
���±�ţ�1004-0609(2015)11-3067-10
��/�����ֺϽ�绡��ǥ���ӽ�ͷ����֯�������Ϊ
��־��1, 2��������1��������1
(1. ����ʯ�ʹ�ѧ ���Ͽ�ѧ�빤��ϵ������ 163318��
2. ����������ѧ ʡ��������ɫ�����Ƚ��ӹ��������ù����ص�ʵ���ң����� 730050)
ժ Ҫ��
����Al-Si����ǥ�϶�TC4�ѺϽ���2A12���Ͻ����ֺϽ�����ټ�벻����ӣ��о����ӵ����Ժ��ӽ�ͷ����֯����ѧ���ܵ�Ӱ�졣��������������ӵ���Ϊ110~120 Aʱ�����ӽ�ͷ�Ŀ���ǿ����߿ɴ�158 MPa����ʱ���ӽ�ͷ�ϲ������ں����У��²��������ѺϽ��뺸��Ľ����ϡ�������֯��Ҫ�ɦ�(A1)������ھ���������A1-Si��������ɣ����ѺϽ���Һ̬ǥ���ڽ�ͷ�����ϲ���ѧ��Ӧ�γ�3�ֲ�ͬ��̬��TiAl3�����仯������ڽ�ͷ�����²�ֻ�γ���״�Ħ�1�����仯��������ӵ����ﵽ������140 Aʱ����ͷ���滯��������������300 ��m���ң����¿���ǿ�ȼ����½���
�ؼ��ʣ�
��/�����ֺϽ����ټ�벻�����������֯��������Ϊ��
��ͼ����ţ�TG454 �� �� ���ױ�־�룺A
Microstructure and fracture behavior of arc welding-brazing joints between titanium and aluminum dissimilar alloys
Ma Zhi-peng1, 2, YU Xin-long1, MENG Qing-wu1
(1. Department of Materials Science and Engineering, Northeast Petroleum University, Daqing 163318, China;
2. State Kay Laboratory of Advanced Processing and Recycling of Nonferrous Metals,
Lanzhou University of Technology, Lanzhou 730050, China)
Abstract: The butt joining of TC4 titanium alloy to 2A12 aluminum alloy was conducted by gas tungsten arc welding using Al-Si eutectic filler wire, and the effects of the welding current on the microstructure and mechanical properties of the weld joint were analyzed. The results show that the maximum tensile strength of 158 MPa is achieved, the top joint fractures in the seam, and the bottom joint fractures at the interface between the titanium alloy and seam at welding current of 110�C120 A. The seam consists of ��(Al) and Al-Si eutectic phase precipitated at the grain boundary. The reaction layer consists of the continuous layer TiAl3 phases, the block-like and the long rod-like TiAl3 phase at the top part of the interfacial area of the weld joint. At the bottom part of the interfacial area, the reaction layer includes only the needle-like ��1 phase. The joint strength abruptly decreases with increasing the interfacial layer thickness up to approximately 300 ��m as the welding current increases to 140 A.
Key words: Ti/Al dissimilar alloy; gas tungsten arc welding; interfacial reaction; fracture behavior
�����ҹ����պͺ������ҵ�Ŀ��ٷ�չ���ѺϽ�����Ͻ�����ʸ�ǿ���������ɵ����ֽ������Ϲ��������ž��DZ��Ӧ��ǰ��������/�����Ϲ�����Ӧ���������ѺϽ������Ͻ����ֽ����ܷ�ɿ����ӵļ���ƿ�����ڸ��������£��������ᷢ����ѧ��Ӧ�����ɴ����Ĵ��Խ����仯�������Ti3Al[1]��TiAl[2]��TiAl2[3]��TiAl3[4-5]�ȡ���Щ�����������������Ը�״����̬�ֲ���������ͷ�У����ؽ��ͺ��ӽ�ͷ����ѧ���ܡ����������ʹ����/�����ֽ����ĸ��Ϲ������ִ���ҵ��Ӧ�����ܵ���������ƣ��Ӷ�Ӱ������/�����Ϲ�����ʹ�á�
���������������ѧ�߶��ѺϽ������Ͻ�����ӽ����˹㷺�о�����Ҫ�����ں��ӹ���[6-9]�����ӽ�ͷ����[10-12]�����ӽ�������֯[13-14]�����滯������γ�ԭ��[15-16]�ȷ��档������������ƽ����仯������γ��볤���������ѺϽ������Ͻӽ�ͷ����ѧ���ܡ��������[8-9]���ڿ��ƽ����仯�����Ŀ�ģ���CO2����Ϊ��Դ���ں��ӹ�����ʹ��Nocolokǥ������1.5 mm���Ti-6Al-4V�ѺϽ���5056���Ͻ������˼�����ǥ���о���������������ý�ͷ�����ۺ���ǥ��˫�����ʣ���ͷ���渲�Dz������ѺϽ��뺸�������γɴ����Ľ����仯�������������ֱ�Ӿ������ӽ�ͷ�Ŀ���ǿ�ȣ����¿���ǿ���ȶ��Խϲ�����۵�[10-11]���ý���TIG�绡��2 mm��TC4�ѺϽ���6056���Ͻ����е绡��ǥ�����ӡ��� ��ͬ���ӵ��������£��ѺϽ��뺸�������Ҫ�γɲ�ͬ��״��TiAl3��������ӽ�ͷ����ǿ�Ƚ�Ϊ103 MPa�������ϵ��о����Կ������ں��ӹ����У�ʹ�ú����ᵼ�º��Ӻ��γ����������������������ټ�벻�(TIG)�绡���к���ʱ�����ͷ����ǿ�Ƚϵ͡�����ʹ���κκ�������TIG�绡��ǥ���������ƺ��������룬���ں����ѺϽ������Ͻ��ҵõ������뺸����ѧ���ܵ��о��ڹ����δ���������������߲���TIG�ķ������ڲ�ʹ���κκ���������£���Al-12Si��˿Ϊ�����ϣ����3 mm��TC4�ѺϽ���2A12���Ͻ����ֽ������к��ӣ������������֯��������Ϊ�������о���
1 ʵ��
�ѺϽ�������ΪTC4�����Ͻ�������Ϊ2A12������Ϊ3.0 mm��TC4�ѺϽ�Ļ�ѧ�ɷ�(����������%)���£�Fe��0.30��C��0.10��N��0.05��H��0.015��O��0.20��Al 5.5~6.8��V 3.5~4.5��TiΪ������2A12���Ͻ�Ļ�ѧ�ɷ�(����������%)���£�Si��0.50��Fe��0.50��Cu 3.8~4.9��Mn 0.3~1.0��Mg 1.2~1.8��Cr 0.10��Zn 0.25��AlΪ������ʵ����ǥ����Al-Si������˿��ֱ����Ϊ2.0 mm��A1-Si��˿�ɷ�(����������%)���£�Si 11.0~13.0��Fe��0.80��Cu 0.30��Mn 0.15��Mg��0.10��Zn��0.20��AlΪ������������û��ʹ���κκ�����ǥ����
����֮ǰ��������ĸ�ĶԽӶ��濪Y���¿ڣ��Ѳ�������¿ڽǶ�Ϊ30�����ң��ø�˿ˢ����ɰֽȥ���������漰�¿ڶ�������ۺ�����Ĥ��ֱ��¶�����ʽ������档����������ˮ�Ҵ��ͱ�ͪ������ϴ���ں����������Cu��壬��ʹ�øּо߹̶���Cu����Ͽ�8 mm��0.5 mm���İ��ۣ������ԽӼ�϶Ϊ1.0~2.0 mm���ҡ����ý���TIG��Դ���ӣ�����Ժ��������б��������ӹ��ղ������£����ӵ���70~150 A���绡����3.0~4.0 mm�������ٶ�70~80 mm/min����˿�ٶ�500~700 mm/min���������10~12 L/min����/�����ӹ���ʾ��ͼ��ͼ1��ʾ��
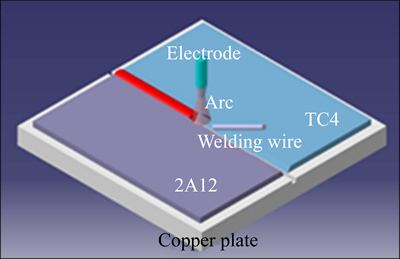
ͼ1 ��/�����ӹ���ʾ��ͼ
Fig. 1 Schematic diagram of Ti/Al dissimilar alloy welding process
����֮�Ժ��ӻ�õĽ�ͷ�������и�ȡ������Ƕ���ɽ�����������������ˮɰֽ�ͽ���ɰֽ��˳���ĥ��Ȼ����2.5 ��m��1 ��m�Ľ��ʯ����⡣����ͷ���������ձ�Olympus��˾������PM-20�����ܽ��������۲�����ò��֯����������FEI��˾������Quanta 200F��ɨ���������(SEM)�۲�����֯��ò���������Դ�������(EDS)�������������ѧ�ɷּ�Ԫ�طֲ�����羵��������ȡ��Ϊ�и��ĥ�ͼ���3�����̣����Ȳ������и����ȡ���ӽ�ͷ��������������СΪ8 mm��8 mm�����ԼΪ500 ��m�ı�Ƭ����ν���ȡ�õ�������Ƭ�����ô�ɰֽ��ϸɰֽ��ĥ�⣬ֱ�����Ϊ40~60 ��mΪֹ���þƾ���ϴ�ɣ����Ƴ�ֱ��d 3 mm�ı�Ƭ��������Gatan 691�����Ӽ����ǽ�d 3 mm��Ƭ���м���������ÿɹ��۲�ı���������Tecnai G2 F30�����������(TEM)�Ժ��ӽ�ͷ�Ľ��淴Ӧ����з��������Բ�ͬ�����ѡ���������仨��(SADP)���������ٵ�ѹ��Ϊ300 kV������ǿ�Ȳ��������ڲ���ǰ����ͷ���ϳƽ������ĥȥ����������ļӹ��ۼ���Ȼ������Instron 5569������������Ͻ���������ԣ���������Ϊ1 mm/min��
2 ��������
2.1 ��ͷ�ĺ����֯����
ͼ2��ʾΪ���ӵ���110 Aʱ��/����ǥ������������ò����ͼ2���Կ���������Al-Si������˿����ʹ���κκ������к���ʱ���ܹ�ʵ�ֺ��ӣ��ҽ�ͷ����⻬���ޱ������ƺ�δ�ۺϵ�����

ͼ2 ���ӵ���Ϊ110 Aʱ��/�����ӽ�ͷ�������������ò
Fig. 2 Typical weld appearances of Ti/Al dissimilar alloy welding joint at welding current of 110 A
���������ӹ����У���ͬ���ӵ����绡��������ЧӦ������ͬ�������Ӳ����ڲ�ͬ��ЧӦ�����»������ͬ�̶��ۻ�����ұ��Ӧ�����ԣ�����ͨ���������ӵ��������ƺ���������Ĵ�С��ͼ3��ʾΪ��ͬ���ӵ�������/����ͷ�ĺ������֯����ͼ3���Կ��������ӽ�ͷ�ϴ���6����ͬ�����ֱ������ĸ�ĺ���ĸ��������ա��Ӱ�����������ۺ������������Լ��Ѳ���滯�������������ӵ���Ϊ70 Aʱ��Һ̬Al-Siǥ���벿���ۻ����Ͻ��γ��ۻ���ͷ���������ѺϽ�����ϵ���չ������֣������ѺϽ��뺸���Բ������(��ͼ3(a))�������ӵ������ߵ�90 Aʱ�����Թ۲쵽Һ̬ǥ�����ѺϽ��¿�����ʪ��չ�����Dz�������û�з�����ϣ��ܹ��۲쵽���������ѺϽ�ĸ�Ľ���������ƣ������ӵ����ﵽ100 Aʱ���ѺϽ�û�з����ۻ����뺸���ϽϺ�(��ͼ3(d))�������ӵ����ﵽ120 A����ʱ���ѺϽ���濪ʼ����������(��ͼ3(h))����ͼ3���Կ��������ź��ӵ����ı仯��Һ̬Al-Siǥ�������Ͻ�ĸ�ĺ��ѺϽ�ĸ�ĵĽ�ϻᷢ�����Ա仯������������ʱ������������ǥ���ĸ��������ӽ�ͷ�����Ͻ��ĸ�ľ������ۻ�����ǥ�ϻ����һ���γ����ۺ���ͷ�����ѺϽ���ǥ�Ϸ����˷�Ӧ���Ӷ�ʵ�������ӣ��ѺϽ��Ϊǥ����ϡ�
2.2 ��ͷ������֯���������
ͼ4��ʾΪ���ӵ���Ϊ110 Aʱ���ӽ�ͷ������֯����ͷ�ϵĺ�������д����Ŵ�����֦��״��֯����Щ��֯��Ҫ�ɾֲ����Ͻ�ĸ�ĺ�A1-Siǥ���ڵ绡���������ۻ���Ϻ��������γ�(��ͼ4(a))�����ԣ������Ʋ⺸����֯��Ҫ�Ǧ�(A1)���壬��֦��״��֯��Ҫ��A1-Si�����ͻ����ﹹ�ɡ������̹����У�Al-Si������֯�ڦ�(A1)���紦������ͬʱ�γɽ϶��ϸ������״��֯��������״�Ļ�������Ͻ���ۺ������ڽ��ں����ĸ�ģ��ܸ���Һ̬�۳صĴ��ȶ������ֲ��ۻ���ͬʱ�����е�Ԫ������ĸ�ľ�����ɢ��������ھ��紦����֦��״����״��֯�����Ͻ����Ӱ��������֯�������ȴ�ٶȷ���Ѹ�ٳ����γ��ش�ֱ���ۺ������������Ĵִ�����֯(��ͼ4(b))��
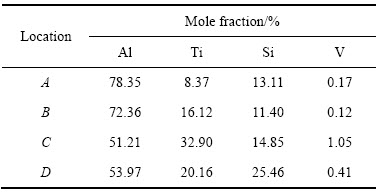
ͼ5��ʾ�ֱ�Ϊ��/�����ӽ�ͷ���ѺϽ�����������֯����ͼ5���Կ�������ͷ�ϲ��Ľ��淴Ӧ����3����̬�Ļ�������ɡ����У������Ѳ��������Ӧ�������ɫ�������2 ��m���ڣ���������Ӧ�������ֲ����ɿ�״�����������ɷ�Ӧ�㣬ƽ�����ԼΪ15 ��m(��ͼ5(b))����һ�ֶ����ij���״������ֲ��ں����ڲ����䳤�ȿɴ�100 ��m���ϡ���1����Ϊͼ5�и��㴦��EDS����������ɱ�1�и��㴦Ԫ��Ħ���ȿ��Կ���������״�Ϳ�״����������Ҫ��Ti��Al��Si��3��Ԫ�ع��ɣ�����A����B�㴦��Ti��Al��Si�������ȽϽӽ�����״��������B�����ڿ����ѺϽ�ĸ�ģ�TiԪ�صIJ���ֵ�Ը�һ�㣬��ˣ������Ʋ��״������ͳ���״������ӦΪͬһ�ֻ�������ֻ������Ti��Al��Si����֮�͵�Ħ���Ȼ���Ϊ1:3��Siԭ�ӵ�ԭ�Ӱ뾶��Alԭ�ӵ�ԭ�Ӱ뾶�dz��ӽ��������TiAl3�ᾧ�Ĺ����У����������Siԭ�Ӻ��п���ȡ��Alԭ���ھ����ϵ�λ�ã��γ�TiAl3���û������壬����ȷ���˻�����ӦΪTiAl3����������SiԪ�أ����ֻ�����Ҳ���Ա���ΪTi(Al,Si)3������ɫ������ϱ��ҿ����ѺϽ�ĸ�ģ�����C��TiԪ�ز���ֵƫ�ߣ���Si����ֻ��14.85%(Ħ������)�������ڵĿ�״������ӽ�����������[17]�е��о���֪��TiAl3�п��Թ���Si���ﵽ15%(Ħ������)���ɴ˿����Ʋ⣬����ɫ������ҲӦΪTiAl3��ֻ���γɵĻ��Ʋ�ͬ�����������̬��ͬ��
��ͷ�²��Ľ��淴Ӧ��ֻ��һ����״�Ļ�������ɣ���ƽ�����ԼΪ2 ��m��ͨ����1���Կ�����D��Si�����ɴﵽ25.46%��Զ����SiԪ����TiAl3�е������ܶȣ���˵����״������Ӧ��һ��Ti-Al-Si��Ԫ�����

ͼ3 ��ͬ���ӵ�������/�����ӽ�ͷ�����֯
Fig. 3 Macroscopic cross-section morphologies of Ti/Al dissimilar alloy welding joints made at different welding currents

ͼ4 ���ӵ���Ϊ110 Aʱ��/�����ӽ�ͷ�к��켰������������֯
Fig. 4 Microstructures of Ti/Al dissimilar alloy welding joint at welded seam(a) and interfacial zone close to Al alloy(b) at welding current of 110 A

ͼ5 ���ӵ���Ϊ110 Aʱ��/�����ӽ�ͷ�Ѳ��ϲ����²�������֯
Fig. 5 Microstructures of Ti/Al dissimilar alloy welding joint at top part(a) and bottom part(b) of interfacial zone close to Ti alloy at welding current of 110 A
��1 ͼ5�н��淴Ӧ�������Ԫ�ط������
Table 1 EDS analysis results of interfacial reaction layer shown in Fig. 5
Ϊ�˽�һ���о����ӽ�ͷ�ѺϽ��뺸�����Ľ����仯����ijɷֺͽṹ�����������羵�۲���������滯�����TEM��ѡ���������仨����ͼ6��ʾ��ͼ6�гʿ�״��ò����֯ӦΪͼ5�еĿ�״���������1��B���EDS��������仨���ı궨�����������PDF��Ƭ�Աȷ��֣����ֻ��������� Ϊ��������ķ���ϵ��(002)�����(110)����н�Ϊ90�㣬TiAl3�����־���н�Ϊ90.01�㣬����֤ʵ��״���������TiAl3��ͼ5����ʾ������ɫ�������������ͼ6(a)�гʺ�ɫ��Ҳ֤ʵΪTiAl3����ͷ�²�����״��������TEM��ò�г���״������1��D���EDS��������仨���ı궨�����������PDF��Ƭ�Աȣ��ɷ��ִ��ֻ���������Ϊ��������ķ���ϵ��(004)�����(112)����н�Ϊ80.01�㣬�����־���н�Ϊ79.4658�㣬����ȷ����״������Ϊ��1��
Ϊ��������ķ���ϵ��(002)�����(110)����н�Ϊ90�㣬TiAl3�����־���н�Ϊ90.01�㣬����֤ʵ��״���������TiAl3��ͼ5����ʾ������ɫ�������������ͼ6(a)�гʺ�ɫ��Ҳ֤ʵΪTiAl3����ͷ�²�����״��������TEM��ò�г���״������1��D���EDS��������仨���ı궨�����������PDF��Ƭ�Աȣ��ɷ��ִ��ֻ���������Ϊ��������ķ���ϵ��(004)�����(112)����н�Ϊ80.01�㣬�����־���н�Ϊ79.4658�㣬����ȷ����״������Ϊ��1��
ͼ7��ʾΪ���ӵ���140 Aʱ��/����ͷ�ϲ����²��Ѳ�Ľ�����֯����ͼ7���Կ�������ͷ�ϲ�һ�����ѺϽ��ĸ�����ܽⲢ���뵽�����У�������ѺϽ���Χ�ֲ���������״������TiAl3��ͬ���ڽ�ͷ�� ��Ҳ�γ��˴�Լ300 ��m���TiAl3�Ȼ���������ڻ������ڲ����������ơ���˵�����ź��ӵ����������¶���֮���ߣ���ЧӦҲ������ǿ����̬�ѺϽ�ʼ�����ܽ⣬�ܽ����ԭ�ӽ���һ��������ɢ����ʹ���ѺϽ����ǰ�ظ����㼯��һ����������ԭ�ӣ������¶ȵ�������ʱ����ӳ�������ǰ����ԭ�ӵĺ����������������ѺϽ����ǰ�ص�Ũ�ȴﵽ�����ܽ��ʱ�����Ĺ�̬�ѺϽ�ͻ���뵽�����У�������ͼ7(a)�����۲쵽�����������ѺϽ���洦��ԭ��Ũ�Ƚϸߣ��������ڽ�����зǾ����κ�ʱ��Ҫ������������٣�������TiAl3�����ڽ��洦�κˡ������¶ȵĿ����½���TiAl3�������ڽ��潥������������ڵ绡�����·��������������ڽ������γɵij���״������TiAl3�����������ij���·����۶ϣ��γ����ն����Ļ���������¶Ƚ��͵�һ��ֵ�����쿪ʼ���̣�����Ӧ�����¿����ѺϽ����Ļ������������(��ͼ7(b))��

ͼ6 ���ӵ���Ϊ110 Aʱ��/�����ӽ�ͷ�Ѳ��ϲ����²���������TEM������ò�����仨��
Fig. 6 Bright-field TEM images and diffraction patterns of Ti/Al dissimilar alloy welding joint at top part(a) and bottom part(b) of interfacial zone close to Ti alloy at welding current of 110 A

ͼ7 ��140 A���ӵ�������/�����ӽ�ͷ�Ѳ��ϲ����²�������֯
Fig. 7 Microstructures of Ti/Al dissimilar alloy welding joint at top part(b) and bottom part(b) of interfacial zone close to Ti alloy at welding current of 140 A
�����ӵ���Ϊ110 Aʱ���绡��ǥ�������е绡ͨ������ǥ��ʹ���ۻ�������ʹǥ���������������ݸ��ѺϽ�Һ̬ǥ��������ͬʱ�����ڲ�Ԫ�ص���ɢ�����������ݲ����ȵ�Һ̬ǥ�����ѺϽ���Ӵ���һ����ᵼ���ѺϽ��������ܽ⣬�����ܽ����Ԫ��ͨ����ɢ������ǥ���������뺸��������һ����Һ̬ǥ�ϻ������ѺϽ���淢����ѧ��Ӧ���ɻ������������γ��볤��һ���Ϊ���ֻ��ƣ���һ��Ϊ���淴Ӧ���ƣ���ʱ��dz��̵�����£�������ֻ��ƽ���ڽ���ķ����ϷǾ����κˣ��γ�һ�������ķ�Ӧ�㣻�ڶ���Ϊ��ɢ���ƣ����ű���ʱ����ӳ����������ĺ�����ӣ���ʼ�ڴ�ֱ�ڽ���ķ�����ͨ����ɢ��ʼ����[18-19]���绡��ǥ�������е绡����ʱ��̣��¶��ʺ�ʱ�ᵼ�½��淴Ӧ���ƵĽ����仯������Ƚϱ���ӦΪͼ5������ѺϽ�ij�����ɫ�������������������ɫ����������ɴ�����״�����������ɵķ�Ӧ�㣬���Ȳ���һ���Ҵ�������������������̬�Ļ�����������ɢ���������ƣ�����Ԫ��ͨ����ɢ�뺸���е���Ԫ�ط�Ӧ���õ���״�Ļ���������ӵ���Ϊ110 Aʱ���绡���������У����ɵ����ֿ�״�Ļ������ĺ�ȱ���ʽΪ[20]
 (1)
(1)
ʽ�У�LΪ���淴Ӧ���ܵĺ�ȣ�kΪ����ɢϵ��������ѧ�����йص�����ϵ����tΪ����ʱ�䣻bΪ��ʼʱ���½��淴Ӧ���ԭʼ��ȡ�
�����е�k��ѭArrhenius��ϵ��
 (2)
(2)
ʽ�У�AΪָ��ϵ����QΪ���������ܣ�RΪĦ�����峣��(8.31462 J/K)��TΪ��Ӧ�¶ȡ���ʽ(1)��(2)���Կ�������״����������ɷ�Ӧʱ��ͷ�Ӧ�¶��������������ij���״��������������ܽ����Ԫ���뺸���е���Ԫ�ط�Ӧ���ɣ������ѺϽ��ܽ��������ȹ�ϵ����Щ����״�����仯���ﴹֱ�ڽ��淽������������Һ̬ǥ�����������жԽ����仯������������ʹһЩ����״�����仯�����ں����ж��ѡ���Щ���ѵĻ�����֮��Ϊ���ԽϺõĺ��������ͨ������Ȯ����������ʽ�뺸������ι̵ؽ����һ��
����ͬ���ӵ�������£����ں��ӽ�ͷ�²����ѺϽ����Ҳ���ڵ�һʱ�����ɻ�����TiAl3�����ѺϽ�ͨ���绡����õ����������½�����������Ԫ�ص���ɢ���ѺϽ���ܽ⣬ͬʱ���滯ѧ��Ӧ���ʱ�������Щ��Ϊ������SiԪ����ɢ���ѺϽ������ṩ��ʱ�䡣������[21]��֪���ѺϽ������Si������漯�ۣ�ͬʱSi�ڻ�����TiAl3�п��Դ������ܣ���Si�ĺ�������TiAl3���ܶ�ʱ��SiԪ�ػ��뻯����TiAl3������Ӧ���ɦ�1����ˣ������ѺϽ�����TiAl3������ ������ɢ������SiԪ�ط�����Ӧ�����������е�TiAl3��ֱ����Ӧ������
�����ӵ�������ʱ���绡�������ӣ��ѺϽ�������¶����ߣ�ͬʱ�ѺϽ���ܽ���������Ԫ�ص���ɢ������Ӧ�ӿ죬Һ̬ǥ�����ѺϽ�Ľ��淴Ӧ����Ӿ��ң��γ��˽Ϻ�Ľ����仯���ﷴӦ�㡣
2.3 ��ͷ����ѧ��������ѷ���
��������/�����ֺϽӽ�ͷ���������п���ǿ�ȵIJ��ԣ����Է��ֽ�ͷ�Ķ������ͷ�Ϊ���������һ���Dz��ֶ����ں����У����ֶ������ѺϽ���洦����һ������ȫ�������ѺϽ���洦�����е����ӵ���Ϊ70~90 Aʱ�����ӽ�ͷ��ȫ�������ѺϽ���洦������������º�����������٣���ͷ�²��Ľ����¶ȵͣ��ѺϽ���Һ̬ǥ������ʱ��̣�������չ�ͽ��淴Ӧ������֣�����ַ�ұ����������ʹ���洦�����ӿ��ܽ���Ϊ��е��ϣ��ں��ӽ�ͷ�ܵ��غ�ʱ���п����������ƣ����ؽ�����չ�����Ե��½�ͷǿ�Ȳ���(С��82 MPa)�������ӵ����ﵽ110~120 Aʱ�����ӽ�ͷ���ֶ����ں��촦�����ֶ������ѺϽ���洦(��ͼ8(a))������·�����������ڽ�ͷ�ϲ������ڲ���չ������ͷ�²�ʱת�������ѺϽ������չ������������£����ŵ��������ӣ�����������֮���ӣ���ͷ�²��Ľ����¶��뺸�ӵ�����Сʱ�������ߣ��ѺϽ���Һ̬ǥ�Ͻ��з�Ӧ�������˻������1���Һ��ӽ�ͷ�ϲ����γɵIJβ��ĸ�״������TiAl3�����췽���һ���Ƕȣ������Ľṹ��������ֹ���Ƶ���չ�����ˡ����������Ƶ�����[22-23]����ˣ������ӵ����ﵽ110~120 Aʱ����������仯��������ֹ������չ�������������뺸��Ľ��ǿ�ȣ��ʺ��ӽ�ͷ�Ŀ���ǿ����߿ɴﵽ158 MPa�������ӵ�������130 Aʱ�����ӽ�ͷ��ȫ�������ѺϽ���洦(��ͼ8(b))����ʱ�ĺ����������һ���Ӵ�������ķ�����֪���ѺϽ��������˾ֲ��ۣ����滯����㼱������(����200 ��m)�������ڻ�������ڲ����������ƣ�����ʱ��������ȫ�ڽ��滯������в�������չ������ƻ��������ӽ�ͷ�����Խ�ͷ�Ŀ���ǿ�ȼ��罵��(С��58 MPa)��
ͼ9��ʾΪ���ӵ���Ϊ110 A��/�����ӽ�ͷ�ѺϽ��ĶϿ���ò����ͷ�ϲ����²��ѺϽ��Ͽ���ò������������ȫ��ͬ��ʽ����ͷ�ϲ��Ͽ��д��ڴ��������ѣ�ͬʱ�������л�����һЩ���ף�ӦΪ����״���Զ���(��ͼ9(a))������ͼ9(b)�п��Թ۲쵽�ڽ�ͷ�²����������һЩƬ��״���ʣ���������ķ�����֪���˴�ӦΪ����Ļ������1�����ӹ����е绡����ʹ���Լ�����������������Ե��¶��ݶȣ���ͷ�ϲ����¶Ƚϸߣ����淴Ӧ�dz����ң��γ��˴�ֱ�ڽ���Ŀ�״������TiAl3�����������ʱ����Щ��������ֹ�����Ƶ���չ�������ƻ����������ں����ڲ��������ϲ���������ͨ�����Ϊ���ӽ�ͷ�ı������ڡ�
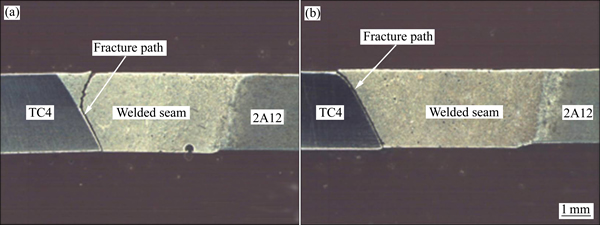
ͼ8 ���ӵ���Ϊ110 A��140 Aʱ��/�����ӽ�ͷ��������Ķ���·��
Fig. 8 Cracks path of Ti/Al dissimilar alloy welding joint obtained from tensile tests at welding current of 110 A(a) and 140A(b)
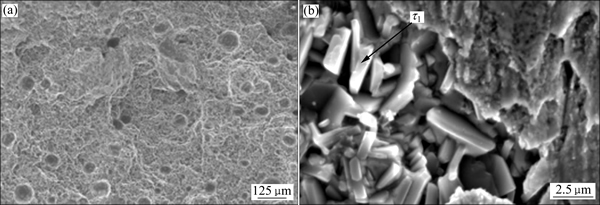
ͼ9 ���ӵ���Ϊ110 Aʱ��/�����ӽ�ͷ��������ĶϿ���ò
Fig. 9 Fracture surface morphologies of Ti/Al dissimilar alloy welding joint at top part(a) and bottom part(b) of zone obtained from tensile tests at welding current of 110 A
���ӽ�ͷ�²��������ڵ绡��ǥ���Ĺ�-Һ�����ʱ��Ƚ϶̣��¶Ƚ��ϲ�����ͣ����淴Ӧ��û����ȫ����ʱ�����Ѿ���ʼ���̣��γ��˲���ȫұ��Ӧ���������������ѺϽ���治�ɱ���ش�����һ����ȵ�����Ĥ�����ʣ��ں��ӹ������ܽ���Щ����Ĥ��������Ҫһ����ʱ�䣬����Ĥ�Ĵ����谭��ұ��Ӧ�Ľ��У����¹�-Һ����ո���Ӵ�ʱ���������̷���ұ��Ӧ��ʹ�ý��洦V���ƿڵļ�������γɲ���ȫұ���ϡ��������1�뺸����֯���������ֿ����ɴ˿���ȷ�����ѷ����ڻ������1�뺸��֮�䡣
3 ����
1) �����ӵ����ﵽ110~120 Aʱ�����ӽ�ͷ���ֶ����ں��촦�����ֶ������ѺϽ���洦�����ӽ�ͷ�Ŀ���ǿ����߿ɴﵽ158 MPa���ѺϽ�/��������ϲ������仯����Ϊ3����̬��TiAl3���ֱ���ֿ������������״����״���ں����ڲ��ij���״���ѺϽ�/��������²������仯�����1����״��ƽ����Ƚ�Ϊ 2 ��m��
2) �����ӵ���С��100 Aʱ����ͷ���洦�¶Ƚϵͣ�������չ�ͽ��淴Ӧ������֣�����ַ�ұ����������������ʱ��ȫ�����ڽ��洦�����½�ͷǿ��С��82 MPa��
3) �����ӵ�������130 Aʱ���ѺϽ���ĸ�����ܽ���뵽�����У���ͷ���滯�����������ɴ�300 ��m���ϣ����������ڲ��������ƣ����¿���ǿ��С��58 MPa��
REFERENCES
[1] MAJUMDAR B, GALUN R, WEISHEIT A, MORDIKE B L. Formation of a crack-free joint between Ti alloy and Al alloy by using a high-power CO2 laser[J]. Journal of Materials Science, 1997, 32(23): 6191-6200.
[2] CHEN S H, LI L Q, CHEN Y B. Interfacial reaction mode and its influence on tensile strength of the joint in laser joining Al alloy to Ti alloy[J]. Materials Science and Technology, 2010, 26(2): 230-235.
[3] SUN Y B, ZHAO Y Q, ZHANG D, LIU C Y, DIAO H Y, MA C L. Multilayered Ti-Al intermetallic sheets fabricated by cold rolling and annealing of titanium and aluminum foils[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(8): 1722-1727.
[4] LIANG C, LI F, GENG L, HUANG L J. Fabrication of Ti-Al complex with superior deformation capability by pressure infiltration[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(S2): s358-s361.
[5] LIU J P, LUO L S, SU Y Q, XU Y J, LI X Z, CHEN R R, GUO J J, FU H Z. Numerical simulation of intermediate phase growth in Ti/Al alternate foils[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(3): 598-603.
[6] �����, �� �, �� ٻ, �½���. Al6061/TA2���ֽ�����������ɺ����Է���[J]. ����ѧ��, 2013, 34(9): 25-28.
SUN Jun-hao, CAO Rui, HUANG Qian, CHEN Jian-hong. Cold metal transfer welding of dissimilar metals between6061 aluminum alloy and TA2[J]. Transactions of the China Welding Institution, 2013, 34(9): 25-28.
[7] ������, ���Ļ�, �� ��, ������. ��/�����ֽ����ĵ�������ǥ��[J]. ��е����ѧ��, 2012, 48(20): 88-92.
WANG Ya-rong, TENG Wen-hua, YU Yang, FAN Ya-li. Electron beam welding-brazing of Al/Ti dissimilar alloys[J]. Journal of Mechanical Engineering, 2012, 48(20): 88-92.
[8] ������, ����Ⱥ, �� ��, �����, ����ս. ����������/�����ֺϽ���ǥ��������[J]. �й���ɫ����ѧ��, 2009, 19(11): 1942-1947.
CHEN Shu-hai, LI Li-qun, TAO wang, CHEN Yan-bin, DIAO Wang-zhan. Laser welding-brazing characteristics of Ti/Al dissimilar alloy with assistant current[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(11): 1942-1947.
[9] ������, ����Ⱥ, �����. ��/�����ֺϽ���ǥ����ͷ��������[J]. �й���ɫ����ѧ��, 2008, 18(6): 991-996.
CHEN Shu-hai, LI Li-qun, CHEN Yan-bin. Interface characteristic and property of Ti/Al dissimilar alloys joint with laser welding-brazing[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(6): 991-996.
[10] ������, �� ��, ������, ʯ��γ, ��С��, �� ��. Ti/Al TIG��ǥ��������Ϊ����ͷ������Ϊ[J]. ϡ�н��������빤��, 2013, 42(3): 478-482.
 Shi-xiong, YANG Tao, HUANG Yong-xian, SHI Jing-wei, JING Xiao-jun, QU Jie. Interface characteristics and facture behavior of TIG arc welding-brazed Ti/Al dissimilar alloys[J]. Rare Metal Materials and Engineering, 2013, 42(3): 478-482.
Shi-xiong, YANG Tao, HUANG Yong-xian, SHI Jing-wei, JING Xiao-jun, QU Jie. Interface characteristics and facture behavior of TIG arc welding-brazed Ti/Al dissimilar alloys[J]. Rare Metal Materials and Engineering, 2013, 42(3): 478-482.
[11] ������, ������, ������, ��С��. Ti/Al ���ֺϽ�绡��ǥ����ͷ���������Ϊ����[J]. ����ѧ��, 2013, 34(6): 33-36.
Shi-xiong, CUI Qing-long, HUANG Yong-xian, JING Xiao-jun. Analysis of interface fracture behavior of arc fusion-brazed joint between titanium and aluminum dissimilar alloys[J]. Transactions of the China Welding Institution, 2013, 34(6): 33-36.
[12] ��־��, �ƾô�. TC4 �ѺϽ��� 2A12 ���Ͻ���ǥ����ͷ��֯�������о�[J]. ����, 2010(1): 33-35.
MA Zhi-peng, YAN Jiu-chun. Microstructure and mechanical properties of ultrasonic assisted brazed joints between dissimilar alloys of TC4 titanium and 2A12 aluminum[J]. Welding & Joining, 2010(1): 33-35.
[13] ����ǿ, ��ʥ��, ������. Al/Ti��ɢ���γɵ���ɢ�ܽ����[J]. ����ѧ��, 2014, 35(6): 49-52, 89.
SONG Yu-qiang, MA Sheng-dong, LI Shi-chun. Diffusion and dissolve mechanism of Al/Ti diffusion layer formation[J]. Transactions of the China Welding Institution, 2014, 35(6): 49-52, 89.
[14] CHEN Y H, NI Q, KE L M. Interface characteristic of friction stir welding lap joints of Ti/Al dissimilar alloys[J]. Transactions of Nonferrous Metals Society of China. 2012, 22(2): 299-304.
[15] CHEN S H, LI L Q, CHEN Y B, HUANG J H. Joining mechanism of Ti/Al dissimilar alloys during laser welding- brazing process[J]. Journal of Alloys and Compounds, 2011, 509(3): 891-898.
[16] SOHN W H, BONG H H, HONG S H. Microstructure and bonding mechanism of Al/Ti bonded joint using Al-10Si-1Mg filler metal[J]. Materials Science and Engineering A, 2003, 355(1): 231-240.
[17] GUPTA S P. Intermetallic compounds in diffusion couples of Ti with an Al-Si eutectic alloy[J]. Materials Characterization, 2002, 49(4): 321-330.
[18] YANG D K, HODGSON P, WEN C E. The kinetics of two-stage formation of TiAl3 in multilayered Ti/Al foils prepared by accumulative roll bonding[J]. Intermetallics, 2009, 17(9): 727-732.
[19] ZHU G L, DAI Y B, SHU D, WANG J, SUN B. Substitution behavior of Si in Al3Ti (D022): A first-principles study[J]. Journal of Physics (Condensed Matter), 2009, 21(41): 415503-415509.
[20] YAO W, WU A P, ZOU G S, REN J L. Formation process of the bonding joint in Ti/Al diffusion bonding[J]. Materials Science and Engineering A, 2008, 480(1/2): 456-463.
[21] MA Z P, ZHAO W W, YAN J C, LI D C. Interfacial reaction of intermetallic compounds of ultrasonic-assisted brazed joints between dissimilar alloys of Ti-6Al-4V and Al-4Cu-1Mg[J]. Ultrasonics Sonochemistry, 2011, 18(5): 1062-1067.
[22] PENG L M, WANG J H, LI H, ZHAO J H, He L H. Synthesis and microstructural characterization of Ti-Al3Ti metal- intermetallic laminate (MIL) composites[J]. Scripta Materialia, 2005, 52(3): 243-248.
[23] QIN Q D, ZHAO Y G, LIU C, ZHOU W, JIANG Q C. Development of aluminium composites with in situ formed AlTiSi reinforcements through infiltration[J]. Materials Science and Engineering A, 2007, 460/461(7): 604-610.
(�༭ ������)
������Ŀ��ʡ��������ɫ�����Ƚ��ӹ��������ù����ص�ʵ���ҿ��Ż�����Ŀ(skl1309)
�ո����ڣ�2015-02-09�������ڣ�2015-05-22
ͨ�����ߣ���־���������ڣ���ʿ���绰��18846282641��E-mail: mazhipeng77@163.com
ժ Ҫ������Al-Si����ǥ�϶�TC4�ѺϽ���2A12���Ͻ����ֺϽ�����ټ�벻����ӣ��о����ӵ����Ժ��ӽ�ͷ����֯����ѧ���ܵ�Ӱ�졣��������������ӵ���Ϊ110~120 Aʱ�����ӽ�ͷ�Ŀ���ǿ����߿ɴ�158 MPa����ʱ���ӽ�ͷ�ϲ������ں����У��²��������ѺϽ��뺸��Ľ����ϡ�������֯��Ҫ�ɦ�(A1)������ھ���������A1-Si��������ɣ����ѺϽ���Һ̬ǥ���ڽ�ͷ�����ϲ���ѧ��Ӧ�γ�3�ֲ�ͬ��̬��TiAl3�����仯������ڽ�ͷ�����²�ֻ�γ���״�Ħ�1�����仯��������ӵ����ﵽ������140 Aʱ����ͷ���滯��������������300 ��m���ң����¿���ǿ�ȼ����½���
[6] �����, �� �, �� ٻ, �½���. Al6061/TA2���ֽ�����������ɺ����Է���[J]. ����ѧ��, 2013, 34(9): 25-28.
[7] ������, ���Ļ�, �� ��, ������. ��/�����ֽ����ĵ�������ǥ��[J]. ��е����ѧ��, 2012, 48(20): 88-92.
[9] ������, ����Ⱥ, �����. ��/�����ֺϽ���ǥ����ͷ��������[J]. �й���ɫ����ѧ��, 2008, 18(6): 991-996.
[12] ��־��, �ƾô�. TC4 �ѺϽ��� 2A12 ���Ͻ���ǥ����ͷ��֯�������о�[J]. ����, 2010(1): 33-35.
[13] ����ǿ, ��ʥ��, ������. Al/Ti��ɢ���γɵ���ɢ�ܽ����[J]. ����ѧ��, 2014, 35(6): 49-52, 89.
