
DOI�� 10.11817/j.issn.1672-7207.2020.11.001

ĸ�Ͻ�MIM418���ֵĽ��ճ��������ܻ�����
������1������2������1����ѡ��1
(1. �����Ƽ���ѧ �²��ϼ����о�Ժ��������100083��
2. ��̶��ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��̶��411100)
ժ Ҫ��
�ʻ�����Ϊԭ�ϣ�����ĸ�Ͻ��Ʊ�MIM418���ºϽ𣬲�ͨ��ע�����ʵ����ѹ���ֵĽ��ճ��Ρ��о����������ͨ������ս����ȵȾ�ѹ��MIM418��������ܶȴﵽ99%���ϡ����ս�̬�ĺϽ�����֯���б��������֦�'����ò�ʹ�С���ȣ�Ϊ0.5 ��m���ҡ����ս�����в�����˲ʱҺ�࣬Һ������Ҫ�Ͻ�Ԫ��ΪCr���ڵ������̺��ݱ�Ϊ����̼���˲ʱҺ��ij��ִ��ٽ������ܻ�����ɢ���Ȼ����̡�ĸ�Ͻ�MIM418�Ͻ�Ŀ���ǿ�ȡ�����ǿ�ȷֱ�Ϊ931 MPa��788 MPa��������K418�Ͻ�Ŀ���ǿ�Ⱥ�����ǿ�ȷֱ������48%��126%��
�ؼ��ʣ�
MIM418���ºϽ���ĸ�Ͻ�������ע���������ѧ������
��ͼ����ţ�TF12 ���ױ�־�룺A ���ſ�ѧ(��Դ����)��ʶ��(OSID)
���±�ţ�1672-7207��2020��11-2999-08
Net-shape forming and densification mechanism of MIM418 turbine wheel using master alloy method
CHEN��Xiaowei1, LIU��Ye2, ZHANG��Lin1, QU��Xuanhui1
(1. Institute for Advanced Materials and Technology, University of Science and Technology Beijing,Beijing 100083, China;
2. School of Materials Science and Engineering, Xiangtan University, Xiangtan 411100, China)
Abstract: Using master alloy powder and carbonyl Ni powder as raw materials, MIM418 superalloy was prepared through master alloy approach, and near-net shape forming of MIM418 turbine wheel was realized by metal injection molding. The results show that through vacuum sintering and hot isostatic pressing, the relative density of MIM418 turbine wheel is up to 98%. The morphology and size of ��' phase are uniform and the size of ��' phase is about 0.5 ��m. The transient liquid phase is generated in the sintering process. The main alloying element in the liquid phase is Cr, which transforms to the carbides along grain boundaries after isothermal solidification. The appearance of transient liquid phase greatly promotes the densification and diffusion process. The tensile strength and yield strength of MIM418 turbine using the parent alloy method are 931 MPa and 788 MPa, respectively, which are 48% and 126% higher than those of casted K418 alloy.
Key words: MIM418 superalloy; master alloy method; metal injection molding; mechanical properties
������ѹ���ɸ��µķ���������������������Ч��߷�������ȼ���������Լ��������[1]��MARTISCHIUS��[2]������������ѹ�����ķ�չ���ƣ���ָ���������������ƹ����������ͷ�������Ӧ�õ���Ҫ�ԡ�K418�Ͻ����ҹ�1970���������չ��һ�����ºϽ��ƺ�[3]����Ҫ������900 �����·��۵ĸ����㲿�������ҹ�Ŀǰ���ͻ���ѹ����ʹ���������㷺�ĺϽ�K418�������ij�������ǿ�����ºϽ𣬾������õĸ�����ѧ�����뿹�ȸ�ʴ���ܡ��úϽ������֯��Ҫ�ɦû��塢���������Ħ�'�ࡢ����̼������������ɣ���̬�´��ڲ���(��+��')����[4]����ͳ�Ʊ�K418�Ͻ�ķ���Ϊ��ո�Ӧ�������취[5]��Ȼ�������ںϽ����ߵ��������ºϽ���˵�����취���ںϽ�Ԫ��ƫ�������ס������ִ��Լ���������ȵ�ȱ�㣬����ַ��ӺϽ�Ӧ�е�����[6]���������ַ����¶ȵ���ߣ��Ը��������ֵ�������������ĩұ���ܹ���Ч����ߺϽ��������ºϽ���ƫ�������ס������ִ�����֯�����ȵ����⣬������˷�ĩұ������ճ��η����ķ�ĩע����μ���Ϊ�Ʊ����и�����״�ĸ�������ѹ�����ṩ�˿��ܡ�����ע����ι��նԷ�ĩ��Ҫ��ϸߣ�һ��Ҫ���ĩ�������õ����ζȡ����õ������ԡ�������������ĩ����һ��Ҫ����50 ��m���¡���ĩ���Ʊ�����ͨ��Ϊ����������ˮ������[7]�Լ���ת�缫������[8]����ĩ�Ʊ��Ĺ��ճɱ��ϸߡ�����ͳ�ķ�ĩ���ºϽ���Ʊ�����Ԥ�Ͻ��ĩ�����ڸ��ºϽ���۵�ϸߣ��ս�������¶�Ҳ�ϸߣ��ս�������ޣ���ˣ��������ĸ�Ͻ��Ʊ�ע����θ��ºϽ�ĸ�Ͻ���һ��ǿ���ս�ķ�ĩұ����ĸ�Ͻ���к��дֵĺϽ�Ԫ��[9]��ͬʱ���е͵��۵㣬���������ʻ����ۻ��ʻ����ۻ�Ϻ����ս�������ܹ�����˲ʱҺ��[10]���Ӷ��ٽ���������ܻ����̡������Ʊ�������������һ���ֵͳɱ����ʻ���ĩ����ˣ��ܹ���Ч���ͷ�ĩ�ijɱ���ͨ��ĸ�Ͻ�����ʻ���ĩ֮��ķ�ĩ���䣬ĸ�Ͻ��Ʊ��õ���ע��������ǿ��Ҳ��Ԥ�Ͻ�ע�������ĸ�[11]��
�������߲���ĸ�Ͻ��Ʊ���ע�����MIM418���ºϽ����֣����־����пսṹ���ܹ���Ч�������ֵ�������������֬���ս�����в�����ȱ�ݣ�ͬʱ����֬���̡��ս�̬���ȴ���̬������֯����ѧ���ܽ����˱�����
1 ʵ��
1.1��ʵ��ԭ������Ʒ�Ʊ�
ͨ������-���鷨�Ʊ�ĸ�Ͻ��ĩ��ĸ�Ͻ�MA74Ni��Ŀ��Ͻ�MIM418�ɷ����1��ʾ��
ĸ�Ͻ���������ո�Ӧ�����Ʊ���ȥ�������������ͨ����е�����Ϊ��ĩ��������ĸ�Ͻ��ĩ������ɸ��ɸѡ��������38 ��m���µ�ϸ�ۣ���ĩ��ò��ͼ1��ʾ�������ķ�ĩ������С�������ۻ��ֲ�Ϊ10%��50%��90%������D10��D50��D90�ֱ�Ϊ3.1 ��m��7.7 ��m��17.6 ��m����ĩ���ֽ����Σ���ĩ��Ե��Dz����ԡ�������ѧԪ�ط�����ĸ�Ͻ��ĩ������������Ϊ0.2%��
��1��MIM418��ĸ�Ͻ��ĩ�Ļ�ѧ�ɷ�(��������)
Table 1��Chemical compositions of MIM418 superalloy and master alloy powder %

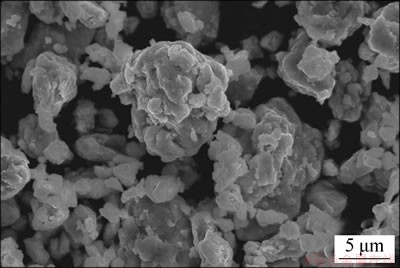
ͼ1��MA74Niĸ�Ͻ��ĩ��ò
Fig. 1��Morphology of MA74Ni master alloy powder
ĸ�Ͻ��ĩ���ʻ�����(����Լ5 ��m)����������26:74�ı�������������½��л�ϣ���Ͼ��Ⱥ���ʯ���������150 ���½��л�������ĩװ����Ϊ60%���������ι����CJ-80E��ע����Ͻ���ע���������������������������ע�����������ܼ���֬������֬���ѳ������Ȼ����֬������ջ���1 240 ���ս�2 h������ս����塣�ս��������ͨ���ް����ȵȾ�ѹ���ս�һ��������ܶȣ��ȵȾ�ѹ����ѹ��Ϊ180 MPa���¶�Ϊ1 210 �棬����ʱ��Ϊ2 h��
1.2������ѧ����
����ѧģ��ʹ��Thermo-Calc�������������������Ԫ�غ��������������ʹ�õ����ݿ�ΪTCNI8��
1.3����Ʒ����
���ݰ�������ˮ��������Ʒ���ܶȡ�����XPS������(Thermo Scientific Escalab 250Xi)������ĩ��XPS���ߡ����������������ʴ��'����̼�������ò���ó�����羵(ZEISS ULTRA 55)�۲죬��ʹ��Image J������������ߴ���в�����ͳ�ơ���ѧ���ܲ�����WDW-200��ѧ����ϵͳ��ɡ�
2 ���������
2.1��ĸ�Ͻ��ĩ������֯�����״̬
���ս�����У�ĸ�Ͻ��ĩ���ʻ�Ni��֮��ᷢ�����ӵ���ɢ����䣬��ˣ�ĸ�Ͻ�ij�ʼ��ɽ�Ӱ���ս�����кϽ����ɢ���Ȼ����̣���ĸ�Ͻ�ı���״̬Ҳ��ֱ��Ӱ���ս���ԣ�������Ӱ��Ͻ�����ܶ�����ѧ���ܡ�����ͨ������ѧ��������MA74Niĸ�Ͻ��ƽ������ɣ���ͼ2��ʾ����ͼ2���Կ�����MA74Ni��ƽ������Ҫ�ɸ�Cr��bcc�ࡢNiAl����ɣ�ͬʱ�������Ħ�'�̼࣬��������Ϊ��Nb��Ti��MC̼���MA74Niĸ�Ͻ�����������֯��ͼ3��ʾ���������ѧ������EDS���������(���2��ʾ)���Է��֣�ĸ�Ͻ���������Ҫ����Ϊ��-Cr(ͼ3��A��)������Cr��bcc�ࡣ�ھ����ڲ���NiAl�ʳ���״�ֲ�(ͼ3��B��)����MC̼����(ͼ3��C��)��Ҫ�ֲ��ھ��紦������̼����ʳ����Σ������ľ���̼����ʿ���״�ֲ���
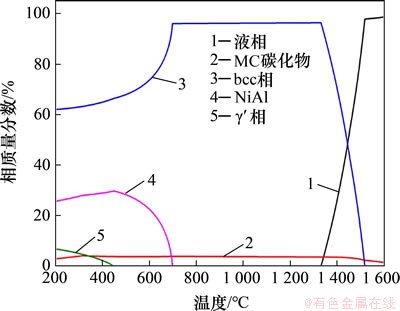
ͼ2��MA74Niĸ�Ͻ�ƽ�������
Fig. 2��Equilibrium phase composition of MA74Ni master alloy
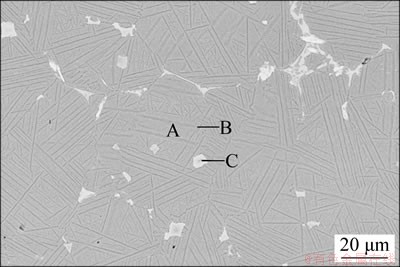
ͼ3��MA74Niĸ�Ͻ�����������֯
Fig. 3��Microstructure of MA74Ni master alloy ingot
��2��ͼ3�в�ͬ����EDS�����(��������)
Table 2��EDS results of varied areas in Fig.3 %

Ϊ�˱���ĸ�Ͻ��ĩ���������״̬�Լ��������������ͣ��Է�ĩ���������XPS�����������ͼ4��ʾ����ͼ4�ɼ���ĸ�Ͻ��ĩ�������������ҪΪCr2O3��Al2O3��MoO2��Nb2O3��TiO2������AlԪ�أ�����Ԫ�ض�����δ�����ļ�̬��������Ϸ��������õ�����������δ����̬����������Ϊ1:1����AlԪ��δ����δ�����ļ�̬�������ĸ�Ͻ����AlԪ���������أ�������ΪAl2O3���⽫��ĸ�Ͻ��ĩ�ս�������֯��������ɲ���Ӱ�졣
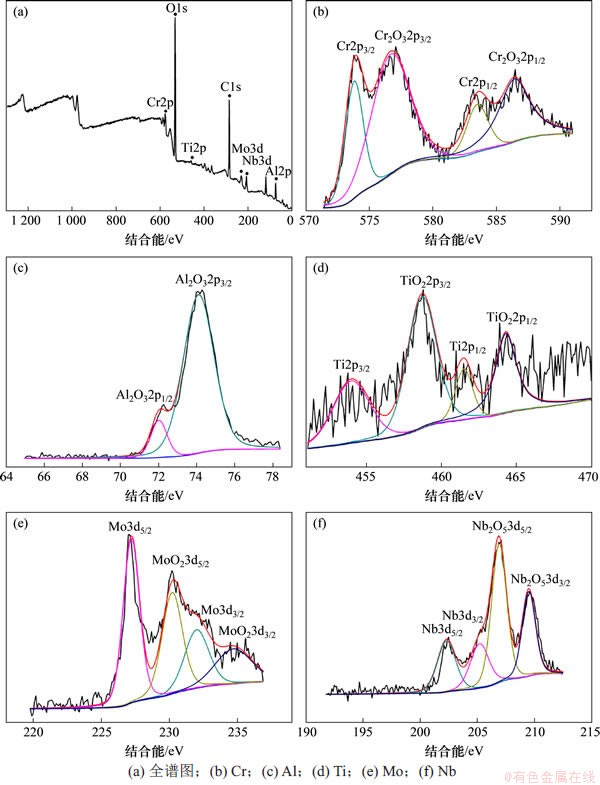
ͼ4��MA74Niĸ�Ͻ��ĩ�����XPS���������
Fig. 4��XPS spectrum of the surface of MA74Ni master alloy powder
2.2����֬���յ��Ż�
����������״���ӣ����ֵ�о����ҶƬ�ıں����ܴ���ˣ���֬������ע��������ֵ��Ʊ�������ʮ����Ҫ����������֬�����ܹ��������߳�Ʒ�ʣ���֮������ѳ����������֬���ղ����������ᵼ����������������ȱ�ݣ�������ݡ����ѵȣ�Ӱ���Ʒ�ʡ����IJ����ܼ���֬+����֬��������֬���ա��ܼ���֬��������ϩ�ܼ��н��У��ò�����Ҫ�ѳ�����е�ʯ�����ܼ���֬�¶ȱ�������������������֮�£�����ʯ���������˵��һ�����60 �档ͬʱ��Ϊ�˽������ѹ�������绷���¶ȶԸù��̵�Ӱ�죬������ϩ�ܼ��������¼��ȱ�����30 �档ͼ5��ʾΪ���ѹ�������֬������֬���ʵı仯���ߡ���ͼ5���Կ��������ܼ���֬�����У���8 h֮ǰ������ѳ����ʽϿ죬��֬�ʴﵽ54%��֮���ѳ����ʱ�С������24 hʱ��֬�ʴﵽ64.6%����������������֬ʱ������ӣ��ܽ���������ϩ�е�ʯ���ȿ�����������Ũ�������ӣ������ڵ�����п�������ֵ�Ũ�����٣�����֮���Ũ���ݶȽ����٣��ܽ���������������Ⱥ�С��С���ٽ���Hc���ܽ��Ϊ���ѹ����е���Ҫ�������أ��ܽ����ʹ�����������½���ͬʱ������������п��������Ũ���ݶȼ�С�����ݷƿ˶��ɣ���ɢ������������24 h��������ֻ�����ȫ�ѳ��������Ѻ������ڸ���������70 ����4 h�Գ�ȥ�����϶�е��ܼ���
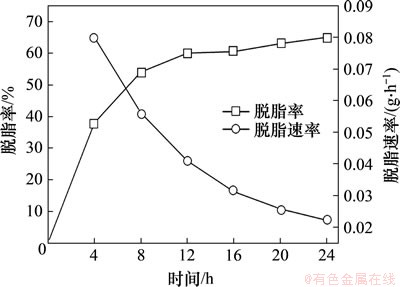
ͼ5�����ѹ�������֬������֬���ʵı仯����
Fig. 5��Curves of debinding ratio and debinding rate during debinding process
���Ѻ�ע�������е�ʯ���������ѳ���������еĹǼܳɷ���Ȼ�����������У�ά���������״����Щ�л���Ǽ��к��д�����C��O����ˣ����ս�֮ǰ��Ҫ��ȫ�ѳ�����������ӺϽ��C��O���������ͺϽ�����ܡ�ͼ6��ʾΪ�����DTATG����������֬�������ߡ���ͼ6���Կ����������80 ���150 �����2�����ȷ壬�ڴ˹�����ʯ����Ӳ֬��ȵ��۵����ʿ�ʼ�ڻ�����320��450��500 �������Ե����ȷ塣�Ӷ�Ӧ��ʧ�����߿��Կ���������һ��������������ӷ������ҷ����˷ֽ⣻��200~450 �棬����������½����ԣ���ˣ�ѡ���ڸ��¶������ڱ����ܹ���Ч�ѳ�ճ����е��л���Ǽܡ��ڸ��¶������ڻ������£���֤������ѳ����ʻ�������������ı����ʡ�֮����500 �汣��1 h��ȷ���������ȫ�ѳ���Ȼ����һ������е��л���Ǽ��ѳ�֮�������ǿ�ȴ���Ƚ��ͣ�����ά���临����״����ˣ�����֬������������Ԥ�սᲽ�裬���л���Ǽ���ȫ�ѳ�����700 ����Ԥ�ս�1 h����֤��֬�����ڸò������Ȼ����һ����ǿ�ȣ���ֹ�ڰ��ˡ��洢�����з������λ���

ͼ6�������DTA/TG����������֬����
Fig. 6��DTA/TG curve of binder and thermal debinding process
2.3��ĸ�Ͻ��ĩ�ս�����е����ܻ�����
����ĸ�Ͻ��кϽ�Ԫ�غ����ߣ��漰��������ʮ�ָ��ӣ���ˣ�ͨ������ѧ���������ս��¶��µ��ຬ���仯���ߣ���ͼ7��ʾ����ͼ7���Կ�����ĸ�Ͻ��ĩ�ս�����г�����˲ʱҺ�ࣻ����Ni��ĸ�Ͻ�֮����ɢ�Ľ��У�����ǰ�غϽ�Ԫ��Ũ���½���Һ������ʧ����������ɢ���Ȼ��Ͻ��γ��ȶ��Ħ�����MC̼����������ս�����У�Һ��������2�Σ������Ⱥ�˳������ΪLP1��LP2�����Һ���кϽ�Ԫ�صı仯���߿��Է��֣�LP1Һ�Al����LP2Һ����Ҫ�Ͻ�Ԫ��ΪNi��Cr��Ȼ������ʵ�ʵ��ս����¹����У���˲ʱҺ�����֮ǰ�Ͻ�Ԫ��ͨ�������Ѿ���ʼ��Ni��������ɢ��������Al����ɢ��Ϊ���ԡ���������֮ǰ���о����Ѿ�����[12]���ڴﵽ�ս��¶�ǰ��Alͨ��������ɢ����Ni�����У�ͬʱ�ڽ��渽���κ������˦�'�ࡣ��ˣ������ƶϣ���ʵ���ս���LP1Һ���������������������֣���Ҫ��˲ʱҺ��ΪLP2Һ�࣬����Cr��Һ�ࡣ
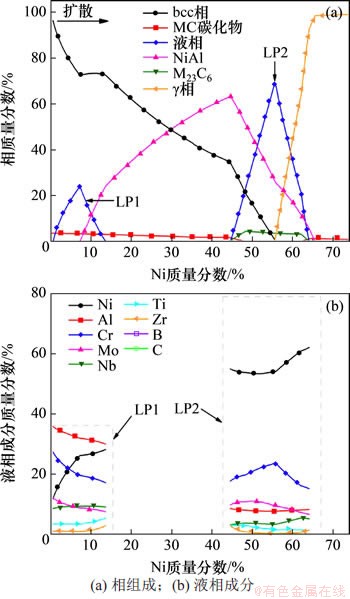
ͼ7��1 240 ����MA74Niĸ�Ͻ��ĩ�ս�����е���ɢ����Լ�Һ��ɷ�
Fig.7��Phase evolution of MA74Ni master alloy powder during diffusion process at 1 240 �� and composition of liquid phase
Ϊ�˽�һ���о�ʵ���ս�����з���������ɣ�����֬������������DSC��������ͼ8��ʾ����ͼ8���Է��֣���800 ���1 120 �������Ե����ȷ壬����1 210 �������Եķ�������ͨ������ѧ�����˲ʱҺ���ս���ɿ�֪��1 120 ��Ϊ˲ʱҺ��������¶ȣ�˲ʱҺ�������Ni���������ܽ���Һ���У�ͬʱ���Ͻ�Ԫ�ؿ�����ɢ����ɹ�Һ����ǰ�ش��Ͻ�Ԫ��Ũ�ȼ����½�����1 210 ��ʱ��˲ʱҺ����ʧ��Һ������̲����������ڣ��������г�����1�����ȷ塣
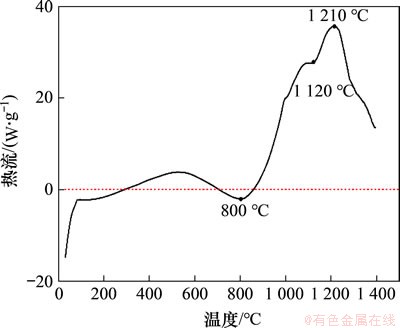
ͼ8��MIM418��֬�����DSC����
Fig. 8��DSC curve of MIM418 debinding part
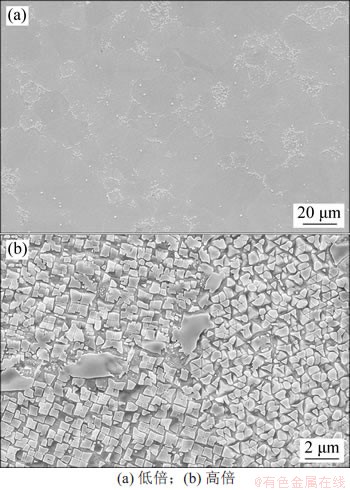
˲ʱҺ������ɴٽ��˺Ͻ�����ܻ�����Ȼ����̣���Һ�����ʱ��ͨ���������Ŵٽ����ܻ���ͬʱ����Һ������������ɢ���ʣ��ٽ�ĸ�Ͻ��ĩ�еĺϽ�Ԫ����ɢ��������С�Ȼ��������˲ʱҺ��Ҳ����˷���ֲ����ͣ���Һ�����̺�ԭ����Һ���������¿�����ˣ�ѡ���ս��¶�Ϊ�Ը���˲ʱҺ����ʧ���¶�(1 240 ��)���ڸ��¶��±�������Һ������Ŀ��������������1 240 ���ս�2 h��MIM418�Ͻ������ܶȴﵽ��96%��������֯��ͼ9��ʾ����ͼ9(a)���Կ������ս�̬������֯��û������Ԫ��ƫ��������������Һ�����Ͷ����µĿ������紦������״��̼�����࣬��EDS��������֪�Ǹ�Cr��M23C6̼�����������˲ʱҺ������Ҫ�Ͻ�Ԫ��ΪCr���ڵ������̷���֮������洦��C���ת��Ϊ�˸�Cr��Mo��M23C6�������ս�����У������������ڷ�ĩ�������洦�κˣ�ʹ��ԭ�ȷ�ĩ�������洦�ĸ�Cr̼�������ſ��������Ǩ�ƶ�ͣ���ھ��紦�������γ��˾���M23C6̼�����һ����������ϸ���������������硣���ڵĦ�'����ʷ��Σ���С���ȣ�����ԼΪ0.5 ��m�����ս����ڵĿ����ĺϽ�Ԫ�ؽ����˶���������������Al��O�����ﵽ��ֵ���������Ͻ�Ԫ�ؾ����ַ�ȡ����ս�����У�����˲ʱҺ��ij��ּ��ٺϽ�Ԫ�ص���ɢ���Ȼ����ֺϽ�Ԫ��������ڲ�������ɢ�����Ѿ��γ��ȶ�������ĺϽ�Ԫ�أ��ھֲ��۳��γɵĹ����б��Һ�����ܽ�IJ������������Խϲ������Һ������֬�����ڲ���ͨ����Ǩ�ƣ���ˣ����ս����������Һ�����ʧ��ĸ�Ͻ��ĩ������ĩԭ�еĽ��洦��ĸ�Ͻ��ĩ������۵�����������γɺ���״���������ɾֲ������O�С���ͨ��XPS������֪��ĸ�Ͻ��ĩ������Ҫ��������ΪAl2O3����϶�������Ҳ֤����Һ�������������״����ΪAl2O3��
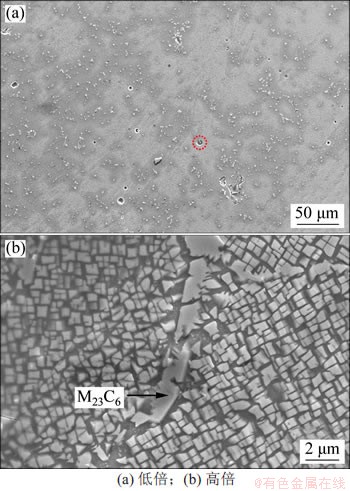
ͼ9��MIM418�Ͻ��ս�̬����֯
Fig. 9��Microstructure of MIM418 superalloy after sintering
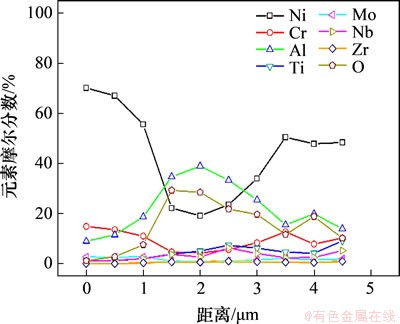
ͼ10��ͼ9(a)�б�ʶ�Ŀ����Ͻ�Ԫ�ص��߷ֲ�
Fig. 10��Line distribution of alloying elements in pore marked in Fig. 9(a)
Ϊ�˽�һ����ߺϽ�����ܶȣ�����Һ������������ս��ĺϽ�������ް����ȵȾ�ѹ�����ȵȾ�ѹ�Ͻ������ܶȴﵽ99%���ϡ��ȵȾ�ѹ�������֯��ͼ11��ʾ����ͼ11���Կ������ȵȾ�ѹ��Ͻ��еĿ�϶�����պϡ������ȵȾ�ѹ���¶ȸ��ںϽ�Ĺ����¶ȣ���ˣ���һ���̶���Ҳ�ԺϽ�����˾��Ȼ�����������̼��������ս�̬�ߴ�������С���ֲ�������ɢ���ȵȾ�ѹ���'��û�����Ա仯��
ͼ11��MIM418�Ͻ��ȵȾ�ѹ�����������֯
Fig. 11��Microstructure of MIM418 superalloy after HIP
2.4����ѧ����
�����ȵȾ�ѹ��MIM418�Ͻ�����������Ͽ���ò��ͼ12��ʾ���ɼ���MIM418�Ͻ���ǿ�ȡ�����ǿ�Ⱥ��쳤�ʷֱ�Ϊ913 MPa��788 MPa��5.03%���������Ͻ�(����ǿ�Ⱥ�����ǿ�ȷֱ�Ϊ629 MPa��349 MPa)[13]���俹��ǿ�Ⱥ�����ǿ�ȷֱ�������48%��126%���ӶϿ���ò���Կ������Ͽ���ҪΪ�������ѶϿڣ����ѳߴ���1.5 ��m���ң����ѷ�ʽ��ҪΪ���Զ��ѡ�
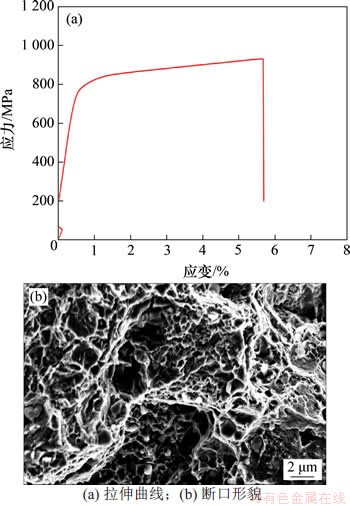
ͼ12��MIM418�Ͻ����������������Ͽ���ò
Fig. 12��Stress-strain curve and fracture morphology of MIM418 superalloy
3 ����
1) ����ע����η�����ʹ�õͳɱ�ĸ�Ͻ��ĩ�Ʊ��õ�MIM418�Ͻ����֣�����ܶȴﵽ96%��
2) ���ս�����У�ͨ��ĸ�Ͻ��˲ʱҺ��ٽ��˷�ĩ��������ܻ������Լ��Ͻ�Ԫ�ص���ɢ���Ȼ���Һ������Ҫ�Ͻ�Ԫ��ΪCr���ڵ������̺��ݱ�Ϊ����̼����ս�̬��Ʒ����֯���ȣ�������Ԫ��ƫ����ͨ�������ȵȾ�ѹ������ĸ�Ͻ�MIM418�Ͻ������ܶ������99%���ϣ�����ǿ�ȡ�����ǿ�Ⱥ��쳤�ʷֱ�Ϊ913 MPa��788 MPa��5.03%��Զ�������취�Ʊ���K418�Ͻ����ѧ����ָ�ꡣ
�ο����ף�
[1] KANG D S, WOO K D, KIM D G, et al. Heat resistant turbine wheel development of automobile[J]. Advanced Materials Research, 2013, 658: 372-375.
[2] MARTISCHIUS D, WOHLFROMM H, KERN A, et al. Turbocharger technology presents new opportunities for metal injection moulding(MIM)[J]. Powder Injection Moulding Int, 2009(3): 37-42.
[3] SHI Zhaoxia, DONG Jianxin, ZHANG Maicang, et al. Solidification characteristics and segregation behavior of Ni-based superalloy K418 for auto turbocharger turbine[J]. Journal of Alloys and Compounds, 2013, 571: 168-177.
[4] ����ϼ. �������ºϽ���֯�����뾻�����յ��о�[D]. ����: ����������ѧ���Ͽ�ѧ�빤��ѧԺ, 2016: 5-10.
QU Hongxia. Investigation of microstructure and mechanical properties and purification technology of nickel-based superalloy[D]. Lanzhou: Lanzhou University of Technology. School of Material Science and Engineering, 2016: 5-10.
[5] ���, ����Ǭ, �����, ��. ��ģ���칤�ն�K418B���ֵ��������������뾧����֯��Ӱ��[J]. ���켼��, 2019, 40(3): 260-262, 275.
LI Fei, HOU Zhengqian, ZHAO Yanjie, et al. Effect of investment casting process on filling performance and grain structure of K418B turbine guide[J]. Foundry Technology, 2019, 40(3): 260-262, 275.
[6] ZHENG X G, SHI Y N, LOU L H. Healing process of casting pores in a Ni-based superalloy by hot isostatic pressing[J]. Journal of Materials Science & Technology, 2015, 31(11): 1151-1157.
[7] ZHANG Lin, CHEN Xiaowei, LI Dan, et al. A comparative investigation on MIM418 superalloy fabricated using gas- and water-atomized powders[J]. Powder Technology, 2015, 286: 798-806.
[8] ZHAO Xiaoming, CHEN Jing, LIN Xin, et al. Study on microstructure and mechanical properties of laser rapid forming Inconel 718[J]. Materials Science and Engineering: A, 2008, 478(1/2): 119-124.
[9] DAVIES P, DUNSTAN G, HOWELLS R, et al. Aerospace adds lustre to appeal of master alloy MIM feedstocks[J]. Metal Powder Report, 2004, 59(10): 14-19.
[10] ORO R, CAMPOS M, TORRALBA J M. Study of high temperature wetting and infiltration for optimising liquid phase sintering in low alloy steels[J]. Powder Metallurgy, 2012, 55(3): 180-190.
[11] DAVIES P A, DUNSTAN R, HOWELLS R. Development of master alloy powders, including nickel-based superalloys for Metal Injection Molding (MIM)[J]. Advanced Powder Metallurgy Part Material, 2003(8): 8-20.
[12] CHEN Xiaowei, LIU Ye, ZHANG Lin, et al. Phase formation and evolution during transient liquid phase sintering of MIM418 superalloy with master alloy addition[J]. Journal of Alloys and Compounds, 2020, 829: 154583.
[13] CHEN Xiaowei, ZHANG Lin, LIU Ye, et al. Phase evolution and densification behavior of MIM418 superalloy utilizing master alloy approach[J]. Journal of Alloys and Compounds, 2019, 771: 33-41.
(�༭ �Կ�)
�ո����ڣ� 2020 -08 -30; �����ڣ� 2020 -10 -05
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51604240; 51974029)������ʡ��Ȼ��ѧ����������Ŀ(2019JJ50585) (Projects(51604240; 51974029) supported by the National Natural Science Foundation of China; Project(2019JJ50585) supported by the Natural Science Foundation of Hunan Province)
ͨ�����ߣ����֣���ʿ�����ڣ���ʿ����ʦ�������Ƚ���ĩұ����ϼ����μ����о���E-mail��zlin@ustb.edu.cn
ժҪ����ĸ�Ͻ��ĩ���ʻ�����Ϊԭ�ϣ�����ĸ�Ͻ��Ʊ�MIM418���ºϽ𣬲�ͨ��ע�����ʵ����ѹ���ֵĽ��ճ��Ρ��о����������ͨ������ս����ȵȾ�ѹ��MIM418��������ܶȴﵽ99%���ϡ����ս�̬�ĺϽ�����֯���б��������֦�'����ò�ʹ�С���ȣ�Ϊ0.5 ��m���ҡ����ս�����в�����˲ʱҺ�࣬Һ������Ҫ�Ͻ�Ԫ��ΪCr���ڵ������̺��ݱ�Ϊ����̼���˲ʱҺ��ij��ִ��ٽ������ܻ�����ɢ���Ȼ����̡�ĸ�Ͻ�MIM418�Ͻ�Ŀ���ǿ�ȡ�����ǿ�ȷֱ�Ϊ931 MPa��788 MPa��������K418�Ͻ�Ŀ���ǿ�Ⱥ�����ǿ�ȷֱ������48%��126%��
