
DOI: 10.11817/j.issn.1672-7207.2018.04.007
����ǿ�����38MnB5���ȳ�ѹ�����о�
����1�������1�������1��Ԭ����1��������1, 2
(1. �����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ��������100083��
2. �����Ƽ���ѧ �½������Ϲ����ص�ʵ���ң�������100083)
ժ Ҫ��
SEM)����ѧ���������������������2.2 mm���38MnB5���ڲ�ͬ�����¶ȺͲ�ͬ����ʱ�乤�ղ����£�������֯��ԭʼ�����徧����������ѧ���ܽ����о����ƶ�����ѵ��ȳ�ѹ���ղ������о����������������ʱ��һ��ʱ�����ż����¶ȵ�������������ǿ������ǿ����950 ��ʱ�ﵽ��ֵ�������¶ȼ������ߣ�����ǿ�Ƚ��ͣ��������¶�һ��ʱ�����ű���ʱ��ļӳ���ԭʼ�����徧�����ϳ�����������ǿ����ʱ�����Ӷ����ӣ���10 minʱ�ﵽ��ֵ������ʱ������ӳ�������ǿ�Ƚ��ͣ�38MnB5���ڼ����¶�Ϊ950 ��ͱ���ʱ��Ϊ10 min�Ĺ��ղ����£��õ������ѧ���ܡ�����ǿ�ȴﵽ2 061 MPa������ǿ�ȴﵽ1 421 MPa���Ϻ��쳤��Ϊ7%��
�ؼ��ʣ�
�ȳ�ѹ��38MnB5������֯����ѧ������
��ͼ����ţ�TG115 ���ױ�־�룺A ���±�ţ�1672-7207(2018)04-0817-07
Study on hot stamping process of 38MnB5 ultra high strength boron steel
HAO Liang1, ZHU Guoming1, WEN Yuhui1, YUAN Jingxi1, KANG Yonglin1, 2
(1. School of Materials Science and Engineering,
University of Science and Technology Beijing, Beijing 100083, China;
2. State Key Laboratory for Advanced Metals and Materials,
University of Science and Technology Beijing, Beijing 100083, China)
Abstract: Microstructure and prior austenite grain size of 38MnB5 hot stamping steel were observed and investigated via scanning electron microscopy (SEM) and optical microscope. Mechanical properties were obtained via universal tensile testing machine. Hot stamping steels with different heating temperature and soaking time were performed and the optimal process was confirmed. The results show that the tensile strength increases at first and then decreases with the increase of temperature, peaking at 950 ��. The prior austenite grain grows with the increase of soaking time while tensile strength increases at first and then decreases, peaking at 10 min. The 38MnB5 hot stamping steel with the most optimal mechanical properties is obtained at the heating temperature of 950 �� and the soaking time of 10 min. The tensile strength is 2 061 MPa, the yield strength is 1 421 MPa and the elongation is 7%.
Key words: hot stamping; 38MnB5 steel; microstructure; mechanical property
���ž��õĿ��ٷ�չ���������ٵ���Դ�������ȷ����Σ��Խ��Խ����ͳ�ƣ������ڵĿ����ٶȣ�ȫ���ʯ�ʹ�����������40�������[1]��������ȼ������Դ���ĵĴ�֮һ�������ŷ�ҲΪ�������������˾�ĸ������о�������Լ75%���ͺ������������й�[2]����ˣ��ڱ�֤������ȫ��ǰ���£�ʵ���������������ǽ����ͺļ��ŷŵ���Ч;�����ȳ�ѹ���β�����Ӧ�ã���ǿ���˳���������˰�ȫ�ԣ��ֿ��Լ��ᳵ����������ͬʱʵ�ֳ����������������ײ��ȫ�Ե����;�����ȳ�ѹ���Ѿ��㷺Ӧ���������ĸ��������ϣ�����ǿ�ȴﵽ1 200 MPa������ǿ�ȴﵽ1 500 MPa��Ŀǰ���������ձ���õ����Ϊ22MnB5����������б��ֿ�������������B1500HS������BR1500HS 2���ȳ�ѹ�����[3-4]������[5-7]��ҪΧ��22MnB5���кϽ�Ԫ�ء�ģ�����������������ƵȽ����о���Ȼ�������ŶԸ�ǿ�ȵ�Ҫ��Խ��Խ�ߣ�����ǿ�ȵȼ��ĸֵ�����ܿ챻�����ճ̡��ֽ��о���38MnB5�־���һ���ڳ�ѹ������ǿ�ȴﵽ��1 400 MPa������ǿ�ȸ��Ǵﵽ��2 000 MPa���ȳ�ѹ���θ�[8]���ȳ�ѹ������3�����ڣ�1) �����¶Ⱥͱ���ʱ��ȷ�����Ȱ����廯��2) ���ٳ�ѹ��֤���ǰ����α䣻3) ������ȴ�����ȫ������ת��[9]����������ΪT-��-t��Χ�ȴ���(�α��ȴ���)[10]�������������38MnB5�ڲ�ͬ�����¶ȺͲ�ͬ����ʱ���£��γɵ���֯����֯����ѧ���ܵ�Ӱ����������о���
1 ʵ������뷽��
1.1 ʵ�����
ʵ�����Ϊ������50 kg���ұ��¯ұ����38MnB5���ϣ�������������������7��������������2.2 mm��ȣ����������¶�Ϊ840 �棬����650 �����¯����¯��ȴ�����¡�����Ҫ��ѧ�ɷ����1��ʾ��
��1 38MnB5�Ļ�ѧ�ɷ�(��������)
Table 1 Chemical composition of 38MnB5 %

ͼ1��ʾΪ��������¯��ȴ״̬��38MnB5��ԭʼ��֯��������Ƭ������Ҫ�������������幹�ɣ��������̬�µ�38MnB5�ֵĿ���ǿ��Ϊ604 MPa������ǿ��Ϊ405 MPa���Ϻ��쳤��Ϊ24%��
1.2 ʵ�鷽��
ʵ�����Ϊ�ڲ�ͬ�����¶ȡ���ͬ����ʱ���½���ˮ����̽��38MnB5�ȳ��θ���ѳ��ι��ղ�����������ȴ�������������ͼ2��ʾ�������¶ȷֱ�Ϊ850��900��950��1 000 �棬ÿ������ı���ʱ��ֱ�Ϊ2��5��10��15 min��ȡ�����
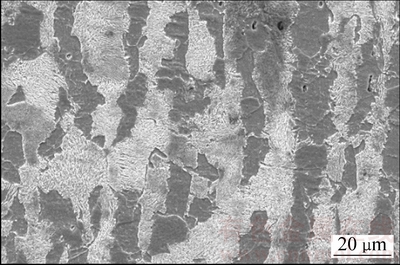
ͼ1 38MnB5�ֵ�ԭʼ��֯��������Ƭ
Fig. 1 Microstructure of as-received 38MnB5 steel

ͼ2 38MnB5�ֵ��ȴ�������ʾ��ͼ
Fig. 2 Schematic diagram of heat treatment process of 38MnB5 steel
��ˮ������������ȡ���������������������������ˮ������1/4����ȡ������Ϊ10 mm��10 mm������������������ȡ��ˮ������1/4����ֱ�����Ʒ������ȡ���������������ߴ���ͼ3��ʾ���кõĽ�������������е��ĥ��������������Ϊ4%������ƾ���Һ���и�ʴ������ɨ��羵(SEM)�۲�����֯��ò����MTS810��������������ϰ��ձ�GB/T 228.1��2010�������죬��������Ϊ2 mm/s����������е��ĥ�����Ľ���������70 ��ı��Ϳ�ζ���б���90 s���ڹ�ѧ�����¹۲�ԭʼ�����徧������Image-tool������������������ͳ�ơ��������������ó�38MnB5����ȳ�ѹ���ղ�����

ͼ3 ���������ߴ�
Fig. 3 Shape and size of tensile test
2 ��������
2.1 38MnB5��������֯
�ȳ�ѹ���̵���Ҫ���ղ��������������¶ȡ�����ʱ�䡢����ٶȼ���ѹʱ��ȣ������ȳ�ѹ��������������кܴ��Ӱ��[11]���ڸ����У�ֻ�Լ����¶Ⱥͱ���ʱ������о��������¶�Ӧȷ���¶��ڸְ��ٽᾧ�¶����ϴӶ�ʵ�ְ��ϵİ����廯���¶Ȳ��˹�����ͣ������¶�������ͣ������廯���ȫ�����в��ֵ�������������û��ת��ɰ�������֯��������֯�����ȣ���ʹ�������������٣�Ӱ����ѧ���ܣ��������¶ȹ��ߣ���ᵼ�°��ϱ�����պ;����ִ����Ӱ�����ְ����ѧ���ܡ�ͨ��NADERI��[12]��ʵ��֤ʵϸ�¹⻬�ľ���Ҳ���ʹ������ת�����ߣ����ֲڵľ���ʹ�������ת���¶Ƚ��ͣ�����Ӱ�����ղ������ܡ���38MnB5���ڲ�ͬ�����廯�����¶��±���5 min�����������֯��ͼ4��ʾ�����Կ��������ڼ����¶�Ϊ850 ��ʱ����Ȼ��֯Ϊ�����壬�������������ֽ粢���������ְ������Ӧ�Դ���С���ֲ����������֯�����¶ȴﵽ900 �棬���ϻ����е������������ʼ���������¶�������950 ������ʱ����ʼ�������Ե�������������ҷֽ��������ر����ڰ����廯�¶�Ϊ1 000 ��ʱ����������������ֳ����Եij������ƣ����������ԵĿ�������������İ�����Խ����Խ���Ծ�����ɸ��ѣ��Ӷ����Ͳ��ϵ���ѧ����[13]��
���⣬�����廯�ı���ʱ��Ҳ��Ӱ��38MnB5�ִ�����֯����Ҫ����֮һ�����Ͼ��������廯���辭��һ��ʱ��ĺ��´����Ա�֤��֯�ľ����ԣ��Ӷ�����ȶ������������ܡ�����ʱ����̣��ﲻ�����¾��ȵ�Ч��������ʱ��������ᵼ��ԭʼ�����徧�����Ӷ���Ϊ�Ŵ�����Ӱ��������������֯������Ӱ����ѧ���ܡ�ͼ5��ʾΪ38MnB5���ڼ����¶�Ϊ950 ��ʱ����ͬ����ʱ���´��������֯����ͼ5���Կ�����������ʱ��Ϊ2 minʱ��������֯�����ѳ�Ϊ��������֯�������ű���ʱ���ӳ�����������֯���Ӿ��Ȼ�����������ʱ��ﵽ15 minʱ������������˷dz����Եij���Ϳ������Ӷ����²��ϵ���ѧ���ܽ��͡�
2.2 38MnB5ԭʼ�����徧������
�ྦྷ�������ϵ�ǿ�Ⱥ��������侧�������������еĹ�ϵ������ѭHall-Petch��ϵ����s=��0+Kyd-1/2[14]��ʽ�У���sΪ����Ӧ������0��Ky��Ϊ������ǰ�߱�ʾ���ڶ��α�Ŀ��������߱���������α��Ӱ�죬��ṹ������dΪ����ƽ��ֱ����ԭʼ������ľ��������;��ȳ̶Ⱦ������ȳ�ѹ�����֯����ѧ���ܣ���ˣ�ͨ��ʵ���о������¶Ⱥͱ��µ�ʱ���ԭʼ�����徧�������;��ȳ̶ȵ�Ӱ�죬��ͨ����֯����ѧ���ܵó���ѹ��ղ�����
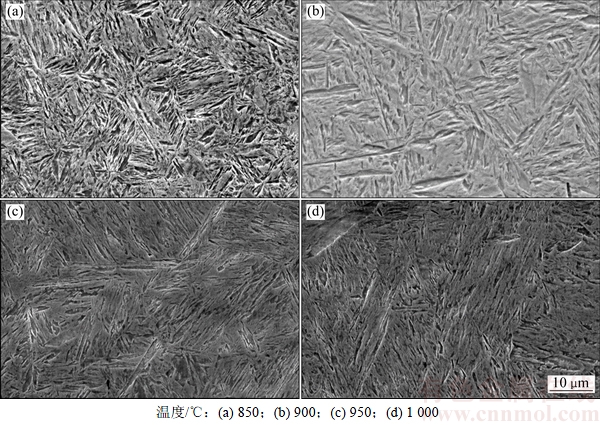
ͼ4 ��ͬ�����廯�����¶���38MnB5�ִ��������֯��ò
Fig. 4 Microstructures of quenched 38MnB5 specimens at different austenitizing temperatures

ͼ5 ��ͬ����ʱ���°����廯�¶�950 ��ʱ38MnB5�ִ��������֯��ò
Fig. 5 Microstructures of quenched 38MnB5 specimens at 950 �� and different soaking time
ͼ6��ʾΪ��ͬ�����¶��±���ʱ��Ϊ5 minʱ�����þ����߽縯ʴ������ԭʼ�����徧��Ľ�������Ƭ����ͼ6���Կ��������Ű����廯�¶����߾��������������廯�¶�Ϊ950 ��ʱ�����900 ��ʱ����Ҫ���Ӿ��ȣ��������廯�¶ȸ���950 ��ʱ���������ȶ����ӣ������������������Ӿ��������;������ȶ�2�������ۺϿ��ǣ���Ѱ����廯�����¶�Ϊ950 �档
ͼ7��ʾΪ38MnB5���ڰ����廯�����¶�Ϊ950 �棬����ʱ��ֱ�Ϊ2��5��10��15 minʱԭʼ������Ľ���ͼ����ͼ7���Կ�����������ʱ��Ϊ2 min��5 minʱ����Ȼ������С�������������ȣ���ԭ������DZ���ʱ�䲻�㣬�����ֲ��������ȡ�������ʱ��Ϊ10 minʱ������������Ȼ�����2 min��5 minʱ���������Ǿ������������ȶ���������ʱ��Ϊ15 minʱ�����ڱ���ʱ����������־����ٴο�ʼ����ʹԭʼ�����徧�����ڴִ��ҳ��ֲ������ԡ���ˣ����Եó��������ڱ���ʱ��Ϊ10 min����ʱ�����Ի�ý�Ϊ�����ԭʼ�����徧����
ͼ8��ʾΪ�ڲ�ͬ�¶Ȳ�ͬʱ����ԭʼ�����徧����������ͼ8���Կ�����������ʱ��һ��ʱ��ԭʼ�����徧���������ż����¶ȵ����߶����ӡ������������ƴ�����ͬ���������¶�һ��ʱ��ԭʼ�����徧���������ű���ʱ������Ӷ����ӣ����¶ȸ���950 ��ʱ��ԭʼ�����徧�������������������Լӿ죻�ر��ǵ�����ʱ��Ϊ15 minʱ������������Դִ����ߵ����ֵҲ������3���������ֵ�൱���¶ȹ��ߵ��µľ����ִ���ۻ�����Ҫ����ԭ�ӵ���ɢ���ƣ������¶�Խ�ߣ�ԭ���˶�Խ���ң�ԭ����ɢ�ͻ�Խ���ң������徧���ij����ٶȾͻ�Խ�졣
2.3 38MnB5�ִ�����ѧ����
ͼ9��ʾΪ����ʱ��ͼ����¶ȶԴ����38MnB5�ֿ���ǿ�Ⱥ�����ǿ�ȵ�Ӱ�졣��ͼ9(a)���Կ�����������ʱ��һ��ʱ�����Ű����廯�����¶ȵ����ߣ�������ϵĿ���ǿ��Ѹ�����ߣ�����1����ֵ�������¶ȵļ������ߣ�����ǿ�ȿ�ʼ�½��������������Ű����廯�¶ȵ����ߣ����ϵİ����廯�̶�������ȫ������������庬�����ӣ������俹��ǿ�Ȳ������ߣ������ֵ�ﵽ2 061 MPa����ʱ�İ����廯�¶�Ϊ950 �棻���¶�Ϊ1 000 ��ʱ��ԭʼ�����徧����������ʼѸ�ٳ������������Ҳ��ʼ�ִ�Ӱ���˲��ϵ���ѧ���ܣ�����ǿ�ȿ�ʼ���͡�
��ͼ9(b)��֪���������廯�¶�Ϊ850��900��950 ��ʱ�����ű���ʱ�����ӣ�����ǿ�������ﵽ1����ֵ����ǿ�ȿ�ʼ���ͣ����������廯�����¶�Ϊ1 000 ��ʱ�����ű���ʱ������ӣ�����ǿ�ȳ������͡���ͼ9(b)���Կ�������2 min��5 minʱ�����ڰ����廯��ʱ��Ƚ϶̣���֯�ڵ���̼�廹δ���ü���ȫ�ܽ����ɢ�������������̼��Ũ�Ȳ����ȣ�����Ҫһ���ı���ʱ���ʹ̼����ɢʵ�ְ�������Ȼ���������ʱ��ﵽ10 minʱ��̼Ԫ���ڰ�������Ҳ�ﵽ���Ȼ�����֯��ȫ�����廯�������ʱ���ϵĿ���ǿ�ȴﵽ�˷�ֵ��������ʱ��ﵽ15 minʱ�����ڰ����徧�����������γɵ�����������ִ���ˣ�����ǿ�Ƚ��ͣ��������廯�����¶�Ϊ1 000 ��ʱ�������¶ȹ��ߣ�ʹ����Ѹ�ٳ����ڰ�������Ȼ���δ��ȫʱ�������Ѿ�Ѹ�ٴִ���ˣ�����ǿ�ȳ��½����ơ�

ͼ6 ����5 minʱ��ͬ�����¶���38MnB5�ֵ�ԭʼ�����徧��Ľ�������Ƭ
Fig. 6 Prior austenite grain boundary of 38MnB5 specimens at different austenitizing temperatures for 5 min

ͼ7 �����廯�¶�950 ��ʱ��ͬ����ʱ����38MnB5��ԭʼ�����徧�������Ƭ
Fig. 7 Prior austenite grain boundary of 38MnB5 specimens at 950 �� and different soaking time
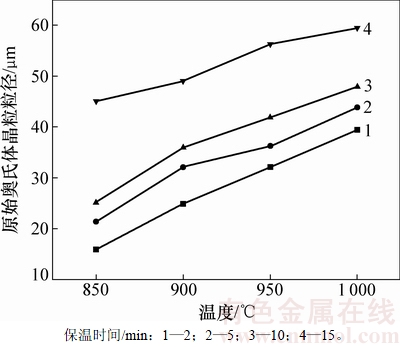
ͼ8 �����廯�¶Ⱥͱ���ʱ���ԭʼ�����徧��������Ӱ��
Fig. 8 Effect of austenitizing temperature on prior austenite grain size at different soaking time
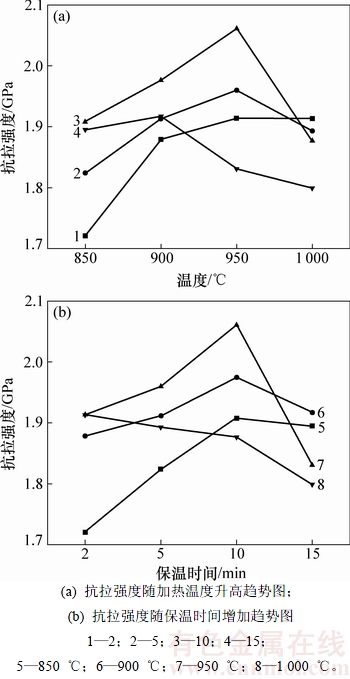
ͼ9 38MnB5�ֵĿ���ǿ��������廯�����¶Ⱥͱ���ʱ��Ĺ�ϵ
Fig. 9 Relationship between tensile strength of 38MnB5 and austenitizing temperature and soaking times
3 ����
1) ������ʱ��һ��ʱ��������廯�����¶ȵ����ߣ���������֯ת����ȫ����������ǿ����950 ��ﵽ��ֵ��֮��������¶ȵļ������ߣ�����ǿ�Ƚ��͡�
2) �������廯�����¶�һ��ʱ�����ű���ʱ��������̼����ɢ���ӳ�֣�ʹ��������Ȼ�������õ�����������֯��Ϊ���ȣ���������ʱ�䳬��10 minʱ���������������������ǿ�Ƚ��͡�
3) ���ż����¶ȵ����ߺͱ���ʱ����ӳ�����ʹ�������������¶�Ϊ950 �棬����ʱ��Ϊ10 minʱ���õ���ԭʼ�����徧���Ͼ��ȣ���ƽ����������Ϊ40.9 ��m��
4) 38MnB5�ȳ��θ���950 �汣��10 minʱ�����쳤�ʺͿ���ǿ�Ȼ����ѻ�������ǿ��Ϊ2 061 MPa���쳤��Ϊ7%��
�ο����ף�
[1] ������. ����������������չ��״��̽[J]. �������������, 2009(2): 1-5.
WANG Zhiwen. Study of development of reduce the weight of automotive[J]. Automobile Technology & Material, 2009(2): 1-5.
[2] �Ƽ�ï. ����Դ��������������[J]. ����ҵ��, 2016, 6(1): 1-14.
TANG Jianmao. New energy automobile lightweight materials[J]. The Journal of New Industrialization, 2016, 6(1): 1-14.
[3] TURETTA A, BRUSCHI S, GHIOTTI A. Investigation of 22MnB5 formability in hot stamping operations[J]. Journal of Materials Processing Technology, 2006, 177(1): 396-400.
[4] ����, ���Ⱥ�, ����, ��. �ȳ�ѹ�����B1500HS�ĸ�������ѧ����ʵ��[J]. ���Թ���ѧ��, 2013, 20(3): 97-101.
YAN Zhen, HAN Xianhong, HAO Xin, et al. Experimental study on thermodynamic performance of boron steel B1500HS used for hot stamping process[J]. Journal of Plasticity Engineering, 2013, 20(3): 97-101.
[5] ������, ����, ������, ��. �ѶԺ����ȳ�ѹ�����ø���֯�����ܵ�Ӱ��[J]. ��е���̲���, 2012(8): 6-9.
JIN Hailiang, ZHAO Aimin, CHEN Yinli, et al. Effect of titanum on microstructure and properties of hot stamp-formed steels containing boron[J]. Materials for Mechanical Engineering, 2012(8): 6-9.
[6] ������, ������, ��ѧ��, ��. ����ȳ�ѹ����֯���漰��ѧ����Ԥ��[J]. ���̿�ѧѧ��, 2015(7): 913-918.
HUANG Mingdong, WANG Baoyu, LI Xuetao, et al. Microstructure simulation and mechanical property prediction of boron steel during hot stamping[J]. Chinese Journal of Engineering, 2015(7): 913-918.
[7] ZHANG Shiqi, HUANG Yunhua, SUN Bintang, et al. Effect of Nb on hydrogen-induced delayed fracture in high strength hot stamping steels[J]. Materials Science and Engineering A, 2015, 626: 136-143.
[8] TAYLOR T, FOURLARIS G, EVANS P, et al. New generation ultrahigh strength boron steel for automotive hot stamping technologies[J]. Materials Science and Technology, 2014, 30(7): 818-826.
[9] ����, ���ҵ�, ׯ����, ��. �ȳ�ѹ����22MnB5�ְ����֯������[J]. �����ȴ���ѧ��, 2012, 33(3): 78-81.
JIANG Chao, SHAN Zhongde, ZHUANG Bailing, et al. Microstructure and properties of hot stamping 22MnB5 steel[J]. Transactions of Materials and Heat Treatment, 2012, 33(3): 78-81.
[10] ����ѫ. ������֯����ԭ��[M]. ����: ��ѧ��ҵ������, 2009: 3-5.
DAI Qixun. The principle of metal microstructure control[M]. Beijing: Chemical Industry Press, 2009: 3-5.
[11] ����Ӱ, ��֥��. �ȳ�ѹ������������������ط���[J]. ��ѹ����, 2010(2): 117-119.
WANG Liying, WANG Zhibin. Hot stamping parts quality control factors analysis[J]. Forging & Stamping Technology, 2010(2): 117-119.
[12] NADERI M, SAEED-AKBARI A, BLECK W. The effects of non-isothermal deformation on martensitic transformation in 22MnB5 steel[J]. Materials Science and Engineering A, 2008, 487(1/2): 445-455.
[13] ������, ��ë��, ʱ��, ��. ����EBSD�����о�����������ֵ�����֯����ѧ���ܵĹ�ϵ[C]//�ڶ���ȫ�����ӱ�ɢ�����似������Ӧ�û������ļ�. ����: �й�����ѧѧ��, 2007: 171-176.
WANG Chunfang, WANG Maoqiu, SHI Jie, et al. Microstructural characterization and its effect on the strength of low carbon martensitic steel[C]//The 2nd National Conference on the Electron Back Scattering Diffraction Technique and its Application. Beijing: Chinese Society for Stereology, 2007: 171-176.
[14] ��ά��. ����ѧ[M]. ����: ұ��ҵ������, 2007: 156-157.
SONG Weixi. Metallization[M]. Beijing: Metallurgical Industry Press, 2007: 156-157.
(�༭ ����ƽ)
�ո����ڣ�2017-04-15�������ڣ�2017-07-13
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(U1460101)���ߵ�ѧУ��ʿѧ�Ƶ�ר����л���������Ŀ(20120006120002) (Project(U1460101) supported by the National Natural Science Foundation of China; Project(20120006120002) supported by the Specialized Research Fund for Doctoral Program)
ͨ�����ߣ����������ʿ�������ڣ��������Լӹ�����ֵģ������о���E-mail��zhuguoming@ustb.edu.cn
ժҪ������ɨ��羵(SEM)����ѧ���������������������2.2 mm���38MnB5���ڲ�ͬ�����¶ȺͲ�ͬ����ʱ�乤�ղ����£�������֯��ԭʼ�����徧����������ѧ���ܽ����о����ƶ�����ѵ��ȳ�ѹ���ղ������о����������������ʱ��һ��ʱ�����ż����¶ȵ�������������ǿ������ǿ����950 ��ʱ�ﵽ��ֵ�������¶ȼ������ߣ�����ǿ�Ƚ��ͣ��������¶�һ��ʱ�����ű���ʱ��ļӳ���ԭʼ�����徧�����ϳ�����������ǿ����ʱ�����Ӷ����ӣ���10 minʱ�ﵽ��ֵ������ʱ������ӳ�������ǿ�Ƚ��ͣ�38MnB5���ڼ����¶�Ϊ950 ��ͱ���ʱ��Ϊ10 min�Ĺ��ղ����£��õ������ѧ���ܡ�����ǿ�ȴﵽ2 061 MPa������ǿ�ȴﵽ1 421 MPa���Ϻ��쳤��Ϊ7%��
[1] ������. ����������������չ��״��̽[J]. �������������, 2009(2): 1-5.
[2] �Ƽ�ï. ����Դ��������������[J]. ����ҵ��, 2016, 6(1): 1-14.
[4] ����, ���Ⱥ�, ����, ��. �ȳ�ѹ�����B1500HS�ĸ�������ѧ����ʵ��[J]. ���Թ���ѧ��, 2013, 20(3): 97-101.
[5] ������, ����, ������, ��. �ѶԺ����ȳ�ѹ�����ø���֯�����ܵ�Ӱ��[J]. ��е���̲���, 2012(8): 6-9.
[6] ������, ������, ��ѧ��, ��. ����ȳ�ѹ����֯���漰��ѧ����Ԥ��[J]. ���̿�ѧѧ��, 2015(7): 913-918.
[9] ����, ���ҵ�, ׯ����, ��. �ȳ�ѹ����22MnB5�ְ����֯������[J]. �����ȴ���ѧ��, 2012, 33(3): 78-81.
[10] ����ѫ. ������֯����ԭ��[M]. ����: ��ѧ��ҵ������, 2009: 3-5.
[11] ����Ӱ, ��֥��. �ȳ�ѹ������������������ط���[J]. ��ѹ����, 2010(2): 117-119.
