Fig. 5.
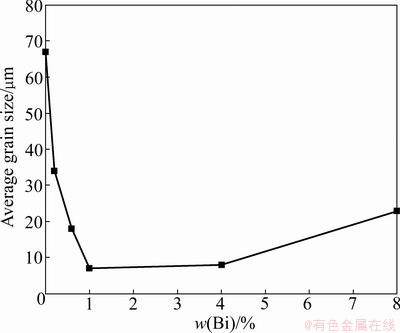
Fig. 3 Variation of primary Mg2Si grain size with Bi content
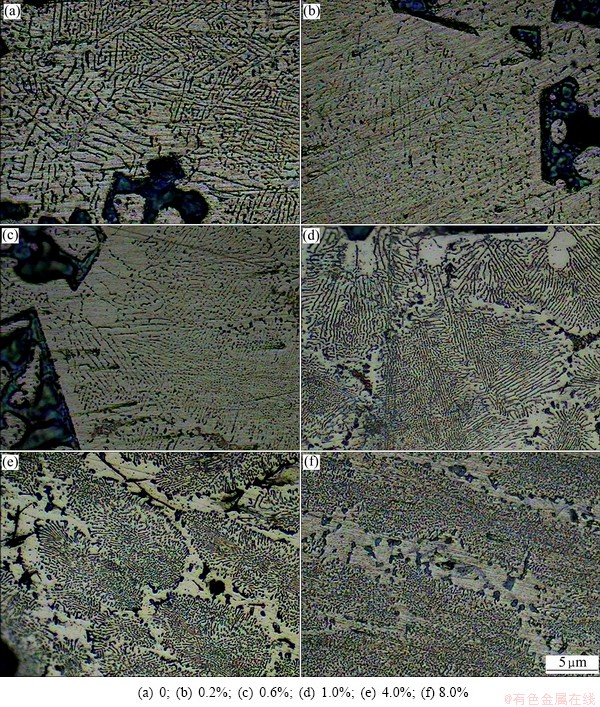
Fig. 4 Morphologies of eutectic Mg2Si in composites with different Bi additions
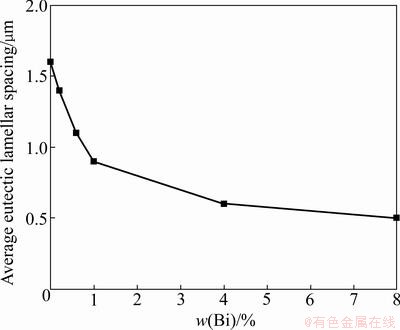
Fig. 5 Variation of average eutectic lamellar spacing (��) with Bi content
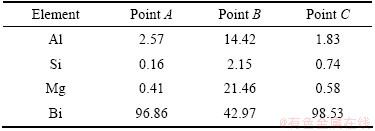
The morphology, size, and distribution of pure Bi and Bi-containing compounds in the unmodified and Bi-modified composites are examined under the backscattered electron (BSE) mode by SEM equipped with energy dispersive X-ray spectroscopy (EDS), and the BSE images and corresponding EDS analysis results are given in Fig. 6 and Table 1, respectively. It can be found that some white dot-like or strip-like shaped phases are observed in the microstructures of the composites with 1.0%, 4.0% and 8.0% Bi addition, and the amounts of these phases are increased with increasing Bi content in the composites, as shown in Figs. 6(b), (c) and (d), except adding quite a small amount of Bi (0.6%) (Fig. 6(a)). These white phases are preliminarily determined as pure Bi or Bi-containing phases, because the atomic number of Bi is the biggest among the elements Al, Si, Mg and Bi contained in the composites in this test. Furthermore, from the EDS results, the white dot-like shaped phase locating in the eutectic matrix, attached to the eutectic Mg2Si with the mole fraction of Bi more than 96% (point A in Fig. 6(b) and point C in Fig. 6(c)) is pure Bi and the white strip-like shaped phase (point B in Fig. 6(b)) existing between the eutectic cells is Bi and Bi-containing intermetallic compound. According to Mg�CBi binary phase diagram [19], it may be presumed that the compound is Mg3Bi2; however, its component can not be detected by XRD due to its low intensity (Fig. 1). The presence of pure Bi particles in the as-cast microstructure of composite with 1% Bi addition in this work is not fully consistent with the results obtained by GUO et al [20], who showed that only Mg3Bi2 was formed in the Mg�CAl based alloys with 1% Bi addition. This difference can be attributed to the different matrix that pure Bi particles are formed more easily in the aluminum matrix than in the magnesium matrix.

Fig. 6 SEM images of composites with different amounts of Bi
Table 1 EDS analysis results of composites in Fig. 6 (molar fraction, %)
The refinement of crystals by the addition of modifier is obtained through the restriction of nucleation and growth. For the refinement of primary silicon crystals in the hypereutectic Al-Si alloys, a widely accepted and popular restricted nucleation theory is based on the nucleation of Si crystal on AlP compound due to the phosphor addition. It has been proposed that the compound AlP acts as a nucleating agent and refines the primary silicon crystals by inducing heterogeneous nucleation due to the similar crystal structure between AlP and Si as well as the early precipitation of AlP prior to the solidification of primary Si. In the present study, a small amount of Bi addition (Bi��0.6%) does not form any Bi-containing compound in Al-15%Mg2Si composite at the early stage of solidification. When the addition level of Bi reaches 1.0%, Mg3Bi2 phase precipitates. However, the Mg3Bi2 shows trigonal structure with a lattice parameters a=0.4666 nm and c= 0.7401 nm [19], while Mg2Si has an FCC structure with lattice parameter of a=0.6391 nm [17]. The large misfit strain induced by the great difference in the lattice parameter and crystal structure may prevent a Bi-bearing compound from being an effective nucleation site of Mg2Si. Therefore, it is rather reasonable to think that Mg3Bi2 phase can not provide a suitable nucleation site for Mg2Si.
The reason for the refinement of Mg2Si crystals by the addition of Bi may be related to the composition supercooling caused by the segregation of Bi at the front of the solid/liquid interface of Mg2Si during solidification. It is seen from the SEM images in Figs. 6(b) and (c) and the energy spectrum analysis of Bi element in Table 1 that Bi is distributed between grains. Therefore, it can be considered that because of the extremely low solubility of Bi in the Al matrix, the Bi element is easy to congregate at the growing interface of Mg2Si, resulting in a local composition supercooling in the alloy melt. With the concentration increase of Bi, the composition supercooling is further increased. When the concentration of Bi reaches a certain extent, the growth of Mg2Si phase can be suppressed and thus its crystals become fine (Figs. 2 and 4). In addition, it is demonstrated that Bi markedly reduces the surface tension of Al alloys and the contact angle between Al and Si [21], resulting in the aluminium being able to wet the silicon phase more easily and encapsulate the silicon growth front, thus limiting its growth [15]. This also may be used to explain the effect of Bi on the refinement of Mg2Si crystals due to the similarity between Mg2Si and Si phases in crystalline structure. Another refining reason may be that Bi addition may create some distortion in the Mg2Si lattice due to a high solubility limit of Bi in Mg2Si [20] and the larger radius of Bi atom, and thus change the surface energy of the Mg2Si crystals. Therefore, Bi addition may arrest and suppress the anisotropic growth of the Mg2Si dendritic morphology. With regards to the detailed modifying mechanism, there is still a need for further research to be carried out.
The above observations also confirm that Bi-rich particles disperse homogeneously in the aluminium-rich liquid matrix, forming a uniform composite structure during solidification, which is very beneficial to the improvement of the antifriction and wear resistance of the Al-15%Mg2Si composite. Previous studies demonstrated that monotectic binary alloys, such as Al�CPb, Al�CIn and Al�CBi alloys, are difficult to be manufactured by conventional processing due to the segregation that arises from the large miscibility gap in the liquid state and the wide difference in densities between the two phases in their liquid state, and thus nonuniform distribution of soft particles caused by the segregation could be overcome only by employing unconventional fabrication techniques such as rapid solidification, spray deposition, powder metallurgy and mechanical alloying [22]. In the case of Al-Mg2Si-Bi ternary alloy system in the present study, the solidification of the Bi-rich liquid is influenced by the presence of primary and eutectic Mg2Si in this alloy, which is schematically illustrated in Fig. 7.
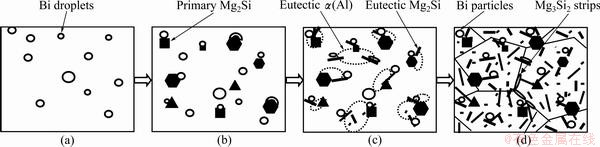
Fig. 7 Schematic illustration of effect of primary and eutectic Mg2Si on solidification of Bi-rich liquid
When the alloy is cooled from a single liquid phase L, it firstly separates into two liquid phases, Al-rich liquid L1 and Bi-rich liquid L2, simultaneously through the monotectic reaction due to high miscibility temperature (Fig. 7(a)). With the decrease of temperature, primary Mg2Si particles precipitate. Due to a good wettability between Mg2Si and Bi-rich liquid [15,23], much Bi-rich liquid enriches around the existing Mg2Si particles and many dispersed Bi droplets form (Fig. 7(b)), which prevents Bi-rich liquid from sinking due to a great density of the Bi-rich liquid. When the temperature of the alloy melt reaches eutectic one, binary eutectic reaction L����(Al)+Mg2Si occurs and Bi droplets both around the primary Mg2Si particles and in the Al-rich liquid are pushed and squeezed into the phase interface of the eutectic Mg2Si and ��(Al) phases or the grain boundaries of ��(Al) phases by the growing eutectic Mg2Si and ��(Al) until the eutectic reaction finishes (Fig. 7(c)). The lamellar and network structure consisting of eutectic Mg2Si and ��(Al) phases further disperses the Bi droplets, which makes them become finer and facilitates a uniform dispersion of Bi particles in the Al-phase. Finally, small and dispersed Bi particles precipitate through binary eutectic reaction L����(Al)+Bi at 271 ��C and ternary eutectic reaction L����(Al)+Bi+ ��(Mg3Bi2) at 260.5 ��C, respectively [23]. Therefore, the pure Bi phase solidified exists on the phase interface of the eutectic Mg2Si and ��(Al) mainly in the form of small particles and Bi+Mg3Bi2 eutectics at the grain boundaries of ��(Al) phases in the form of thin strips, as shown in Fig. 7(d) and Figs. 4(b), 4(c) and 4(d). This microstructural feature has been observed in the experimental work of RUDRAKSHI et al [24] in Al-3.5Cu-10Si-20Pb alloys and XIA et al [25] in Al-13Si-3Bi alloys. XIA et al also found that the change of Si content can influence the appearance of Bi phase and the refining result to the microstructure, revealing the effect of the third phase on the size, appearance and distribution of second soft phase with a low melting point.
3.2 Wear behaviors
3.2.1 Wear rates and friction coefficient
Figure 8 shows the effects of Bi content on the wear rate and friction coefficient for the investigated composites under the loads of 20 and 140 N. Obviously, the relationships between the wear rate and Bi content are similar under the two loads. The wear rate decreases with Bi content increasing at first, reaches a minimum at 4% Bi, then slightly increases with the increasing of Bi content, but is not larger than that of the Bi-free composite (Fig. 8(a)). The friction coefficients decrease with the increase of Bi content (Fig. 8(b)).
Figure 9 shows the variation of wear rate of the unmodified and Bi-modified composites with the applied load. It can be seen that the wear rate of the composites increases with increasing the applied load irrespective of the material, and the wear rate increases more rapidly in high load region than in low load one. However, the increasing rate of wear rate with the increasing of load for 1.0% or 4.0% Bi-modified composite is smaller than that for the unmodified composite. For example, the wear rate of the unmodified composite increases from 11��10-3 mg/km at an applied load of 20 N to 45��10-3 mg/km at an applied load of 140 N, while the wear rate of the 4.0%Bi-modified composite increases from 8��10-3 mg/km to 26��10-3 mg/km at the same applied load. The former is increased by 309%, whereas the latter only 225%. These results show that the wear resistance of Bi-modified composites is better than that of the unmodified composite.
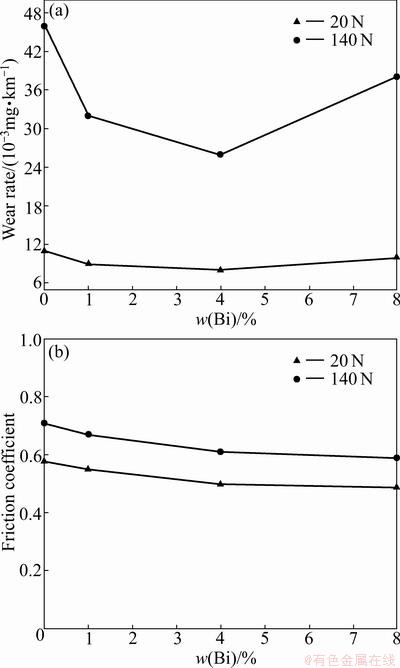
Fig. 8 Curves of wear rate (a) and coefficient of friction (b) varying with content of Bi
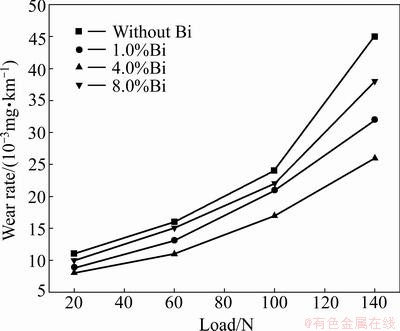
Fig. 9 Curves of wear rate varying with load
3.2.2 Worn surface and mechanism
In order to reveal the wear behavior and mechanism, the worn surfaces of the composites without and with Bi were examined by SEM. Figure 10 shows SEM images of the worn surfaces of the composites, tested at a load of 140 N. It can be seen that the worn surface of Al- 15Mg2Si composite without Bi addition displays deep and wide ploughing grooves parallel to the motion direction, among which the maximum width reaches 60 ��m, a lot of dimples, local adherent scars and fractured primary Mg2Si particles can be seen in the surface, and some of the fractured particles are left in the matrix surface and others are broken off during wear and the dimples form, which demonstrates that a combination of abrasion wear, adhesive wear and delamination wear appears to be the main wear mechanism of the composite, as shown in Fig. 10(a). With 1.0% Bi addition, the fractured primary Mg2Si particles disappear, only grooves, dimples and adherent scars are left. These grooves become more shallow and narrow than those without Bi, which is the combination of mild abrasion wear and adhesive wear (Fig. 10(b)).
After the content of Bi increases to 4.0%, the worn surface of the composite has a rather smooth appearance only with grooves as a result of homogeneous wear, and the grooves become more shallow and narrower, and thus the wear mechanism is changed into a single abrasion wear, as shown in Fig. 10(c). However, the dimples and local adherent scars again appear with increasing Bi content to 8.0% (Fig. 10(d)), which is similar to that shown in Fig. 10(b).
The wear and frictional properties supported by wear rate, friction coefficient and worn surface together reveal that the performance of the Bi-modified composites in terms of wear resistance, especially 4.0%Bi-modified one, is better than that of the unmodified composite within the experimental wear conditions in the present investigation. The low wear rates and smooth worn surfaces for Bi-modified composites are mainly due to the combination of Bi modification on Mg2Si and self-lubrication function of Bi particles in the friction process.
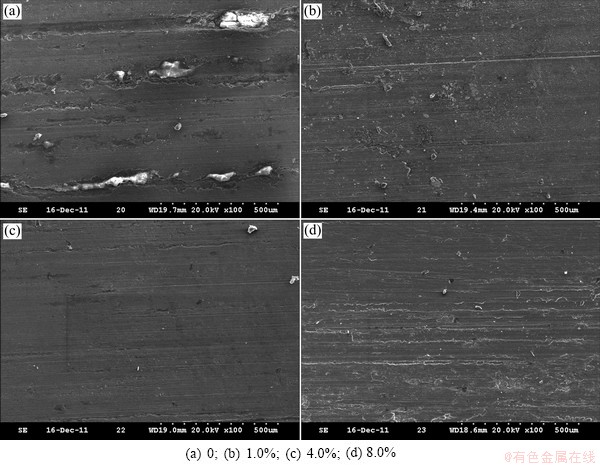
Fig. 10 SEM images of worn surfaces of composites with different amounts of Bi under 140 N load
It is well known that wear process generally experiences three stages, i.e., surface interaction, surface damage and wearing pull-out, and wear forms mainly include abrasion wear, adhesive wear, fatigue wear and chemical wear, etc. In the wear process of the hypereutectic Al-Mg2Si composites, primary and eutectic Mg2Si crystals with high hardness provide supporting and protection for the relatively soft aluminum matrix. These Mg2Si crystals are easy to cause the plastic deformation of the contact part of counterpart, leading to the presence of dimples with different depths and widths on the counterpart. Meanwhile, the parts around the dimples are squeezed and piled up, resulting in the softer matrix of the composites squeezed. After the extrusion process and the plastic deformation are repeated several times, cracks are initiated easily within Mg2Si crystals or the contact part of the Mg2Si crystals and the aluminum matrix, and propagated gradually into the interior of the Mg2Si crystals under the repeated impact of the load, eventually leading to fracturing and dropping of the Mg2Si crystals in the composites. These dropping hard Mg2Si particles make relative motion along the friction direction on the soft aluminum matrix under the action of inertial force, causing the secondary cutting of the matrix, thus forming ploughs with different depths and widths on the composites. Therefore, the morphologies and sizes of the primary and eutectic Mg2Si in the hypereutectic Al�CMg2Si composites play a critical role in determining the wear behavior of these materials. For the coarser primary Mg2Si particles in the unmodified composite, the test load is carried by fewer particles in a certain area, which causes a higher contact stress on the tip of coarse abrasive particles than the fine abrasive particles under the same applied load, and the coarse particles are found to contain more defects [16]. During two-body abrasive wear, therefore, the coarse Mg2Si phases appear to fracture more frequently than the fine Mg2Si particulates, resulting in the formation of a lot of fractured particles on the wear surface (Fig. 10(a)). The fractured primary Mg2Si particles are also observed under the subsurface of unmodified composite, as shown in Fig. 11(a). Furthermore, some fractured particles are easy to remove from the matrix to leave lots of dimples on the wear surface as shown in Fig. 10(a). Subsequently, these fractured particles, entrapped between the counterface and the composite, may act as third-body abraders and aggravate the worn surface damage, which gives rise to a high wear rate (Fig. 9) and a deeper and wider ploughs on the composite (Fig. 10(a)). In contrast, finer primary Mg2Si phase with large load-supporting ability in the 4.0%Bi-modified composite has little effect on the formation of surface and subsurface microcracks, as shown in Fig. 10 (c) and Fig. 11(b), and thus reduces the tendency for the finer primary Mg2Si particles to be pulled out from the worn surface, which leads to less third-body wear during the wear process (Fig. 9) and a rather smooth appearance only with grooves (Fig. 10(c)). The decrease of the wear rates of the Bi-modified composites can also be attributed to the grain refining of eutectic Mg2Si phase. The finer eutectic Mg2Si phase forms a rough interface with the matrix and their better bonding with matrix can effectively suppress the initiation and propagation of the cracks at the finer eutectic Mg2Si/matrix interface, resulting in further improvement of the wear resistance of the modified Al�CMg2Si composite. The small increase of wear rates and friction factors for the 8.0%Bi- modified composite is also attributed to the slightly large primary Mg2Si phase compared with 1.0% and 4.0%Bi- modified composites.
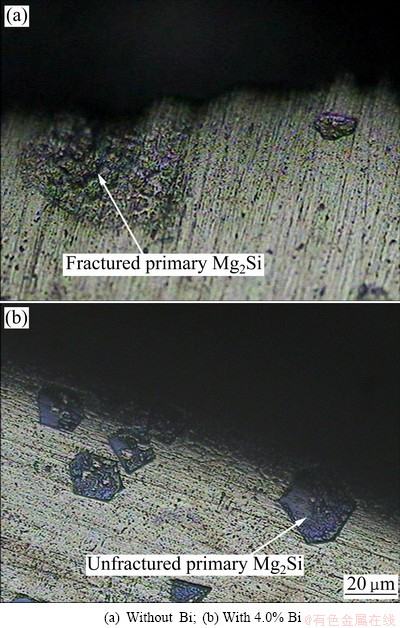
Fig. 11 Subsurface structures of composites
The effect of soft phases and their content on the wear and frictional behaviour of the materials has been investigated and the improvement of wear resistance for many Al alloys by adding soft Pb, graphite, Bi and Sn has been demonstrated by many investigators [22, 26-29]. For the Al-Mg2Si composites with Bi, the soft Bi acts as an extreme pressure lubricant and is smeared over the sliding surface by forming a thin film of low shear strength between the mating surfaces during dry sliding, and in turn reduces the contact area between the specimen and the counterface and leads to easy shearing during sliding between two surfaces and thus ensures a low frictional forces [26,29]. In the process of sliding, the applied pressure is born by the underlying Al�CMg2Si alloy matrix, whereas shearing takes place in a thin film of Bi having low shear strength. The structure of soft Bi dispersing homogeneously combines with hard Mg2Si in the Al-Mg2Si composites (Fig. 6) and the characteristic of the increasingly softening of Bi with low melting point with increasing surface temperature during the dry sliding ensures a better smearing to avoid metal�Cmetal contact during sliding, resulting in the decreases of the wear rates of the alloys with Bi.
The wear surface of the composite without Bi appears lots of dimples and local adherent scars except deeper and wider ploughs, namely abrasion wear and adhesive wear happen simultaneously in the friction process (Fig. 10(a)). Adhesion wear may be caused due to the absence of self-lubricating properties of the composites without Bi, thus the local surface is easily teared and adhered to the counterpart under the action of load. After 4% Bi is added, soft Bi phase with low melting point is formed and displays self-lubrication function in the friction process, making that oil film forms on the alloy surface with strong toughness and avoiding tearing the composite surface and appearing of adhesion wear. Meanwhile, the microstructure of the composites with Bi protects the Mg2Si phase, constrains the propagation of surface cracks and avoids the adhesive wear and delamination wear occurring (Fig. 10(c)).
4 Conclusions
1) The addition of proper amount of Bi can modify both primary and eutectic Mg2Si in the composites simultaneously. With the increase of Bi content, the morphology of primary Mg2Si particle changes from dendritic to polygonal shape, and its size decreases from ~70 to 6 ��m. Moreover, the morphology of the eutectic Mg2Si phase alters from flake-like to a thin laminar, short fibrous, coral-like or dot-like structure. When the Bi content exceeds 4.0%, the size of the primary Si becomes large further, while the eutectic Mg2Si still exhibits modified morphology.
2) Bi in the composite precipitates mainly in the form of small particles within ��(Al)+Mg2Si eutectic cells, and distributes on the interface of the eutectic Mg2Si and ��(Al) phases; a small amount of Bi+Mg3Bi2 eutectics exist at the grain boundaries of ��(Al) phases in the form of thin strips.
3) The wear rates and friction coefficient of the composites with Bi addition are lower than those without Bi, and the wear rates decrease at first, reach a minimum at 4% Bi, then increase with the increase of Bi content; the improvement of the wear rates of the composites with Bi is more obvious in high load region than in low load one. The addition of Bi changes the wear mechanism of the composite from the combination of abrasive, delamination and adhesive wear without Bi to mild abrasion and adhesive wear with 1% Bi, and then to a single mild abrasion wear with 4% Bi.
4) The low wear rate for the composites with Bi is mainly due to a combination of Bi modification on Mg2Si and self-lubrication function of Bi particles in the friction process.
References
[1] ZHANG J, FAN Z, WANG Y, ZHOU B. Microstructural refinement in Al-Mg2Si in-situ composites [J]. J Mater Sci Lett, 1999, 18(10): 783-784.
[2] DWIVEDI D K. Sliding temperature and wear behaviour of cast Al-Si-Mg alloys [J]. Mater Sci Eng A, 2004, 382(1-2): 328-334.
[3] QIN Q D, ZHAO Y G, ZHOU W, CONG P J. Effect of phosphorus on microstructure and growth manner of primary Mg2Si crystal in Mg2Si/Al composite [J]. Mater Sci Eng A, 2007, 447(1-2): 186-191.
[4] QIN Q D, ZHAO Y G, CONG P J. Strontium modification and formation of cubic primary Mg2Si crystals in Mg2Si/Al composite [J]. J Alloy Compd, 2008, 454(1-2): 142-146.
[5] JIANG Q C, WANG H Y, WANG Y, MA B X, WANG J G. Modification of Mg2Si in Mg-Si alloys with yttrium [J]. Mater Sci Eng A, 2005, 392(1-2): 130-135.
[6] ZHOU Y G, QIN Q D, ZHOU W, LIANG Y H. Microstructure of the Ce-modified in situ Mg2Si/Al-Si-Cu composite [J]. J Alloys Compd, 2005, 389(1-2): L1�CL4.
[7] HADIAN R, EMAMY M, VARAHRAM N, NEMATI N. The effect of Li on the tensile properties of cast Al-Mg2Si metal matrix composite [J]. Mater Sci Eng A, 2008, 490(1-2): 250-257.
[8] EMAMY M, KHORSHIDI R, HONARBAKHSH RAOUF A. The influence of pure Na on the microstructure and tensile properties of Al-Mg2Si metal matrix composite [J]. Mater Sci Eng A, 2011, 528(13-14): 4337�C4342.
[9] TORABIAN H, PATHAK J P, TIWARI S N. On wear characteristics of leaded aluminium-silicon alloys [J]. Wear, 1994, 177(1): 47-54.
[10] KEISUKE U, KIM H Y, KOJIRO F. Mechanical alloying in the Al-Bi alloy system [J]. J Mater Sci, 1996, 31(13): 3605-3611.
[11] LU Xin, ZENG Yi-wen, OUYANG Zhi-ying, WEI Ni, MAO Xie-min. Effect of Bi element on frictional behavior of A390 hypereutectic alloy [J]. Tribology, 2007, 27(3): 284-288. (in Chinese)
[12] XIA Lan-ting, LIN Hong-bin, LI Gui-ling. Effects of Bi on microstructure and properties of A-Si piston alloy [J]. Special Casting & Nonferrous Alloys, 2008, 28(11): 829-831. (in Chinese)
[13] PILLAI N P, ANANTHARAMAN T R. Elements of V group as modifiers of aluminium-silicon alloys [J]. Trans Metall Soc AIME, 1968, 24(2): 2025-2027.
[14] LI Zhen-kuan, BIAN Xiu-fang, HAN Na, LI Li, GUO Xiao-hua. Effect of Bi on structure and properties of hypoeutectic Al-Si alloy [J]. Foundry Technology, 2007, 28(11): 1486-1488. (in Chinese)
[15] FARAHANY S, OURDJINI A, IDRIS M H, THAI L T. Effect of bismuth on microstructure of unmodified and Sr-modified Al-7Si-0.4Mg alloys [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(7): 1455-1464.
[16] LI C, WU Y Y, LI H, LIU X F. Morphological evolution and growth mechanism of primary Mg2Si phase in Al-Mg2Si alloys [J]. Acta Mater, 2011, 59(3): 1058�C1067.
[17] LI S, ZHAO S, PAN M, ZHAO D, CHAN X, BARABASH O M, BARABASH R I. Solidification and structural characteristics of ��(Al)-Mg2Si eutectic [J]. Mater Trans JIM, 1997, 38(6): 553-559.
[18] HADIAN R, EMAMY M. Modification of cast Al-Mg2Si metal matrix composite by Li [J]. Mater Trans B, 2009, 40(6): 822-832.
[19] NAYEB-HASHEMI A A, CLARK J B. The Bi-Mg (bismuth- magnesium) system [J]. Bulletin of Alloy Phase Diagrams, 1985, 6: 528-533.
[20] GUO E J, MA B X, WANG, L P. Modification of Mg2Si morphology in Mg-Si alloys with Bi [J]. J Mater Process Technol, 2008, 206(1-3): 161�C166.
[21] PAPWORTH A, FOX P. The disruption of oxide defects within aluminium alloy castings by the addition of bismuth [J]. Mater Lett, 1998, 35(3-4): 202-206.
[22] UEBBER N, RATKE L. Undercooling and nucleation within the liquid miscibility gap of Zn-Pb alloys [J]. Scripta Mater, 1991, 25(5): 1133-1137.
[23] RAGHAVAN V. Al-Bi-Mg (aluminum-bismuth-magnesium) [J]. Journal of Phase Equilibria and Diffusion, 2011, 32(5): 448-450.
[24] RUDRAKSHI G B, SRIVASTAVA V C, PATHAK J P, OJHA S N. Spray forming of Al-Si-Pb alloys and their wear characteristics [J]. Mater Sci Eng A, 2004, 383(1): 30-38.
[25] XIA Lan-ting, ZHU Hong-xi, MA Yun-fei. Freezing character of Bi in high silica alloy and its effects on structure [J]. Foundry, 2006, 55(11): 1181-1183. (in Chinese)
[26] ANIL M, SRIVASTAVA V C, GHOSH M K, OJHA S N. Influence of tin content on tribological characteristics of spray formed Al-Si alloys [J]. Wear, 2010, 268(11-12): 1250-1256.
[27] BHATTACHARYA VICTORIA, CHATTOPADHYAY K. Microstructure and wear behaviour of aluminium alloys containing embedded nanoscaled lead dispersoids [J]. Acta Mater, 2008, 52(8): 2293-2304.
[28] RIAHI A R, ALPAS A T. The role of tribo-layers on the sliding wear behavior of graphitic aluminum matrix composites [J]. Wear, 2001, 251(1-12): 1396-1407.
[29] SRIVASTAVA V C, RUDRAKSHI G B, UHLENWINKEL V, OJHA S N. Wear characteristics of spray formed Al-alloys and their composites [J]. J Mater Sci, 2009, 44(9): 2288-2299.
Bi������Al-Mg2Si���������ϲ�����֯���Ħ��ĥ�����ܵ�Ӱ��
������, �Ź㰲, �鸴��
������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ������ 121001
ժ Ҫ���о���ͬBi���������Ӷ�Al-15Mg2Siԭλ���������ϲ�����֯���ĥ��ĥ�����ܵ�Ӱ�졣���������Bi���������ӶԸ��ϲ����еij�������Mg2Si��������Եı���Ч������Bi���ϲ��ϵ�ĥ���ʺ�Ħ��ϵ����С����Bi���ϲ��ϵġ�Bi�ı��˸��ϲ��ϵ�ĥ�������1%Bi������ʹ���ĥ��ĥ��ճ��ĥ���ƣ��ĥ��ת��Ϊ��ĥ��ĥ���ճ��ĥ��4%Bi��������Ч��������Ħ���������Mg2Si�������ƵIJ�����������ճ��ĥ���ƣ��ĥ��ʹ���ϲ��ϵ�ĥ���Ϊ��һ����ĥ��ĥ�𡣺�Bi���ϲ�����ĥ���ܵĸ�����Bi��Mg2Si��ı������ú�Bi�����������õ��ۺϽ����
�ؼ��ʣ�Al-Mg2Si���ϲ��ϣ����죻Bi���ӣ���Ħ������
(Edited by Sai-qian YUAN)
Foundation item: Projects (20060394, 2009S053) supported by the Key Laboratory Foundation of Liaoning Provincial Committee of Education, China
Corresponding author: Xiao-feng WU; Tel: +86-416-4199758; E-mail: hgd901@126.com
DOI: 10.1016/S1003-6326(13)62627-8
Abstract: The influence of addition of Bi (0.2%-8.0%) on the microstructure and dry sliding wear behaviors of cast Al-15%Mg2Si in situ metal matrix composites was investigated. The microstructure features of the composites were characterized by optical microscopy (OM), scanning electron microscopy (SEM) and energy dispersive X-ray spectroscopy (EDS), and their wear characteristics were evaluated at different loads. The results show that the proper addition of Bi has significant modification effect on the morphologies of both primary and eutectic Mg2Si in the Al-15%Mg2Si composites. With the increase of Bi content from 0 to 4%, the morphology of primary Mg2Si changes from irregular or dendritic to polyhedral shape and its average particle size significantly decreases from 70 to 6 ��m. Moreover, the morphology of eutectic Mg2Si phase also alters from flake-like to very short fibrous or dot-like shape. When the Bi content exceeds 4.0%, the primary Mg2Si becomes coarse again; however, the eutectic Mg2Si still exhibits modified morphology. The wear rates and coefficient of friction of the composites with Bi addition are lower than those without Bi. Furthermore, the wear mechanism of the composite changes from the combination of abrasive, adhesive and delamination wear without Bi into mild abrasion and adhesive wear with 1% Bi; the addition of 4% Bi effectively restrains the cracks in primary Mg2Si and on the worn surface of the composite and avoids adhesive and delamination wear, and thus only a single mild abrasion occurs. The improvement of wear performance of the composites with Bi is originated from the combination of Bi modification on Mg2Si and self-lubrication function of Bi particles in the friction process.
