
DOI��10.19476/j.ysxb.1004.0609.2017.12.07
2219���������ɷ�ƫ����Ϊ�������-����ʱЧ�ȴ�����������֯�����ܵ�Ӱ��
�����1, 2��������1���� ��3���¿���1, 3�����²�4
(1. ���ϴ�ѧ ��Ͻ��о�Ժ����ɳ 410083��
2. ���ֺ��칤ҵѧԺ������ 541004��
3. ���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083��
4. �����ϵͳ�����о���������100076)
ժ Ҫ��
���ó������������췽���Ʊ���d 1250mm����2219���Ͻ���������ͨ�������ǡ�OM��SEM������������ֶ��о��˴������ɷ�ƫ���������-����ʱЧ�ȴ�����������֯�����ܵ�Ӱ�졣���������������������Ͻ��������ȴ�ٶȲ����ϴ������Ͻ�Ԫ�ز������صĺ��ƫ�����Ӷ���ʹ���IJ���ƽ��ᾧ��Al2Cu�����϶���֦���ִ������߲���ƽ��ᾧ���������٣�֦��Ҳ�ʼ������ơ����༶���Ȼ��Ͷ����-����ʱЧ�ȴ�����(2/3~5/6)�뾶���ۺ��������ţ�����;������ܻ���һ�£�ǿ�ȷֱ�Ϊ420 MPa��323 MPa���쳤��Ϊ8.7%������ǿ�ȷֱ�Ϊ448 MPa��343 MPa���쳤��Ϊ11.0%���ӱ߲������IJ���2219�Ͻ��������������Զ���Ϊ�����ɵ��Դ��Զ���Ϊ�����ɼ������������ٶ���ɵĴ�������ƫ���������ͨ�������-����ʱЧ�ȴ����ֶμ��Ը��ơ�
�ؼ��ʣ�
����������2219�Ͻ����ɷ�ƫ���������-����ʱЧ�ȴ�������֯�ݱ�����ѧ������
���±�ţ�1004-0609(2017)-12-2451-09���� ��ͼ����ţ�TG146.2+1���� ���ױ�־�룺A
2219���Ͻ������ǿ�ȡ��߶������ԡ����õ���ʴ�Լ��ɺ��Ժõ��ŵ�㷺Ӧ���ڴ������ػ��������[1]��Ϊ�����ҹ����ػ������-�ԡ��ṹҪ�����ô�����������Ҫ����Ϊ�ϸ����������й������ڿ������������������˴����о�������ɵ�[2]�������ʵ�ʣ��о���d 720 mm����������������գ��������¶�Ϊ750~775 �棬�����ٶ�Ϊ10~20 mm/min����ȴˮѹΪ0.03~0.10 MPa��������Ʒ����Ҫ�������[3]���¶ȳ���Ӧ����������������ϣ�ģ���˲�ͬ��ʼ�����ٶȶ�d 800 mmֱ�����Ͻ����������Ӧ����Ӧ��ֲ���Ӱ�죬���ֲ���С��������ʼ�ٶ�����Ч���ͺ�״������Ӧ����Ӧ�䣬��С�����Ŀ�������LI��[4]ͨ���ڰ����������볬�������ɹ�������d 550 mm��d 650 mm�ȹ�������������������Ч�������������������˵�[5]�о��˳����������Ͻ������������������֯��ƫ����Ӱ�죬�о�����������ڳ������������������ջ�ЧӦ������ЧӦ�Ӷ��ٽ�����Ԫ�ص���ɢ������������ϸ�������������ƴ�����ƫ�����������ų������ʵ����Ӻ��ƫ��Ҳ�����һ��������
���⣬ͨ��������ȴ�ٶȽ�һ������������ƫ��Ҳ����Ч����������������DU��[6-7]�о�����0.1~20 K/s����ȴ������Al-Cu��Ԫ�Ͻ����ƫ����������ö�άģ�ͽ�������֤����������ȴ�ٶ�С��1 K/sʱ����ƽ�����Al2Cu������ȴ�ٶȵ�������������ƣ�����1~10 K/s��Χ�������෴�ģ���һ�������ȴ�ٶȣ���ƽ��������������Լ��٣�֦��������LICHIOIU��[8]����105~106 K/s����ȴ�ٶ��Ʊ���Al-35%Cu�Ͻ𣬷����ڸ���ȴ������Cu��Al�е��ܽ�ȿɴ�25.51%����ƽ���������׳߶ȣ���ɢ�ֲ��ھ�������紦��KARAKOSE��[9]�о�����(1.7~3.7)��106 K/s��������������Al-3Cu�Ͻ����ѧ���ܣ�����������ȴ�ٶȵ����ӣ��ڶ������ӳߴ����Լ�С��ƽ���ߴ�ԼΪ2~4 ��m���ҷֲ����ȣ�֦�������105 ��m(��ȴ�ٶ�Ϊ1.7��106 K/s)��С��48 ��m(��ȴ�ٶ�Ϊ3.7��106 K/s)��������ѧ����Ҳ�õ���������ߡ�
Ȼ�������ź��켼�����ٷ�չ���������ṹֱ����2~3m��չ��ֱ��5 m������ʼ����ֱ��8.5 m��������ֱ���Ļ������2219���Ͻ������������˽��������������һ�����ػ������9 m����������Ҫֱ����1.2 m�����Ͻ�Բ��������ѹ-����-���Ƴ��͡��ͱ��о���d 1250 mm��ֱ��2219���Ͻ�������������ԣ����ܲ����˳������������죬����������ֱ����������������Ϊ�ԣ�1) �����ߴ����������¶ȳ������������Ͻ�ɷֺ͵ڶ���ֲ������ȵ���������2) ������ȴ�ٶ����ޣ��������Ͻ�Ԫ�ع����ͳ̶ȣ����ִ����ִ�����仯����ᾧ�ࡣΪ�ˣ��������߷����˳���������2219�������ijɷ�ƫ�����������ֱ������ȡ��(3��)������������ѧ���ܼ��۲��״̬�µ�����ò���Կ�չ2219���Ͻ��������֯�������Ŵ����о�����Ϊ�����Ʒ����-�ԡ�Ҫ������Ľ���ʩ��
1 ʵ��
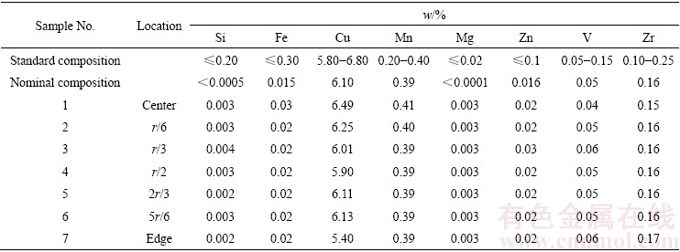
���ó������������췽���Ʊ���d 1250 mm��4300 mm��2219���Ͻ��������������������600 mm����ȡ1/4ԲƬ���������᷽��(A/C��)�������Ƭ���Ȼ���Ϊ12������ÿ���������10������ƽ��ֵ�����12������Ļ�ѧ�ɷ֣����������߲���(2/3~5/6)�뾶�������IJ�ȡ�����к����о�(��ͼ1(a))��
������(440 ��, 8 h)+(480 ��, 4 h)+(530 ��, 10 h)+(535 ��, 38 h, ¯��)���Ȼ���������ж����-����ʱЧ�ȴ������乤��Ϊ��450 ������(3��3�Σ�������50%)+545 �����4 h+450 ������(3��3�Σ�������50%)+537 �����4 h+3%������ѹ���Σ������165 ���˹�ʱЧ24 h��
����ASTM���������и�������������ӹ���75 mm��6 mm��2 mm��Ƭ״����Instron������������Ͻ��У������ٶ�Ϊ2 mm/min����������ȡ3��������ƽ��ֵ����Keller�Լ�(0.5% HF+1.5% HCl+2.5% HNO3+95.5% H2O���������)��ʴ����Olympus��ѧ������Noa Nano SEM230��ɨ��羵�۲�Ͻ�����֯��
2 ʵ����
2.1 �������ɷ�ƫ�����
����ⷢ�֣�����ԲƬͬһԲ���ϳɷ����ʽ�A��C�����ͬ����ɷ���ƽ��ֵ���������1��ʾ���ɼ���Mn��V��Zr���Ͻ�Ԫ������������������ƫ����(��������)������0.01%~0.02%֮�䣬����Ԫ��Fe��Si�Ⱥ����Ŀ���Ҳ��Ϊ���룬�����Ͻ�Ԫ��Cuƫ�����أ���(2/3~5/6)�뾶��300 mm���ȷ�Χ�ڵijɷ�������ɷ��൱�����IJ����߲�ƫ��ϴ�
2.2 ��̬��֯
ͼ1��ʾΪ����ȡ������������֯����ͼ1�ɼ�����̬��֯�ɦ�(Al)������;��紦�ĵ��۵㹲������ɡ������߲��ᾧ����٣�֦���ϱ�����֦�����С��������֯��ɵ���״�ֲ�(��ͼ1(b))���������IJ����ڴ�������״�ᾧ�֦࣬����������֦����������Ҿ�����С��һ(��ͼ1(d))���м䲿λ�������IJ��ͱ߲�֮�䣻�����������������ں�����״�ᾧ�ࡣ
��1 ʵ��Ͻ�ɷ�
Table 1 Chemical composition of tested alloy
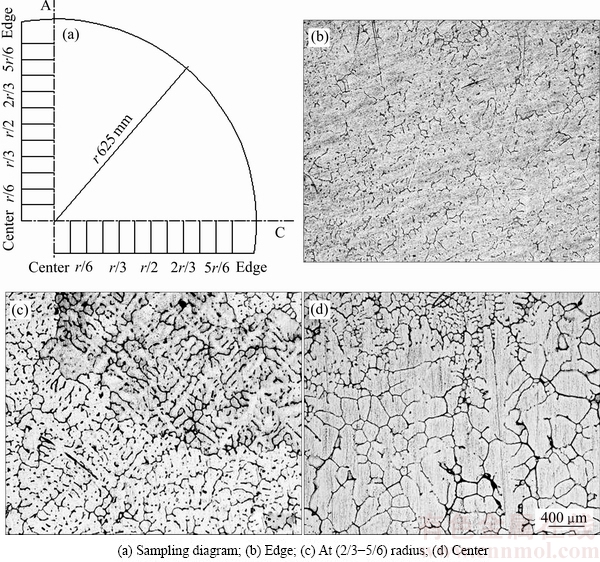
ͼ2��ʾΪ����(2/3~5/6)�뾶����SEM��ò���ɼ����ᾧ��ʰ�ɫ����״���Խᾧ�������ɨ�裬������Ҫ��CuԪ���ںϽ��ڷֲ������ȣ����ھ����ϴ������Եĸ���������ͼ2(a)��(b)��ʾ��ͬʱ�Խᾧ����гɷַ���(��ͼ2(c))������w(Al)/w(Cu)ԼΪ2����֪�ִ����̽ᾧ��ΪAl2Cu(��Ʀ�)�ࡣ���Ͽ�֪��ʵ������������2219�Ͻ���Ҫ�ɦ�(Al)(��Ʀ�)���塢�ֲ��ھ���Ħ�����������֯��ɡ������ױ��������繲����֯�л���Al20Cu2Mn3��[10]��Al7Cu2(Fe,Mn)��[11]���ڣ�����ʵ���������������в�δ������ԭ������ǺϽ���Mnƫ�����ϸ��������Ԫ��Fe�ĺ�����
ͼ1 2219�Ͻ���̬��֯
Fig. 1 Microstructures of 2219 alloy ingot
ͼ2 2219�Ͻ�(2/3~5/6)�뾶����SEM��ò����ɨ�輰EDS����
Fig. 2 SEM morphology(a), line scan(a) and EDS analysis(c) of 2219 alloy ingot at (2/3-5/6) radius
2.3 �༶���Ȼ�̬��֯
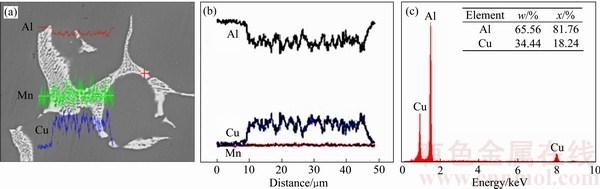
ͼ3��ʾΪ������(440 ��, 8 h)+(480 ��, 4 h)+ (530 ��, 10 h)+(535 ��, 38 h)���Ȼ�����������������֯����ͼ3�ɼ��������߲��ľ��Ȼ�Ч���Ϻã������ϵķ�ƽ�����Ѵ��ܽ⣬֦������״��Ϊϡ�裬�����ᾧ��ʶ����ֲ�(��ͼ3(a))��Cu�����������ӵ�(2/3~5/6)�뾶��(��ͼ3(b))�������ϵķ�ƽ���ಿ���ܽ⣬���������ɼ������粿���������дִ����״����ᾧ�����������Ǻܶࣻ�����IJ����д�����δ����(��ͼ3(c))������ò������״̬�������ֲ��䡣
2.4 �����-����ʱЧ̬��֯
�ڶ���ͻ���������¹��ܣ����ö����α�ϸ����֯����ظ��¹��ܴٽ�Ԫ����ɢ���Ȼ����ۺ����ã��������������ᾧ�࣬���������֯�����ԡ�������Ϊ�����¶���ͱ��Ρ����ܴ��������¶���ͱ��Ρ����ܴ�����
ͼ4��ʾΪ�����������α���ܴ������ʱЧ̬��֯����ͼ4���Կ����������α����ʱЧ������Ͻ����������������Ե��ٽᾧ�������ִ���ᾧ������ķֲ������ڻ��ϡ��߲��Ͻ���������;���3���������֯����ֲ���ᾧ�౻������ܣ��ߴ��С��5 ��m����ͼ4(a1)~(a3)��ʾ��Cu�����������ӵ�(2/3~5/6)�뾶��(��ͼ4(b1)~ (b3))������ᾧ��Al2Cu���Ѵֳʿ�״��̰�״���������࣬�ҷֲ�ϡ�裬�ߴ�Լ10~20 ��m����ͼ4(c1)~ (c3)��֪��Cu�����ߵ����IJ�����ᾧ��������࣬ƽ���ߴ�ԼΪ20~50 ��m����Ҫ�ھ����ϳʶ�������ʽ�ֲ���ƫ�����ԣ��������Ŵؿ�����200 ��m�����Ҳ��ֻ�����ԭʼ���Ȼ�̬���������֦����̬��
ͼ3 �Ͻ���Ȼ�̬����֯
Fig. 3 Microstructures of as-cast 2219 alloy under homogenization
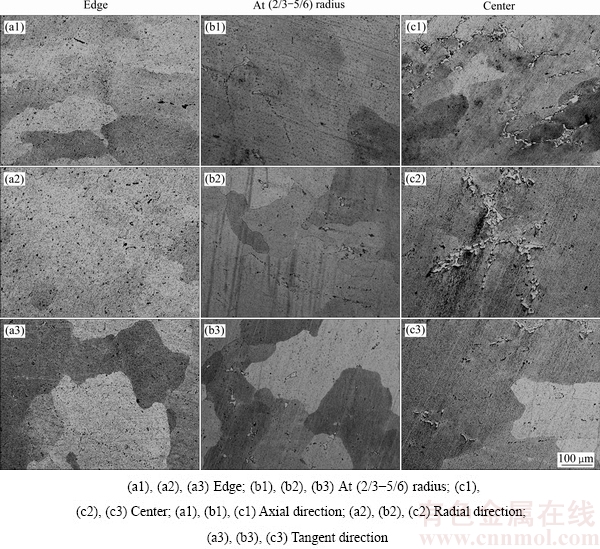
ͼ4 2219�Ͻ�ʱЧ̬������֯
Fig. 4 Optical microstructures of 2219 alloy after aging treatment
2.5 �Ͻ���ѧ����
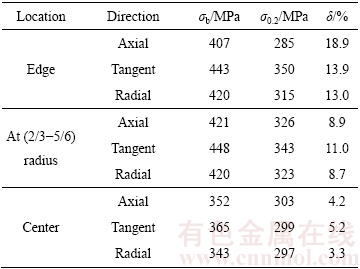
��2����Ϊ��ͬ��λ�����������-���ܴ������ʱЧ̬����ѧ���ܡ����������ͨ�������-����ʱЧ����������ͬһԲ������������;�����ѧ��������Cu����(��������)ԼΪ5.5%�ı߲����Ͻ�����ǿ����ͣ���b����0.2�ֱ�Ϊ407 MPa��285 MPa����Ϊ18.9%����Cu����������6.0%��(2/3~5/6)�뾶������������;����ǿ�Ⱦ�������ߣ��쳤�������½���������;������ܻ���һ�£���b����0.2�ֱ�Ϊ420 MPa��323 MPa����Ϊ8.7%���������Cu������6.5%�����IJ���ǿ�Ⱥ��쳤�ʾ������½������о���������ʧ��Ϊ���أ���b����0.2�ֱ�Ϊ343 MPa��297 MPa����Ϊ3.3%���ۺϿ������������߲������IJ���������ȴ�ٶ����Cu�����IJ�������ѧ����Ҳ������Ӧ�ĸı䣬������Cu���������ӣ��Ͻ�ǿ�������������Ȼ�������½������쳤�ʳ������½����ơ�����Ҫԭ����Cu����Ϊ5.5%ʱ���ӽ�Cu��Al�еĹ��ܶȣ��Ͻ��Թ���ǿ��Ϊ����ǿ��һ�㣬�������á�(2/3~5/6)�뾶����Χ��Cu����������6.0%���в���ᾧ��Al2Cu����ڣ��������-�����α䴦�����ֻ������������ֱ����飬��������ߺϽ��ǿ�ȣ�������ȴ�����½������������IJ�Cu����ԼΪ6.5%���Ͻ��в���ᾧ��Al2Cu�������������Ҵִ������ѣ�Ҳ�������飬��������Ӧ�����У��������Ӧ�������������������ƣ��Ӷ���һ���̶��Ͻ����˺Ͻ��ǿ�Ⱥ����ԣ�����ͼ4��ʾ�Ľ��һ�¡�
��2 2219�Ͻ����ѧ����
Table 2 Mechanical properties of 2219 alloy
2.6 �Ͻ�����Ͽ���ò
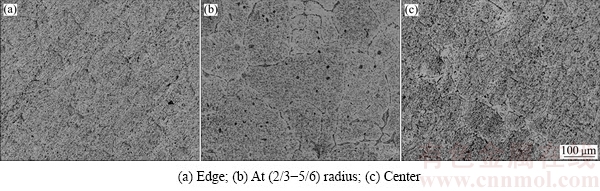
ͼ5��ʾΪ�Ͻ��ʱЧ̬�����������Ͽ���ò����ͼ5�ɼ�������2219������������������Զ��Ѻʹ��Զ���Ϊ���������߲��Ͽ�������dz�������ѳߴ���1~8 ��m֮�䣬�����еĵڶ������ӽ�ΪϸС�����������������ԣ������Զ���Ϊ������(2/3~ 5/6)�뾶�������������ѵ��������Լ��٣���������ߴ����������ؾ����Զ��ѵij̶����������пɹ۲쵽��ߴ�(Լ20 ��m)�IJ��������ӣ����ƴ�����������չ��������Χ���Ͻ����Խ��͡��������IJ�ֻ�м����������ѣ��Ͽ�������ƽ̹���������汻�����ĵڶ������Ӹ��ǣ����ƾ��ڶ������ӹ�ͨ���ѣ����ؾ��ʹ������Զ���Ϊ�����ɼ������������߲������IJ�������Cu���������ӣ��Ͻ������Զ�������Զ��ѹ��ɡ���ԭ�������������IJ��������е�Cuƫ�����Խ���أ����ɵ�Al2Cu��ƽ��ᾧ������Խ�࣬�ߴ�Խ���༶���Ȼ������Ͷ����-�α����ʱЧ������������������ܣ�����Ч�������ԡ������Ա��εĹ����У��ֲ��ھ����ϵIJ����࣬�����(Al)����ṹ����ϴ��������Э�����Σ�������ֲ���Ӧ�����У���Ϊ���ѵ�����Դ�������ؾ����ѵķ��������ºϽ����Խ��ͣ������2�е�ʵ����һ�¡�
3 ����������
3.1 2219������������������
ͼ6��ʾΪAl-Cu-Mn��Ԫ�Ͻ���ͼ������ͶӰͼ[12]����ͼ6��֪����ƽ����ȴ�����У�2219�Ͻ����ȴ�Һ����������(Al)�������L=��(Al)����ƽ�⣬���Һ���߳ɷֱ仯����e1E���ཻ��������ƽ���ת��L=��(Al)+�ȣ���ת�������Һ�����������ֹ��Ȼ�������ڹ�ҵ��2219���Ͻ���������ԣ��������������ȴ�ٶ�ԼΪ1~20 K/s�����ڷ�ƽ�����̡��Ͻ��е�Һ���桢��������ܽ������������ƫ�ƣ�ʹ�ù����ɷַ�Χ������ɾ��ܴ������߲�Cu����ԼΪ5.5%Ҳ�ᷢ��L=��(Al)+�ȹ�����Ӧ��������L=��(Al)+��+T����ƽ���ת�䡣��Ȼ��������TҲ�п�����������ɷֲ����ȣ�ʹ�ֲ�����Mnƫ����ɵġ��ڱ�ʵ�������£�����Mn�����ϵͣ���û��T�����ɡ�
ͼ7��ʾΪAl-Cu-Mn��Ԫ�Ͻ�ƽ����ͼ��Al�ǷŴ�ͼ[13]����ͼ7��֪����ijһʵ��2219���Ͻ�ɷֶ���(�ɷ�ΪX)������ȴ�ٶ�ΪV1ʱ���Ͻ����ȴ�Һ����������(Al)�������L=��(Al)����ƽ�⣬Һ���߳ɷֱ仯��XV1A��e1E���ཻAʱ����������ת��L=��(Al)+�ȡ��������ȴ�ٶ���V2��Һ��ɷֽ���XV2B�߷����仯��Һ�����������E������ƫ�ƣ���������ȴ�ٶȵ����ӣ����ɵķ�ƽ��ᾧ����������١�������ȴ�ٶȽ�һ����ߣ���ᾧ�������������٣�������ΪϸС��ɢ�ֲ���������[13]���ᵽ��������ȴ����Ϊ106 ��/s�ĵ�������ʱ��Al-4.6Cu-Mn�Ͻ�ķ�ƽ��ᾧ���������״��ɢ�ֲ��ھ�����ڣ��ߴ��ԼΪ10~100 nm��
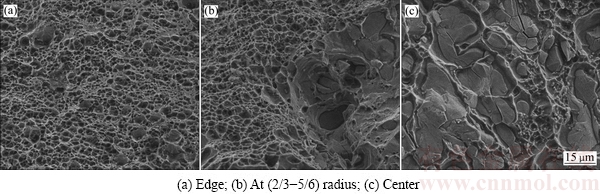
ͼ5 ������������Ͽ���ò
Fig. 5 Fracture morphologies of tensile samples at axial direction
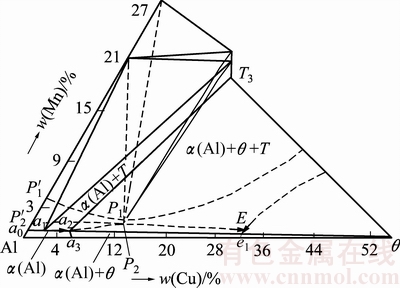
ͼ6 Al-Cu-Mn��Ԫ�Ͻ���ͼ������ͶӰͼ
Fig. 6 Al-Cu-Mn ternary alloy solidus projection
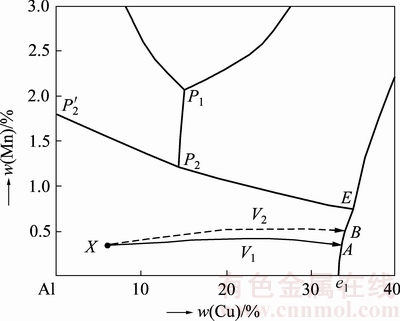
ͼ7 Al-Cu-Mn��Ԫ�Ͻ�ƽ����ͼ��Al�ǷŴ�ͼ
Fig. 7 Enlarged view of Al-Cu-Mn ternary alloy phase diagram
��ͼ1���Կ������ɴ��������IJ����߲����˷�ƽ��ᾧ����٣�֦�����ʼ������ơ���Al-Al2Cu�����У�Ϊ��ά��(111)Al|| ��
�� ||
|| ����ȡ�������Բ�Ƭ״�ֲ������о�����[14]���������Ƭ����������ٶ��йأ���
����ȡ�������Բ�Ƭ״�ֲ������о�����[14]���������Ƭ����������ٶ��йأ��� ������kΪ��Ͻ��йصij������ɴ˿�֪�������ٶ�RԽ��Ƭ���Խ����������֯ԽϸС��
������kΪ��Ͻ��йصij������ɴ˿�֪�������ٶ�RԽ��Ƭ���Խ����������֯ԽϸС��
�ָ�����ȴ�ٶ������ȹ�ϵ[15]��

ʽ�У� Ϊ����ȣ�Rg��Ti��
Ϊ����ȣ�Rg��Ti�� ��R0��Ϊ�������ɼ��������ٶ�RԽ�Ͻ�Ĺ����Խ��
��R0��Ϊ�������ɼ��������ٶ�RԽ�Ͻ�Ĺ����Խ��
���У�����Լ��ѷ-÷������[14]���Ƶ�����
����ͬһ���ϣ��κ��� ����������
���������� ���ɼ���N��vg�������������������NԶ����vg����ʹP(t)�����������ӡ���֪��������P(t)�뾧���ߴ�ɷ��ȡ���ˣ����ӹ���ȿ�����ϸ��������
���ɼ���N��vg�������������������NԶ����vg����ʹP(t)�����������ӡ���֪��������P(t)�뾧���ߴ�ɷ��ȡ���ˣ����ӹ���ȿ�����ϸ��������
����������������������ʱͬһ�����������IJ����߲���ȴ�ٶ������ӣ���ʹ���IJ���ƽ��ᾧ�������϶���֦���ִ������߲���ƽ��ᾧ���������٣�֦��Ҳ�ʼ������ơ�
3.2 2219���������ɷֲ������Է����������-����ʱЧ�����ĸ�������
���������������У��¶ȳ��ͳɷֳ��ֲ������ȵ��������ɷֺ���֯�����ȣ������ֲ������Խ����Ŵ����������ϺͲ�Ʒ�У�ʹ���Ʒ���Ʒ�ɷ֡���֯�����ܲ����ȣ�����ʱ������ϺͲ�Ʒ���ϡ�����2219���Ͻ���������ԣ���ɷֲ���������ƫ���ͺ��ƫ�����Һ��߶��������������Dz�Ʒ������Ӱ���ǰ�����صöࡣ
2219���Ͻ�����֦�����̷�ʽ���̵ġ�Cu�����Ͻ��е����ʷ���ϵ��K=0.16[15]����������̲���������Ԫ�ز��ܳ����ɢ�����²���Һ��������Ũ�������������ھ��紦���۴���CuԪ�أ�����֦��ƫ���;���ƫ������2219���Ͻ���Cu����Ϊ5.8%~6.8%��Զ����Cu��Al�еĹ��ܶȣ��ʾ����ϻ���ֲ�ƽ��ᾧ�ࡣ������������֯�ɦ�(Al)���塢�ֲ��ھ���Ħ�������������֯��ɣ�����ͼ(1)��ʾʵ����һ�¡����⣬���������̹����б߲���ȴ�ٶȴ�Һ��������ԭ�ӵ���ɢ��һ�����������ã�֦��ƫ���̶Ƚ�����������IJ���ȴ����Һ��������ԭ���ܳ����ɢ���������ص�֦��ƫ������Ҳ��֤��ͼ1��ʾ�������IJ�֦���ϱ߲�����������������֦��ƫ���;���ƫ�����Զ������Ȼ��˻��������ȶ͵ȹ�����������������������ͨ���༶���Ȼ������Ͷ����-����ʱЧ�ȴ����������б߲�����ƫ�����õ��˺ܺõĸ��ơ�
���ð��������췽���Ʊ���������ʱ���߲����������ȴ���̣����IJ���ȴ�ٶȽ������侶���²�ɸߴ�ٶ�����[16]��Һ���©��������������ԭ���������IJ���ɢ����ʹ�������IJ�Ũ�ȸ��ڱ߲�������Ϊ���ƫ�������У�¯�ڳɷֲ��졢�¶Ȳ�������ע�ٶ��ȶ��Եȶ��ָ�������Ҳ����һ���̶��ϵ��������ɷ�ƫ������Ҳ�DZ�1��ʾ��ͬ����λ�ô��ڳɷֲ����ԭ��Ȼ�����������˾�����ڳɷ�ƫ����������Ҳ�У����ڱ�������������о��ɹ��������֡����ƫ���������������������Ŵ�����Ʒ��һ��ͨ����������Ž����ǿ�ȶ����ȷ�ʽ���и���[4-5, 16-17]��
����⣬ʵ����2219��������CuԪ��ƫ�����أ����IJ�ԼΪ6.5%�����߲�ԼΪ5.5%�������̹����У��������IJ�������ᾧ��Al2Cu���������������Ҵִ����ȼӹ������л����������ѡ���ͼ4֪�������-����ʱЧ�����������б߲��������ᾧ���������飬ƽ���ߴ�С��20 ��m������ֲ��ھ��ھ��磬ǿ���Ծ�������Ҫ�����IJ����д�������ᾧ�࣬��Ҫ�ھ����ϳʶ�������ʽ�ֲ�������������ԭʼ���Ȼ�̬���������֦����̬��Al2Cu����ᾧ�������ṹ���������Ӧ���������£��ִ�Al2Cu����ᾧ����Χ������Ӧ�����У��������ƣ���������������ճ��������Ӱ��Ͻ��ǿ���ԣ�����2����ӳ��������ɴ˿ɼ���ͨ�������-����ʱЧ������ɶ�����ƫ����һ���ĸ������ã���ʹ��Ʒ������ߡ�
4 ����
1) 2219���������̹��������ھ�������ȴ�²�Խ��������Ͻ�Ԫ��Cuƫ�����ء�����⣬2219���������IJ�Cu����ԼΪ6.5%��(2/3~5/6)�뾶��ԼΪ6.1%���߲�ԼΪ5.5%��
2) 2219�Ͻ���Ҫ�ɦ�(Al)���塢�ֲ��ھ���Ħ�����������֯��ɡ����������IJ����߲���Al2Cu����ᾧ����������٣�֦�����ʼ������ơ����༶���Ȼ������Ͷ����-����ʱЧ����������2/3�뾶���ⲿ�ֵIJ���ᾧ�౻�������飬�����IJ�����ᾧ���ھ����ϳʶ�������ʽ�ֲ���ʹ�������IJ����ܱ�
3) 2219�Ͻ��������������Զ��Ѻʹ��Զ���Ϊ����Cu�����ϵ͵ı߲����������ܵ������У�����ᾧ�����ҳߴ�С���ֲ����ȣ��Ͽ����Ѵ�����������á�Cu�����ϸߵ����IJ���Al2Cu����ᾧ���ʣ���������-����ʱЧ��������ᾧ������Ч�����������ھ����ϳʶ�������ʽ�ֲ�������Ӧ��״̬�£������(Al)����ṹ����ϴִ�Al2Cu����ᾧ��������Э�����Σ�������ֲ���Ӧ�����У����շ����ƣ������ؾ����ѵķ�����
REFERENCES
[1] ������, ������, ������, �Ź���, �¿���. 2219���Ͻ��ֱ��Բ�����������ܷ�������Ľ���ʩ[J].�������켼��, 2014(6): 1-5.
YANG Dai-jun, XU Kun-he, DING Peng-fei, ZHANG Guo-qing, CHEN Kang-hua. Analysis and improvement measures on casting property of 2219 aluminium alloy large diameter round ingot[J]. Aerospace Manufacturing Technology, 2014(6): 1-5.
[2] ���, ���¿�, �� ��, �� ��, ��־��, ����ϼ. Al-Cu-Mn�Ͻ����Բ�������������о�[J]. ��Ͻ�ӹ�����, 2011, 39(6): 15-20.
LI Hai-xian, JIANG De-jun, HAN Hua, ZHOU Ming, TENG Zhi-gui, YIN Yun-xia. Study on the casting process for the large round ingot of Al-Cu-Mn alloy[J]. Light Alloy Fabrication Technology, 2011, 39(6): 15-20.
[3] ������, �����, �ż�ɽ, ׯ����. ��ʼ�����ٶȶ�AA7050�Ͻ����������Ӧ���ֲ���Ӱ��[J]. ϡ�н��������빤��, 2015, 44(1): 158-163.
BAI Qing-ling, LI Hong-xiang, ZHANG Ji-shan, ZHUANG Lin-zhong. Effect of start-up casting speed on stress field of AA7050 aluminum alloy billets during direct-chill casting[J]. Rare Metal Materials and Engineering, 2015, 44(1): 158-163.
[4] LI X Q, JIANG R P, LI Z H, ZHANG L H, ZHANG X. Characteristics and formation mechanism of segregation during the solidification of aluminum alloy with ultrasonic radiation[J]. Materials Science Forum, 2012, 697/698: 383-388.
[5] �� ��, ������, ����ǫ, ������, ������. �����������Ͻ������������������֯��ƫ����Ӱ��[J]. �ȼӹ�����, 2016, 45(7): 25-29.
GUO Xing, JIANG Ri-peng, LI Xiao-qian, LI Rui-qing, PENG Bo-tao. Effect of aluminum alloy melt treated with ultrasound on microstructure and segregation of large-scale ingot in semi-continuous casting[J]. Hot Working Technology, 2016, 45(7): 25-29.
[6] DU Q, ESKIN D G, JACOT A, KATGERMAN L. Two- dimensional modeling and experimental study on micro- segregation during solidification of an Al-Cu binary alloy[J]. Acta Materialia, 2007, 55: 1523-1532.
[7] ESKIN D, DU Q, RUVALCABA D, KATGERMAN L. Experimental study of structure formation in binary Al-Cu alloys at different cooling rates[J]. Materials Science and Engineering A, 2005, 405: 1-10.
[8] LICHIOIU I, PETER I, VARGA B, ROSSO M. Preparation and structural characterization of rapidly solidified Al2Cu[J]. J Mater Sci Technol, 2014, 30(4): 394-400.
[9] KARAKOSE E, KESKIN M. Structural investigations of mechanical properties of Al based rapidly solidified alloys[J]. Materials and Design, 2011, 32: 4970-4979.
[10] ZHANG Wei-wen, LIN Bo, CHENG Pei, ZHANG Da-tong, LI Yuan-yuan. Effects of Mn content on microstructures and mechanical properties of Al-5.0Cu-0.5Fe alloys prepared by squeeze casting[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(6): 1525-1531.
[11] ELGALLAD E M, ZHANG Z, CHEN X G. Effect of two-step aging on mechanical properties of AA2219DC cast alloy[J]. Materials Science and Engineering A, 2015, 625: 213-220.
[12] ������, �� ��. ��Ԫ�Ͻ���ͼ[M]. ����: ������ҵ��ѧ������, 1995.
HU De-lin, ZHANG Fan. Ternary alloy phase diagrams[M]. Xi��an: Northwest Industrial University Press, 1995.
[13] ����ΰ, ������, �ź���. ��ȴ���ʶ�Al-4.6Cu-Mn�Ͻ�������֯��Ӱ��[J]. �����ȴ���ѧ��, 2011, 32(5): 90-94.
CHEN Zhong-wei, LEI Yi-min, ZHANG Hai-fang. Effect of cooling rate on solidification microstructure of Al-4.6Cu-Mn alloy[J]. Transactions of Materials and Heat Treatment, 2011, 32(5): 90-94.
[14] ���Ƕ�. ���Ͽ�ѧ����[M]. ����: ������ҵ��ѧ������, 2007.
LIU Zhi-en. Foundation of material science[M]. Xian: Northwest Industrial University Press, 2007.
[15] ��Ң��. ���̼���[M]. ����: ��е��ҵ������, 1998.
ZHOU Yao-he. Solidification technology[M]. Beijing: China Machine Press, 1998.
[16] ESKIN G I. Macrosegregation in direct-chill easting of aluminum alloys[J]. Progress in Materials Science, 2008, 53: 421-480.
[17] ������, �� ��, ��־��, ���Ǿ�. ��Ͻ����Ʊ�7075���Ͻ������������[J]. �й���ɫ����ѧ��, 2016, 26(4): 723-731.
WANG Hai-jun, XU Jun, ZHANG Zhi-feng, LUO Ya-jun. Uniformity of 7075 aluminum alloy ingot with big size produced by coupled stirring technology[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(4): 723-731.
Composition segregation behavior of 2219 aluminum alloy ingot with big size and effect of multi-axial forging and solution-aging treatment on microstructure and mechanical properties of ingot
XU Dao-fen1, 2, CHEN Song-yi1, YU Fang3, CHEN Kang-hua1, 3, LIU De-bo4
(1. Light Alloy Research Institute, Central South University, Changsha 410083, China;
2. Guilin University of Aerospace Technology, Guilin 541104, China;
3. State Key Laboratory of Powder Metallurgy��Central South University, Changsha 410083, China;
4. Beijing Institute of Astronautical Systems Engineering, Beijing 100076, China)
Abstract: The composition segregation behavior of 2219 aluminum alloy produced by ultrasonic semi-continuous ingot with diameter of 1250 mm and the effect of multi-axial forging and solution-aging on microstructure and mechanical properties of 2219 aluminum alloy were investigated by spectrograph, optical microscopy, scanning electron microscopy and tensile testing. The results show that the main alloy element along the radial of casting has serious segregation under the volatile cooling rate, which impels non-uniform distribution of non-equilibrium crystallization phase Al2Cu. The billet core has higher numbers of Al2Cu phase and dendrites are coarse. The non-equilibrium crystallization phase reduces gradually and the dendrites refines obviously from the core to the edge. After being treated by multi-stage homogenization and multidirectional forging-solution and aging treatment, the area between 2/3 and 5/6 of ingot radius has the best comprehensive mechanical properties with the tensile strength of 420 MPa (axial and radial directions) and 448 MPa (tangent direction), the yield strength of 323 MPa (axial and radial directions) and 343 MPa (tangent direction), and the elongation of 8.70% (axial and radial directions) and 11.0% (tangent direction). The main fracture mechanisms of 2219 alloy will make the transition from ductile fracture to brittle fracture along the radial of casting. Therefore, multidirectional forging-solution and aging treatment is an effective means to weaken the macro-segregation.
Key words: large-scale ingot; 2219 alloy; composition segregation; multidirectional forging-solution and aging treatment; microstructure evolution; mechanical properties
Foundation item: Project(2016YFB0300801) supported by the National Key Research and Development Program of China; Project(U1637601) supported by the National Natural Science Foundation of China��China Aerospace Science and Technology Corporation Aerospace Advanced Manufacturing Technology Research Foundation; Project(BA2015075) supported by the Transformation of Scientific and Technological Achievements Program of Jiangsu Province, China; Project(51327902) supported by the Major Research Equipment Development Projects of National Natural Science Foundation of China
Received date: 2016-09-12; Accepted date: 2017-03-20
Corresponding author: CHEN Kang-hua; Tel: +86-731-88830714; E-mail: khchen@ csu.edu.cn
(�༭ ��ѧ��)
������Ŀ�������ص��з��ƻ�(2016YFB0300801)��������Ȼ��ѧ����ίԱ�ᡪ�й�����Ƽ����Ź�˾�����Ƚ����켼���о����ϻ���������Ŀ(U1637601)������ʡ�Ƽ��ɹ�ת���ƻ�(BA2015075)��������Ȼ��ѧ�����ش���������豸����ר��(51327902)
�ո����ڣ�2016-09-12�������ڣ�2017-03-20
ͨ�����ߣ��¿��������ڣ���ʿ���绰��0731-88830714��E-mail: khchen@csu.edu.cn
ժ Ҫ�����ó������������췽���Ʊ���d 1250mm����2219���Ͻ���������ͨ�������ǡ�OM��SEM������������ֶ��о��˴������ɷ�ƫ���������-����ʱЧ�ȴ�����������֯�����ܵ�Ӱ�졣���������������������Ͻ��������ȴ�ٶȲ����ϴ������Ͻ�Ԫ�ز������صĺ��ƫ�����Ӷ���ʹ���IJ���ƽ��ᾧ��Al2Cu�����϶���֦���ִ������߲���ƽ��ᾧ���������٣�֦��Ҳ�ʼ������ơ����༶���Ȼ��Ͷ����-����ʱЧ�ȴ�����(2/3~5/6)�뾶���ۺ��������ţ�����;������ܻ���һ�£�ǿ�ȷֱ�Ϊ420 MPa��323 MPa���쳤��Ϊ8.7%������ǿ�ȷֱ�Ϊ448 MPa��343 MPa���쳤��Ϊ11.0%���ӱ߲������IJ���2219�Ͻ��������������Զ���Ϊ�����ɵ��Դ��Զ���Ϊ�����ɼ������������ٶ���ɵĴ�������ƫ���������ͨ�������-����ʱЧ�ȴ����ֶμ��Ը��ơ�
[12] ������, �� ��. ��Ԫ�Ͻ���ͼ[M]. ����: ������ҵ��ѧ������, 1995.
[13] ����ΰ, ������, �ź���. ��ȴ���ʶ�Al-4.6Cu-Mn�Ͻ�������֯��Ӱ��[J]. �����ȴ���ѧ��, 2011, 32(5): 90-94.
[14] ���Ƕ�. ���Ͽ�ѧ����[M]. ����: ������ҵ��ѧ������, 2007.
LIU Zhi-en. Foundation of material science[M]. Xian: Northwest Industrial University Press, 2007.
[15] ��Ң��. ���̼���[M]. ����: ��е��ҵ������, 1998.
ZHOU Yao-he. Solidification technology[M]. Beijing: China Machine Press, 1998.
