
���±�ţ�1004-0609(2014)02-0364-07
2060�Ͻ�FSW��ͷ����֯����ѧ����
�ᄚ��1��֣����1���� ��1���ص���2�����Ƽ3������Ƽ3
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. ���ϴ�ѧ ���繤��ѧԺ����ɳ 410083��
3. �Ϻ��ɻ�����о�Ժ���Ϻ� 200232)
ժ Ҫ��
���ý�����������Ӳ�Ȳ��ԡ��������ܲ��ԡ�ɨ��羵����羵���ֶζ�2060-T8�Ͻ����Ħ����(FSW)��ͷ������֯����ѧ���ܽ����о����������������ͷ�Ŀ���ǿ��Ϊ441 MPa������ǿ��Ϊ320 MPa���쳤��Ϊ6.9%��������ǿ��ϵ���ﵽ82.9%����������Ħ������ĸ�ĵ�֯�������Լ�ǿ�ȷ����˱仯���ɻ�ͭ֯����Ϊ��˹֯����ǿ�ȱ�������Ӱ����T1��(Al2CuLi)���ַ������ܽ⣬�����˦ġ���(Al3Li)���Ȼ�Ӱ������T1����ܽ⣬S����(Al2CuMg)�����˴ֻ���������������ȫ���ܽ⡣
�ؼ��ʣ�
��﮺Ͻ�������Ħ����������֯����ѧ������
��ͼ����ţ�TG115.5 �� �� ���ױ�־�룺A
Microstructures and mechanical properties of 2060 alloy FSW joint
SUN Jing-feng1, ZHENG Zi-qiao1, LIN Yi1, HE Di-qiu2, LI Hong-ping3, WU Qiu-ping3
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China;
3. Shanghai Aircraft and Research Institute, Shanghai 200232, China)
Abstract: The 2060-T8 FSW joint was studied by means of metallographic microscope, microhardness test, tensile test, SEM and TEM on the microstructure and mechanical properties. The results show that the tensile strength is 441 MPa, the yield strength is 320 MPa and the elongation is 6.9%. But the joint strength coefficient is 82.9%. The texture type and intensity of base material change after FSW, and the texture type changes from Bass texture to Gauss texture and the intensity decreases. T1 precipitates partly dissolve and �ġ� precipitates are found in heat affected zone (HAZ). More T1 precipitates dissolve and S�� precipitates are coarsen in thermo mechanically affected zone (TMAZ). The precipitates absolutely dissolve in nugget zone (NZ).
Key words: Al-Li alloys; friction stir weld; microstructure; mechanical property
����Ħ����(Friction stir weld�����FSW)����Ӣ�������о���TWI��1991���з��ģ����и�Ч���ܡ������Ѻ��ŵ��һ�ֹ�̬���Ӽ���������20����ķ�չ������Ħ�����������������Ʋ��㷺Ӧ�õ����պ��졢��������������ҵ[1-3]��ĿǰBoeing��Airbus��Bombardier��NASA����ҵ���о������ѹ����˴���������ý���Ħ��������ĺ��Ӽ�ȡ����ͳí�ӽṹ����������Ӧ���ڷɻ��������������죬�ﵽ����������Ч������Լ�˳ɱ����������ܺġ�
2060��﮺Ͻ���2011��4����������ҵЭ��ע��Ŀ������ͳ2x24ϵ�кϽ����һ����﮺Ͻ𣬾����е�ǿ�ȡ���������չ���ʡ�����ʴ�ԡ����ܶȡ���������С���ص㣬��ҪӦ���ڷɻ�������������Ƥ����[4]����﮺Ͻ����ڳ���ǿ���Ͻ�[5]�����ô�ͳ���ۺ����պ���ʱ�����ں����¶ȸߣ���ͷ�������أ����Ի�ø�ǿ�Ƚ�ͷ��ͨ����ͨ�������ȴ���������߽�ͷ��ǿ�ȡ����ý���Ħ��������������﮺Ͻ𣬺����¶ȵͣ����ϲ������ۻ��������˺Ͻ���LiԪ�صĻӷ���ʧ����ͷ�ڲ����γɴ�����������ƣ���ͷ����Ӧ���ͣ�ǿ��ϵ���ߡ�Ŀǰ�����������кܶ�ѧ�߶Զ�����﮺Ͻ���2050[6]��2095[7]��2195[8-10]��2198[11]��2199[12-13]��8090[14]��2A97[15]�ȵĽ���Ħ�������ա�����֯�ݱ估��ѧ���ܽ������о������ǻ�û�����2060��﮺Ͻ����Ħ����������о���������ˣ���2060��﮺Ͻ����Ħ����������֯�����ܽ����о��������ڽ�һ����չ2060��﮺Ͻ��Ӧ���Լ�����Ħ�����������Ż���Ϊ������ɻ�����ѡ�ø������Ľṹ���Ϻ����칤���ṩ�ο���
1 ʵ��
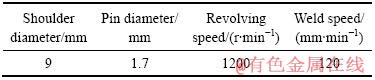
ʵ��������ɹ���ij��˾�ṩ�Ĺ�ҵ���2 mm��2060-T8̬�Ͻ��ģ����������ϴ�ѧ����ѧԺԺ�������ƵĽ���Ħ�������Ͻ��У����ӷ���ƽ���������ӵ���ع��ղ������1���С�
����Keller�Լ��Ժ����������и�ʴ����Leica EC3���������Ϲ۲캸��������ò����Ӳ�Ȳ�����MTK1000A��Ӳ�ȼ��Ͻ��У�����Ϊ1.96 N������ʱ��Ϊ15 s����MTS858����������Ͻ����������飬����������ֱ�ں��ӷ������������ֱ����ѹ20 V�µ�25%����+75%�״���Һ(�������)�е����10 s������Sirion 200������ɨ��羵����EBSD�۲죬���ٵ�ѹΪ25 kV����Tecnai G220��羵�¹۲캸�ӽ�ͷ��ͬ���������֯�����ٵ�ѹΪ200 kV��
��1 ����Ħ�����Ĺ��ղ���
Table 1 Parameters of friction stir weld
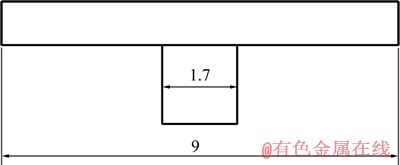
ͼ1 ����ͷ����״�ߴ�
Fig. 1 Geometry and dimensions of welding tool (Unit: mm)
2 ���������
2.1 2060-T8�Ͻ����Ħ���������ľ�����֯
ͼ2��ʾΪ��������������ò�Լ���ͬ����ľ�����֯�Ĺ�ѧ����Ƭ�����������ľ�����֯�ʲ��ԳƷֲ���ǰ����ĺ��������Ȼ�Ӱ�����ı߽����ԣ������˲ຸ�������Ȼ�Ӱ�����Ĺ��ɺ�ƽ���������ϰ벿����֯�������������ĸ��������̬�ı���״�����������Ʒ�����������Ӱ����ֻ�ܵ���ѭ�������ã�������֯��ĸ�ĵ���ͬ��û�з������Ա仯���Ȼ�Ӱ�������ܻ�е����������ѭ�����ã������˲����ٽᾧ��ͬʱ����������ƫת��ǰ�����Ȼ�Ӱ�����ľ���������ƫת�������˲���Ȼ�Ӱ�����ľ���������ƫת�����ں������ܵ�����ľ��ҽ������ò���������������Ħ��������������ɵ���ѭ�����ã������˶�̬�ٽᾧ��������֯��ϸС������ٽᾧ������
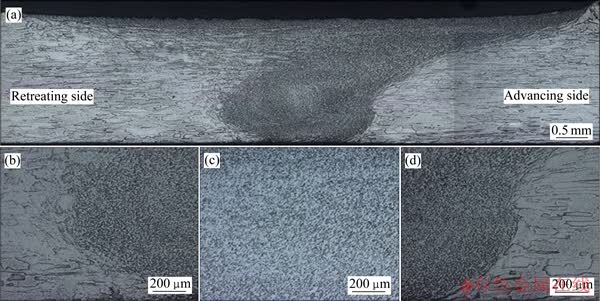
ͼ2 ��������������ò�Լ���ͬ����ľ�����֯�Ĺ�ѧ����Ƭ
Fig. 2 Optical micrographs of weld cross-section(a) and grains of recreating side(b), nugget zone(c) and advancing side(d)
ͼ3~5��ʾ�ֱ�Ϊǰ�����Ȼ�Ӱ�������������ͺ��˲��Ȼ�Ӱ������EBSDͼ����ȡ��ֲ�ͼ������������ϸС������ٽᾧ�����������ߴ緶ΧΪ1~10 ��m��ƽ�������ߴ�Ϊ6.4 ��m��ǰ�����Ȼ�Ӱ������С��15���С�ǶȾ���Լռ80.70%�����˲��Ȼ�Ӱ������С��15���С�ǶȾ���Լռ80.62%����������С��15���С�ǶȾ���Լռ62.28%���������ڷ����˶�̬�ٽᾧ��������С�ǶȾ���ı�����
2.2 2060-T8�Ͻ����Ħ��������֯������
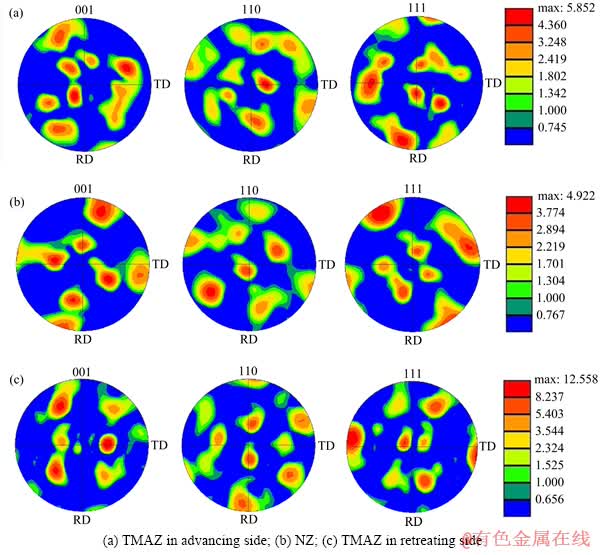
ͼ6��ʾ�ֱ�Ϊǰ������Ӱ�������������ͺ��˲���Ӱ�����ļ�ͼ����֯��ǿ�������������˲���Ӱ������֯��ǿ�����ǿ��Ϊ12.558��ǰ�����Ȼ�Ӱ������֮��ǿ��Ϊ5.852����������С��ǿ��Ϊ4.922����֯������������ǰ�����֯�����ͱȽϸ��ӣ�����ȷ��֯�����ͣ���������֯����Ҫ��(111) �ĸ�˹֯���������˲��Ȼ�Ӱ������֯����Ҫ��(110)
�ĸ�˹֯���������˲��Ȼ�Ӱ������֯����Ҫ��(110) �Ļ�ͭ֯������ĸ��֯��������ͬ��
�Ļ�ͭ֯������ĸ��֯��������ͬ��
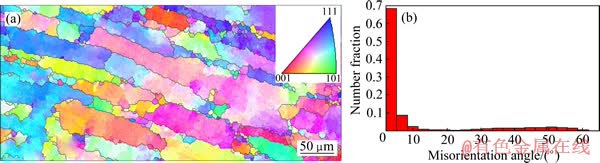
ͼ3 ǰ�����Ȼ�Ӱ����(TMAZ)�ľ���ȡ��ͼ������ȡ���ֲ�
Fig. 3 EBSD graph (a) and boundary misorientation (b) of TMAZ in advancing side
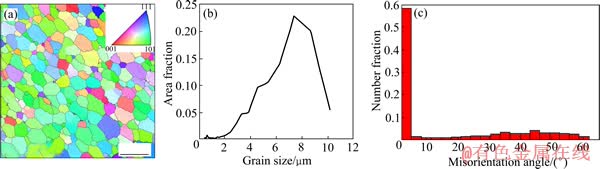
ͼ4 ������(NZ)�ľ���ȡ��ͼ�������ߴ缰����ȡ���ֲ�
Fig. 4 EBSD graph (a), grain size distribution (b) and boundary misorientation (c) of NZ
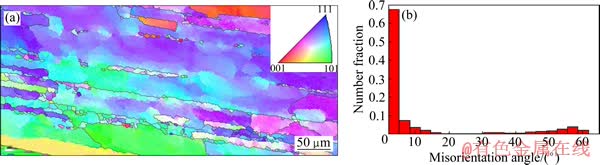
ͼ5 ���˲��Ȼ�Ӱ����(TMAZ)�ľ���ȡ��ͼ������ȡ���ֲ�
Fig. 5 EBSD graph (a) and boundary misorientation (b) of TMAZ in retreating side
ĸ����2 mm������ư�ģ�֯��������(110)�Ļ�ͭ֯����FSW�����о����˾��ҵĻ�е���ú���ѭ�����ã��ᵼ��֯�������仯[16-17]�������ڼ�ͼ����ǿ�ȡ�֯�����͵ı仯������Ħ�����������ȼ�ѹ���̣������벻ͬ�̶ȵļ���Ӧ�䣬���������ͷ��ת��ɵ������ͷ���еļ���Ӧ�䡢����ͷ�н���ɵ��뺸�ӷ���ƽ�еļ���Ӧ������Ժ���Ħ����ɵ��뺸�ӷ���ƽ�еļ���Ӧ��[3, 18]�����˲��Ȼ�Ӱ�����ܵ����б��ε����ñȽ����������������˺�С�Ƕȵ�ƫת(��ͼ5)��֯������û�з����ı䣬��Ϊ���Ʋ�����(110)�Ļ�ͭ֯��������������˲��Ȼ�Ӱ������ȣ�֯��������(111)�ĸ�˹֯���������������˾��ҵļ��б��Σ�֯���������ڼ���֯������ͬʱ���������ڼ��б��κ��µ������·����˶�̬�ٽᾧ��������֯��ǿ�ȡ���ǰ������Ȼ�Ӱ�����ڣ��������ܵ�����Ӧ������õ��ֲ�������ȫ�ı�֯�����ͣ�������֯ƫת�ܴ�(��ͼ3)��֯�����ͽ��ڼ���֯��������֯��֮�䡣���⣬ǰ�����Ȼ�Ӱ����Ҳ�����˲����ٽᾧ��Ӱ����֯��ǿ�ȡ�
2.3 2060-T8�Ͻ����Ħ��������2DӲ�ȷֲ�
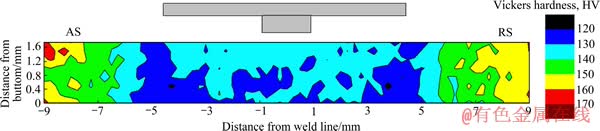
ͼ7��ʾΪ������������Ӳ�ȷֲ������Ŵ�ֱ���ӷ����ֱ���ϣ�Ӳ�ȷֲ����³�W�͡�ĸ�ĵ�Ӳ��ֵ��ߣ���Լ160HV���ҡ��ں������ڣ��ϰ�����Ӳ��ֵ�����°������ϰ�����Ӳ��ֵΪ130HV~ 140HV���°���Ӳ��ֵΪ120 HV~130HV���Ӻ������ߵ����ֱ����Ӧ����Ӳ��ֵ������С����͵���120HV���¡��������Ӱ����ֱ��ĸ������Ӳ��ֵ�����ߣ����Ǹ��ں������ҵ���ĸ�ĵ�Ӳ��ֵ���ӵײ���������Ӳ��ֵ����130HV����ɫ������С��
����Ӳ��ֵ�IJ����벻ͬ�������ij������������ܽ���̺�����֯�仯�йء���Ӱ����ֻ�ܵ���ѭ�����ã������ڲ��ϴﵽ�˹�ʱЧ״̬��ԽԶ�뺸�����ߣ��¶�Խ�ͣ�����ѭ��Ӱ��ʱ��Խ�̡�STEUWER��[12]��ΪW��Ӳ�����������ں������ȻʱЧ���º�������Ӳ�ȷ��������ظ�����ĵĺ��ֻ��2 mm����ȷ����ϵ��¶��ݶȺ�С���ӵײ��������������֮��Ħ������Ӱ������ǿ������ϸ���������������˵ײ�Ӳ���½�����ɫ��������
ͼ6 2060-T8�Ͻ����Ħ����������ͬ����ļ�ͼ
Fig. 6 Pole figures of different zones in weld
ͼ7 ����������2DӲ�ȷֲ�
Fig. 7 2D-Microhardness distribution on cross-section
2.4 2060-T8�Ͻ�ĸ�������Ħ��������ͷ��ѧ���ܶԱ�
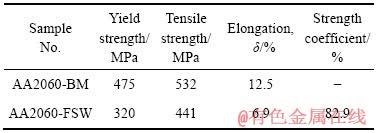
��2��ʾ��AA2060-T8�Ͻ�ĸ�����ͷ���������ܶԱȡ���ͷǿ��ϵ���Ǻ��ӽ�ͷ���������Ŀ���ǿ����ĸ�Ŀ���ǿ�ȵı�ֵ����ͷ�Ľ�ͷǿ��ϵ���ﵽ��82.9%��ֵ��ע����ǣ����ں���ͷ�Ŀ���ǿ�ȱ�ĸ�ĵ�����ǿ�ȵͣ����Ե���ͷ������������ʱ��ĸ�ĵIJ���û�з������Ա��Σ����Ա��μ���ȫ�������ڽ�ͷ����������������������ò������ʲ����쳤�ʵķ���������ͷ�����������쳤�ʵ����˲���ֵ�Ĵ���½����ھ��Ҽ���Ӧ����������£������������˶�̬�ٽᾧ��������ϸС������ٽᾧ����������Ӧ�ñ�á�
��2 2060-T8�Ͻ�ĸ�ĵ���ѧ�����뺸��ͷ����ѧ����
Table 2 Mechanical properties of 2060-T8 BM and weld joint
2.5 2060-T8�Ͻ����Ħ����������ͬ�����TEM��
ͼ8(a)��(b)��ʾΪĸ�ĵ�TEM����Ӧ�ĵ������仨����ĸ���ڴ��ڵ���Ҫ������ΪT1��(Al2CuLi)��S����(Al2CuMg)��
ͼ8(c)��(d)��ʾ������Ӱ�����ڣ�T1����˲����ܽ⣬�����������ġ���(Al3Li)��T1��IJ����ܽ��������Ӱ������Ӳ��ֵ����ĸ�ĵġ�T1��IJ����ܽ�Ϊ�ġ��������ṩ��Liԭ�ӡ�
ͼ8(e)��(f)��ʾ���Ȼ�Ӱ�����ڣ�T1����ܽ⣬�����ġ���������S������ֻ�������������Ӳ��ֵ���½������dz������ܽ⼰�ֻ���ɵġ�T1��Ĵ����ܽ�ΪS����Ĵֻ��ṩ��Cuԭ�ӡ�
�ں������ڣ����仨��֤ʵ�˺�������û�з���T1���S����İߵ��â�ߣ���������Ҳû�۲쵽T1���S����Ĵ���(��ͼ8(g)��(h))���������Ա��κ��µ�����ʹ����Щ��������ȫ�ܽ⡣���⣬�ں����������ڹ۲쵽��λ���Ĵ��ڡ�������Ӳ�Ⱥ�ǿ�ȵ��½�����T1���S������ܽ��йء�����ʱЧǿ���Ͻ��������ǿ�����ø���ϸ��ǿ�����á���Ȼ�����������˶�̬�ٽᾧ���γ�ϸС�����ٽᾧ����������ϸ��ǿ�����ã����������ֲ��������ܽ������Ӳ�Ⱥ�ǿ�ȵ��½���
3 ����
1) 2060-T8�Ͻ�ĸ�ĵĽ�����֯�ǵ��͵ı�����֯������Ħ����ͷ������������̬�ٽᾧ����ϸС������ٽᾧ�������Ȼ�Ӱ������������ƫת�ҷ��������ٽᾧ����Ӱ�����ľ�����֯��ĸ����ͬ��
2) ĸ�ĵ�֯��Ϊ(110)��ͭ֯������������Ϊ(111)��˹֯����֯��ǿ��Ҳ���͡����ں��˲��Ȼ�Ӱ����֯��������ĸ�ĵ���ͬ��ǰ�����Ȼ�Ӱ������֯�����ͽ�������֮�䡣
3) �غ����������Ӳ�ȷֲ���W�ͣ�ĸ��Ӳ����ߣ�����Ӱ�������Ȼ�Ӱ����֮��Ӳ�Ƚ��ͣ�����������Ӳ�����������ߡ�
4) ��ͷ�Ŀ���ǿ��Ϊ441 MPa������ǿ��Ϊ320 MPa���쳤��Ϊ6.9%������ͷ�Ľ�ͷǿ��ϵ���ﵽ��82.9%��������������λ���ں������������˲��λ�á�
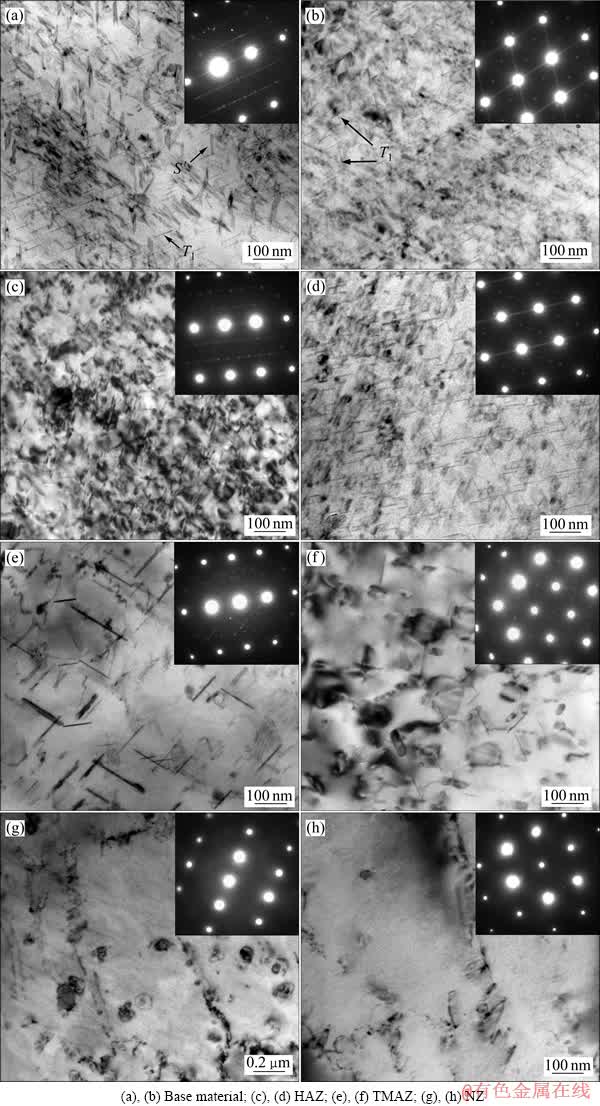
ͼ8 2060-T8����Ħ����������ͬ�����TEM�������
Fig. 8 [112] and [110] TEM BFs and corresponding SADPs
5) ĸ����������Ҫ��T1���S���ࣻ��Ӱ����T1�ಿ�ַ������ܽ⣬�����˦ġ��ࣻ�Ȼ�Ӱ������T1����ܽ��ˣ������˦ġ��࣬S������˴ֻ���������������ȫ���ܽ⡣
REFERENCES
[1] MISHRA R S, MA Z Y. Friction stir welding and processing[J]. Material Science and Engineering R, 2005, 50: 1-78.
[2] THREADGILL A J L P L, SHERCLIFF H R, WITHERS P J. Friction stir welding of aluminum alloys[J]. International Materials Reviews, 2009, 54(2): 49-93.
[3] KRISHNAN K N. On the formation of on ion rings in friction stir welds[J]. Materials Science and Engineering A, 2002, 327: 246-251.
[4] KARABIN L M, BRAY G H, RIOJA R J, VENEMA G. Al-Li-Cu-Mg-(Ag) products for lower wing skin applications[C]// 13th International Conference on Aluminum Alloys (ICAA13), 2012.
[5] ֣����, ���, ��־��, ���Ӣ, ������, ̷����. ��﮺Ͻ�ĺϽ�������֯�ݻ�[J]. �й���ɫ����ѧ��, 2012, 21(10): 2337-2351.
ZHENG Zi-qiao, LI Jin-feng, CHEN Zhi-guo, LI Hong-ying, LI Shi-chen, TAN Cheng-yu. Alloying and microstructural evolution of Al-Li alloys[J]. The Chinese Journal of Nonferrous Metals, 2012, 21(10): 2337-2351.
[6] POUGET G, REYNOLDS A P. Residual stress and microstructure effects on fatigue crack growth in AA2050 friction stir welds[J]. International Journal of Fatigue, 2008, 30: 463-472.
[7] SALEM H G. Friction stir weld evolution of dynamically recrystallized AA 2095 weldments[J]. Scripta Materialia, 2003, 49: 1103-1110.
[8] SHUKLA A, BAESLACK III W. Study of microstructural evolution in friction-stir welded thin-sheet Al-Cu-Li alloy using transmission-electron microscopy[J]. Scripta Materialia, 2007, 56 (6): 513-516.
[9] SCHNEIDER J, NUNES A, CHEN P, STEELE G. TEM study of the FSW nugget in AA2195-T81[J]. Journal of Materials Science, 2005, 40(16): 4341-4345.
[10] FONDA R, BINGERT J. Precipitation and grain refinement in a 2195 Al friction stir weld[J]. Metallurgical and Materials Transactions A, 2006, 37(12): 3593-3604.
[11] CAVALIERE P, CABIBBO M, PANELLA F, SQUILLACE A. 2198 Al-Li plates joined by friction stir welding: Mechanical and microstructural behavior[J]. Materials & Design, 2009, 30(9): 3622-3631.
[12] STEUWER A, DUMONT M, ALTENKIRCH J, BIROSCA S, DESCHAMPS A, PRANGNELL P B, WITHERS P J. A combined approach to microstructure mapping of an Al-Li AA2199 friction stir weld[J]. Acta Materialia, 2011, 59: 3002-3011.
[13] ALTENKIRCH J, STEUWER A, WITHERS J. Process-microstructure-property correlation in Al-Li AA2199 friction stir welds[J]. Science and Technology of Welding and Joining, 2010, 15(6): 522-527.
[14] LERTORA E, GAMBARO C. AA8090 Al-Li alloy FSW parameters to minimize defects and increase fatigue life[J]. Int J Mater Form, 2010, 3(1): 1003-1006.
[15] �� ��, ֣����, �ᄚ��, ����ȫ, �� ��, �ص���. 2A97��﮺Ͻ����Ħ�������������֯����[J]. ��ĩұ����Ͽ�ѧ�빤��, 2012, 17(2): 147-152.
CAI Biao, ZHENG Zi-qiao, SUN Jing-feng, LIAO Zhong-quan, ZHONG Shen, HE Di-qiu. Microstructural characteristics of joint line of friction stir welding of 2A97 Al-Li alloy[J]. Materials Science and Engineering of Powder Metallurgy, 2012, 17(2): 147-152.
[16] FONDA R W, KNIPLING K E. Texture development in friction stir welds[K]. Science and Technology of Welding and Joining, 2011, 16(4): 288-294.
[17] PRANGNELL P B, HEASON C P. Grain structure formation during friction stir welding observed by the ��stop action technique��[J]. Acta Materialia, 2005, 53: 3179-3192.
[18] SATO Y S, KOKAWA H, IKEDA K. Microtexture in the friction-stir weld of an aluminum alloy[J]. Metallurgical and Materials Transactions A, 2001, 32: 941-948.
(�༭ ��ѧ��)
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2012CB619503)
�ո����ڣ�2013-06-13�������ڣ�2013-10-25
ͨ�����ߣ�֣���ԣ����ڣ���ʿ���绰��0731-88830270��E-mail: s-maloy@mail.csu.edu.cn
ժ Ҫ�����ý�����������Ӳ�Ȳ��ԡ��������ܲ��ԡ�ɨ��羵����羵���ֶζ�2060-T8�Ͻ����Ħ����(FSW)��ͷ������֯����ѧ���ܽ����о����������������ͷ�Ŀ���ǿ��Ϊ441 MPa������ǿ��Ϊ320 MPa���쳤��Ϊ6.9%��������ǿ��ϵ���ﵽ82.9%����������Ħ������ĸ�ĵ�֯�������Լ�ǿ�ȷ����˱仯���ɻ�ͭ֯����Ϊ��˹֯����ǿ�ȱ�������Ӱ����T1��(Al2CuLi)���ַ������ܽ⣬�����˦ġ���(Al3Li)���Ȼ�Ӱ������T1����ܽ⣬S����(Al2CuMg)�����˴ֻ���������������ȫ���ܽ⡣
