
�й���ɫ����ѧ�� 2004,(11),1822-1827 DOI:10.19476/j.ysxb.1004.0609.2004.11.006
�ߺ���Sip/Al���ϲ��ϵ���ѹ��������
������ҵ��ѧ���̼��������ص�ʵ����,������ҵ��ѧ���̼��������ص�ʵ����,�������˻��о���չ����,������ҵ��ѧ���̼��������ص�ʵ����,������ҵ��ѧ���̼��������ص�ʵ���� ����710072 ,����710072 ,����710072 ,����710072 ,����710072
ժ Ҫ��
������ѹ��������,�Ʊ����ߺ���Sip/Al���ϲ��ϡ�����ѹ�������̽����˾���ѧ����,����ѹ�������ƽ������о�,�����õ��跨��AlҺ��ѹ����Si��װ�����Ķ���ѧ���̽�����ʵʱ�������������:AlҺ����Si���Ԥ������Ͻ�������ѧ����,��ʵ�ʽ������̷��������߹�ϵ����֯�۲�������,Si�������״�����ֲ�,���γɻ�����ҪΪ����ʱSi�������ܽ� �������ƺ����̹�����Si�ĸ����������ơ���֯�д��������Ŀ�϶�����ϲ��ϵĽ������ƽ��,δ�����з�Ӧ����ڡ�
�ؼ��ʣ�
��ѹ����;�ȿ��Ʋ���;Sip/Al���ϲ���;
��ͼ����ţ� TB333
����飺����(1968),��,������,��ʿ.ͨѶ����:������,������;�绰:029 88491764;E mail:rhu@nwpu.edu.cn;
�ո����ڣ�2004-03-30
�������ջ�����ѧ����������Ŀ(01G53041);����ʡ��Ȼ��ѧ����������Ŀ(2003CS0402);������ҵ��ѧ"Ӣ�������ƻ�"����������Ŀ(521020101 0400 020113);������ҵ��ѧ����Ƽ����»���������Ŀ(521020101 0400 020102);
Pressureless infiltration mechanism of high content Sip/Al composite
Abstract��
High content Sip /Al composites were fabricated by pressureless infiltration. The statics of infiltration process were analyzed. It is indicated that aluminum melting liquid can infiltrate silicon loose packing porous preform because it conforms to the requirements of statics. The dynamics process that aluminum melt liquid infiltrates silicon loose packing porous preform was analyzed by resistant measurement method at real time. The results show that an approximate parabola curve of infiltration depth versus infiltration time is proved. It is indicated that the main mechanisms of continuous netlike Si phase are dissolution-deposition and appendiculate deposition of Si. The form-mechanism of few fine pores in the microstructure was investigated. The interface of Sip/Al phases is clean and no reactants exist.
Keyword��
pressureless infiltration; thermal management material; Sip /Al composites;
Received�� 2004-03-30
������, SiCp /Al�����ȿ��Ƹ��ϲ��������������㷺��ע
1 ʵ��
ʵ����ѡ�õĻ���Ͻ�Ϊ����Al-Mg-Si�Ͻ�, ����ɷּ���1�� Si��ѡ������С��50 ��m�ĵ�����ۡ�
��1 �������Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of Al alloys (mass fraction, %)
Si |
Mg | Al |
��0.01 |
6.00 | Bal. |
��ѹ����ʵ�������Ƶ�VPI��ѹ�����豸�Ͻ��С� ʵ��װ����ͼ1��ʾ�� SiԤ����ΪSi����װ��,��϶��ԼΪ30%�� Ϊ������ѹ�����Ķ�̬����, ���߽�������ϸ��ʯī������Si����װ��, ʯī�����϶�����Si����װ��ƽ��, �¶������װ��, ���ֱ���ͭ����������˫���ŵ�·�� �����Ͻ��ۻ�ʱ, ������·�ȶ���ͨ, ������Һ�����������, ʯī���س��ȷ�����·, ��ʯī��֮���·�е���Ч�������, ��ʯī��֮��ĵ�ѹҲ��֮����, ��SX-2ŷ��ͬ����¼�����������̡� ��·������½���Ӧ��������, �����½��ٶȶ�Ӧ�����ٶ�, �����轵����ɽ������롣 ��ת����ʽΪ:
ʽ�� lΪijһʱ�̵Ľ�������; R0Ϊ��·�ij�ʼ����; RΪijһʱ�̻�·�ĵ���; ��Ϊʯī����ƽ�����衣
ͼ2��ʾΪ���跨������ѹ�������̵�ԭ����ͼ�� ���ϲ�����Si�������ͨ��Oxford INCA En-ergy X����������ɨ��������ͼ������ⶨ�� ����Neophot-����ѧ������AMRAY-1000B��ɨ��羵(SEM), �۲�������ʴ�������ɼ��ṹ�� ���ϲ��ϲ�����϶�ʲ���Kontron Digscan���Է����Dz�����
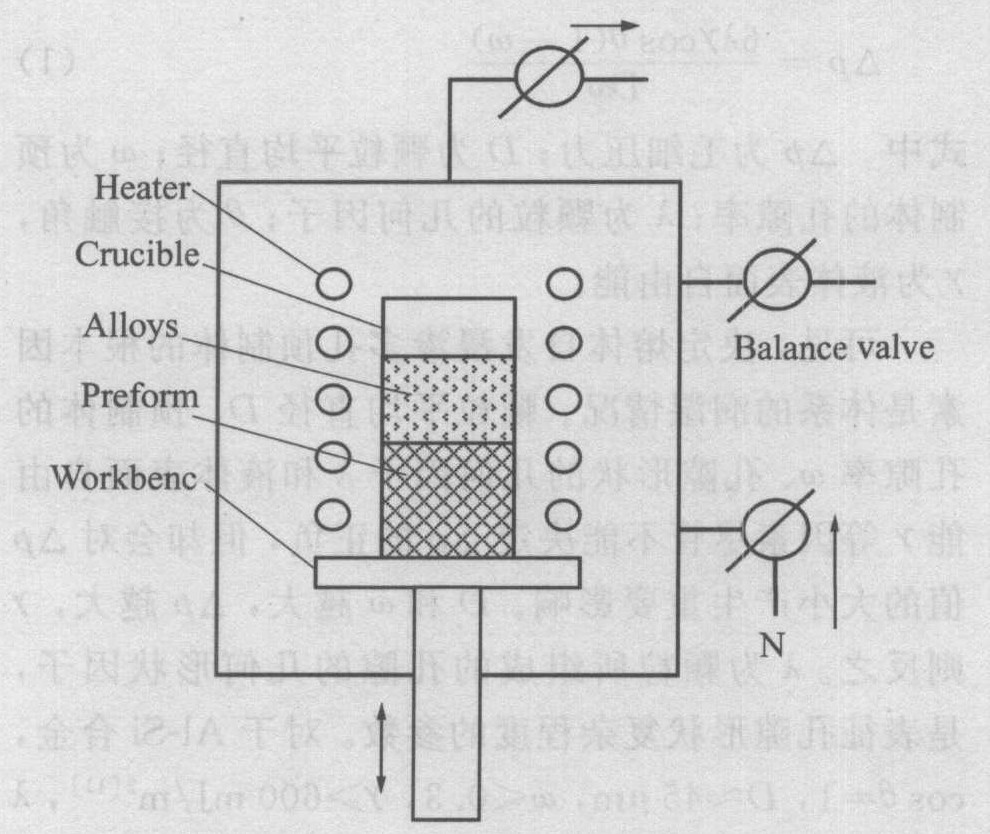
ͼ1 VPI��ѹ����װ��ԭ��ͼ
Fig.1 Schematic of VPI pressureless infiltration apparatus
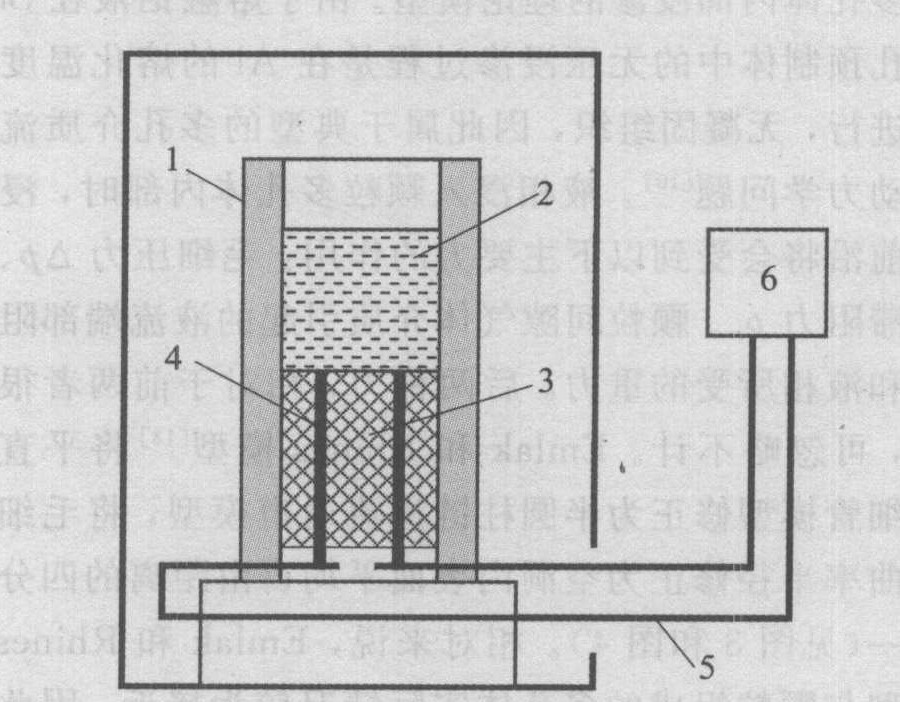
ͼ2 ���跨������ѹ��������װ��ʾ��ͼ
Fig.2 Schematic of setup used to measure PLI process by resistance method
1��Crucible; 2��Alloys; 3��Preforms; 4��Graphite bar; 5��Fine copper wire; 6��Ohmmeter
2 ���������
2.1 �������̵ľ���ѧ
����Al-Si��ұ����ʪ��ϵ
ʽ�� ��pΪëϸѹ��; DΪ����ƽ��ֱ��; ��ΪԤ����Ŀ�϶��; ��Ϊ�����ļ�������; ��Ϊ�Ӵ���, ��ΪҺ����������ܡ�
�ɼ�, ���������Է��������Ԥ����ĸ�����������ϵ����ʪ����� ����ƽ��ֱ��D�� Ԥ����Ŀ�϶������ ��϶��״�ļ�����������Һ������������������ؾ��ܲ��ܾ�����p������, ��ȴ��Ԧ�pֵ�Ĵ�С������ҪӰ�졣 D����Խ��, ��pԽ��, ����֮�� ��Ϊ��������ɵĿ�϶�ļ�����״����, �DZ�����϶��״���ӳ̶ȵIJ����� ����Al-Si�Ͻ�, cos ��=1, D��45 ��m, ��<0.3, ��>600 mJ/m2
2.2 �������̵Ķ���ѧ
�Ӷ���ѧ�Ƕ�, �����Ѿ������˶���й�Һ���ڶ�����ڲ�����������ģ�͡� ����������Һ��Si���Ԥ�����е���ѹ������������Al���ۻ��¶��½���, ��������֯, ������ڵ��͵Ķ�������嶯��ѧ����
ʽ�� RcΪëϸ�ܰ뾶; ��Ϊ����Һ��ճ��; tΪ����ʱ�䡣
����ڱ������õ���ϵ, ����0�����, ��ԼΪ600 mJ/m2
ʽ�� Rc ԼΪ15 ��m, RpΪ�����뾶(����Լ23 ��m), ��Ϊ������϶�ʡ� �������ڽ���ʵ�������¸��������ֲ���, �ɵ�Al-Si��ϵ�����ı���ʽ:
l=At1/2 (4)
ʽ�� A��������Ϊ10-3 m/s1/2, ��mm/s1/2, ������A=1.509 9��10-3 m/s1/2=1.509 9 mm/s1/2�� ���Կ���, ��Һ����Si��������������ʱ��������߹�ϵ�� ʽ(4)δ���ǽ���������, �����������ڳ�����, ��ʽ(4)�ɱ�ʾΪ
l=A(t-��)1/2=1.509 9(t-��)1/2 (5)
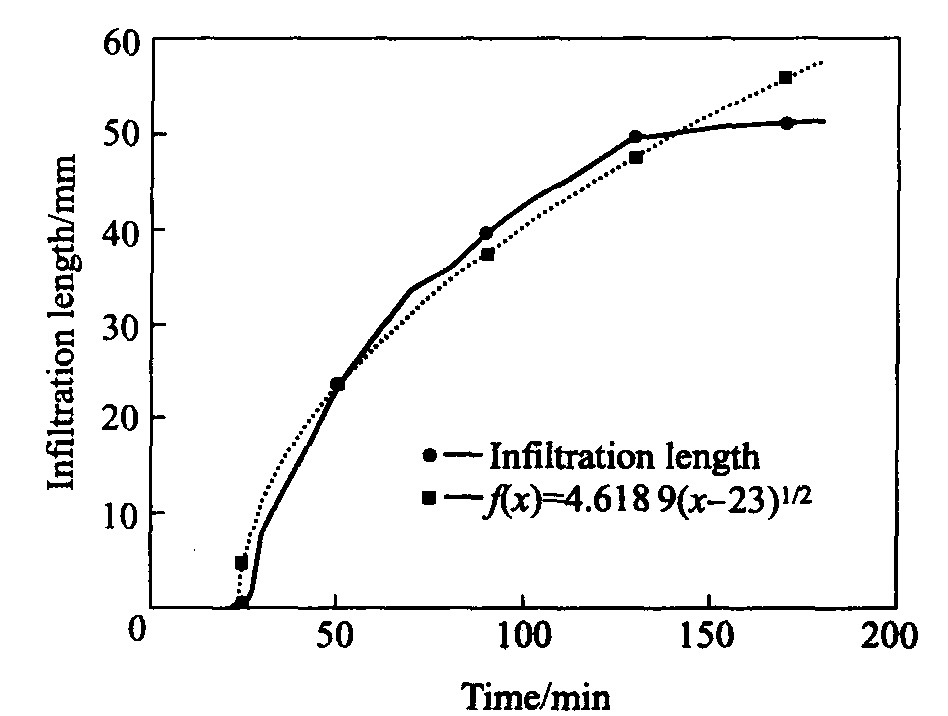
AlҺ����Si�����ʵ��֤ʵ����һ�㡣 ͼ5��ʾΪ�������ַ����õ���AlMg10�Ͻ��ڵ���������950 ���������50 ��m Si�۵Ľ����������ߡ� ͼ��ʵ��Ϊʵ���������, ����Ϊ��ϵ�������, �䷽��Ϊ
l(t)=4.618 9(t-23)1/2=0.596 3(t-1 380)1/2 (6)
ʽ(6)��, A=4.618 9 mm/min1/2=0.596 3 mm/s1/2, ����23Ϊ������ʼ��ʱ��, ����ʾ��ŷ���ж���ʱ���23 min������ʼ�����½��� ʵ�ʶ�Ӧ�ڽ��������ڡ�
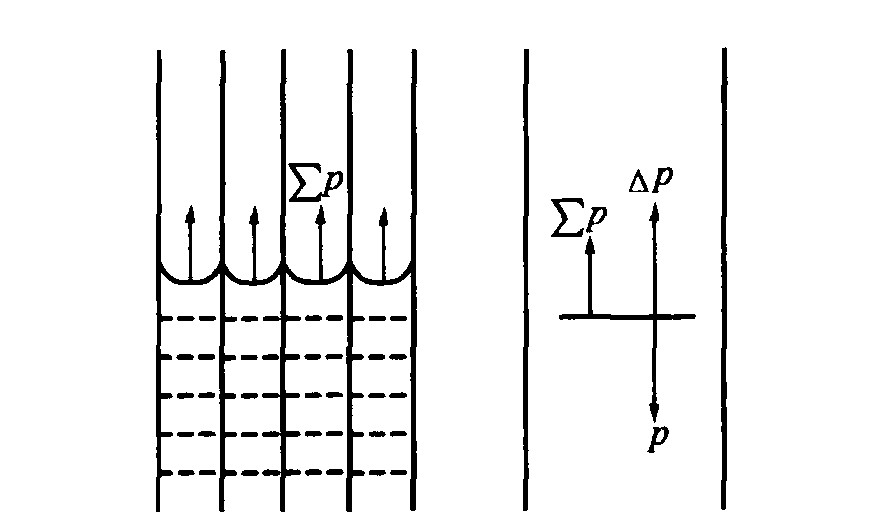
ͼ3 ������ڽ���ǰ��Һ������״̬ [11]
Fig.3 Resultant force status at infiltrating front in preform cell
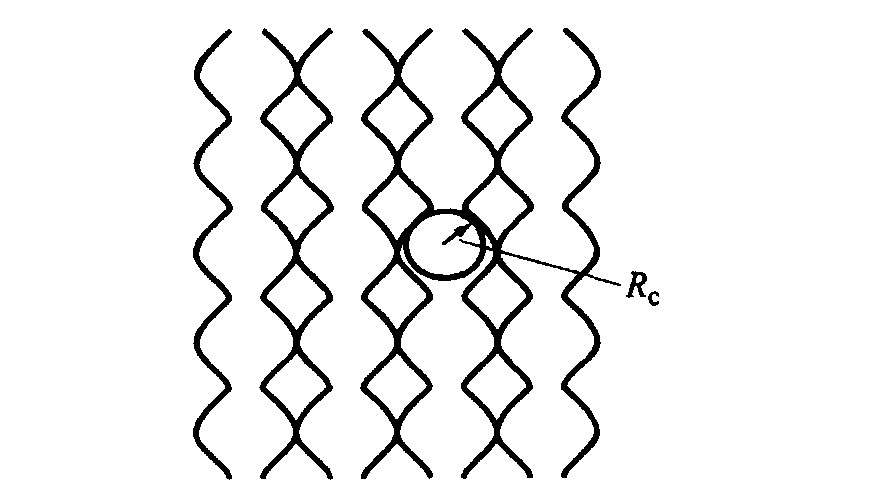
ͼ4 Emlak-Rhinesģ�� [14]
Fig.4 Schematic of Emlak-Rhines model
���Կ���, ��Һ����Si���Ԥ����Ĺ��̷��������߹�ϵ, ���, ǰ��Ĺ��ڽ�������ѧģ�ͷ�����Ϊ�ӽ�ʵ�ʹ��̡� ����, ʵ�ʵĽ����ٶ�Զ�������۽����ٶ�, ��˵����Һ�ڽ������Ԥ����ʱ, �봫ͳ�Ľ��������մ�Ԥ����Ļ��Ʋ�ͬ�� ͨ�����跨��������ǰ�ص��ƶ�, ���Եõ����Ͻ�Һ����Si�����Ĺ������ߡ� ��ͼ5�ɼ�, ��Һ�����ǰ����һ�ϳ���ʱ���, ��������������, �������Ͻ��ۻ����������������ʼ�� ���������ڵ�ԭ����Ҫ��AlҺ����dz����ܵ�����Ĥ, �谭Al/Si�����ֱ�ӽӴ���ʪ�� ���ױ���, ��1 000 ����, ��ʹ���ķ�ѹ����4.46��10-4 Pa, AlҺ����Ҳ������Al2O3Ĥ
ͼ5 950 ��ʱ��AlMg10�Ͻ���� Si������װ�����ѹ��������
Fig.5 Pressureless infiltration curve of AlMg10 alloy with Sip loose packing at 950 ��
ͼ5��ʾ����ӳ����һ�����, ���ڽ�������, ���ߵ�б�ʿ�ʼ�½�, �������ٶȱ�÷dz���, ������������Ҳ��С, �������ٱ仯�� ��ʱ��Һ��Ҫ����ϸ��϶��Ľ���, ��۽�������仯��С�� ��AlMg6�Ͻ����Si������װ�����õĸ��ϲ�����֯�п��Թ۲쵽��һ���� ͼ6(a)�� 6(b)��Ϊ��Ҫ������������һ��ʱ�����õĸ��ϲ�����֯, ����180 min����֯�IJ����϶���Լ��١� ���ⶨ, ͼ6(a)��ƽ��������϶Ϊ3.86%, ͼ6(b)��Ϊ3.12%��
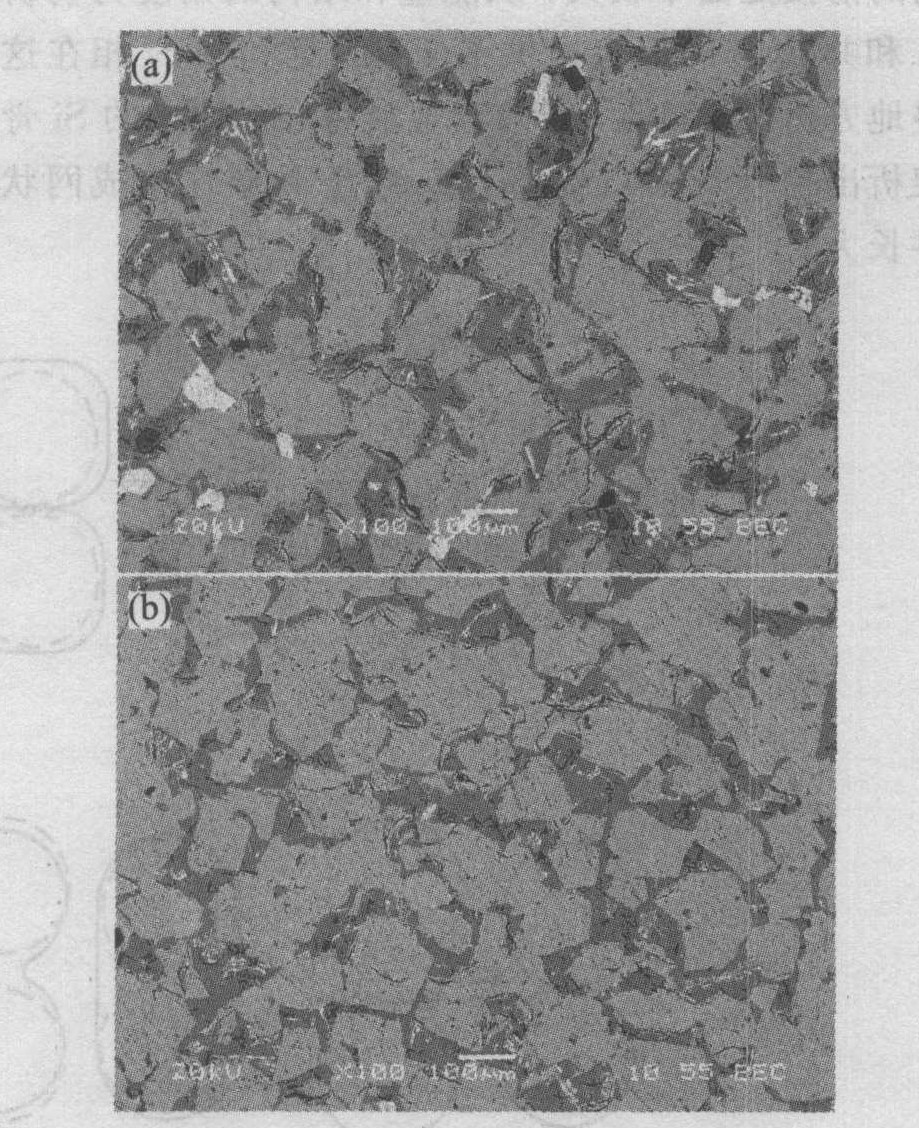
ͼ6 ����ʱ��Խ����Ͻ�Һ����ϸ��϶������Ӱ��
Fig.6 Effect of heat preservation time on ability of Al-alloys into exiguous holes
(a)��150 min; (b)��180 min
2.3 ��������
��ǰ����, ���ڴ��ڽ������������̹�������Һ��������ĺϽ�����, ��ʹ��Һ�������Ԥ����Ļ���, �봫ͳ�Ľ��������մ�Ԥ����Ļ��Ʋ�ͬ�� ��ͼ6���Կ���, ���ϲ�����֯��Si�������״����, Si��������Բ�ۻ�, ���ڵĿ������ں����ӡ� ������̬�ij���, ��ߺ���Sip/Al�Ľ��������йء� Si�������ں����ӿ���ͨ���������ֻ��ƽ��С�
2.3.1 ��������Si���ܽ�-��������
AlҺ����SiԤ����ʱ, ���ںϽ�����, ϸС��Si������ ������������ʽϴ�IJ���, ���Ǻ���, �ᱻ��һ���ܽ⡣ Si��������߽�ʹAlҺ�����ܽ��������Ķ�̬ƽ��״̬��, ���Si�Ի������� �ر��ǵ����ñ��ͳɷ�Al�Ͻ�Һ����SiԤ�Ƽ�ʱ, Si���������������ԡ� ��Щ������Si���ڴ��������Ϳ����Ĵ�Ӵ������� �������ڷ�ĩұ��Һ���ս������е�Ostwald�컯����, Ҳ��Si����Ԥ������ܽ������������
2.3.2 ���̹�����Si�ĸ�������
�ڽ�����ɺ�����̹�����, ����Si����֮��Ĵ�Ӵ����ʽϴ�, �������ͽṹ�ĽǶ�Ϊ����Si����Si�������ṩ�˱���, ������Si������Щ�ط������� ���, �����Ͻ�Һ������ԭ����Si�Ǽ���������Si����Si, ��ʹSi�Ǽ����ӳ���״������
��ͼ8������IJ�����֯��, ���Թ۲쵽����Si�ں����ӻ��Ƶ�Ӱ�졣 ͼ8(a)��ʾΪ 950 �汣��3 h��, ��Ⱦ�ѹԤ����δ�������ֵĵ羵��Ƭ; ͼ8(b)��ʾΪ AlMg6�Ͻ���950 �������Ⱦ�ѹԤ���屣��3 h��, ˮ���������������֯; ͼ8(c)��ʾΪ AlMg6�Ͻ���950�������Ⱦ�ѹԤ���屣��3 h��, ��¯�����ø��ϲ��ϵ�����֯; ͼ8(d)��ʾΪͼ8(c)��֯���ʴ��Ƭ�� ͼ8(a)��, ���������֮�俪ʼ������������, �������ڻ�е������, ����û��ǿ��, Si�����ߴ�ά����50 ��m�Ĵ�С�� ͼ8(b)��, �����������������ѽ�Ϊ����, ����״�����Ǽ��ѳ��߳���, ����֯��Si�����ijߴ��ѱ�� ��Ϊ�����ܽ�-�����������¡� ��ͼ8(c)��8(d)��, �����ѻ�������һ��, �γ�����״�ṹ, ���ҿ����ѱ�ø�Ϊ�ִ�, ��ΪSi��������������¡� ͨ����ͼ8�ķ������Կ���, ���������ֻ�����, ���̹�����Si�������������������Ҫ������, ���������е��ܽ�-��������Ҳ���˷dz���Ҫ���á� �����ջ�õ���֯���з�������, ���ϲ�����Si����������ߴ�70%��
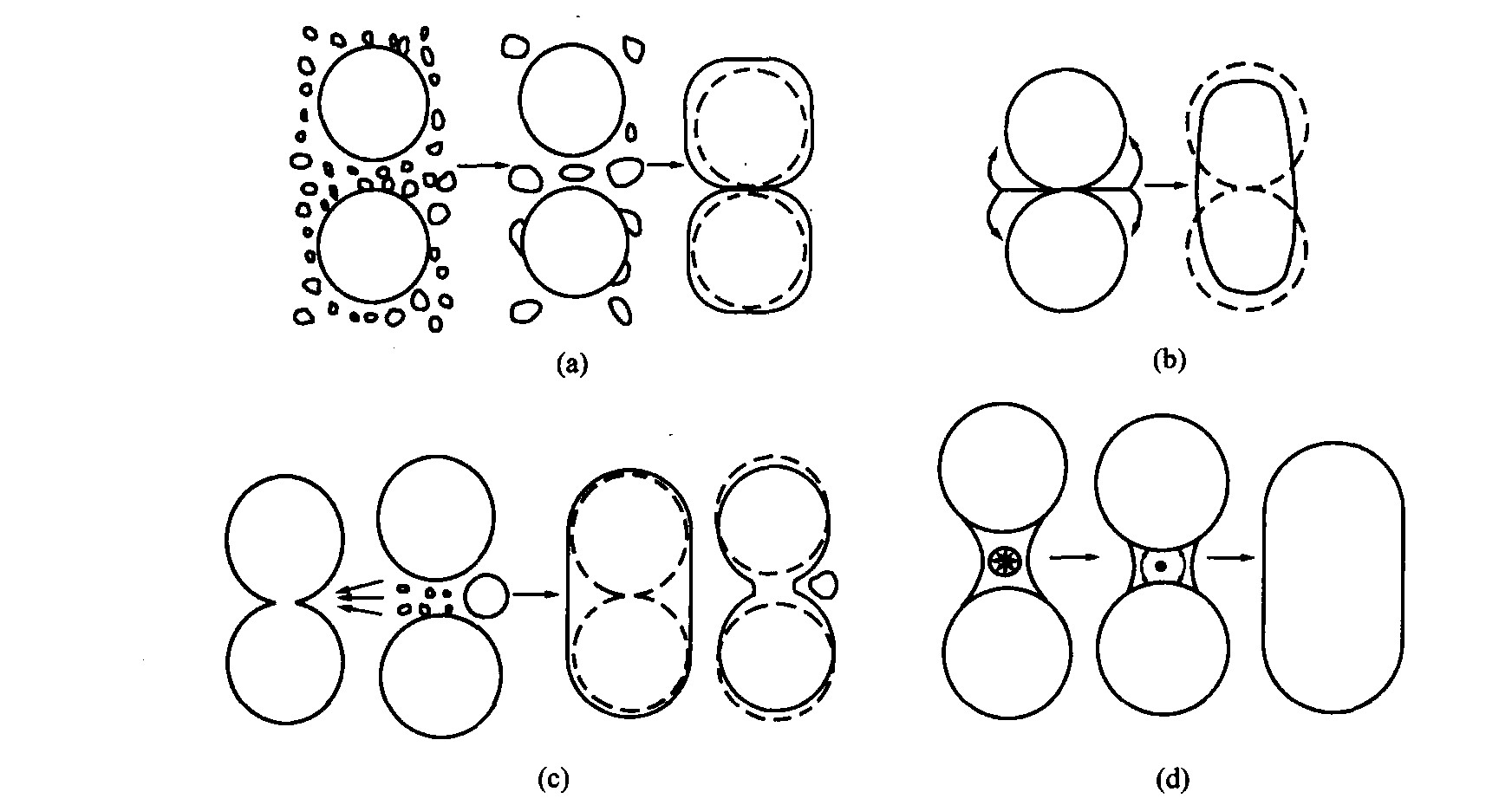
ͼ7 �ܽ�-�������̵Ŀ����ϲ�[16]
Fig.7 Connection among particles formed by mechanism of dissolution-deposition
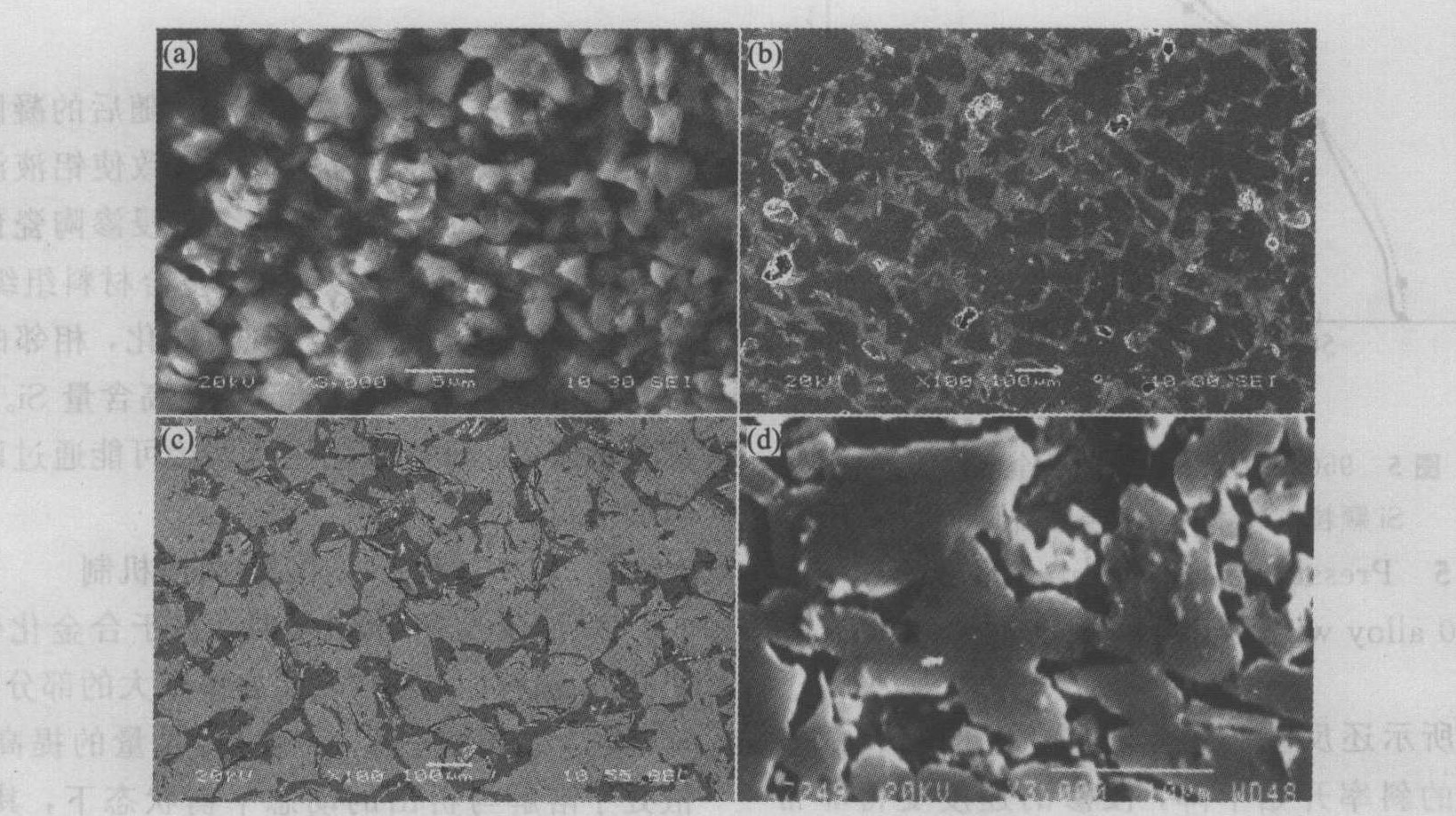
ͼ8 �ɲ�ͬ�γɻ����γɵ�Si������
Fig.8 Microstructures of continuous Si phase formed by different mechanism
3 ����
1) AlҺ����Si���Ԥ������Ͻ�������ѧ����, ������ѹ�������տ����Ʊ����ߺ�����Sip/Al���ϲ��ϡ�
2) AlҺ������ȸ�ʱ����Ƴ������߹�ϵ, �����ڽ��������ڡ� ���۽�������ѧģ�ͽϽӽ�ʵ�ʹ��̡� ��ʵ�ʽ����ٶ�Զ�������۽����ٶȡ�
3) ��ѹ�����ߺ���Sip/Al���ϲ��ϵ���֯��, Si�������״����, ����Ҫ��Si�������ܽ�-�������ƺ�����ʱSi�ĸ������������γɡ� ����״������Si�������ڳ�ַ��Ӹ��ϲ��ϵ������ܡ�
�����
