
���±�ţ�1004-0609(2008)04-0577-06
O��Ͻ�Ti-22Al-25Nb��̬��ɢ����
���������֣�л�����������ף��ⰮƼ���� �죬�μ���
(�廪��ѧ ��е����ϵ �������Ƚ����������ص�ʵ���ң����� 100084)
ժ Ҫ��
����-��ѧģ�������Gleeble 1500D����O��Ͻ�Ti-22Al-25Nb�Ĺ�̬��ɢ���ӡ�����������������¶Ⱥ�����ѹǿ�ֱ���970 ���7 MPa�Լ�����ʱ�䲻����30 minʱ���ܻ�ý��������ܵĽ�ͷ���������¶ȸ���1 000 ��ʱ��B2���������Դֻ�����O�����Լ��٣��������¶ȡ�ѹǿ�ͱ���ʱ��ֱ�Ϊ1 020 �桢7 MPa��30 minʱ����ͷ���º�650 �������ǿ�ȷֱ�Ϊ925 MPa��654 MPa���������¶Ȳ�����1 000 ��Ľ�ͷ��������Ѵַ����ڽ�Ͻ��棻�������¶ȸ���1 000 ��ʱ���������Ҫ�����ڽ�����ĸ���С�
�ؼ��ʣ�
O��Ͻ�����ɢ����������������ͷǿ����
��ͼ����ţ�TG 407���� ���ױ�ʶ�룺A
Solid diffusion bonding of Ti-22Al-25Nb O phase alloy
ZOU Gui-sheng, BAI Hai-lin, XIE Er-hu, WU Shu-jia, WU Ai-ping, WANG Qing, REN Jia-lie
(Department of Mechanical Engineering, Key Laboratory for Advanced Manufacturing by Materials Processing Technology, Ministry of Education of China, Tsinghua University, Beijing 100084, China)
Abstract: The solid diffusion bonding of Ti-22Al-25Nb O phase alloy was performed with a thermal-mechanical simulator Gleeble 1500D. The results show that a tight bonding interface is formed under conditions of the bonding temperature higher than 970 ��, bonding pressure higher than 7 MPa and holding time longer than 30 min. When the bonding temperature is higher than 1 000 ��, the interfacial matrix phase B2 is coarsened and increased, while the amount of O phase is decreased. The tensile strengths at room temperature and 650 �� of the joints under conditions of bonding temperature 1 020 ��, bonding pressure 7 MPa and bonding time 30 min reach up 925 and 654 MPa, respectively. The tensile fracture of joints mostly occurs at the bonding interfaces when the bonding temperature is lower than 1 000 ��, while the tensile fracture of joints mostly occur in base materials near the bonding interfaces when the bonding temperature is higher than 1 000 ��.
Key words: O-phase alloy; diffusion bonding; interfacial bonding; joint strength
O��(Ti2AlNb)�γ������ȵ�B2�������������������2��(Ti3Al��)����С��Ťת��Nb��ijЩ����λ�����õ�����Ti3Al���Ͻ�����ṹ��O��Ϊ��Ҫ�����ʱ���Ͻ��ΪO��(��Ti2AlNb)�Ͻ�[1-3]��O��Ͻ�ijɷ�ͨ����Ti-(18%~30%)Al-(12.5%~30%)Nb (Ħ������)��Χ��������V��Mo��Ta�ȺϽ�Ԫ�ء�һ����Ϊ����x(Nb)��25%ʱ���ڦ�/B2+O+��2�������ȴ����õ���B2+O+��2����Ͻ�Ϊ��һ��O��Ͻ𣻵�x(Nb)��25%ʱ���ڦ�/B2+O�������ȴ����õ���B2+O˫��Ͻ�Ϊ�ڶ���O��Ͻ�����O���ǿ������ �Ȧ�2������ԣ��ڶ���O��Ͻ���и��õ��ۺ����ܣ��ر��Ǿ������õ��������ԡ��������ԡ����Ϳ��������ܣ�����600~800 �泤ʱ��ʹ�á�1 000 �����϶�ʱ��ʹ�ã�����������ѺϽ������Ͻ����ǰ�����������º��շ���������֮һ[1, 3-7]��
�����������Ӽ�����O��Ͻ���Ϊ�ṹ���ϵĹؼ���������Ϊֹ������O�Ͻ�����Ӽ����о���δ����������[8-9]��������ںϽ�Ԫ����ɡ���ѧ���ܷ�����O��Ͻ���һ�������ԵĦ�2�Ͻ𡢳���2�Ͻ�ͦ�- TiAl�Ͻ����н϶�ĺ��ӷ������乤�յ��о�[8-10]����Ҫ���ۻ���(�������⺸��벻���������������)[11-13]����ɢ����[14-15]��ǥ��[16]������Һ��(Transient liquid phase, TLP)��ɢ����[17-19]��Ħ������ȼ�պϳ����ӵ�[8-9]���ۻ����׳��ִ�����֯�����������ƣ�ǥ����ͷ�ĸ�������һ��ϵͣ�Ħ������ȼ�պϳ����ӵ��о����٣����豸Ҫ��ͽ�ͷ���ܽǶ�������TLP��ɢ��������ǰ���ķ���������ƺ������м����� ��[8, 17-19]������������ӷ�������̬��ɢ�����������ṹ�Ĺ���ʱ��������º���ǿ�ȸ�����Ľ�ͷ���ҵ����ó����Գ��μ���ɢ������Ϲ���ʱ�������Ʊ��ṹ�ϸ��ӵĹ���[8-9, 14-15]�����������о�Ti-22Al-25Nb�Ͻ��м���ֱ�ӹ�̬��ɢ���ӡ�
1 ʵ��
ĸ������ɷ�ΪTi-22Al-25Nb(Ħ��������%)��ʵ��ΪTi-11.3Al-41.7Nb(����������%)����������֯Ϊ��һ�����Ŀ���״O��ֲ��ڻ�����B2�У�ĸ���۵�Ϊ1 700 �档ĸ�������Ʒ�������º�650 ���ƽ������ǿ�ȷֱ�Ϊ1 096 MPa��809 MPa�������Ʒ�������ĸ��������ԲƬ��Բ�����������ڽ�ͷ�������о���ĸ�ijߴ�Ϊd8 mm��5 mm�����ڽ�ͷ����ǿ�Ȳ��Ե�ĸ��ֱ��Ϊ8 mm������Ϊ32~35 mm������ǰ�Դ�������������200#��2000#ɰֽˮĥ����ĥ�õ����������ͪ�н��г�������ϴ����ɡ����汸�á�
��̬��ɢ����ʵ����ø����ܶ�̬-����ѧģ�������Gleeble 1500D�������ӹ����У���նȿɴﵽ10-3 Pa����������ͨ��������ֱ��ͨ������ʵ�֣��������ʿ���Ϊ4 ��/s���������½�����ֹͣ�� �ȣ������ڱ����¶�(��B)��700 ��֮�����Ȼ��ȴ�����ʴ�27 ��/s��ʼ�����������ٶ��½���7 ��/s��
ĸ�ĺͽ�ͷ����ǿ�Ȳ��Բ���ֱ��Ϊ5 mm�ı�����������Ҳ�������Gleeble 1500D�Ͻ��У�����ʱ����������λ������Ϊ1 mm/min��������650 �����ǿ�Ȳ���ʱ��������650 �汣��5 min���ټ��ء�����֯��������ɨ��羵(SEM)�������õ�������(EDS)��X��������(XRD)�����ǡ�
2 ���������
2.1 ���ӹ��նԽ�ͷ��������ĸ����֯��Ӱ��
һ������£�������̬��ɢ������������Ҫ���ղ���Ϊ����ѹǿ(pB)�������¶�(��B)�ͱ���ʱ��(tB)��������̬��ɢ����ʱ��Ϊȷ�����������������㹻��ԭ����ɢͨ�����л���ɢ���ظ����ٽᾧ�Ӷ��γ�ұ���ϣ�����ʩ���㹻������ѹǿ����ʹ���������������ֵ����Ա�����ʵ�ִִ�������۽Ӵ�����pBƫ��ʱ�������渽�������Ա��β��㣬һ��������ʵ�ʽӴ����ƫ�٣���һ���澧����䡢��λ��λ����ȱ����Խ��٣����漤���֣�������ԭ����ɢ�Դٽ��ظ����ٽᾧ�����O��Ͻ�Ti-22Al-25Nb��ɢ���ӣ�����B=970 �棬tB=30 min��������ѹǿΪ2 MPa��5 MPa�����£���ͷ�������˳�ʼ�Ӵ�����ĺۼ�(��ͼ1(a)��(b))��������ѹǿ�ﵽ7 MPaʱ����ʼ�Ӵ��������Ա��γ�֣��γ��˻�������ۼ��Ľ�ͷ(��ͼ1(f))��ͬ��������Bƫ��ʱ��ԭ�ӻ��Բ��ߡ���ɢ������tBƫ��ʱ�ٽᾧ���ܳ����ɣ����������Ҳ�������γ���ʼ�Ӵ�����ۼ��Ľ�ͷ(��ͼ1(c)��(d)��(e))��
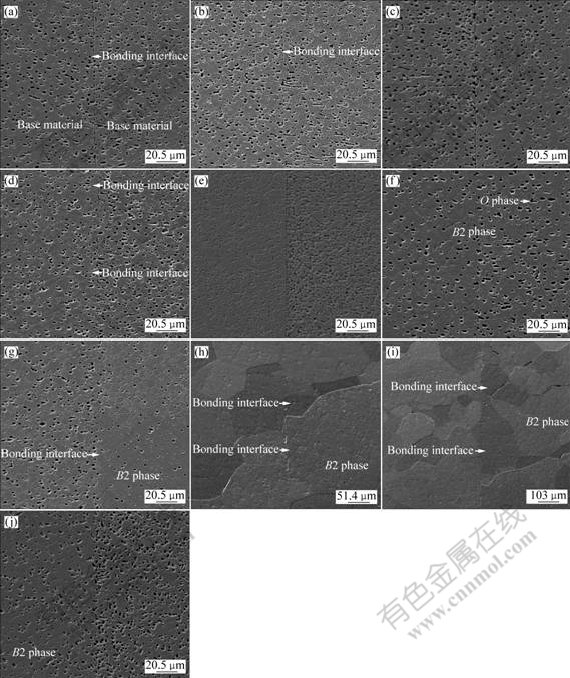
ͼ1 ���Ӳ����Խ�ͷ�����ϼ�����֯��Ӱ��
Fig.1 Effects of bonding parameters on interfacial bonding and microstructures of joints: (a) 970 ��, 30 min, 2 MPa; (b) 970 ��, 30 min, 5 MPa; (c) 940 ��, 30 min, 7 MPa; (d) 960 ��, 30 min, 7 MPa; (e) 970 ��, 15 min, 7 MPa; (f) 970 ��, 30 min, 7 MPa; (g) 990 ��, 30 min, 7 MPa; (h) 1 000 ��, 30 min, 7 MPa; (i) 1 020 ��, 30 min, 7 MPa; (j) 970 ��, 90 min, 7 MPa
��ͼ1(a)~(f)��֪������B��970 �桢pB��7 MPa�Լ�tB��30 minʱ���Ͻ�Ti-22Al-25Nb��ʵ�����õĽ���ұ���ϣ��������˴�Խ��ʼ�Ӵ�����ľ�������(�ٽᾧ)����ʼ���������ʧ����ĸ����֯�����Ա仯��������B�ﵽ990 ��ʱ�����渽��ĸ���ѳ��ֲ��ֻ�����B2�����ֻ���O����ٵļ���(��ͼ1(g)���²�)������B��1 000 ��ʱ��ĸ�Ļ���B2�����Դֻ������࣬��ǿ����O�����Լ��ٲ���С������ʼ����ۼ�(��ͼ1(h)��(i))��������ͷ��֯������ԭ��������£�����Ti3Al-Nbα��Ԫ��ͼ[17]����ƽ��״̬�£�Ti-22Al-25Nb�Ͻ��ڦ�B=990 ��ʱ����B2+O˫�����ҷdz��ӽ�B2��������������B=1 000 ��ʱ����B2����������ˣ��������������ȵ������¶�990 ��ʱ��O����B2���ܽ⣬B2�������࣬ͬʱ�������ƶ��γɵ�B2�������Ҳ���������¶��·����ٽᾧ���ֻ������½���������ֹͣ���ȣ���ȴ�죬ԭ�������������ɢ��B2��ת���O�������������ܽ��O��Ҫ�١�
���⣬���ڽ�Ͻ������ṹ���Ǵ���һ���IJ������ԣ�����̶ȴ�ľֲ��������ȷ���O���ܽ��B2��ֻ����ڱ���ʱ��϶�(��30 min)������£�ֻ�в��ֽ�Ͻ��������ĸ�ķ����������Ա仯�����������¶Ƚ�һ����ߵ�1 000 ��ʱ���ڱ��������£�ԭ����ɢ�ٶ���ߣ�����ij�ʼO�����ת��Ϊ����B2�࣬ͬʱB2��Ѹ�ٳ����½����ִ�ĸ���B2���ڿ�����ȴ����������������ƽ���������������¡����B��Ӱ��Աȣ��ڱ��о������Ӳ�����Χ�ڣ�tB���ӳ���ĸ����֯�ߴ��Ӱ�첻����(��ͼ1(j))��
2.2 ���ղ����Խ�ͷǿ�ȼ����������������
�����¶ȡ�ѹǿ�ͱ���ʱ��Խ�ͷ��������ǿ�ȵ�Ӱ����ͼ2��ʾ����ͼ2(a)��֪�������������䣬�������¶���940~970 �淶Χʱ����ͷǿ���������¶ȵ�����Ѹ�����ӣ����������¶ȸ���970 ��ʱ����ͷǿ����һ���̶ȵ���ߣ��������ԡ���Ȼ�����¶ȸ���1 000 ��ʱ��B2�����Դֻ������࣬��O�����Լ��٣�����ͷǿ�Ȳ�δ�½���������Ϊ��B2����屾���������õ�����ǿ�Ⱥ����ԣ���ˣ������¶ȵ���ߵ�����ߴ�����Ľ������������Ӱ������ѧ���ܣ���Ӧ�أ���������߽�ͷ�Ľ���ұ���ϣ��Ӷ�һ���̶ȵ�����˽�ͷǿ�ȡ�SEM�������֣���pB= 7 MPa��tB=30 minʱ�������¶Ȳ�����1 000 ��Ľ�ͷ���������Ҫ�����ڽ�Ͻ����ϲ����������������Ͻ�����༸��������С��ĸ����(��ͼ3)�������������¶ȵ����ߣ������ڽ����ϵĸ������٣���������ǿ��������һ�¡��������¶Ƚ�һ������ ʱ����Ͻ����ǿ��Ҳ����ߣ��������ھ���ͬ����ѭ����ĸ�ģ�������Ҫ���������Ͻ�����һ�������ĸ��(������ĸ��)�С�ͬʱ�����֣���ͷ������ʱ���������Ե����Ա��Σ����������Աȶ��ڽ�Ͻ��渽���Ľ�ͷ������(��ͼ4)��SEM��XRD������ �֣���1 000 �������µ�������ȣ���1 040 ������ʱ����ͷ������֯��B2��������O��������ʧ�����ֳ����õ����ԣ��ҶϿ������Ե����ѣ�����B2���������������һ�¡����Ti-22Al-25Nb�Ͻ�Ĺ�̬��ɢ���ӣ���pB=7 MPa��tB=30 minʱ�������¶Ȧ�BΪ1 020��1 080 ��ʱ��Ӧ�Ľ�ͷ��������ǿ�ȷֱ�Ϊ925��1 000 MPa���ֱ�ﵽԭʼĸ��ǿ�ȵ�84%��91%������1 020 �������¶��µĽ�ͷ��650 �����ǿ��Ϊ654 MPa���ﵽԭʼĸ��ǿ�ȵ�81%��
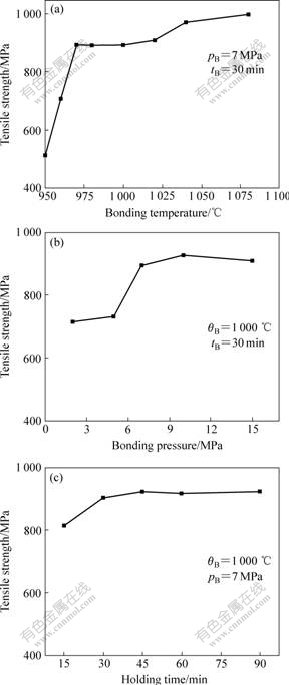
ͼ2 ���Ӳ����Խ�ͷ����ǿ�ȵ�Ӱ��
Fig.2 Effects of bonding parameters on tensile strengths of joints
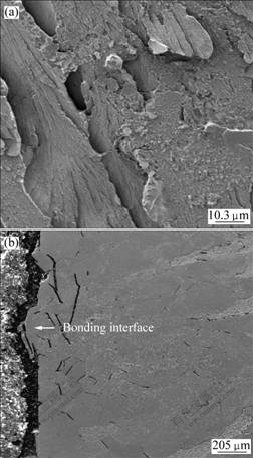
ͼ3 ��Ͻ��洦���ѵĵ��ͶϿڼ����ѽ�ͷ�ݽ�����ò
Fig.3 Typical fractograghs and longitudinal section graph of joints fracturing at bonding interfaces under condition of pB=7 MPa, ��B=1 000 ��, tB=30 min: (a) Fractograph of joint; (b) Longitudinal section micrograph of fractured joint
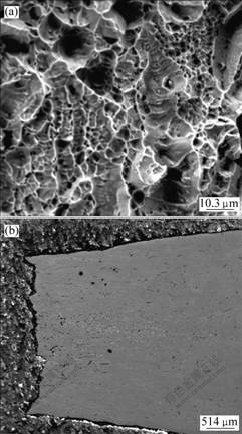
ͼ4 ������ĸ�Ĵ����ѵĵ��ͶϿڼ����ѽ�ͷ�ݽ�������ò
Fig.4 Typical fractogragh and longitudinal section graph of joints fracturing in base material near bonding interfaces under conditions of pB=7 MPa, ��B=1 040 ��, tB=30 min: (a) Fractograph of joint; (b) Longitudinal section micrograph of fractured joint
���������¼�ѹ�����ڽ�����ܽӴ��ͽ���ұ���ϵ��γɣ���ˣ��ڵ�����ѹǿ��Χ�ڣ���ͷǿ��ƫ�ͣ�������ѷ����ڽ�Ͻ��棻��������ѹ������ߣ���ͷǿ�Ȳ�����ߡ�����ѹǿ��ߵ�һ��ֵ�Խ����ϵĴٽ����ò����������ӣ���ˣ���ͷ��ǿ�ȱ仯����(��ͼ2(b))��ͬ�����̱���ʱ�䲻���ڽ����ұ���ϣ���ͷǿ��ƫ�ͣ�������ѷ����ڽ�Ͻ��棬�����ű���ʱ����ӳ�����ͷǿ����ߣ����������¶�ƫ��(��1 000 ��)ʱ������ʱ����ӳ��Խ�ͷǿ�ȵ�Ӱ�첻��(��ͼ2(c))��
���⣬��pB����B�Լ�tBֵ����ʱ����ͷ�ı����������ӣ����統pB=7 MPa��tB=30 minʱ�������¶�Ϊ940��970��990��1 020��1 040 ���Ӧ�Ľ�ͷ���γ̶ȷֱ�Ϊ1.3%��1.6%��2.2%��3.0%��3.2%������B=970 �棬tB=30 minʱ������ѹǿ�ֱ�Ϊ2��5��7��10 MPa��Ӧ�Ľ�ͷ���γ̶ȷֱ�Ϊ0.7%��1.5%��1.6%��3.2%����pB=7 MPa����B =970 ��ʱ������ʱ��Ϊ15��30��45��60��90 min�Ľ�ͷ���γ̶ȷֱ�Ϊ1.0%��1.6%��1.9%��2.5%��3.1%����ˣ����Ӳ�����������ʵ�ʽṹ�����ȵĿ��ƣ�Ϊ�ˣ��������ͷǿ��Ҫ�������£�Ӧ������С���Ӳ���ֵ��
3 ����
1) ��������ѹǿ����������¶��Լ��ӳ�����ʱ�������ڽ���ұ���ϣ���Ҳ�������ͷ�ı�������ͬʱ���������¶ȵ��ڻ����1 000 ��ʱ������B2�����ijߴ�ͼ��ٵڶ���O����������������¶Ⱥ�����ѹǿ�ֱ���970 ���7 MPa�Լ�����ʱ�䲻����30 minʱ���ܻ�ý�����ܵĽ��档
2) ��pB=7 MPa��tB=30 min�������¶�Ϊ940~ 970 ��ʱ����ͷǿ���������¶ȵ������������ӣ����������¶�Ϊ970~1 080 ��ʱ����ͷǿ���������¶ȵ��������Ӳ����ԣ������¶�Ϊ1 020��1 080 ���Ӧ�Ľ�ͷ��������ǿ�ȷֱ�Ϊ925��1 000 MPa���ֱ�ﵽԭʼĸ��ǿ�ȵ�84%��91%������1 020 �������¶��µĽ�ͷ650 �����ǿ��Ϊ654 MPa���ﵽԭʼĸ��ǿ�ȵ�81%��
3) �����¶Ȳ�����1 000 ��Ľ�ͷ������ѷ����ڽ�Ͻ��漰�����ֻ��һ�����������ߴ��ĸ���У��������¶ȸ���1 000 ��ʱ������ѷ��������Ͻ���һ�������ĸ���С�
REFERENCES[1] ˾���, ������, ������. Ti2AlNb�Ͻ���о���չ[J]. ����Ϲ���, 2006, 36(3): 10-25.
SI Yu-feng, MENG Li-hua, CHEN Yu-yong. Research development of Ti2AlNb-based alloy[J]. Aerospace Materials and Technology, 2006, 36(3): 10-25.
[2] LI Shi-qiong, MAO Yong, ZHANG Jian-wei. Effect of microstructure on tensile properties and fracture behavior of Intermetallic Ti2AlNb alloys[J]. Trans Nonferrous Met Soc China, 2002, 12(4): 582-586.
[3] CHENG Yun-jun, LI Shi-qiong, LIANG Xiao-bo, ZHANG Jian-wei. Effect of deformed microstructure on mechanical properties of Ti-22Al-25Nb[J]. Trans Nonferrous Met Soc China, 2006, 12(4): s2058-2061.
[4] WYNICK G L, BOEHLERT C J. Electron backscattered diffraction characterization technique for analysis of a Ti2AlNb intermetallic alloy[J]. Journal of Microscopy, 2005, 219(3): 115-121.
[5] ���̻�, ������, ë ��, ��ѵ��. Ta��Ti2AlNb���Ͻ�����֯�������ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2000, 10(S1): 50-54.
PENG Ji-hua, LI Shi-qiong, MAO Yong, SUN Xun-fang. Effect of Ta on microstructures and high temperature tensile properties for Ti2AlNb alloys[J]. The Chinese Journal of Nonferrous Metals Society, 2000, 10(S1): 50-54.
[6] DJANARTHANY S, VIALA J C, BOUIX J. An overview of monolithic titanium aluminide based on Ti3Al and TiAl[J]. Materials Chemistry and Physics, 2001, 72(3): 301-319.
[7] BOEHLERT C J. The effects of forging and rolling on microstructure in O+BCC Ti-Al-Nb alloys[J]. Mater Sci Eng A, 2000, 279(1/2): 118-129.
[8] ����, ����, л����, ������, ���±�. Ti3Al���Ͻ��������ֲ��ϵ������о���״[J]. ����Ϲ���,2007, 37(1):1-5, 67.
ZOU Gui-sheng, BAI Hai-lin, XIE Er-hu, NING Li-qin, LIANG De-bin. Research development of Ti3Al-based alloys and joining them to dissimilar materials[J]. Aerospace Materials and Technology, 2007, 37(1): 1-5, 67.
[9] �� ��, ��Լ��, Ǯ�ڵ�, ���ׯ. Ti3A1-Nb���Ͻ�ĺ������о���չ[J]. ����Ϲ���, 1997, 27(5): 1-6.
LIU Bo, CUI Yue-xian, QIAN Zong-de, YANG De-zhuang. Advances in the weldability study of Ti3Al-Nb based aluminides alloys[J]. Aerospace Materials and Technology, 1997, 27(5): 1-6.
[10] �� ��, �뼪��, ���ܲ�, Ǯ����. TiAl �����仯���P�����Ӽ������о���չ[J]. ����ѧ��, 2002, 23(5): 91-96.
HE Peng, FENG Ji-cai, HAN Jie-cai, QIAN Yi-yu. Advances in TiAl intermetallics and its joining technology[J]. Transactions of the China Welding Institution, 2002, 23(5): 91-96.
[11] DAVID S A, HORTON J A, GOODWIN G M, PHILLIPS D H, REED R W. Weldability and microstructure of a titanium aluminide[J]. Welding Journal, 1990, 69(4): s133-s140.
[12] MARTIN G S, ALBRIGT C E, JONES T A. An evaluation of CO2 laser beam welding on a Ti3Al-Nb alloy[J]. Welding Journal, 1995, 74(2): s77-s82.
[13] WU Ai-ping, ZOU Gui-sheng, REN Jia-lie, ZHANG Hong-jun, WANG Guo-qing, LIU Xin, XIE Mei-rong. Microstructures and mechanical properties of Ti-24Al-17Nb(at%) laser beam welding joints[J]. Intermetallics, 2002, 10(7): 467-452.
[14] YI Guo, ZHU Jin-man, HE Zhi-jing, LIAN Pi-fen, WU Qing. Diffusion bonding of Ti3Al base alloy[J]. J Mater Sci Technol, 1996, 12(6): 467-469.
[15] ��Ծ��, �Ʋ���, �� ��, �� ӽ, ����ũ. TiAl���Ͻ��̬����[J]. ����ѧ��, 1998, 34(11): 1167-1172.
HE Yue-hui, HUANG Bai-yun, WANG Bin, LIU Yong, WANG Jian-nong. Solid-state joining of TiAl based alloys[J]. Acta Metallurgica Sinica, 1998, 34(11): 1167-1172.
[16] HE Peng, FENG Ji-cai, ZHOU He. Microstructure and strength of brazed joints of Ti3Al-base alloy with NiCrSiB[J]. Materials Characterization, 2004, 52(4/5): 309-318.
[17] CADDEN C H, YANG N Y C, HEADLEY T H. Microstructural evolution and mechanical properties of brazed joints in Ti-13.4Al-21.2Nb[J]. Welding Journal, Welding Research Supplement, 1997, 76(8): 316s-325s.
[18] WALLIS I C, UBHI H S, BACOS M P JOSSO P, LINDQVIST J, LUNDSTROM D, WISBEY A. Brazed joints in �� TiAl sheet: microstructure and properties[J]. Intermetallics, 2004, 12(3): 303-316.
[19] LEE S J, WU S K. Infrared joining strength and interfacial microstructures of Ti-48Al-2Nb-2Cr intermetallics using Ti-15Cu-15Ni foil[J]. Intermetallics, 1999, 7(1): 11-21.
������Ŀ���廪��ѧ�����о�����������Ŀ(Jcqn2005011)
�ո����ڣ�2007-08-25�������ڣ�2007-11-20
ͨѶ���ߣ����������ڣ���ʿ���绰��010-62794670��E-mail��zougsh@tsinghua.edu.cn
ժ Ҫ������-��ѧģ�������Gleeble 1500D����O��Ͻ�Ti-22Al-25Nb�Ĺ�̬��ɢ���ӡ�����������������¶Ⱥ�����ѹǿ�ֱ���970 ���7 MPa�Լ�����ʱ�䲻����30 minʱ���ܻ�ý��������ܵĽ�ͷ���������¶ȸ���1 000 ��ʱ��B2���������Դֻ�����O�����Լ��٣��������¶ȡ�ѹǿ�ͱ���ʱ��ֱ�Ϊ1 020 �桢7 MPa��30 minʱ����ͷ���º�650 �������ǿ�ȷֱ�Ϊ925 MPa��654 MPa���������¶Ȳ�����1 000 ��Ľ�ͷ��������Ѵַ����ڽ�Ͻ��棻�������¶ȸ���1 000 ��ʱ���������Ҫ�����ڽ�����ĸ���С�
