
DOI: 10.11817/j.issn.1672-7207.2015.06.008
���ڱ����θֹ�Ĵ�ĥģʽ����
���ٵ�����£������֣�����������
(������ͨ��ѧ ��е����ӿ��ƹ���ѧԺ��������100044)
ժ Ҫ��
ֱ��Ӱ��ֹ��ĥ����ҵ���̼����ĥЧ�������ֹ��ĥģʽ�����û�������Ϊʵ��Ŀ��״̬��ָ�����Թ���60 kg���ֹ�Ϊ����չ�ֹ��ĥģʽĥ��Ҫ�ط�չ���ɵ��о������ڽ����ı��ֹ����ε���ѧģ�ͣ���ϴ�ĥģʽ�ķֲ��ص��Լ�ɰ����ֹ�ĸ����ϵȷ����ĥ�ֹ�����ļ���ģ�ͣ�Ȼ����ʵ����ҵ��ȡֵ��Χ��������ҪӰ�����صı仯���ɣ������Գ���ǶԳ�ģʽ�Ըֹ����ε�Ӱ�죬��ͨ����Ӧ��ĥģʽ��ʵ���������������εķ���������ģ�ͼ�����֤������������ֹ��ĥɰ�ֵİڽ�ԽС�������ͬ������Ƴ�������Ҫ���������ԽС������Գ�ģʽ������ģʽ�ԶԳƵı����ε�������ҵ�Ըֹ����ε�Ӱ������ͬ�ģ��ǶԳ�ģʽ�Ըֹ����ε�ĥ��������Ҫ�ɴ�ĥɰ�ֵĽǶȷֲ�ģʽ������
�ؼ��ʣ�
��ͼ����ţ� U216.4��TG58 ���ױ�־�룺A ���±�ţ�1672-7207(2015)06-2027-09
Mechanisms of rail grinding patterns based on standard rail profile
ZHI Shaodan, LI Jianyong, CAI Yonglin, SHEN Haikuo, NIE Meng
(School of Mechanical & Electronic Control Engineering, Beijing Jiaotong University, Beijing 100044, China)
Abstract: The grinding patterns have direct effects on the rail grinding processes and the ground results. It��s necessary to probe into the mechanisms of the rail grinding patterns in order to get the aimed rail status for rail maintenance projects. By taking the profile of 60 kg standard rail as the to-be-ground objects, the rules for key elements in the rail grinding process were developed. Firstly, the mathematical model for standard profile was developed. And the models of traversal-sectional area and cutting length model for ground rail were also built by combining the characteristics of pattern-distributing and the interference relationship between the grinding stone and the rail head. Then the changing rules of the key elements in the grinding process were observed in a range of the practical operation. Ultimately, the effects of different patterns on the actual detected profile and the theoretical profile were analyzed, including both of the symmetric patterns and the non-symmetric patterns. The results are as follows: the smaller the grinding angles are, the smaller depths would be needed as to achieve the same cutting traversal-sectional area on the railhead; both the transversely-symmetric patterns and the longitudinally patterns have same results on the come-and-go passing; the non-symmetric patterns have different grinding results on the rail profile depending on the angles distribution of the grinding stones.
Key words: rail grinding; grinding mechanism; grinding patterns; grinding stones
�ֹ��ĥ���ڸֹ��ĥ�г�������������ɸֹ첡��ȥ���ĸ���ĥ�����̡�������תɰ�ֵ�ĥ�����ã��ֹ��ĥ�г�����ʻͨ�����ܹ������������������Ƴ���������˲�Ĵ��������ε��Ż�[1]���Ըֹ��ĥ�г��������ֹ��ĥ�������Բ����ܽ��̽����Ҳӿ�ֳ��ḻ��ʵ������ɹ���������ŷ������չ�����ĸֹ��ĥ����ʼ���ڶԸֹ첨����ĥ�ĵķ�������Grassie[2]�����˸ֹ첨����ĥ�ĵij�������˸ֹ��ĥ�Բ�ĥ������Ŀ����ԡ�Grassie[3-4]����ŷ��������Ĵ�ĥ��Ŀ��������˴�ĥ�ľ���Ч���Լ�ŷ�ֹ��ĥ�����ƶ��ķ�չ���ơ�Lundmark��[5]���ֹ�Ӵ���ϵ��������ĥ����Ħ���ĽǶȷ����ֹ��ĥ�Ըֹ������̬��Ӱ�졣Hyde[6]�Կ��Ƹֹ�ƣ������ΪĿ��ͨ����ֵ�������Ըֹ��ĥ���ڵ��Ż��������������·����ȡ�ֹ��ĥ��ҵ�İĴ�����Ҳ�����˴���������·�Ĵ�ĥ���顣���ô��Magel��[7]����˸ֹ��ĥ���ʷ�չ���ɣ��Կ��ƹ������ƣ������Ϊ����������ֹ��ĥ��ҵ��Zarembski��[1, 8-9]���ݱ�����ŷ����·ϵͳ����İ�ȫ�¹ʵ��鼰�ֹ��ĥ��Ŀ��������˸ֹ��ĥ���������ר�����Ըֹ��ĥ����������ϵͳ�Խ��ܣ��������Ӱ����ٴ�ĥ����ĥ��������Ҫ���ء�Wong[10]ͬ�����Թ����Ӵ�ƣ��Ϊ������Ѱ�Ҹֹ��ĥ���Ż����ڡ��ҹ����ڸֹ��ĥ���о������������������豸���ڵļ��������Լ���ĥ������ѷ������Ը���ʵ�ʸֹ�״̬ѡ��ƥ��Ĵ�ĥģʽ���ҹ�ѧ�ߴӹ�ע�ֹ��ϵ��չ���Ըֹ�����״̬���Ҫ������չ���ֹ��ĥ���õ�˼����������[11]�����˸ֹ��ĥ�����ò���������˷��ࡣ��ѧ�ɵ�[12]�Ըֹ��ĥ�о���չ������������ܡ���Ծΰ��[13]���ֹ�Ӵ��ĽǶȳ������Ը��ٴ�ĥ�����Ż��������о���ȱ�ٸֹ��ĥ���û��������ۣ�����Ҫ��ϸֹ��ĥ���̵������ص��Է�������ҪӰ�����ز�̽���䷢չ���ɣ�Ϊ�ֹ��ĥ���ԵĿ������ƶ��ṩ�������ݣ�����ʵ�ָ������иֹ�״̬��Ŀ��������ѡ���ʺϵĸֹ��ĥģʽ�����Ÿֹ��ĥ�г���ǰ������ĥɰ����һ��˳���������У����ں���淽���Բ�ͬ�ڽǽӴ��ڸֹ�������εIJ�ͬλ�á����������ķֲ��γ��˸ֹ��ĥģʽ��ʹ���ɰ��ͨ���Ըֹ����εİ��粢ʵ�ֶ������ֹ����ε����ܡ���ˣ�̽���ֹ��ĥ������Ҫ�ɴ�ĥģʽ�Ըֹ����ε����ù�����Ϊ��㡣��������ѡȡ�ҹ����ڹ㷺ʹ�á����д����Ե�60 kg���ֹ�������Ϊ�о������Խ��ֹ챾�����˼���ƽ˳�Դ�ĥģʽ�ĸ��š����ȣ��������ֹ����ε���ѧģ�ͣ������ݴ�ĥɰ����ֹ��ں����ĽӴ���ϵ����������ĥɰ����ֹ��������ε����۽Ӵ�ģ�ͣ���Σ���ʵ����ҵ��ȡֵ��Χ�ڷ���������ĥɰ�ֵ�ĥ��Ҫ�ر仯�Ըֹ��������ε�Ӱ����ɣ����ϵ���ɰ�ֵ�ĥ���ص㼰��Ըֹ��˳������ԭ���������Գƴ�ĥģʽ��ǶԳ�ģʽ�IJ�ͬ����Ըֹ����ε����á�
1 60 kg���ֹ�����ģ��
ѡȡ�������ε��������ڣ�
1) �ֹ����εļ������������Ƶ���ĥɰ����ֹ����εļ��ι�ϵ��
2) �����������������о���ĥɰ�ֵ�ĥ�����ܼ�����ɣ�
3) ������չ����ʵ�ʸֹ��ĥ��ҵ�Ľ�ϣ���ʱ������ĥ��ҵ�����в��ȶ����صĸ��š�
1.1 ��������
�ο��ҹ��ĸֹ����60 kg����ļ��γߴ���ͼ1��ʾ����������3��Բ����ɡ�
������Ʊ������λ��εİ뾶���ҳ�����1��
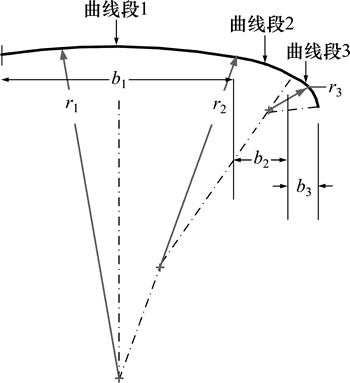
ͼ1 �ֹ����γߴ�
Fig. 1 Geometry of rail profile
��1 60 kg����������
Table 1 Profile parameters of standard 60 kg rail
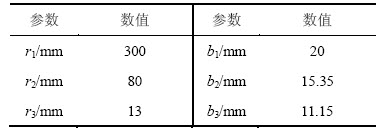
Ϊ���õ������ֹ��ĥ����ҵϵͳ�����ֹ�������Ϊx�Ὠ����������ϵ����y-zƽ���ʾ�ֹ����棬��ͼ2��ʾ�����ݸֹ����εļ����ص��Բ�����Ľ��ж�λ��Ѱ�ҵ�3�ֻ��ε�����O1��O2��O3���Լ�����O2��O3����z��ԳƵ� ��
�� ��Ȼ�����ü��ι�ϵȷ���ֹ��������ε���ѧ���
��Ȼ�����ü��ι�ϵȷ���ֹ��������ε���ѧ���
ͼ2 �ֹ���������ϵ(a)�����ζ�λ(b)
Fig. 2 Coordinate system of rail profile and locations of curve center
����ȷ��O1������O1(0��r1)��
 (1)
(1)
ʽ�У� Ϊ����1����y���ꣻ
Ϊ����1����y���ꣻ Ϊ����1����z���ꣻr1Ϊ����1�뾶���ȣ�Ȼ�����O1���O2�Ķ�λ��
Ϊ����1����z���ꣻr1Ϊ����1�뾶���ȣ�Ȼ�����O1���O2�Ķ�λ��
 (2)
(2)
 (3)
(3)
ʽ�У� Ϊ����2����y���ꣻ
Ϊ����2����y���ꣻ Ϊ����2����
Ϊ����2���� ���ꣻr2Ϊ����3�뾶���ȣ���1Ϊ����1��Ӧ�ĽǶ�
���ꣻr2Ϊ����3�뾶���ȣ���1Ϊ����1��Ӧ�ĽǶ�
����O1��O2��������ɶ�O3�Ķ�λ��
 (4)
(4)
 (5)
(5)
ʽ�У� Ϊ����3����y���ꣻ
Ϊ����3����y���ꣻ Ϊ����3����
Ϊ����3���� ���ꣻr3Ϊ����3�뾶���ȣ���2Ϊ����2��Ӧ�ĽǶȣ���3Ϊ����3��Ӧ�ĽǶȡ�
���ꣻr3Ϊ����3�뾶���ȣ���2Ϊ����2��Ӧ�ĽǶȣ���3Ϊ����3��Ӧ�ĽǶȡ�
 (6)
(6)
��ʽ(6)�����õĻ��νǶȴ���ʽ(1)~(5)���ɵõ�3�ֻ��ε����ģ���õ��ֹ�������ε�������ѧ���
 (7)
(7)
1.2 ɰ�ֶԸֹ����������
����ĥɰ�ּ�Ϊ���뼸���壬�ں����y-z�����ͶӰΪ�߶Σ��Ըֹ��ĥ�����̵ļ��θ�����ͬ���߶����ε��ཻ���⡣�ཻ�߶μ�Ϊ�ֹ��ĥ���(facet)�ں���淽���ͶӰ������ȼ�Ϊ�ཻ�߶εij���lcontact����ͼ3��ʾ��
���ڽǦ�setȷ��ʱ��ɰ����ֹ�����������ĽӴ���(��ͼ4��ʾ�Ļ�����ֹ����ε����е�)���ҿ����жϽӴ������ڻ��ε�����Om(m��1��2��3)�����ŽӴ������Ӧ��������Om���뵽����Ĵ�ĥ���dset���ڴ�ĥ�ڽǦ�set����ĥ���dset��֪��������ͨ��

ͼ3 ĥ��ɰ����ֹ���������ϵ
Fig. 3 Interference relationship between grinding stone and rail transversal profile
�����ֻ�ô�ĥ������Ƴ���� ����ĥ�������lcontact��
����ĥ�������lcontact��
 (8)
(8)
ʽ�У�dΪ�߶ε㵽��Ӧ���ĵľ��룻rmΪ����1����z���ꣻdsetΪ��ĥ��ȡ�
 (9)
(9)
ʽ�У� Ϊ����б�ʣ�CΪ�ཻ�߽ؾ��1����z���ꡣ
Ϊ����б�ʣ�CΪ�ཻ�߽ؾ��1����z���ꡣ
 (10)
(10)
��ʽ(8)��ʽ(10)�������ɽ��
 (11)
(11)
��ô�ĥ�����ֹ������ں�����ϵ�2������P1��P2(��ͼ4��ʾ)��
 (12)
(12)
��ֹ��ĥ����Ŀ���Ϊ
 (13)
(13)
������Ƴ����
 (14)
(14)
 (15)
(15)
ʽ�У� Ϊ��ĥǰ�ֹ����Σ�
Ϊ��ĥǰ�ֹ����Σ� Ϊ��ĥ��ֹ����Σ���Ϊ��ĥ������β
Ϊ��ĥ��ֹ����Σ���Ϊ��ĥ������β
ͼ4��ʾΪ��ĥɰ�ֲ�ͬ�ڽǷ�Χ�벻ͬ��ĥ������ȡ���ͼ4�ɼ������ڴ�ĥɰ�ְڽDz�ͬ��Ѱ��ɰ����ֹ����ε�����Ӵ������ڲ�ͬ�Ļ��Σ���õĺ�����Ƴ�������ĥ�������Ҳ����֮��ͬ��
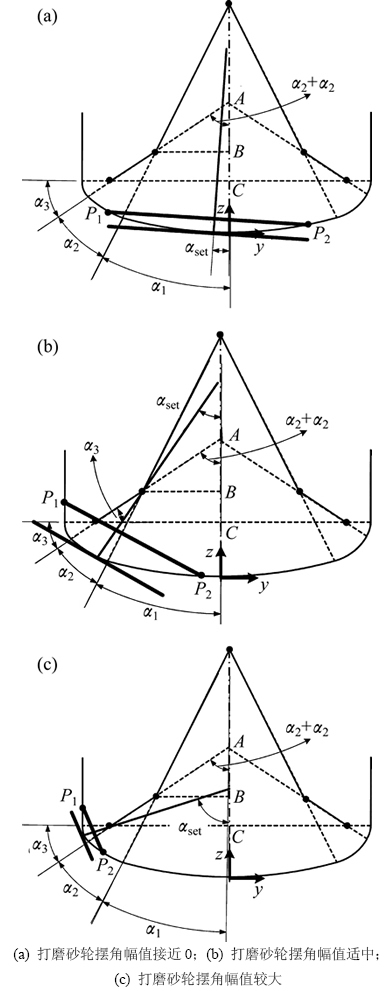
ͼ4 ��ĥɰ�ֲ�ͬ�ڽǷ�Χ�벻ͬ��ĥ�������
Fig. 4 Different widths of contact facets at different grinding stone angles
2 ����10��ɰ�ֵĴ�ĥģʽ
��ĥɰ���ظֹ����ڽǡ�����ֲ��Լ���ĥɰ�ֶԸֹ�����ѹ������Ӧ��ĥ��������Լ���ĥ�г���ʻ�ٶȵ���Ϣ��ͬ�γ��˸ֹ��ĥ��ҵ�Ĵ�ĥģʽ�����ڸֹ��ĥ�Ƕ����ĥɰ�ֵĹ�ͬ������ɵģ�ֻ���յ�����ĥɰ�ֵ�ĥ�����ɲ�����ȷ�����˹��̡�����Ե�����ĥɰ�ֵ�����ԭ��Ϊ�����������ɰ������ϵĴ�ĥģʽ�Ըֹ�����á��ڸֹ��ĥ�г�ǰ���ٶȡ���ĥ��������Լ���ĥѹ���㶨���������о���ĥɰ�ֵķֲ����жԸֹ����ε�Ӱ�졣
2.1 ��ĥɰ�ֲַ�
�ֹ��ĥɰ���ڸֹ�����ĺ���Ƕȷֲ���ͼ5��ʾ������ǰ����ɰ����ֹ����εļ��θ����ϵ��֪��ɰ�������εĽӴ�����ɰ�ֵİڽ������еĹ�ϵ���Ӵ���ʹ�ĥ��ȵ�ȷ�����������˴�ĥ��ĸֹ������Լ������Ľ���ĥ�������
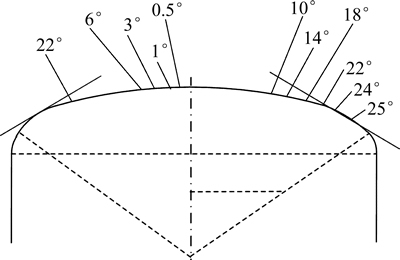
ͼ5 ��ĥɰ�ֺ���Ƕȷֲ�[1]
Fig. 5 Transversal angles distribution of grinding stones
��ĥɰ�ּ��к���ķֲ�ģʽ��Ҳ�����ظֹ�������Ų����Ը����趨�ĽǶ�������ڴ�ĥ�г��н��������Ⱥ�Ըֹ����ν���ĥ������ͼ6��ʾ���Ե���10����ĥɰ�ֵĴ�ĥ�г�Ϊ������ɫԲ���ʾ��ĥɰ�֣���ͷ��ʾ����Ϊ�н����������Ϊɰ�ֶԸֹ������˳�����Ƕ���Ϊ���ĥ�ڽǡ�
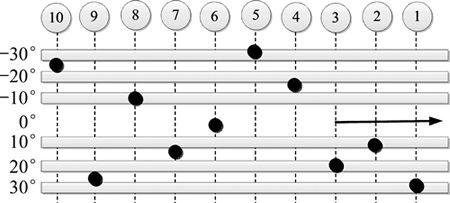
ͼ6 ��ĥɰ������ֲ�
Fig. 6 Longitudinal distribution of grinding stones
2.2 �Գ���ǶԳ�ģʽ
�Ըֹ��ĥģʽ�Ľ�һ������ͬʱ�迼��ɰ�ֵĺ���λ�ú�����λ�á�
�ں���淽�����ԶԳƽǶ��Ų���ģʽ��Ϊ����Գ�ģʽ����ͼ7��ʾ�����ڶԳ�λ�õ�ɰ�֣��ڽǷ�����ͬ����Ϊ�෴����ͬ�����ظֹ����������ҶԳ��ᴹֱ�ڸֹ������ģʽ��Ϊ����Գ�ģʽ����ͼ8��ʾ���Ȳ����Ϻ���Գ�ģʽҲ����������Գ�ģʽ�����Ϊ�ǶԳ�ģʽ��
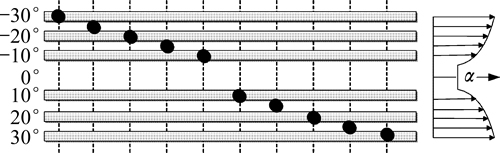
ͼ7 ��ĥɰ�ֺ���ԳƷֲ�ʾ��ͼ
Fig. 7 Transversal symmetrical distribution of grinding stones
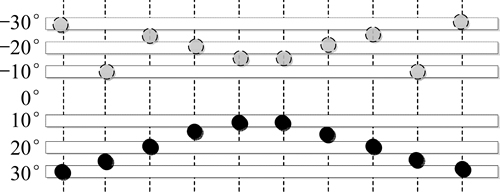
ͼ8 ��ĥɰ������ԳƷֲ�ʾ��ͼ
Fig. 8 Longitudinal symmetrical distribution of grinding stones
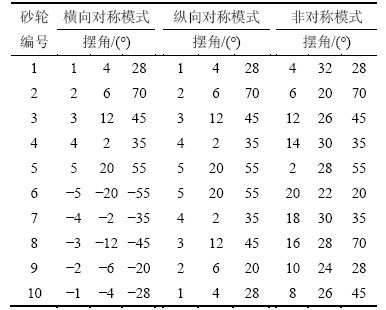
����ZAREMBSKI���������еĵ���10����ĥɰ�ֵĵ��ʹ�ĥģʽ������������ϸֹ��ĥģʽ�����մ�ĥɰ�ְڽǷ�ֵ���ֽ�ÿ��ģʽ����Ϊ�˴�ڽǡ��аڽǼ�С�ڽ�3��ģʽ������2��
��2 �ֹ��ĥģʽ
Table 2 Rail grinding patterns
2.3 ˳���ĥԭ��
�ֹ��ĥ���̲�����ÿ����ĥɰ�ֺ���ͶӰ���ۼӣ���ʵ���ǰ��մ�ĥɰ��˳��ĥ���ģ������������趨�Ĺ��������йأ�������������λ���йء�
�����еĴ�ĥɰ�����ζԸֹ����ν������ã�����ɰ�ֵļӹ�������ǰһ��ĥ�����õ����Σ��ʳ�ʼ�Ӵ�����ǰһɰ��Ӱ���ƫ�������۵ij�ʼ�Ӵ��㣬���û�����ͼ9��ʾ����ʹɰ�־�����ͬ�ڽ���ĥ����ȣ�����������������λ�ò�ͬ�����Ƴ��ĺ��������Լ��Ըֹ����ε�Ӱ��ᷢ���仯����ʼ�Ӵ�λ�õ�ƫ�ƶԸֹ����ε�Ӱ��ʹÿһ����ĥɰ�ֵ����ñ�ö��ض���Ҫ���������۾���Ըֹ��ĥ��������Ч���������ܻ�ö����ĥɰ����ʵ��ĥ�����̣�����Ҫ�ۺϴ�ĥģʽ�Ըֹ����ε�Ӱ�������������ĥɰ�ֵĺ����Ų�ģʽ��
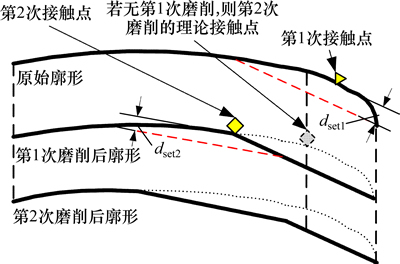
ͼ9 ˳���ĥ��ʼ�Ӵ���ı仯
Fig. 9 Transferred contact positions for grinding sequence
3 ĥ��������ĥ�������
��ĥɰ�ְڽǦ�set��ĥ�����dset�IJ�ͬ��������ĥ�����A�Լ���ĥ����Ŀ���lcontact�ı仯��������ĥǰ��ֹ����β��졣����ǰ�����������ĸֹ��ĥĥ��ģ��̽��������ĥɰ�ֵ�ĥ��Ҫ�ؼ�Ĺ�ϵ��
3.1 �����ĥ�����A
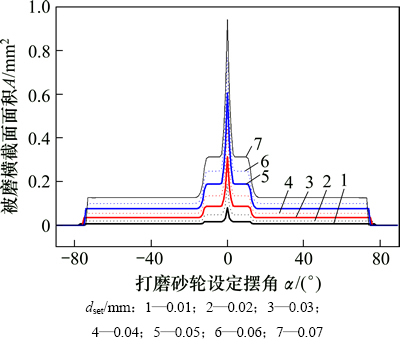
��ĥɰ���ڸֹ������ϵ�ĥ�����A���Űڽ���ĥ����ȵIJ�ͬ����ͬ��
��ͼ10��ʾ����ͬ��ĥ���������°ڽ�Ϊ0��ʱ��õĺ����ĥ��������ĥ���������ʹ�ø����Ƕȵ�ĥ�������������0��ڽǵ������ٶ����
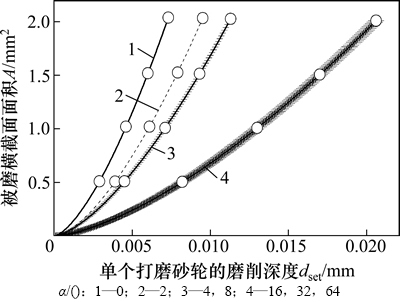
ͼ11��ʾΪ��ͬ�Ƕȵ�ĥ��ɰ�����ͬ����ĥ�������������Ҫ��������ȡ����У��������ʾ������ĥɰ�ֵ���ȣ�4���ɫԲ���ʾ�ﵽ���趨��ĥ���������ڽ�ʱ�����߽����غ�(��=16�㣬32�㣬64��)��������Ƕ�ɰ���ڹ�紦��ĥ��Ч�ʼ���ͬ����
3.2 ��ĥ�������lcontact
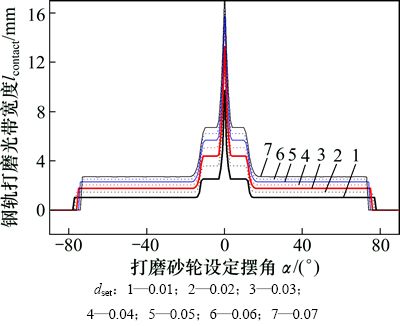
��ĥ��������ܹ���ӳ��ɰ����ֹ�ĥ���Ӵ����������Խ��������Ӵ���Խ������ĥ���������γɹ춥���ˣ�����ԽС�����ٴ�ĥɰ�ֵ�������ͼ12��ʾ��ɰ�ְڽ�Ϊ0��ʱ��춥�Ӵ�����ͬ��ĥ�����ʱ���������ĥ��������ڽ����ӵ�һ���̶�����Ӵ�����ĥ��������խ��
ͼ10 ��ͬ�趨���ʱɰ�ְڽ���ĥ������Ĺ�ϵ
Fig. 10 Relationships between grinding angles and grinding areas at different cutting depths
ͼ11 ��ͬ�Ƕȵ�ĥ����������Ч��
Fig. 11 Finishing effectiveness at different angles for same grinding areas
ͼ12 ��ͬ�趨���ʱɰ�ְڽ���Ӵ��ߵĹ�ϵ
Fig. 12 Relationships between grinding angles and contact lengths at different cutting depths
4 ��ĥģʽ�Ըֹ����ε�Ӱ��
�Ե���ɰ�ֵ����÷���Ϊ��������ϴ�ĥģʽ�е�˳������ԭ�������η�����ͬ�ֲ�ģʽ(����Գ�ģʽ������Գ�ģʽ��ǶԳ�ģʽ)�Ըֹ����ε�Ӱ�졣
4.1 ����Գ�ģʽ
����ɰ�ְڽ���Ӵ���λ�õĶ�Ӧ��ϵ��Ҫ����ĥ��������ص����棬�ʵ���ÿ��ɰ�ֵ�ĥ�������һ����Сֵ(A=0.05 mm2)����ͼ13��ʾ��
С�ڽ�ģʽ���нӴ��ڹ춥��ĥ�����Ϊ0.3~0.45 mm�����������ڹ��Ĵ�ڽ�ģʽ���ﵽ��ĥ�����Ϊ0.9~2.4 mm����ͬ��ĥ����������£��ڽǵ������ʹ��ĥ����ȼӴ�ڽ�ģʽ�еĽǶȷֲ���Ϊ��ɢ���������νӴ�λ�ý�Ϊ���У�С�ڽ�ģʽ�������෴����ͼ11�з������һ�¡�
���ݸֹ��ĥ������ҵ��ͳ�����ݻ��ÿ��ɰ�ֵ�ƽ���Ƴ����(A=0.45 mm2)��������ͬ�ĺ���Գ�ģʽ�������������Σ�ʵ���������������εĶԱ���֤��ͼ14��ʾ��ʵ�����ξ���ĥ��ı仯�������������δ�����ͬ��������ʵ�����α�ĥǰ�Ĵֲڱ���ʹ�ñ�ĥǰ������α仯��Ϊ���ҡ�
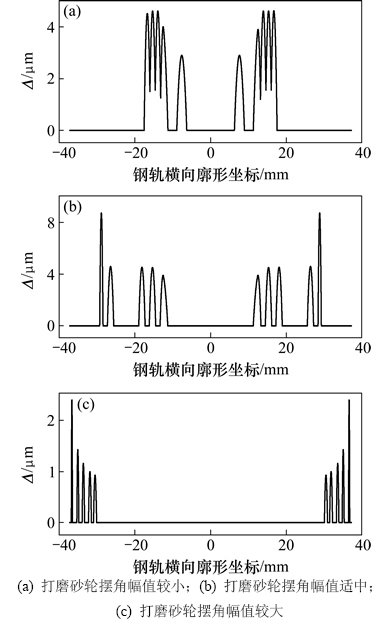
ͼ13 ��ͬ����Գƴ�ĥģʽ���ú�����α仯
Fig. 13 Changes of profiles at different transversal symmetrical patterns
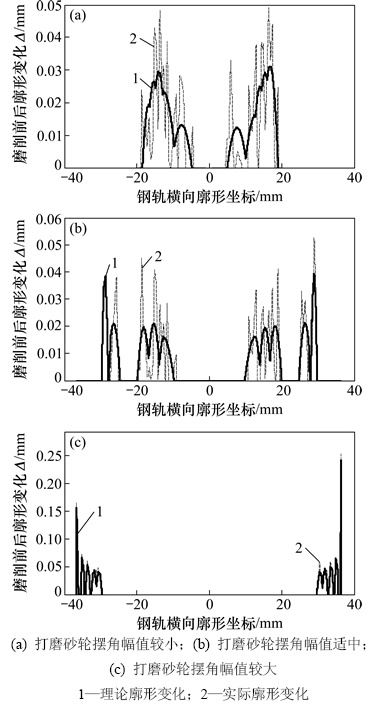
ͼ14 ����Գ�ģʽ������������ʵ�����εı仯�Ա�
Fig. 14 Comparisons between theoretical and actual profiles at different transversal symmetrical patterns
4.2 ����Գ�ģʽ
����������Ϊ���������趨����ɰ�ֵĺ����ĥ�����ΪA=0.05 mm2�Է�����ͬ������Գ�ģʽ�����εĽӴ��������ͼ15��ʾ���ڽǽ�С��ģʽ��Ӧĥ�����(0.4~0.8 mm)С�ڰڽǽϴ�Ĵ�ĥģʽ���õ�ĥ�����(1.2~3.5 mm)��
����ͬ���Ĵ�ĥģʽ����ÿ��ɰ�ֵ�ƽ���Ƴ������ΪA=0.45 mm2�Աȷ�������������ʵ�����α�ĥǰ������α仯����ͼ16��ʾ��
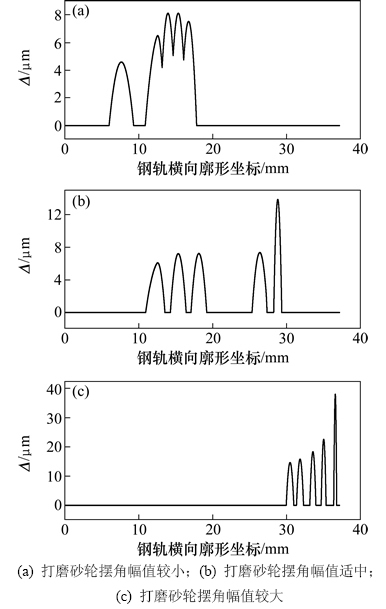
ͼ15 ��ͬ����Գƴ�ĥģʽ���ú�����α仯
Fig. 15 Changes of profiles at different longitudinal symmetrical patterns
4.3 �ǶԳƴ�ĥģʽ
�ֹ��ĥһ����Ҫͨ��������ҵ�����������Գ�ģʽ��ͬ���ǣ��ǶԳƴ�ĥģʽ������ͨ���뷴��ͨ������µ�ĥ�����ò�ͬ��
�Գ�ģʽ��������ĥ��ҵ�ж����Ա��������Գƻ�����ԳƵ���������ǰ����ʱ���ָ�ģʽ������ҵ�����ǶԳ�ģʽ��ǰ���ͷ��ص�2�β�ͬ��ĥ�����ж����ε��������÷����仯�����������κ�ʵ��������������¶����ڶ��������õIJ��졣
Ϊ�˷����ǶԳ�ģʽ������ҵ�IJ�ͬ���æ�(��)��ʾ�����뷴��ͨ�������α仯�IJ�ֵ����ͼ17��ʾ����ͬģʽ������ҵ�IJ�ֵҲ������ͬ����ڽǵķֲ���Χ�Լ�ĥ����ȶ��й�ϵ���ǶԳ�ģʽ3�еİڽdz����ظ�(������Ϊ�ǶԳ�ģʽ)�����α仯�IJ����Ԧ�(��)û��ǰ���ַǶԳ�ģʽ���ԡ�
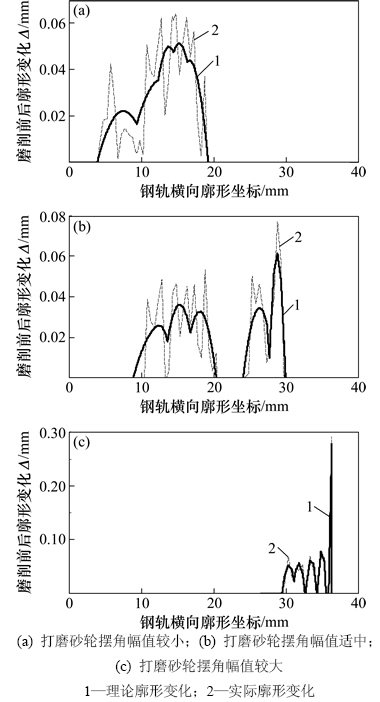
ͼ16 ����Գ�ģʽ������������ʵ�����εı仯�Ա�
Fig. 16 Comparisons between theoretical and actual profiles at different longitudinal symmetrical patterns
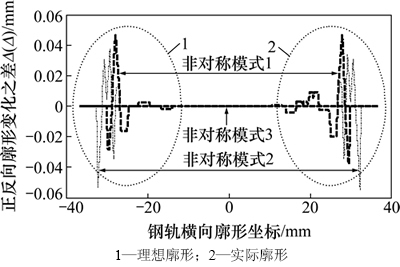
ͼ17 �ǶԳ�ģʽ��������ҵ�����εIJ�ͬӰ��
Fig. 17 Different grinding effects for different non- symmetrical patterns at to-and-fro directions
5 ����
1) ��ĥɰ�ֵ��趨�ڽ�ԽС�������ͬ����ĸֹ������Ƴ������Ҫ��С��������ȣ�����ͬ����ȣ��ڽ�ԽС�����ӵ�ĥ����Խ�ֹ�ά����Ҫ��ȥ�����˵�ͬʱ�������ٷDZ�Ҫ�Ľ���ĥ�������ӳ��ֹ������������˶�С�ڽǴ�ĥɰ��ĥ�����Ŀ�����Ϊ��Ҫ��
2) ��ĥ���������ĥ�������仯�������ƣ���ĥɰ�ֵİڽ��趨ԽС��ͬ�ȵ�ĥ������»�õĹ������Խ��֮���ڽ�Խ���Ӧ�Ĵ�ĥ�������ԽС��
3) ��ĥģʽ�ĽǶȷֲ��Ըֹ����ε�Ӱ�죺С�ڽ���Ҫ���нӴ��ڹ춥������ڽ�ɰ�ּ����ڶԹ������ɰ�ְ��մ�ĥģʽ˳�����δ�ĥ�ֹ첢�����ν������ܣ�����ɰ�ֵļӹ�������ǰһ��ĥ�����õ����Σ����ʼ�Ӵ����ƫ�����۳�ʼ�Ӵ��㡣
4) �Գ�ģʽ��������ĥ��ҵ�ж����Ա��������Գƻ�����ԳƵ��������Ը�ģʽ�����ν������ã����ǶԳ�ģʽ�����������β�ͬ��ĥ�����ж����ε��������÷����仯��ʹ����ͬ��������������ĥ�д��ڲ��졣��ˣ�ʵ�ʴ�ĥ��ҵҲ�뿼�Ǵ�ĥģʽ���ĥ�г��н�����Ĺ�ϵ��
�ο����ף�
[1] Zarembski A M. The art and science of rail grinding[M]. Omaha, NE, USA: Simmons-Boardman Books, 2005: 1-50.
[2] Grassie S L. Rail corrugation: Advances in measurement, understanding and treatment[J]. Wear Contact Mechanics and Wear of Rail/Wheel Systems, 2005, 258(7/8): 1224-1234.
[3] Schoech W. New rail maintenance trends in Europe: anti-headcheck-profiles and preventive cyclical grinding[C]// AusRAIL PLUS 2009. Adelaide South Australia: ARRB Library, 2009: 1-8.
[4] Schoech W. Rolling contact fatigue mitigation by grinding[R]. Parc  Banquet: Speno International SA, 2007: 1-8.
Banquet: Speno International SA, 2007: 1-8.
[5] Lundmark J,  E, Prakash B. Running-in behavior of rail and wheel contacting surfaces[C]//AITC-AIT 2006 International Conference on Tribology 20-22 September. Parma, Italy: 1-12.
E, Prakash B. Running-in behavior of rail and wheel contacting surfaces[C]//AITC-AIT 2006 International Conference on Tribology 20-22 September. Parma, Italy: 1-12.
[6] Hyde P. Numerical techniques for optimising rail grinding[D]. Newcastle: Newcastle University, 2011: 10-76.
[7] Magel E E, Kalousek J. The application of contact mechanics to rail profile design and rail grinding[J]. Wear, 2002, 253(1/2): 308-316.
[8] Zarembski A M, Hagan B. Effectiveness of high speed rail grinding on metal removal and grinding productivity[C]//2011 AREMA Annual Conference. Minneapolis, MN: AREMA, 2011: 1-19.
[9] Zarembski A M. High-speed rail grinding and metal removal[J]. Railway Track & Structure, 2012, 108(6): 44-48.
[10] Wong P T. Optimal railroad rail grinding for fatigue mitigation[D]. Texas: Texas A&M University. School of Mechanical and System Engineering, 2010: 20-40.
[11] ������. �ֹ��ĥԭ������Ӧ��[J]. ��������ѧ��, 2000, 65(1): 28-33.
LEI Xiaoyan. Principle for rail grinding and application[J]. Journal of Railway Engineering Society, 2000, 65(1): 28-33.
[12] ��ѧ��, ����, ����, ��. �ֹ��ĥ�����о���չ[J]. ���Ͻ�ͨ��ѧѧ��, 2010, 45(1): 1-11.
JIN Xuesong, DU Xing, GUO Jun, et al. State of arts of research on rail grinding[J]. Journal of Southwest Jiaotong University, 2010, 45(1): 1-11.
[13] ��Ծΰ, ������, �����, ��. ������·�ֹ�Ԥ��ĥ�����Ż�����[J]. ��е����ѧ��, 2012, 48(8): 90-97.
MA Yuewei, REN Mingfa, HU Guanghui, et al. Optimal analysis on rail pre-grinding profile in high-speed railway[J]. Journal of Mechanical Engineering, 2012, 48(8): 90-97.
(�༭ �°���)
�ո����ڣ�2014-04-13�������ڣ�2014-06-20
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(M13A300050)���������Ƽ��о������ƻ��ص���Ŀ(20100G008-C)��������ͨ��ѧУ���л���������Ŀ(M11JB00350)(Project (M13A300050) supported by the National Natural Science Foundation of China; Project (20100G008-C) supported by Key Project of the Ministry of Science and Technology Research & Development Plan; Project (M11JB00350) supported by Beijing Jiaotong University Scientific Research Fund Project)
ͨ�����ߣ���£���ʿ�����ڣ��������Ƚ����켼���о���E-mail��jyli@bjtu.edu.cn
ժҪ����ĥģʽ��ѡȡֱ��Ӱ��ֹ��ĥ����ҵ���̼����ĥЧ�������ֹ��ĥģʽ�����û�������Ϊʵ��Ŀ��״̬��ָ�����Թ���60 kg���ֹ�Ϊ����չ�ֹ��ĥģʽĥ��Ҫ�ط�չ���ɵ��о������ڽ����ı��ֹ����ε���ѧģ�ͣ���ϴ�ĥģʽ�ķֲ��ص��Լ�ɰ����ֹ�ĸ����ϵȷ����ĥ�ֹ�����ļ���ģ�ͣ�Ȼ����ʵ����ҵ��ȡֵ��Χ��������ҪӰ�����صı仯���ɣ������Գ���ǶԳ�ģʽ�Ըֹ����ε�Ӱ�죬��ͨ����Ӧ��ĥģʽ��ʵ���������������εķ���������ģ�ͼ�����֤������������ֹ��ĥɰ�ֵİڽ�ԽС�������ͬ������Ƴ�������Ҫ���������ԽС������Գ�ģʽ������ģʽ�ԶԳƵı����ε�������ҵ�Ըֹ����ε�Ӱ������ͬ�ģ��ǶԳ�ģʽ�Ըֹ����ε�ĥ��������Ҫ�ɴ�ĥɰ�ֵĽǶȷֲ�ģʽ������
